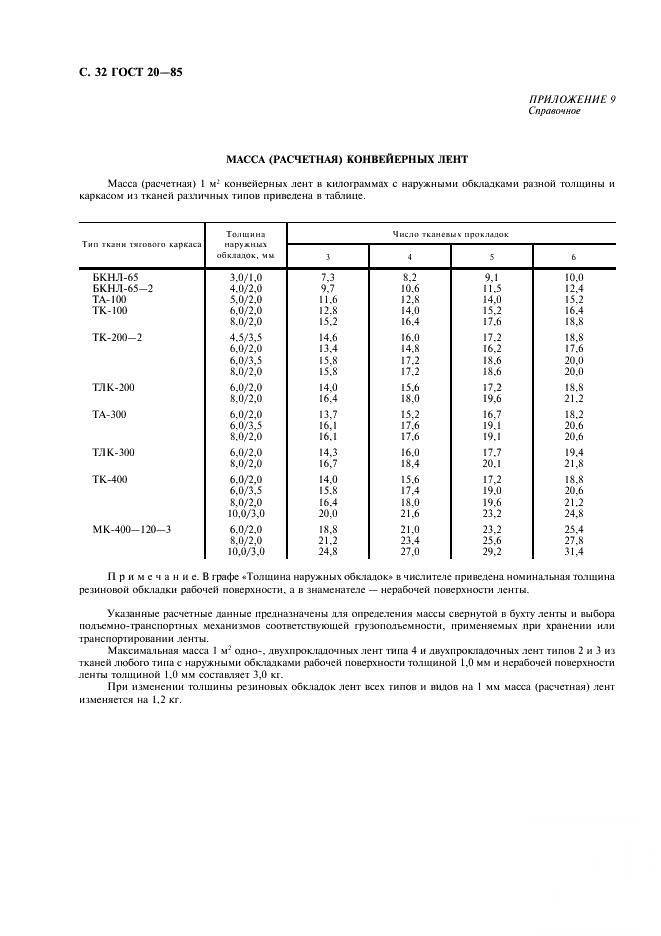
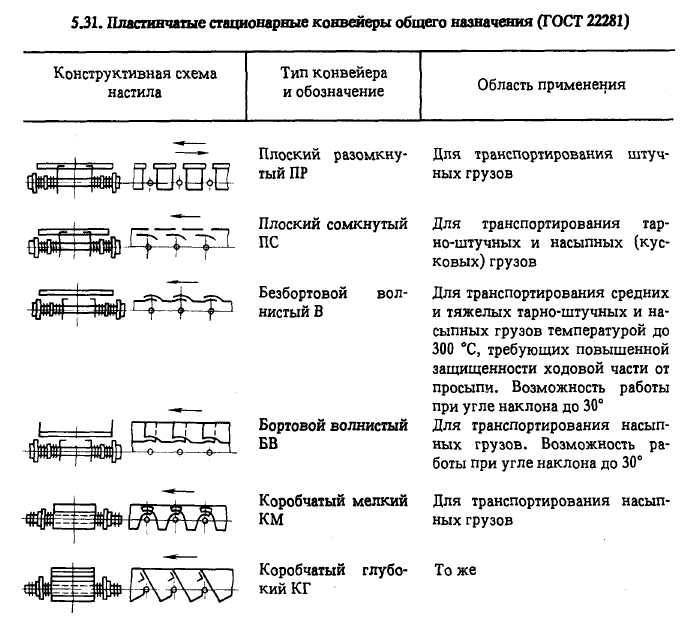
Типы и применение конвейерных лент
Лента конвейерная резинотканевая применяется для транспортирования сыпучих, кусковых и штучных грузов на ленточных конвейерах с плоскими или желобчатыми роликоопорами.
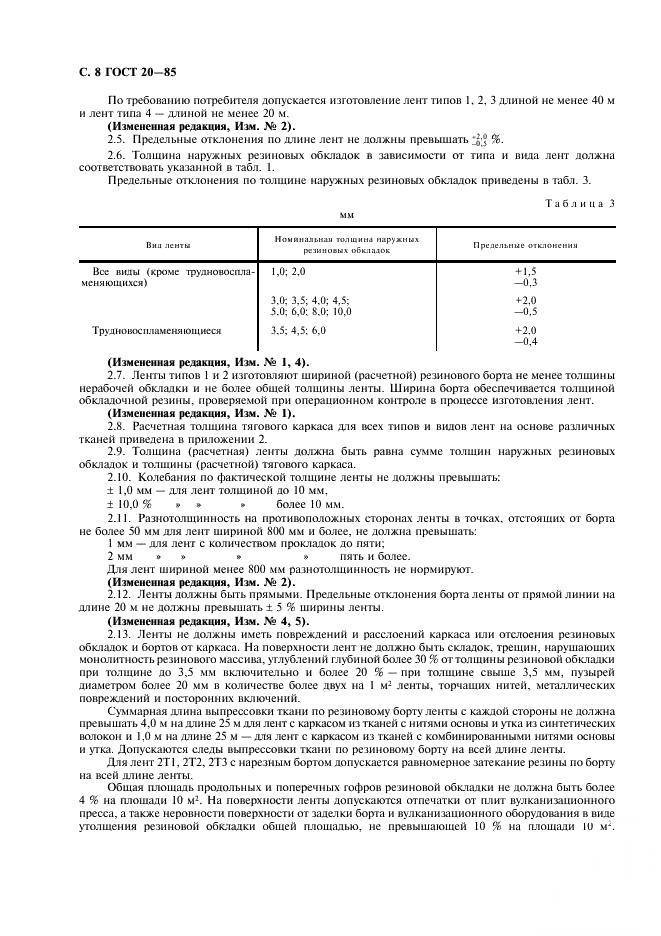
Конвейерные ленты выпускаются шириной до 1600 мм. Длиной бухты 94-100 м.
