

Классификация по универсальности в применении
Обработка дерева и металла предусматривает оказание определенного усилия. Все станки сверлильной группы можно разделить на 3 большие группы:
- Универсальные. Этот вид станков применяется для выполнения огромного количества различных операций. Универсальность определяет то, что подобное оборудование не получило широкое распространение при массовом производстве. Миниатюрные модели устанавливаются в домашних мастерских для нарезания резьбы, получения сквозного и глухого отверстия, зенкерования и выполнения других операций.
- Специальные предназначены для выполнения только нескольких операций. При этом обработка может проводиться поэтапно или одновременно.
- Создание глубоких отверстий при создании однотипных изделий. Эта группа получила широкое распространение в случае, если нужно наладить массовое производство. Кроме этого, специализируются станки на проведении одной или нескольких операций.
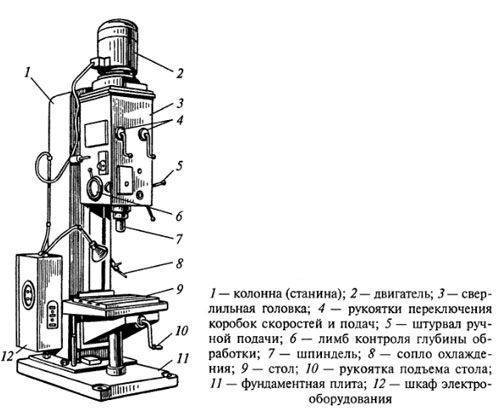
Устройство радиально-сверлильного станка
| Главная » Статьи » Профессионально о металлообработке » Сверлильные станки |
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России!
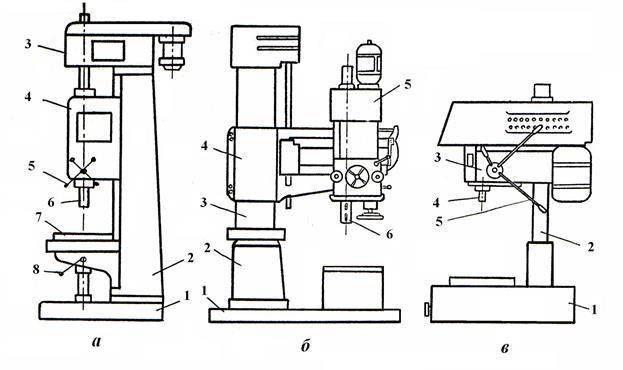
В радиально-сверлильных станках (см. рис. 6.2) совмещение оси отверстия заготовки с осью шпинделя достигается перемещением шпинделя относительно неподвижной заготовки.
По конструкции радиально-сверлильные станки подразделяют на станки общего назначения; переносные для обработки отверстий в заготовках с большими габаритными размерами (станки переносят подъемным краном к заготовке и обрабатывают вертикальные, горизонтальные и наклонные отверстия) и самоходные, смонтированные на тележках закрепляемые при обработке с помощью башмаков.

Заготовку закрепляют на фундаментной плите Б (рис. 6.6) или приставном столе А.
В цоколе плиты смонтирована поворотная колонна B, на которой размещен рукав Е, перемещающийся по колонне с помощью механизма подъема Г.
Сверлильную головку Д, включающую в себя коробки скоростей и подач, перемещают по рукаву вручную. Совмещение инструмента и заготовки осуществляется поворотом рукава и перемещением по нему сверлильной головки.
