

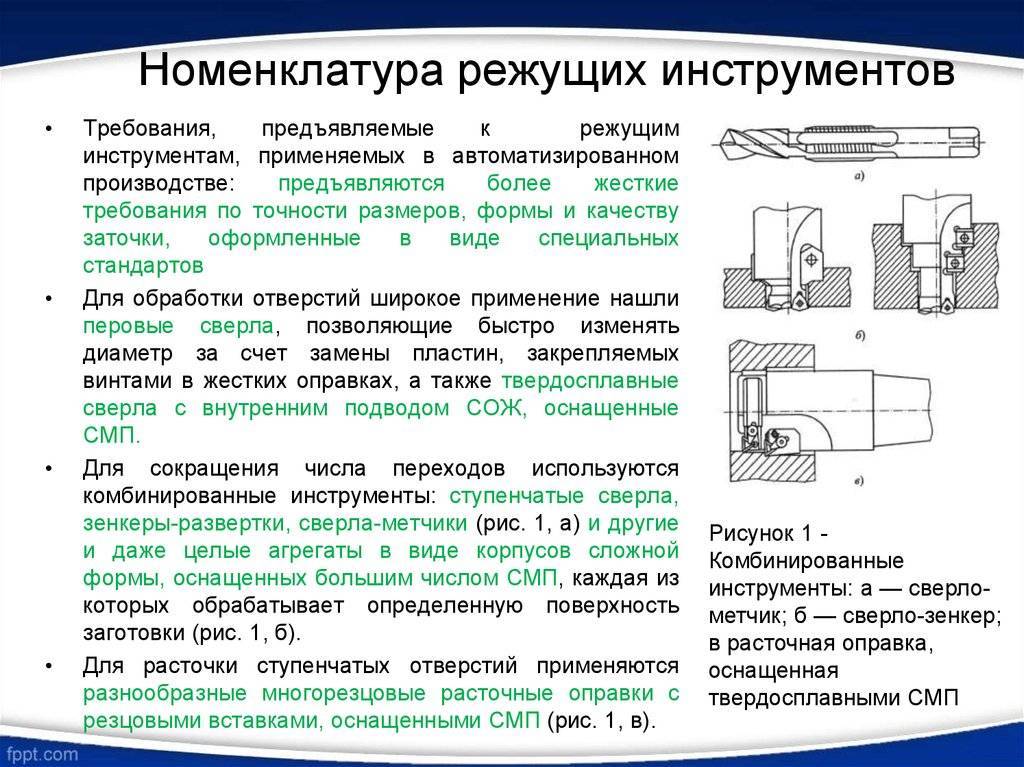
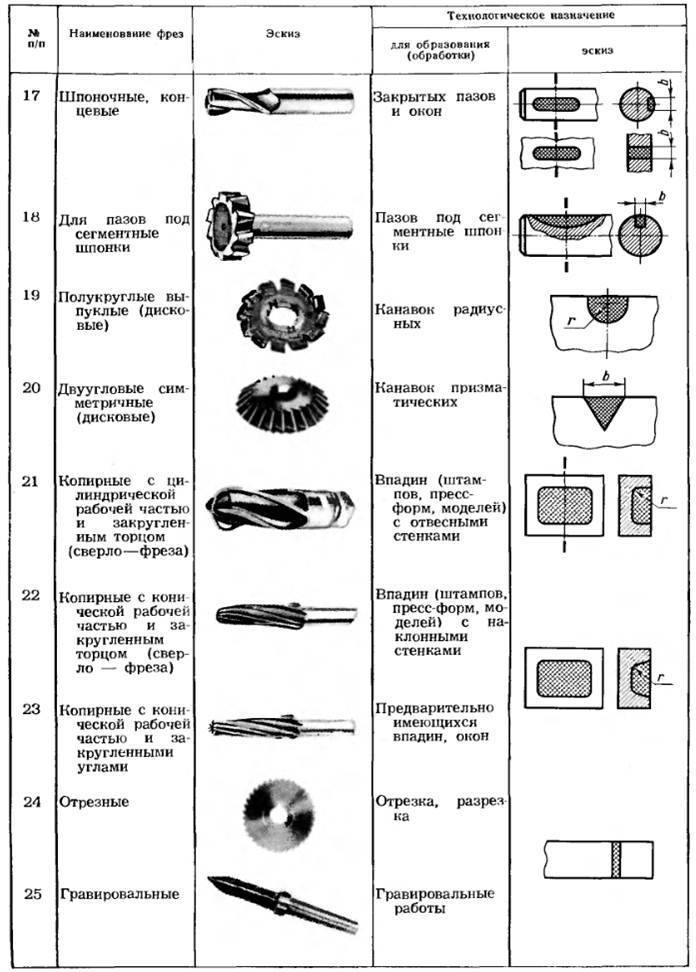
Об инструментах, применяемых для фрезерных станков
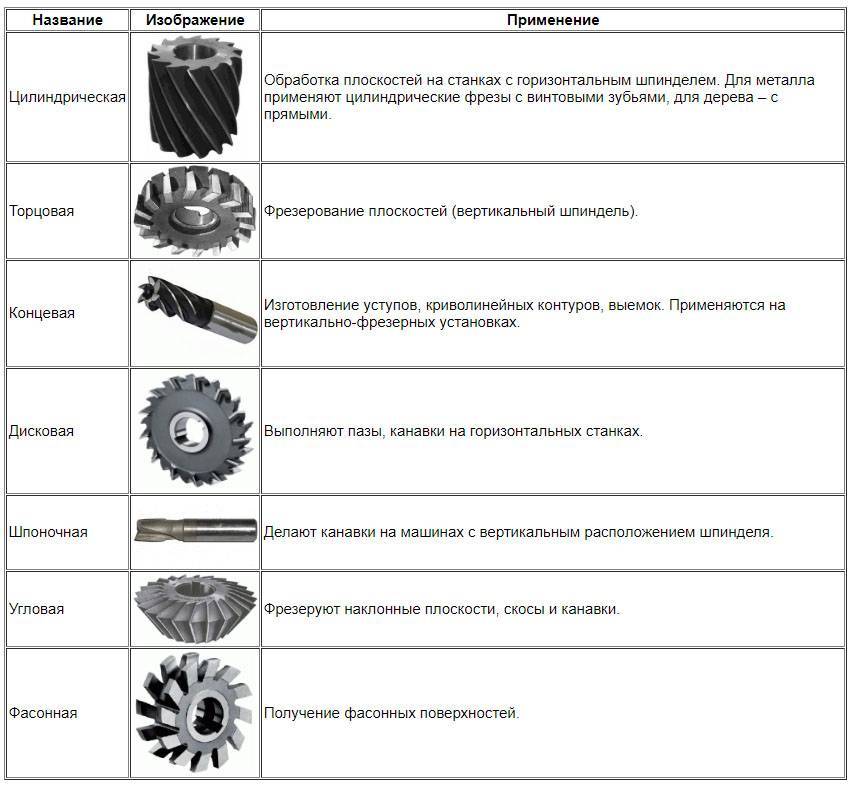
Для фрезерования используются в качестве режущих приспособлений фрезы, которые бывают различных конструкций, и имеют специальные зубья для обрабатывания поверхности деталей.
Все фрезерные инструменты различаются между собой по:
- форме и внешнему виду зубьев;
- их направлению и исполнению;
- их применению и креплению.
Чтобы в патроне фрезерного станка хорошо укрепить фрезу, используют ее хвостовик, который крепят к зубьям методом сварки или разными крепежными элементами, например:
- болтами;
- специальными клиньями;
- винтами.
Иногда фреза может быть представлена единым целым со своей режущей частью. Так ее обычно и называют – цельной фрезой.