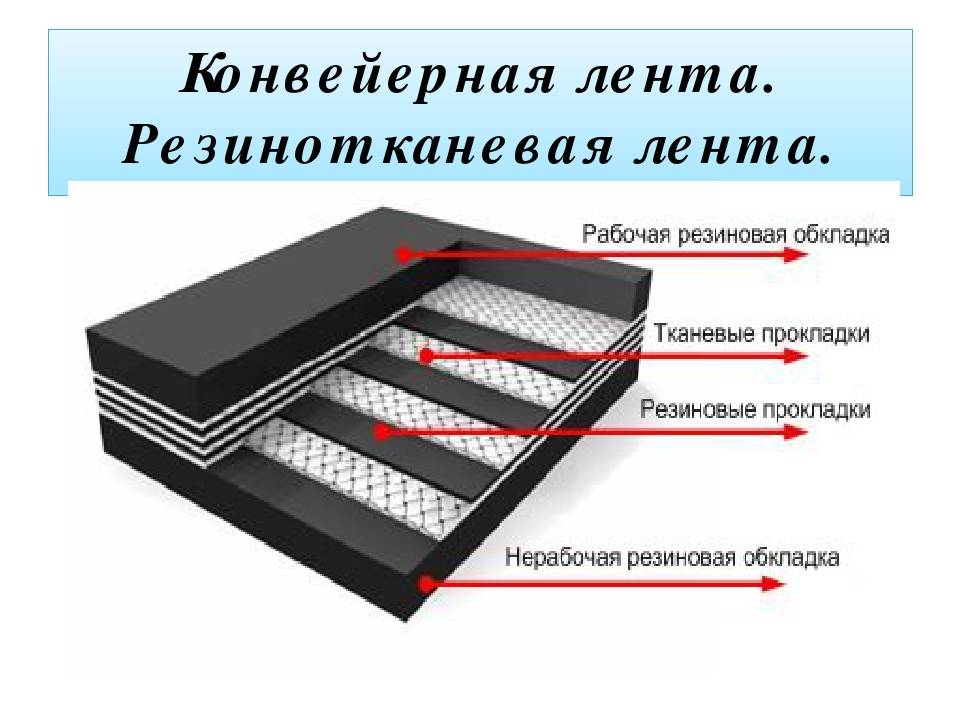
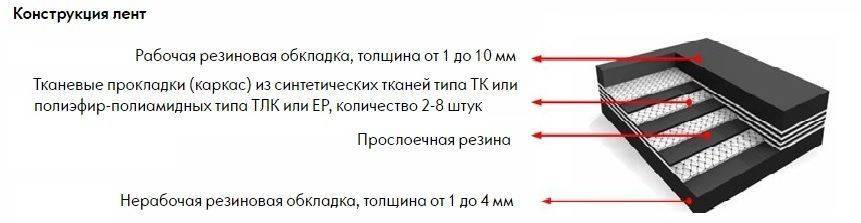
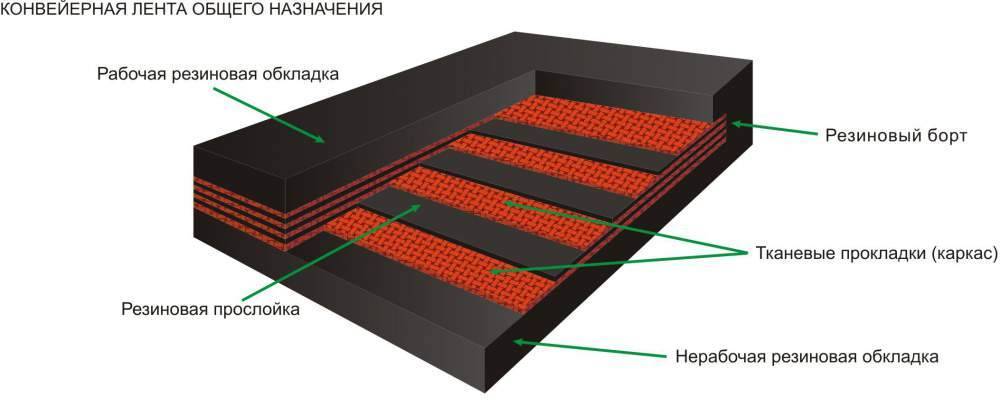
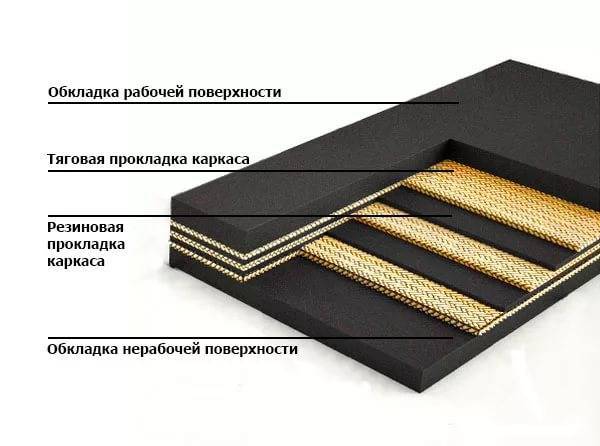
Ленты изготовляются на основе синтетических (полиэфир + хлопок) тканей, специальная обработка ткани обеспечивает высокую прочность каркаса лент при расслоении, изготавливаются в зависимости от назначения и типа с резиновыми обкладками на рабочей и не рабочей поверхности и без обкладки.
Конвейерные ленты в зависимости от назначения и ширины изготавливаются с нарезными (НБ) или резиновыми бортами (РБ).
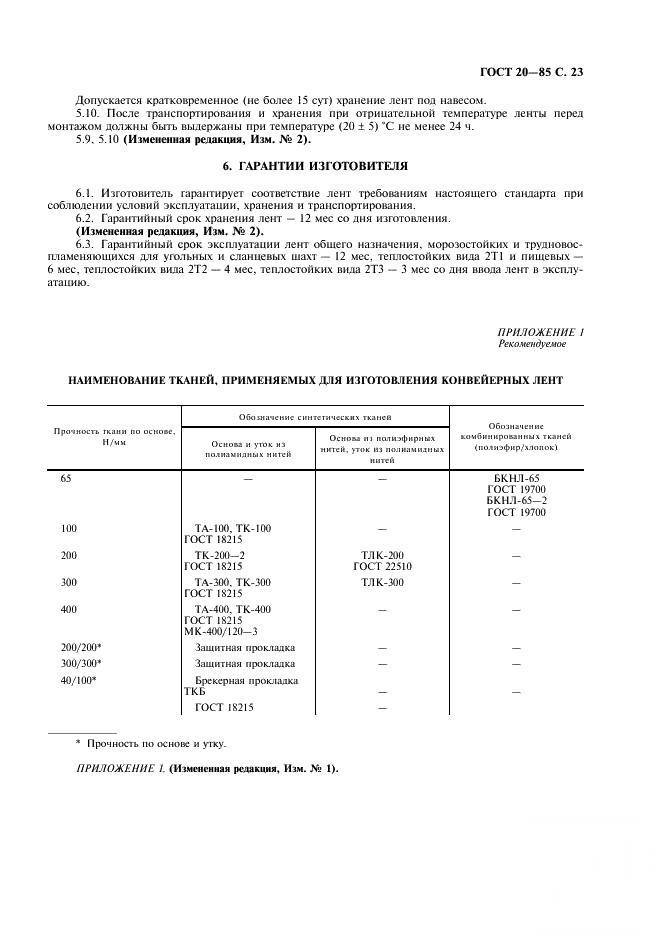
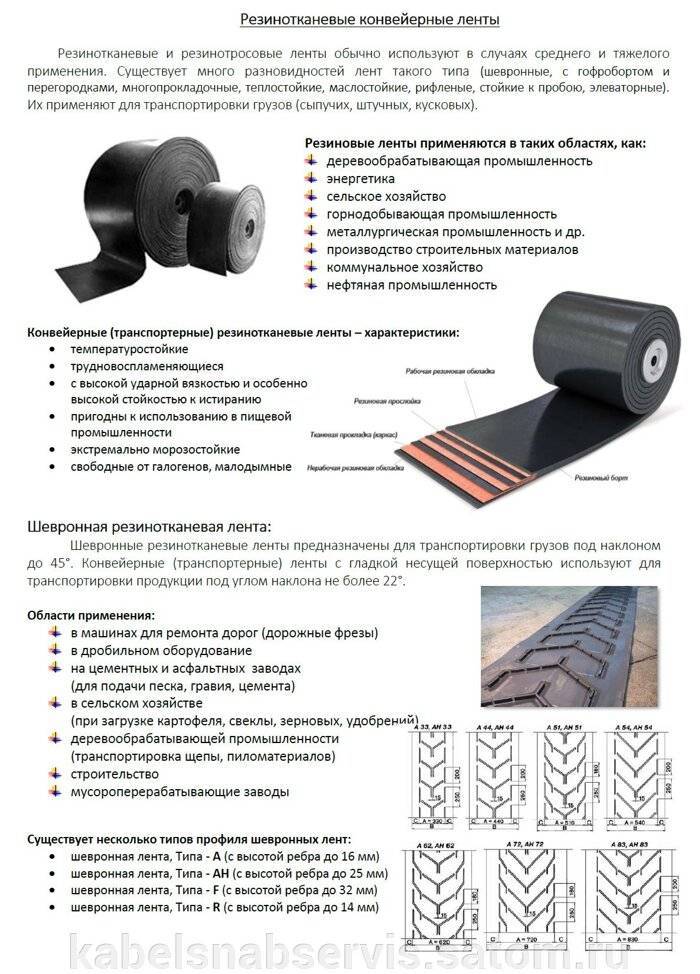
Конвейерные резинотканевые ленты изготавливаются следующих видов: общего назначения, морозостойкие, теплостойкие, трудновоспламеняющиеся (для угольных и сланцевых шахт), трудновоспламеняющиеся морозостойкие и пищевые.
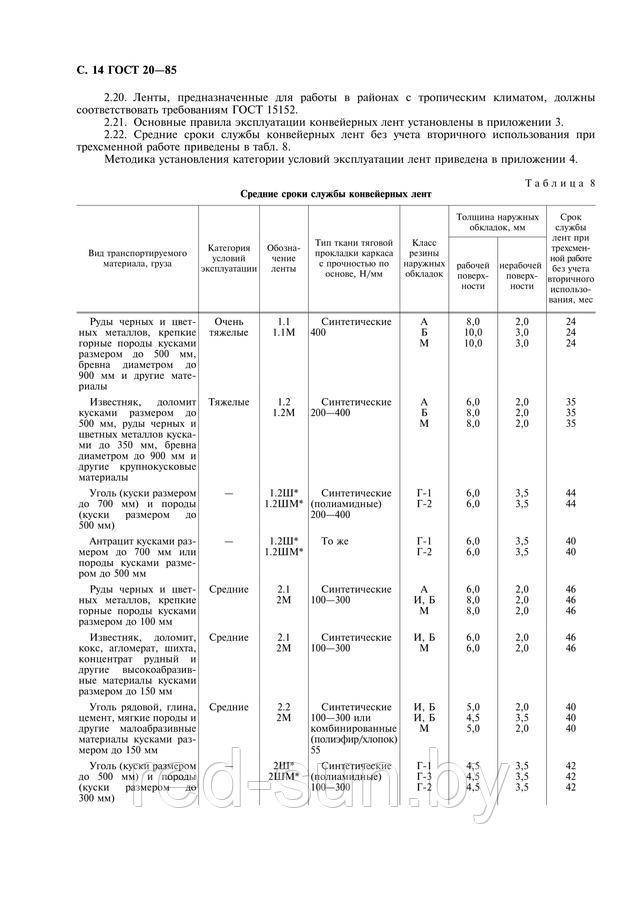
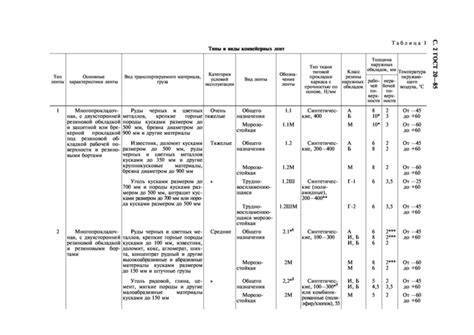
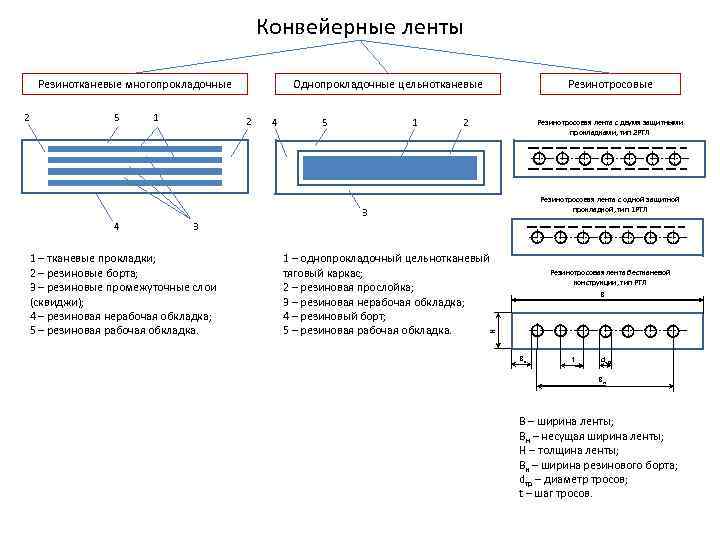
| Тип 1. Многопрокладочная, с двухсторонней резиновой обкладкой и защитной или брекерной прокладкой под резиновой обкладкой рабочей поверхности и резиновыми бортами | Руды черных и цветных металлов, крепкие горные породы кусками размером до 500 мм, бревна диаметром до 900 мм и другие материалы. | Очень тяжелые | Общего назначения -45 …+60 Морозостойкая –60… +60 | 1,1 1,1М |