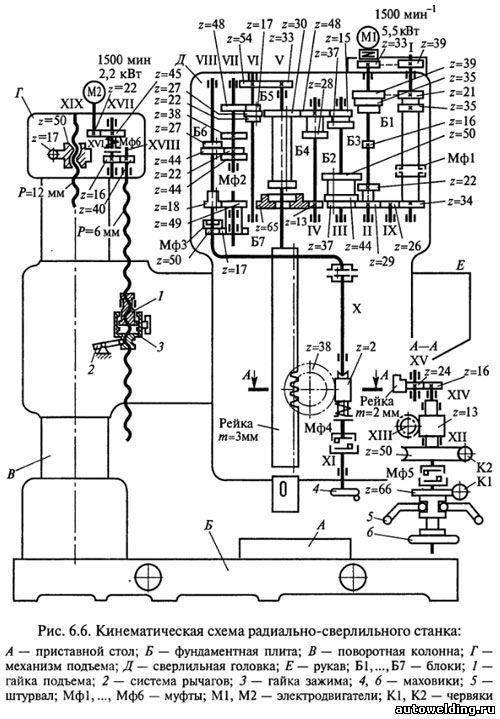
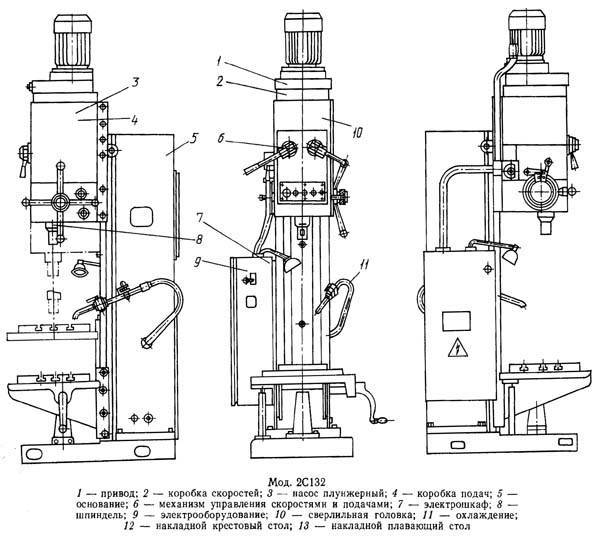
Главное движение — это вращение шпинделя от электродвигателя Ml через зубчатую передачу z = 33/39, фрикционную муфту Мф1 и коробку скоростей с тремя двойными блоками Б1, Б3, Б4 и одним тройным Б2, которые обеспечивают заданный диапазон частот вращения шпинделя (24 теоретических значения и 21 практическое). Блок Б4 может занять положение, при котором оба колеса зубчатой передачи выведены из зацепления; в этом случае шпиндель легко поворачивается от руки. С помощью муфты Мф1 происходит реверсирование шпинделя.
Уравнение кинематической цепи привода шпинделя с максимальной частотой вращения можно представить в следующем виде:
Движение подачи — это осевое перемещение шпинделя через зубчатую передачу z = 33/54, которое получает вал VI коробки подач, обеспечивающей 12 значений подач при переключении блоков Б5 и Б6 и муфты МфЗ в переборном блоке Б7.
При включении муфты Мф4 на валу X получает вращение червячная передача z = 2/38 и реечное колесо z=13, перемещающее рейку, нарезанную на гильзе шпинделя. Ручную подачу осуществляют вращением маховика 4. Перемещая штурвал 5 «от себя», включают муфту Мф5 и сообщают шпинделю механическую или ручную подачу.







В положении штурвала «на себя» шпинделю можно сообщить большую ручную подачу. Уравнения кинематической цепи для определения минимальной Smin и максимальной Smax подач шпинделя можно представить в следующем виде:
Для получения подачи Smax включают муфту Мф3.
Вспомогательные движения. Перемещение сверлильной головки осуществляют маховиком 6через зубчатое колесо z= 16 (см. разрез А—А) и накидное колесо z=24, соединенное с рейкой, укрепленной на рукаве. Зажим головки — гидравлический.
Вертикальное перемещение рукава осуществляется от реверсивного электродвигателя М2 через зубчатые передачи z= 22/45; 16/40 на ходовой винт с двумя гайками: подъема 1 и зажима 3.
При вращении ходового винта гайка 1 вращается свободно, а гайка 3 перемещается вверх по винту, освобождая зажимное устройство рукава.
При дальнейшем движении торцовые зубья гайки 3 входят в зацепление с зубьями гайки 1, вращение гайки 1 прекращается и она начинает перемещаться вверх или вниз (в зависимости от направления вращения электродвигателя) вместе с рукавом.
При достижении гайкой (и рукавом) нужной высоты электродвигатель изменяет направление вращения; гайка зажима 3 движется в противоположном направлении, выходит из зацепления с гайкой 1, доходит до нейтрального положения и зажимает рукав через систему рычагов 2 Муфта Мф6 предохраняет привод механизма подъема от перегрузки.
Зажим колонны — гидравлический, от плунжера (на рисунке не показан).