При производстве фрезерных инструментов чаще всего используются следующие материалы:
- металлокерамика;
- быстро-режущие стали;
- твердые сплавы, имеющие специальные алмазные напыления для усиления твердости.
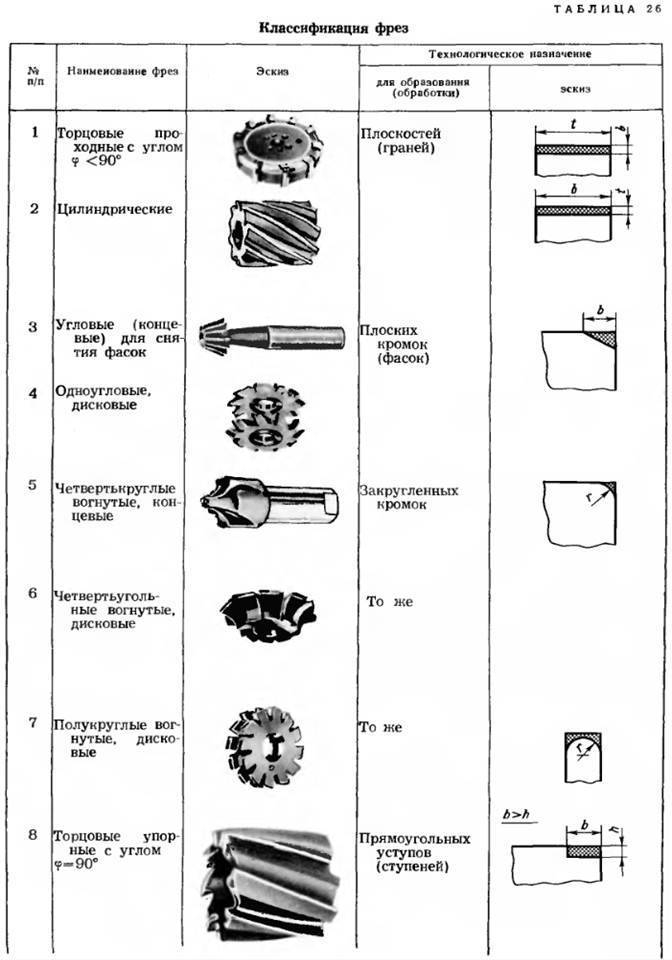
Виды обрабатываемых поверхностей
Помимо особенностей конструкции, классификация оборудования для резки металлов может быть выполнена и по другим критериям. Например, в зависимости от вида поверхности, для обработки которой предназначено оборудование. По этому критерию могут быть выделены следующие разновидности:
- Изделия, применяемые для работы с телами вращения плоских и наружных фасонных поверхностей. К этой группе оборудования относятся резцы, абразивные круги, фрезы и подобные инструменты.