| Известняк, доломит кусками размером до 500 мм, руды черных и цветных металлов кусками до 350 мм и другие крупнокусковые материалы, бревна диаметром до 900 мм. | Тяжелые | Общего назначения -45… +60 Морозостойкая –60… +60 | 1,2 1,2М | |
| Тип 2. Многопрокладочная, с двухсторонней резиновой обкладкой и резиновыми бортами | Руды черных и цветных металлов, крепкие горные породы кусками до 100мм, известняк, доломит, кокс, агломерат, шихта, концентрат рудный и другие высокоабразивные и абразивные материалы, кусками размером до 150 мм и штучные грузы | Средние | Общего назначения –45…+60 Морозостойкая | 2 2М |
| Уголь рядовой, глина, цемент, мягкие породы и другие малоабразивные материалы кусками до 150 мм. | Легкие | Общего назначения -45… +60 Морозостойкая –60…+60 | 2Л 2ЛМ | |
| Уголь (куски размером до 500 мм) и породы (куски размером до 300 мм) | ||||
| Антрацит кусками размером до 500 мм или породы размером до 300 мм | ||||
| Материалы с температурой до 200С высокоабразивные, малоабразивные и абразивные | ||||
| Не абразивные | ||||
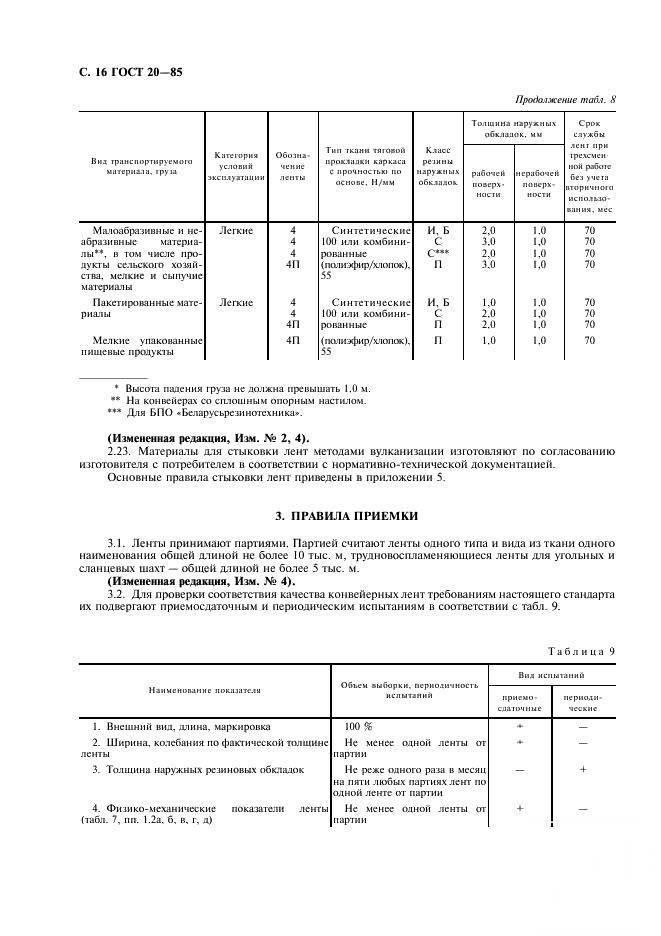
| Тип 3. Многопрокладочная, с односторонней резиновой обкладкой и нарезными бортами. | Малоабразивные материалы , в том числе продукты сельского хозяйства неабразивные мелкие сыпучие и пакетированные материалы | Легкие | Общего назначения -45…+60 Пищевая –25…+60 | 3 3П |