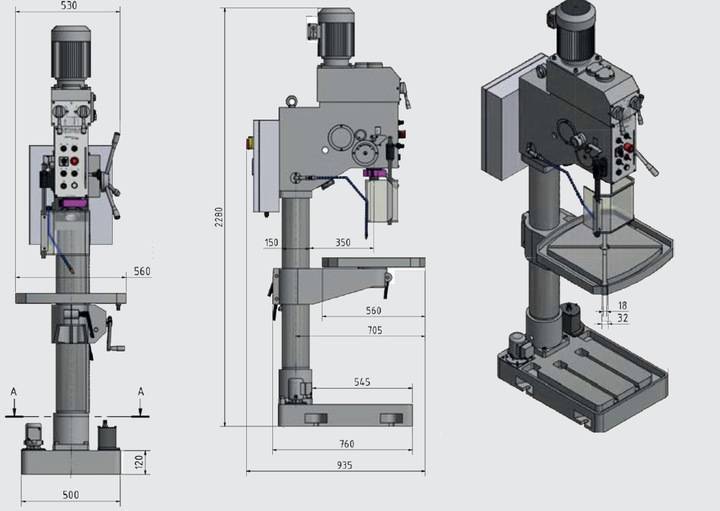
Технические показатели об изделии
- «Т» – образная рабочая поверхность и равна 32,0×36,0 см.
- Движение поверхности при обороте маховика равно 2,4 мм, по вертикальной плоскости – 35,0 см.
- Общий вес аппарата равен 450 кг.
- Расстояние от крайней точки шпинделя до рабочей поверхности составляет 65,0 см.
- Вылет станка равен 20,0 см.
- Шпиндельная головка способна перемещаться до 30,0 см.
- Рабочий ход гильзы равен 15,0 см.
- Шпиндельная головка за один оборот перемещается на 4,4 мм.
- Частота вращения (средняя) шпинделя равна 2,4 об/мин, минимальная 200 об/мин, максимальная 2,8 тыс. об/мин.
- Скорость вращения шпинделя регулируется по девяти показателям.
- Мощность вала электрического мотора равна полтора киловатта, максимальная скорость вращения 1,42 об/мин.
- Показатель максимальной подачи равен 560 кгс.
- Габариты 87,0×59,0×208,0 см.
Среди главных особенностей – опция торможения шпинделя.
Станки радиально-сверлильной группы

Радиально-сверлильный станок Z3050
Радиально-сверлильные станки используются для обработки единичных отверстий или отверстий, расположенных группами, на заготовках со значительными габаритами и массой.
Операции, выполняемые на радиально-сверлильных станках:
- Сверление сквозных и глухих отверстий.
- Рассверливание и растачивание (при использовании расточной головки) отверстий.
- Нарезание резьбы метчиком.
- Зенкерование отверстий с получением более высоких классов чистоты и точности обработки поверхности отверстий.
- Зенкование, необходимое для формирования конических и цилиндрических технологических углублений под головки болтов, винтов и т.д.
- Развертывание конических и цилиндрических отверстий, необходимое для получения нужной точности и шероховатости поверхностей.
- Раскатка и хонингование поверхности отверстия (с помощью раскатных и хонинговальных головок).
- Подрезание торцов бобышек для обеспечения поверхности, перпендикулярной оси отверстия.
Использование специнструмента, оправок и приспособлений повышает производительность сверлильных станков, расширяет диапазон возможных операций, позволяя выполнять характерные, например, для расточных станков: производить вытачивание внутренних канавок, вырезание из листового материала деталей в форме круга.
Согласно классификации металлорежущего оборудования по ГОСТ 8-82, радиальные сверлильные станки относятся к классу К1 (нормальная точность Н), что соответствует требованиям к станкам общего назначения в современной мировой практике металлообработки.
Точность радиально-сверлильного станка во многом зависит от правильной установки и закрепления его станины на подготовленном фундаменте, глубина которого определяется паспортом оборудования, но не может быть менее 0,5 м.
Диапазон возможностей оборудования делает его использование рациональным и на небольших ремонтных производствах, и в цехах крупного машиностроительного предприятия.
Лучший сверлильный станок для дрели

Энкор 20090 – стойка, используемая для закрепления дрели. Применяется как в подсобных мастерских, так и на небольших производствах. Характеристики:








- вес – 7 кг;
- размеры – 57*26*8 см.
Плюсы:
- стальной корпус;
- литое чугунное основание;
- небольшой вес удобен при транспортировке;
- эргономичный корпус;
- жесткие тиски крепко удерживают дрель;
- ограничитель глубины сверления;
- шкала измерения глубины сверления;
- обработанный корпус краской не подвержен коррозии.
Минусы:
Нет тисков в комплекте.