| Тип 4. Одно- и двухпрокладочные с двухсторонней резиновой обкладкой и нарезными бортами | Малоабразивные и не абразивные мелкие и сыпучие материалы, в том числе продукты сельского хозяйства только на конвейерах со сплошны опорным настилом | Легкие | Общего назначения –45…+60 Пищевая | 4 4П |
| Пакетированные материалы | ||||
| Мелкие упакованные пищевые продукты |
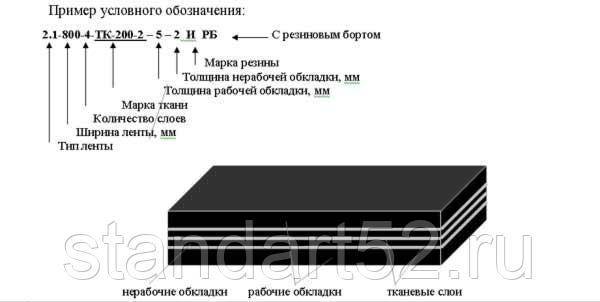
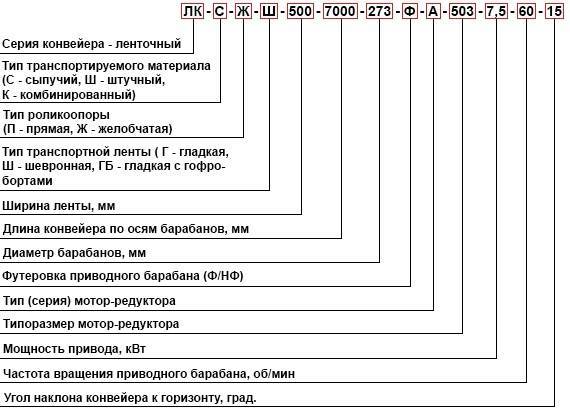
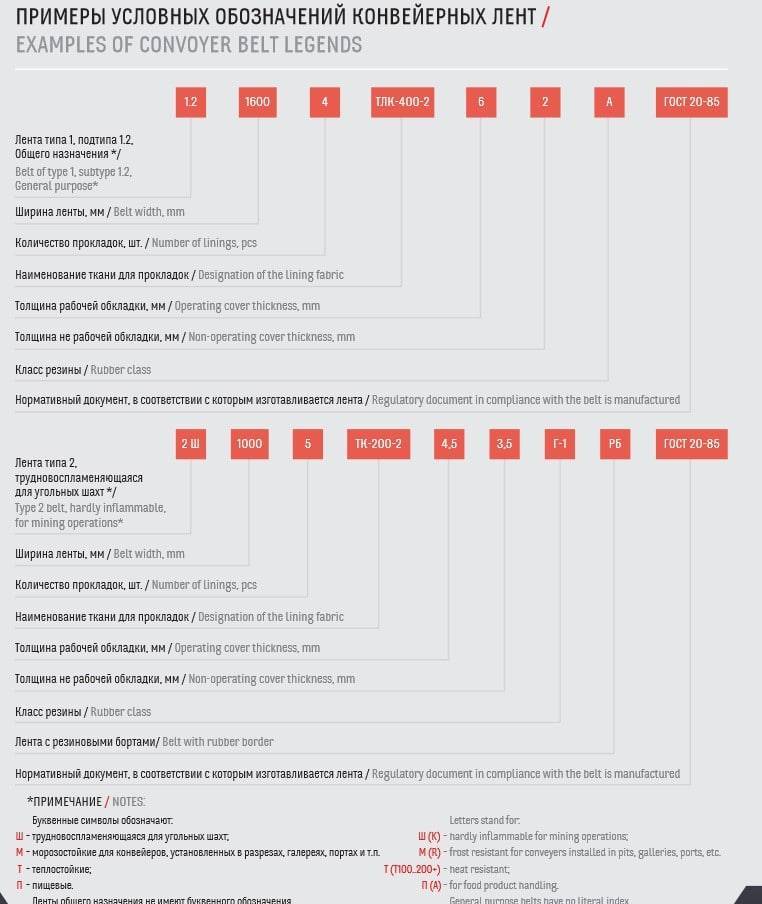
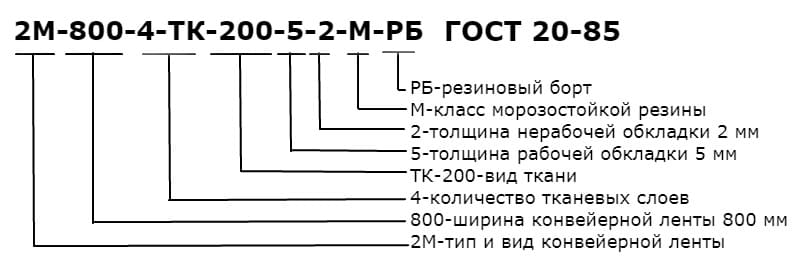
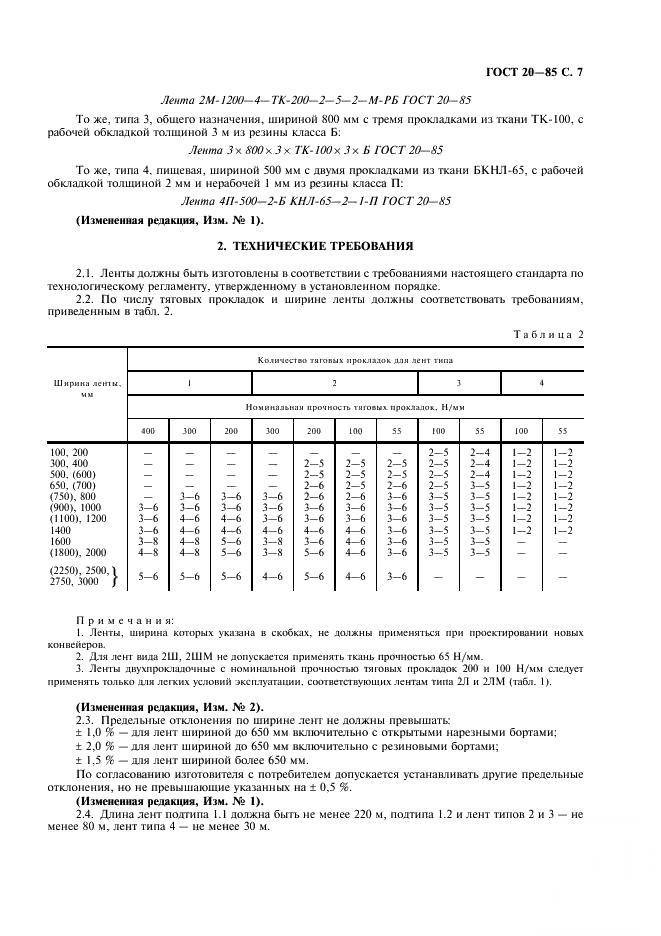
Условное обозначение: лента конвейерная 2М-1200-4ТК200-5-2-м-РБ ГОСТ 20-83, где
2М — тип ленты — 2, морозостойкая, шириной 1200 мм с четырьмя прокладками из ткани ТК200, с рабочей обкладкой толщиной 5 мм и нерабочей 2 мм из резины класса М с резиновым бортом.
Для чего используется конвейерная лента.
Конвейерные (транспортерные) ленты являются элементами различного назначения конвейеров, применяются для транспортировки грузов и материалов. Используется практически во всех областях народного хозяйства: в пищевой, химической, тяжелой, дерево- и камнеобрабатывающей, горнодобывающей и фармацевтической промышленности, в производстве мебели.
В зависимости от назначения конвейерные ленты производят с резиновыми обкладками различной толщины с одной или двух сторон, с нарезными или резиновыми бортами, из синтетических или полиэфирно-хлопковых тканей, рассчитанных на сильные нагрузки (от 2 до 8 тканевых прокладок) со специальной пропиткой, предотвращающей расслоение. Существуют различные виды резинотканевых конвейерных лент для различных условий работы (для легких, средних и тяжелых условий эксплуатации, грузов различной величины и степени абразивности). Морозостойкие ленты работоспособны при температуре от -60°С до +60°С, пищевые и трудновоспламеняющиеся – от -25°С до +60°С, прочие – от -45°С до +60°С.
Типы выпускаемых резинотканевых лент
Встречаются самые разные типы конвейерных лент. Главная классификация проходит по тому, при каких условиях находится в эксплуатации изделие. Выделяют несколько самых разнообразных типов резинотканевых полотна для конвейера:
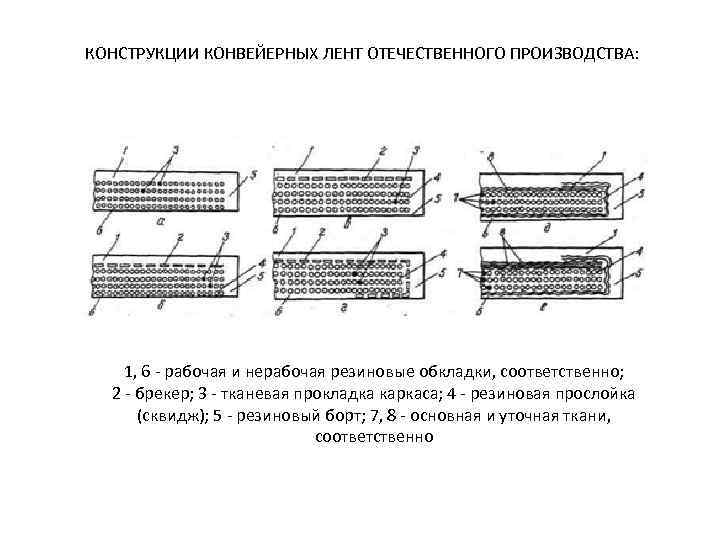
- С очень приличным количеством подкладок. При этом с двух сторон есть резиновая обкладка. В большинстве случаев применяется брекерная прокладка с резиновыми бортами.
- Довольно огромную популярность получили многопрокладочные, с обоими сторонами расположена прокладка из резины. Изготовители делают резиновые борты, благодаря им исключается вероятность выпадения деталей.
- Многопрокладочное резинотканевое полотно с односторонней резиновой обкладкой и нарезными болтами.
- Встречается в продаже полотна с одной и 2-мя кладками, а еще резиновой обкладкой.