2Н118 станок вертикально-сверлильный одношпиндельный универсальный. Назначение и область применения
Универсальный вертикально-сверлильный станок модели 2Н118 с условным диаметром сверления 18 мм предназначен для выполнения следующих операций: сверления, рассверливания, нарезания резьбы и подрезки торцов ножами.
Станок предназначен для работы в основных производственных цехах, а также в условиях единичного и мелкосерийного производства в инструментальных, экспериментальных, ремонтно-механических и инструментальных цехах с индивидуальным и мелкосерийным выпуском продукции.
Отнесенный к условному диаметру сверления 18 мм станок допускает обработку деталей с усилием подачи до 560 кг и крутящим моментом до 880 кГ-см.
Принцип работы и особенности конструкции станка
Станок 2Н118 относится к конструктивной гамме вертикально-сверлильных станков средних размеров (2Н118, 2Н125, 2Н125Л, 2Н135, 2Н150, 2Г175) с условным диаметром сверления соответственно 18, 25, 35, 50 и 75 мм. По сравнению с ранее выпускавшимися станками (с индексом А) станки новой гаммы имеют более удобное расположение рукояток управления коробками скоростей и подач, лучший внешний вид, более простую технологию сборки и механической обработки ряда ответственных деталей, более совершенную систему смазки. Агрегатная компоновка и возможность автоматизации цикла обеспечивают создание на их базе специальных станков.
Основные технические характеристики сверлильного настольного станка 2н118
Изготовитель — Молодечненский станкостроительный завод МСЗ. Основные размеры станка соответствуют — ГОСТ 1227-79.
- Максимальный диаметр сверления: Ø 18 мм
- Наибольшая глубина сверления: 300 мм
- Наибольшая высота обрабатываемой детали, установленной на рабочем столе: 500 мм
- Пределы чисел оборотов шпинделя в минуту — (9 ступеней) 180..2800 об/мин
- Конец шпинделя — Морзе 6
- Мощность электродвигателя: 1,5 кВт
- Масса станка: 670 кг
Модификации сверлильного станка 2Н118
2А118 — универсальный одношпиндельный вертикально-сверлильный станок2Н118К — координатный вертикально-сверлильный станок
2Н118Ф2 — вертикально-сверлильный станок с ЧПУ
Аналоги сверлильного станка 2Н118
МН18Н — Ø18 — производитель Молодечненский станкостроительный завод МСЗ, РУП2Т118 — Ø18 — производитель Гомельский завод станочных узлов, РУП
3 Радиально-сверлильный станок и его особенности
Отличие радиальных агрегатов от вертикальных состоит в том, что на первых передвижение шпинделя происходит относительно изделия, которое подвергается обработке, а на вторых – заготовку перемещают вдоль шпинделя. Такая особенность не случайна, ведь монтаж тяжелой детали на станок, ее выверка и фиксация длятся намного дольше, нежели подвод сверла к изделию.
Также радиально-сверлильный станок может снабжаться массой добавочных приспособлений, за счет чего на нем выполняются не только основные операции, но и немало специальных: притирка отверстий высокой точности на клапанах и цилиндрах; выполнение больших по сечению отверстий в крупных дисках из стали и металла в листах; растачивание отверстий. А главное, как вы уже, наверное, поняли, радиально-сверлильный станок предназначен для работы с крупными и тяжелыми заготовками.
Радиально-сверлильный станок по особенностям своей конструкции может относиться к одной из далее указанных групп оборудования:
- передвижные станки (движение на самоходной железнодорожной тележке по рельсам на территории предприятия);
- общего назначения (устанавливаемые стационарно);
- переносные (могут использоваться за пределами предприятия, являются незаменимыми для судо- и машиностроительных компаний);
- с колонной, которая может двигаться по направляющим, смонтированным на станине (на таких агрегатах обрабатывают громоздкие и очень тяжелые изделия).
Радиально-сверлильный станок, например 2А554, 2532Е, 2К52-1 и другие, имеет “особый” шпиндель, который может перемещаться: по окружности разных радиусов; непосредственно радиально. За счет указанной особенности любой радиально-сверлильный станок способен сделать отверстие в нужной точке заготовки, вне зависимости от того, где она находится. Описываемые установки, кроме того, характеризуются такими особенностями:

- на шпиндельной головке размещаются все органы управления работой агрегата;
- практически каждый радиально-сверлильный станок по сравнению с вертикальным располагает большим выбором скоростей шпинделя и частотой его вращения, что обусловлено наличием мощного привода;
- смена подач и скоростей производится при помощи гидравлики, причем эти процедуры выполняются максимально быстро за счет наличия специальных переключающих устройств.
Компоновка сверлильных станков
Любой металлорежущий станок состоит из отдельных сборочных единиц (узлов), каждый из которых отвечает определенному назначению. Корпусные детали составляют основу станка. К ним относят станину, стойки, траверсы, колонны.







Сборочная единица обрабатываемой детали — это стол, на котором устанавливают и закрепляют Деталь.
Под компоновкой станка понимают объединение и увязку отдельных сборочных единиц и механизмов в единое целое. Расположить основные сборочные единицы станка необходимо так, чтобы обеспечить удобное управление и наблюдение за работой станка при выполнении заданного технологического процесса с учетом физических возможностей рабочего (рост, сила, утомляемость и др.).

В зависимости от расположения шпинделей различают станки горизонтальных, вертикальных, наклонных и комбинированных компоновок (например, вертикально- и горизонтально-сверлильные, вертикально- и горизонтально-расточные станки). Компоновочные решения существенно влияют на эксплуатационные качества станков (удобство расположения органов управления, доступность к местам смазки и регулирования, возможность быстрой и удобной разборки станка для ремонта или замены износившихся деталей, вопросы техники безопасности и технической эстетики). Большое влияние на компоновочные решения оказывает технологичность станка.
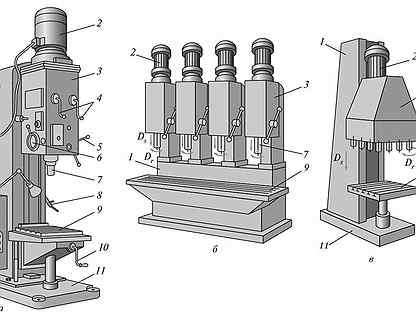
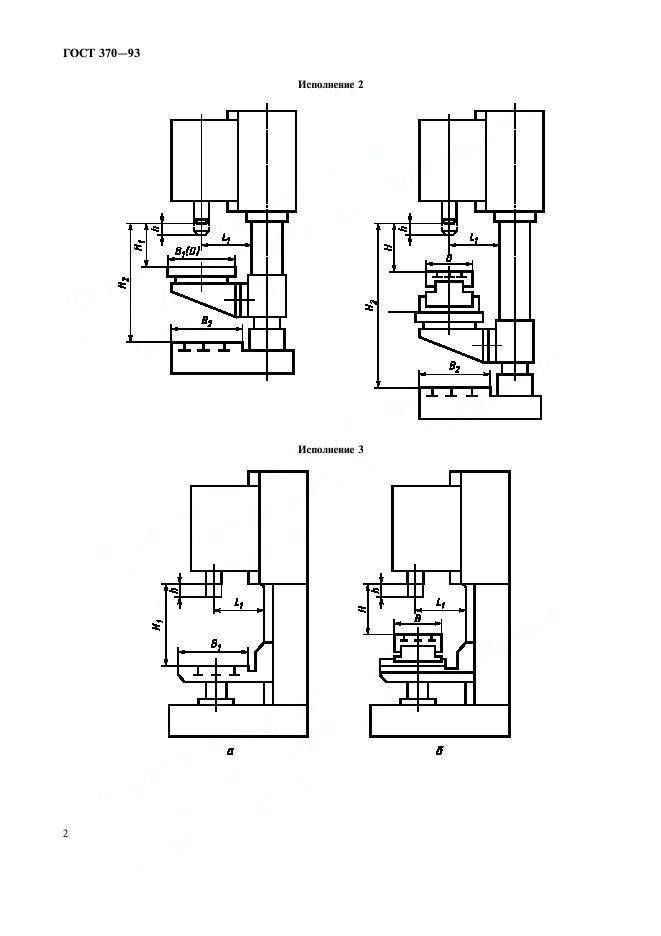
Компоновки вертикально-сверлильных станков. Эти станки можно разделить на три группы: типа кронштейн, агрегат (или подвижной моноблок) и пресс (неподвижный моноблок).
Станки с компоновкой типа «кронштейн» характерны тем, что механизм главного движения (коробка скоростей) представляет собой самостоятельную сборочную единицу и расположен на верхней части колонны.
Шпиндель стенка, механизм подач (коробка подач) и механизм перемещения шпинделя расположены в корпусе. Длительное время компоновка вертикально-сверлильных станков типа «кронштейн» считалась классической.
Вертикально-сверлильные станки агрегатной компоновки отличаются тем, что у них все механизмы, осуществляющие вращательное и поступательное движения, объединены в сверлильной головке с индивидуальным приводом.