Аналогичная классификация транспортерных лент считается ключевой, каждая группа разделена на некоторые подгруппы с собственными некоторыми особенностями. Конкретные виды конвейерных лент считаются многофункциональными, могут применяться для перевозки разных материалов. Лента транспортерная резинотканевая мм может также обозначаться по области температуре, при которой проходит использование.
Методы испытаний
Некоторые свойства можно определить исключительно при проведении испытаний. По мимо этого, лента конвейерная проходит проверки чтобы исключить допустимости выпуска продукта с значительными дефектами. Лента из резины тестируется так:
- Применяется зрительный метод, который дает возможность определить наличие или отсутствие недостатков.
- Точность размеров устанавливается не раньше, чем после прохождения 8-ми часов с момента вулканизации.
- Длина исследуется во время использования специализированного инструмента для измерений, который имеет несущественную погрешность в работе.
- Критерий ширины очень часто исследуется железной рулеткой.
- Согласно необходимым нормам в ГОСТ 11358 толщина меряется специализированным инструментом, цена деления которого составляет 0,1 мм. При этом лучше всего проводить замер в некоторых местах, благодаря чему исключается вероятность допущения неточности.
- Делаются также физико-механические тесты, которые должны проходит не раньше чем после прохождения 8-ми часов с момента вулканизации.
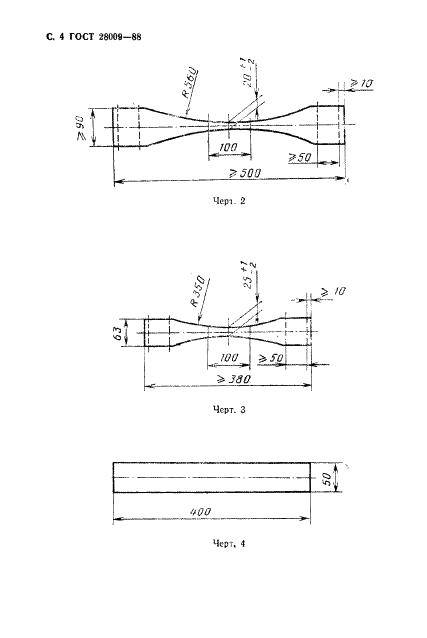
- Основным параметром можно назвать крепость на разрыв. Для аналогичного теста выбирается заготовка длиной не менее 400 мм и шириной 70 мм.
В общем можно сказать то, что используемые методы испытаний дают возможность определить все характерности такого изделия. Они все должны проходит только при соблюдении установленных параметров в ГОСТ.
16 Маркировка
16.1 Маркировка конвейерной ленты должна содержать:
a) обозначение настоящего стандарта;
b) требуемую длину, м;
c) требуемую ширину, мм (см. таблицу 3);
d) тип волокна каркаса по основе и утку (см. таблицу 10 и 16.2);Таблица 10 – Обозначения кода материала нитей
Обозначение | Материал нити |
В | Хлопок |
Р | Полиамид |
Е | Сложный полиэфир |
D | Арамид |
Если ткань содержит двойную нить, для обозначения типа нити ее идентифицируют с помощью символа в скобках. |
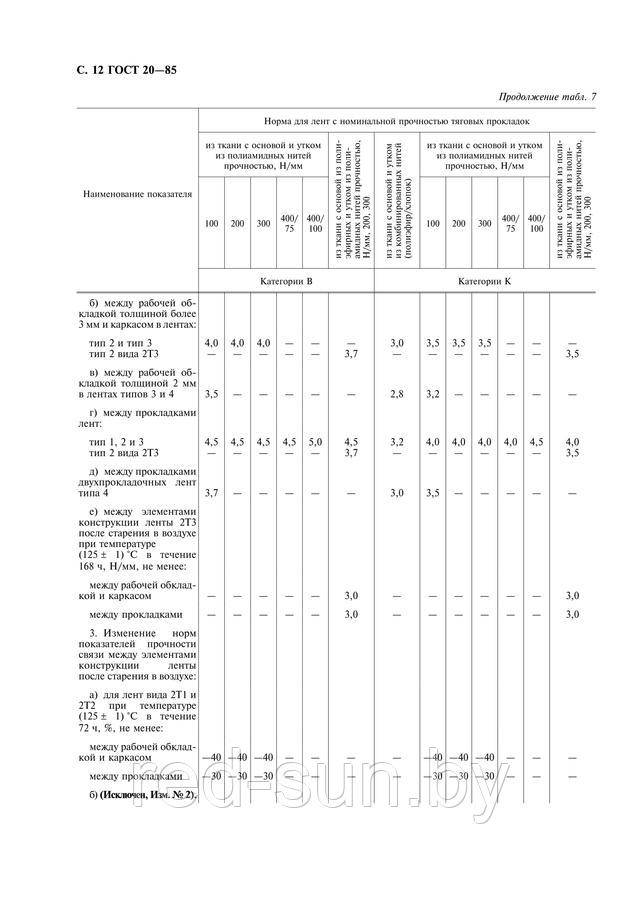
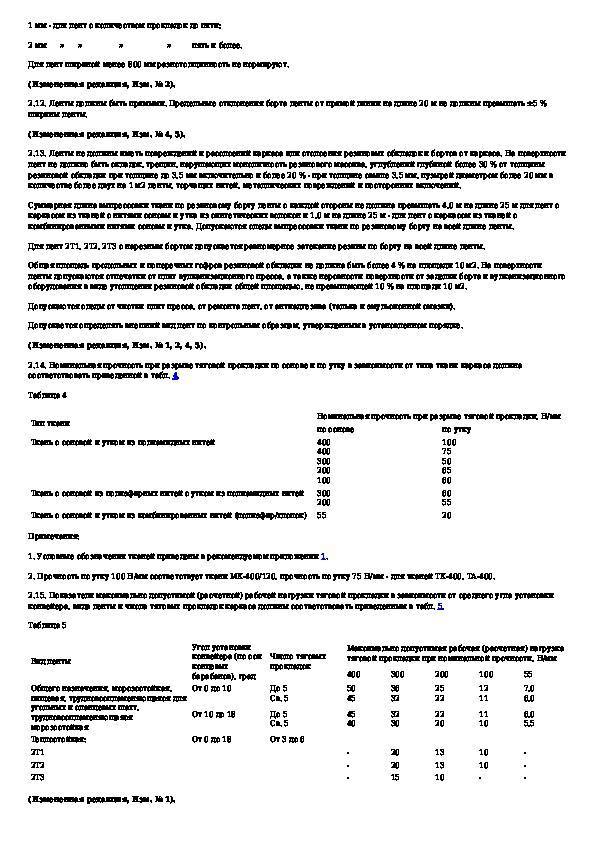
e) номинальную прочность при растяжении по полной толщине, Н/мм ширины ленты (см. таблицу 7);
f) число слоев или тип ленты (см. раздел 3);
g) толщину верхней обкладки, мм;
h) толщину нижней обкладки, мм (см. раздел 4);
i) класс обкладки (см. таблицу 4), при необходимости;
j) категорию безопасности по EN 14973.