В станках средних размеров сверлильная головка имеет только установочное перемещение по направляющим колонны, а движение подач, как и в станках типа «кронштейн», осуществляет шпиндель станка.
В тяжелых станках (с наибольшим условным диаметром обрабатываемого отверстия более 50 мм) движение подачи сообщают всей головке, а шпиндель имеет только вращательное движение.
Агрегатная компоновка имеет следующие эксплуатационные и конструктивные преимущества: а) размещаясь на одном корпусе, все органы управления концентрируются в одной удобной для обслуживания зоне; б) сравнительно легко можно создавать различные специальные модификации станков; в) сверлильную головку можно установить на колонны и стойки любых конструкций с помощью промежуточных плит. К существенным конструктивным достоинствам следует отнести упрощение общего монтажа станка, конструкции колонны, системы смазки и шпинделя. Такие станки благодаря меньшей длине ведущей шлицевой части шпинделя обладают увеличенной крутильной жесткостью. Такую компоновку имеют сверлильные станки гаммы Н.
В станках с компоновкой типа «пресс» коробка скоростей, коробка и механизмы подач, шпиндель и другие устройства расположены в верхней части колонны, а вертикальное установочное перемещение имеет только стол. К достоинствам этой компоновки относят повышенную жесткость станка, однако такие станки нетехнологичны.
Сверлильные радиальные станки 2А554, 2А576
- Радиально-сверлильные станки 2А554, 2А576 предназначены для сверления, рассверливания, зенкерования отверстий и нарезки резьб.
- Используется в индивидуальном, мелкосерийном и серийном производстве.
- Стандартная компоновка радиально сверлильных станков включает:
- стационарную плиту с Т-образными пазами
- колонну, поворачивающуюся вокруг вертикальной оси на подшипниках цоколя
- рукав с возможностью вертикального перемещения по колонне и с возможностью вращения вокруг вертикальной оси вместе с колонной
- сверлильную головку с возможностью горизонтального перемещения по направляющим рукава
- шпиндель, смонтированный в цилиндрической гильзе (возможность вертикального перемещения в корпусе сверлильной головки)
- подача обеспечивается гильзой шпинделя
- все части станков перемещаются с минимальным усилием и фиксируются в рабочем положении посредством гидравлических зажимов
- все органы управления сосредоточены на панели управления сверлильной головки
- предварительный набор частоты вращения и подачи шпинделя, а также гидравлическое управление коробками скоростей и подач обеспечивает быстрое изменение режимов
- фрикционная муфта, встроенная в коробку скоростей, обеспечивает быстрый реверс при нарезке резьб и предохраняет коробку скоростей от перегрузок
- шпиндель станка уравновешен в любой точке его перемещения
- штурвальное устройство управления сверлильной головкой имеет возможность выключения механической подачи при достижении заданной глубины сверления
Технические характеристики параметр 2А554 2А576
| Диаметр сверления в стали, мм | 50 | 80 |
| Диаметр сверления в чугуне, мм | 63 | 100 |
| Крутящий момент шпинделя, нм | 710 | 1600 |
| Осевое усилие на шпинделе, н | 20000 | 32000 |
| Мощность главного двигателя, кВт | 5,5 | 7,5(11) |
| Осевое перемещение шпинделя, мм | 400 | 500 |
| Перемещение головки по рукаву, мм | 1225 | 2000 |
| Перемещение рукава по колонне, мм | 750 | 1100 |
| Вращение рукава вокруг колонны, грд | 360 | |
| Частота вращения шпинделя, об/мин | 18-2000 | 9-1800 |
| К-во частот вращения шпинделя | 24 | |
| Подачи шпинделя на оборот, мм/об | 0,045-5,0 | — |
| Подачи шпинделя в минуту, мм/мин | — | 2-1600 |
| Количество подач шпинделя | 24 | бессступ. |
| Конус шпинделя | МК5 | ISO50 |
| Габаритные размеры, мм | 2665х1030х3430 | 4180х1280х4125 |
| Масса, кг | 4700 | 11850 |
Радиально-сверлильный станок 2А554
Фундаментная плита является основанием станка, на которой неподвижно закреплен цоколь (в нем на подшипниках монтируется вращающаяся колонна).
Рукав станка со сверлильной головкой размещен на колонне и перемещается по ней с помощью механизма подъема (спецификация 2М55.00.22.000).