16.2 Примеры маркировки ленты при заказеПример 1 – Многослойная конвейерная лентаКонвейерная лента длиной 400 м, шириной 1200 мм с текстильным материалом в продольном направлении (основа) из сложного полиэфира (Е) и в поперечном направлении (уток) из полиамида (Р), с минимальной прочностью при растяжении по полной толщине 1000 Н/мм, пятислойная, с толщиной верхней обкладки 4 мм и толщиной нижней обкладки 2 мм, класс обкладок Н в соответствии с таблицей 4, соответствующая требованиям безопасности для класса А по EN 14973:Резинотканевая конвейерная лента 400 м1200 мм, ГОСТ ISO 22721, ЕР 1000/5, 4+2Н, класс АПример 2 – Двухслойная конвейерная лентаКонвейерная лента длиной 200 м, шириной 1000 мм, имеющая комбинированную из сложного полиэфира и полиамида (ЕР) основу и полиамидный уток (Р), минимальную прочность при растяжении по полной толщине 1250 Н/мм, двухслойная, с толщиной верхней и нижней обкладок 1,5 мм, соответствующая требованиям безопасности для класса В2 по EN 14973:Резинотканевая конвейерная лента 200 м1000 мм, ГОСТ ISO 22721, ЕРР 1250/2, 1,5+1,5, класс В2Пример 3 – Однослойная конвейерная лентаОднослойная конвейерная лента длиной 150 м, шириной 1200 мм, имеющая основу из сложного полиэфира (Е) и полиамидный уток (Р), минимальную прочность при растяжении по полной толщине 630 Н/мм, и с толщиной верхней обкладки 6 мм и толщиной нижней обкладки 2 мм, класс обкладок D в соответствии с таблицей 4, соответствующая требованиям безопасности для класса С2 по EN 14973:Резинотканевая конвейерная лента 150 м1200 мм, ГОСТ ISO 22721, ЕР 630/1, 6+2D, класс С2Пример 4 – Цельнотканая конвейерная лентаЦельнотканая конвейерная лента длиной 300 м, шириной 1600 мм, имеющая комбинированную из сложного полиэфира и полиамида основу (ЕР) и полиамидно-хлопчатобумажный уток (РВ) с полностью вплетенным хлопковым ворсом (В), с минимальной прочностью при растяжении по полной толщине 1250 Н/мм, с толщиной верхней и нижней обкладок 1,5 мм, соответствующая требованиям безопасности для класса С1 по EN 14973:Текстильная конвейерная лента 300 м1600 мм, ГОСТ ISO 22721, ЕР(В)РВ 1250/1SW, 1,5+1,5, класс С1
Виды конвейерных лент
Транспортерные ленты общего назначения производятся разного типа – для легких условий эксплуатации, средних, тяжелых и очень тяжелых. Что касается области применения, то ленты типа очень тяжелые и тяжелые применяют обычно для того, чтобы транспортировать руды черных и цветных металлов, крепкие горные породы, в которых встречаются куски размеров до 500 мм, а также бревна, диаметр которых составляет не более 500 мм, и другие материалы. Ленты, предназначенные для средних условий эксплуатации обычно применяются для того, чтобы транспортировать уголь рядовой, глину и цемент мягких пород, и другие малоабразивные материалы, крупность кусков которых составляет не более 150 мм. возможная температура окружающего воздуха в области применения лент общего назначения может колебаться в диапазоне – 45 градусов до + 60. ленты для легких условий эксплуатации обычно используют для того, чтобы транспортировать малоабразивные материалы, к примеру, продукты сельского хозяйства, неабразивные, мелкие, пакетированные и сыпучие материалы.



Показатели физико-механических свойств транспортерных лент – прочность связей между каркасом и рабочей обкладкой составляет не менее 6 Н/мм, и 4 Н/мм для тех лент, которые изготовлены для легких условий эксплуатации. Прочность связей между прокладками, в свою очередь, должна составлять не менее 8 Н/мм, и 6 Н/мм для лент на легких условиях использования. По основе ленты относительное удлинение, учитывая, что нагрузка будет составлять 10% номинальной прочности образца, будет составлять не более 1-2.
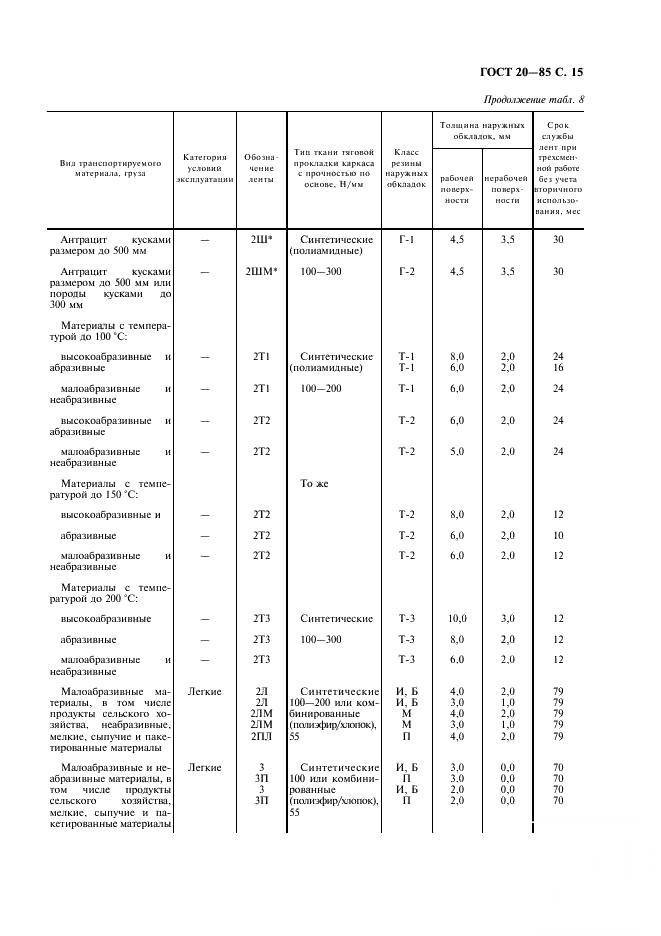
Конвейерные теплостойкие лентыЭти ленты предназначены для транспортирования грузов, которые имеют длительную высокую температуру. Разделяются на три вида – ленты для грузов температурой до 100 градусов, до 150 градусов и до 200 градусов. Для последних лент возможна кратковременная максимальная температура 300-350 градусов.
Физико-механические показатели лент обычные, удлинение такое же, как и в конвейерных лентах общего назначения, прочность связи немного больше, не менее 6 Н/мм между каркасом и прокладкой.