В корпусе колонны расположено гидромеханическое устройство (для зажима колонны) и токопроводящее устройство (для питания поворотных и подвижных частей станка).
Сверлильная головка перемещается по направляющим рукава вручную. В нужном положении головка фиксируется установленным на ней механизмом зажима. Сверлильная головка состоит из:
- коробки скоростей и подач,
- механизмов подачи и ускоренного отвода шпинделя,
- шпинделя с противовесом и других узлов.
Сверлильный инструмент
Чтобы закрепить режущий инструмент (сверла, развертки, зенкера, метчики) используют специальные патроны и промежуточные приспособления, а если позволяют размеры инструмента, то устанавливают непосредственно в шпиндель.
Посадочные отверстия шпинделей станков стандартизированы. Как правило, они имеют коническую форму (конус Морзе).







Если конус хвостовика режущего инструмента имеет отличный конус от конуса шпинделя вертикально-сверлильного станка, то применяют переходные втулки. Например, сверло крепится во втулке, а втулка в посадочном гнезде шпинделя. При необходимости закрепить цилиндрическое сверло, то используют разрезные втулки: внутри они имеют цилиндрическое отверстие, снаружи – коническое.
Сверлильные патроны более универсальные, т.к. в них легче и быстрее закрепить режущий инструмент, а если они быстрозажимные, то это сокращает еще и время.
Сверлильное оборудование
Оно используется в любых технологических цепочках, но главное назначение мелкосерийное и единичное изготовление. Такие станки выполняют ряд операций:
- нарезание резьбы;
- зенкование;
- сверление;
- подрезание торцов;
- развертывание;
- зенкерование.
Проведя обзор, их можно разделить на три больших группы в зависимости от выполняемых операций:
- специализированные, выполняют ограниченное количество действий;
- универсальные, составляют основную часть;
- специальные, работают без переналадки, по заданному циклу.
Классифицировать такие агрегаты можно по максимально используемому диаметру сверла:
- легкие, сверление до 12 мм;
- средние, получение отверстий 18-50 мм;
- тяжелые, высверливание 75 мм отверстий.
Главными отличительными особенностями металлорежущего оборудования являются движения, которые совершает режущий инструмент и приспособления. В нашем случае это вращение сверла и поступательная подача шпинделя. Все основные параметры включены в паспорт станка, который непосредственно входит в руководство по эксплуатации.

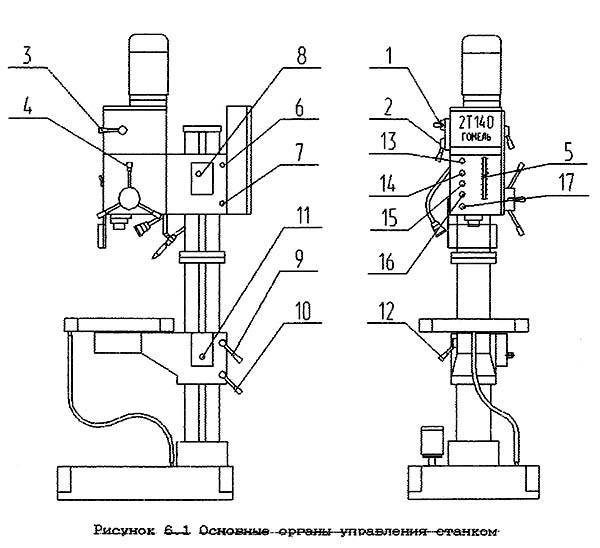
Станок 2Н118 вблизи
В этом документе можно найти инструкцию по креплению станка на рабочем месте. Прежде всего, он должен располагаться строго горизонтально по отношению к фундаменту. От этого зависит надежность работы всех механизмов. Это достигается использованием специальных уровней.
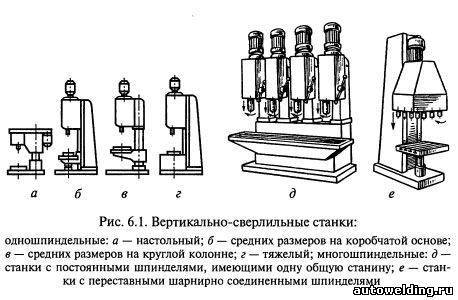
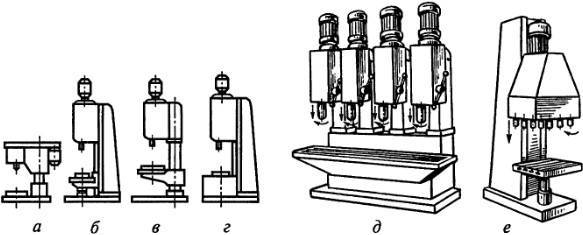
Конструкция станка предполагает следующие виды:
- настольные;
- колонные;
- радиально-сверлильные;
- глубокого сверления;
- многошпиндельные;
- центровальные;
- сверлильно-фрезерные;
- координатно-сверлильные;
- радиально-сверлильные.
Производители
На сегодняшний день можно встретить станки зарубежных производителей: Proma, Optimum, Jet, Triod, Knuth, Энкор. В линейке этих производителей присутствуют станки начиная от бытовых и заканчивая большими производственными сверлильными станками.
Станки марки Proma
Производство станков осуществляется на территории Китая, но бренд имеет чешские корни. Компания существует на российском рынке уже порядка 20 лет. На территорию РФ поставляется 23 модели вертикально-сверлильных станков и 1 модель радиально-сверлильных станков.
По характеристикам данный сегмент оборудования закрывает практически любые задачи бытовых мастерских, ремонтных цехов, производств. Ассортимент включает в себя станки с вертикальным расположением шпинделя с максимальным диаметром сверления от 6 до 50 мм, с ременным приводом и коробками скоростей, напряжением питания 220 и 380 В.
Станки марки Optimum
Optimum является немецким брендом. Часть станков изготавливается на территории Германии, другая часть – Китая. В ассортимент входят 36 сверлильных станков различных типов: настольные – с максимальным диаметром обработки 13 – 26 мм, колонные – от 20 до 50 мм. Некоторые модели обладают автоматической подачей и функцией резьбонарезания.
Важным конкурентным преимуществом компании является комплектование станков бесступенчатым приводом шпинделя – обороты шпинделя изменяются за счет электронного частотного регулирования (модели Vario) или механического клиноременного вариатора (модели DH Vario).
Механический клиноременный вариатор обеспечивает высокий крутящий момент на низких частотах вращения сверлильного узла, а также позволяет подобрать оптимальный режим работы – сбалансированность скорости резания и стойкости инструмента, тем самым повышая производительность обработки.
Станки подразделяются на несколько серий:
- B – для дома и мелких мастерских;
- Pro – профессиональный — для производственных и ремонтных цехов;
- High – профессиональных станки для промышленного использования, обладающие высокой частотой вращения (4000 – 4800 мин-1) и предназначены для ответственных работ.
Остальные модели станков, не вошедшие в серии, специализированные, т.е. предназначены для обработки определенных видов материалов и определенных работ. Например, модели B30BS Vario и B30VGM Vario благодаря вариаторам предназначены для сверления и нарезания резьб в цветных материалах, композитах и пластиках.








Станки марки Jet
Компания Jet возникла в США в 1958 году, а в 1988 году произошло ее слияние со Швейцарской компанией Walter Meier AG.
В ассортименте насчитывается 16 вертикально-сверлильных станков (с ременным и редукторным приводом) и 6 радильно-сверлильных станков.
Технические возможности оборудования позволяют обрабатывать отверстия диаметром от 3 до 50 мм. В линейке также присутствует сверлильно-резьбонарезной станок MASCHTEC KST-340, позволяющий нарезать резьбы в стали до М12, в чугуне до М14.
Лучший сверлильный станок для домашней мастерской

СОРОКИН 20.505 − сверлильный настольный агрегат предназначается для обработки сквозных отверстий. Присвоен бытовой класс использования. Характеристики:
- ключевой патрон;
- рабочая мощность – 370 Вт;
- ременная передача;
- конус шпинделя В16;
- рабочий стол – 19*19 см;
- общие габариты – 57*41*26,5 см;
- масса – 25 кг.

Плюсы:
- универсальность: обработка дерева, металла и пластика;
- количество скоростей – 5;
- экономичный однофазный двигатель;
- относится к высокоточному оборудованию;
- кожух защищает от нежелательного доступа и повреждения рабочие узлы;
- регулировка глубины сверления;
- регулировка стола по высоте;
- эргономичный корпус удобен при переносе устройства;
- использование прижимного механизма;
- работа с крупногабаритными заготовками;
Прозрачный щит защищает оператора от стружки, не закрывая рабочую зонуМинусы:
- не предусмотрена подача смазывающей-охлаждающей жидкости;
- шумный рабочий ход;
- комплектующие только под заказ.