Морозостойкие транспортерные лентыОбласть применения аналогична области, в которой применяются ленты общего назначения. Единственное отличие – температура, при которой может осуществляться эксплуатация таких лент – от – 60 градусов до +60.
Конвейерные ленты трудновоспламеняющиеся и морозостойкие. Эти ленты предназначаются для тяжелых, очень тяжелых и средних условий эксплуатации. Эти ленты предназначаются для транспортировки угля, крупность которого до 700 мм, и кусков породы крупностью до 500 мм. такие ленты предназначаются и применяются в угольных шахтах и рудниках, которые не опасны по пыли и газу, также применяются на горных открытых работах, в обогатительных фабриках рудной, нерудной, угольной.
Температура, при которой могут применяться эти ленты, составляет от – 25 градусов до +60, это касается трудновоспламеняющихся. А морозостойкие могут работать при температурах от -45 до +60. время горения опытных образцов не более 15 секунд, связи между прокладкой и каркасов прочные, удлинение стандартное.
10 Продольные стыки ткани
10.1 Многослойные конвейерные ленты
10.1.1 Расположение стыковПродольные стыки должны быть расположены на расстоянии не менее 100 мм от края каркаса конвейерной ленты. Каждый продольный стык должен быть на расстоянии не менее 100 мм от стыков в других слоях. Продольные стыки в одном слое любой части конвейерной ленты должны быть на расстоянии не менее 300 мм друг от друга, если ширина ленты допускает наличие двух стыков в одном и том же слое.
10.1.2 Число стыковМаксимальное число продольных стыков в слоях должно соответствовать таблице 6, кроме конвейерных лент с завернутыми бортами.Таблица 6 – Максимальное число продольных стыков
Ширина ленты, мм | Наружный слой | Внутренний слой |
До 1200 включ. | 1 | |
Св. 1200 до 1600 включ. | 1 | 2 |
Св. 1600 до 2000 включ. | 2 | 2 |


10.2 Стыки ткани в двухслойных конвейерных лентахВ двухслойных конвейерных лентах шириной до 1600 мм не допускаются стыки ткани. В двухслойных конвейерных лентах шириной более 1600 мм может быть один стык в одном слое. Продольные стыки должны быть расположены на расстоянии не менее 100 мм от края каркаса и не менее 200 мм от стыка в другом слое.Любой продольный стык должен быть расположен на расстоянии не менее 100 мм от области изгиба лотка, т.е. в месте, где образуется угол между соседними поддерживающими роликами. Для этого потребитель должен предоставить изготовителю детали конструкции, на которой должна быть установлена конвейерная лента.
10.3 Продольные стыки в цельнотканых и однослойных конвейерных лентахВ цельнотканых и однослойных конвейерных лентах не допускаются продольные стыки ткани или каркаса.
1 Область применения
1 Область применения
Настоящий стандарт устанавливает требования к конвейерным лентам с резинотканевым каркасом с резиновыми или пластиковыми обкладками для шахтного оборудования с плоскими или лотковыми поддерживающими роликами. Настоящий стандарт не распространяется на легкие конвейерные ленты, соответствующие стандарту .Настоящий стандарт не регламентирует требования к пластиковой обкладке. Эти требования должны быть согласованы между изготовителем и потребителем с учетом типа используемого пластика.В приложении А приведены параметры, не регламентированные настоящим стандартом, которые рекомендуется согласовывать между изготовителем и покупателем конвейерной ленты.Информация, предоставляемая при заказе потребителю конвейерной ленты, приведена в приложении В.Оценить способность конвейерной ленты к прямому ходу до монтажа невозможно. Поэтому требования к способности конвейерной ленты к прямому ходу не входят в область распространения настоящего стандарта. В приложении С приведены требования к боковому отклонению конвейерной ленты.
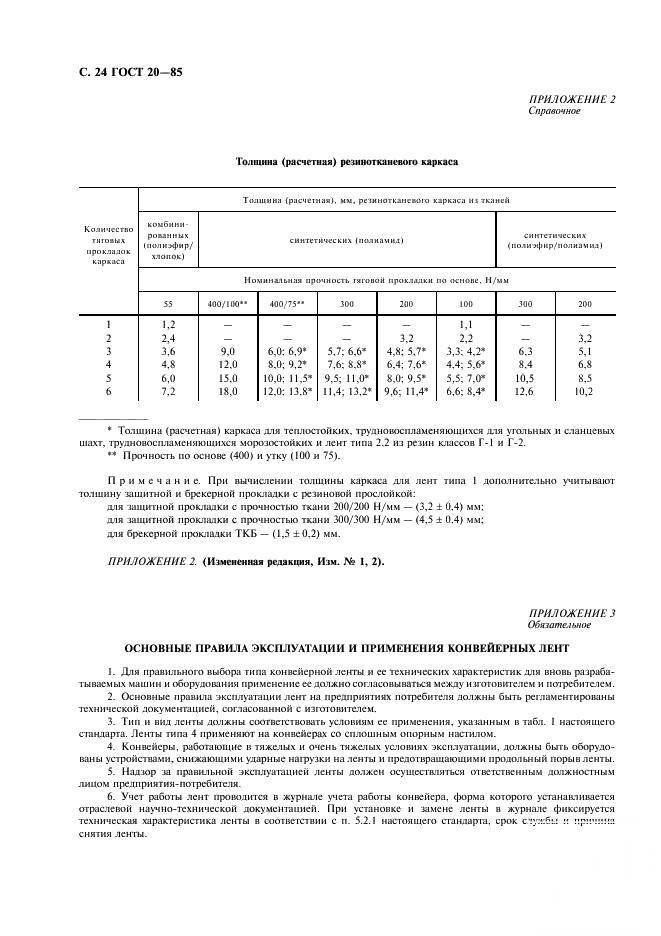
Основные эксплуатационного правила конвейерных лент
При рассмотрении того, как объединить транспортерную ленту напомним, что основные эксплуатационного правила обязаны быть регламентированы документацией в техническом плане. Также в большинстве случаев проходит сшивка транспортерной ленты. Главными нюансами назовем следующее:
Выбираемый вид изделия должен соответствовать к условиям использования. Для этого применяется специализированная таблица.
Если работа происходит в тяжёлых условиях, то проходит установка оборудования, которое уменьшает ударную и другу нагрузку.
При эксплуатировании проводится надзор. Он должен фиксироваться должным образом.
Учет работы рабочего полотна проходит при оформлении журнала в согласии с принятым стандартами.
При соединении некоторых резинотканевых лент применяется специализированная резина, а еще клеевой состав
Они могут держать большую нагрузку при эксплуатировании.
На момент эксплуатации уделяют внимание тому, какая температура поверхности. Для измерений применяется специализированное измерительное устройство.
Грамотная эксплуатация дает возможность значительно продлить срок их эксплуатации изделия. При допущении ошибок есть вероятность того, что лента деформируется.