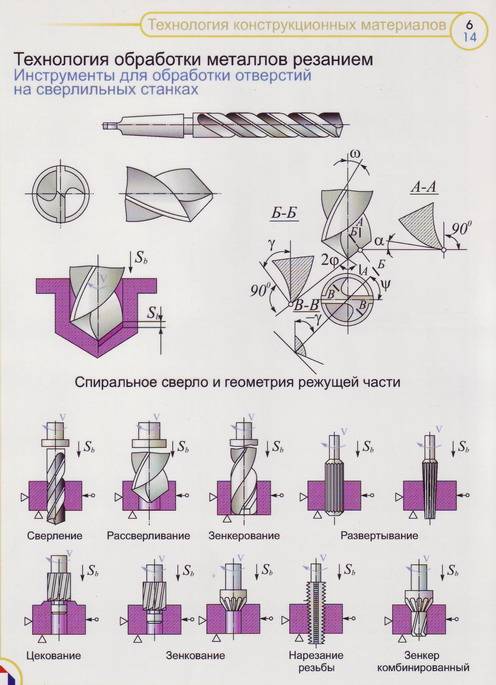
- Оборудование, позволяющее выполнить обработку отверстий. К этой группе принадлежат сверла, протяжки, расточные резцы, зенкеры.
- Приспособления, позволяющие нарезать резьбу. К подобным изделиям можно отнести накатные ролики, метчики, плашки.
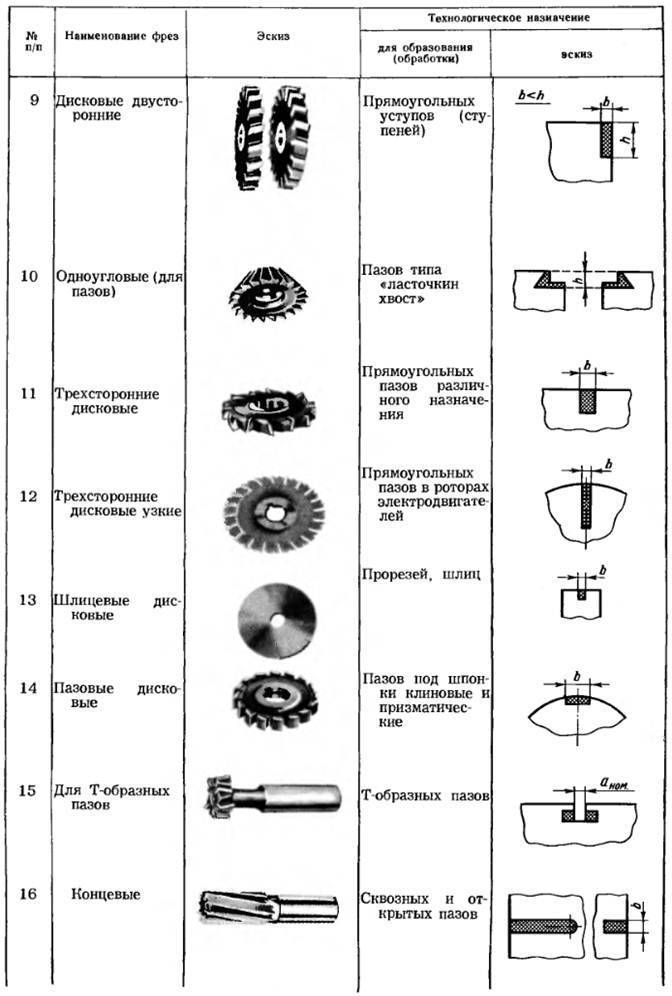
- Изделия, позволяющие выполнить обработку деталей, основной элемент которых — зубья, то есть шлицевых валов, звездочек и прочего. Для этого применяются шеверы, шлифовальные круги, долбяки, обкаточные резцы, дисковые фрезы.
Классификация металлорежущего инструмента
Есть ряд ключевых параметров – взглянем на каждый.
По характеру обработки (действия) их разделяют на:
- лезвийные – срезают лишний материал;
- абразивные – истирают поверхность, доводя ее до нужной геометрии путем шлифования.
По конструктивному исполнению они могут быть:
- цельные – полностью выполнены из одной заготовки;
- составные – сделаны из нескольких деталей, все соединения которых неразъемные;
- сборные – их элементы скрепляются так, чтобы их не составляло труда разъединить при необходимости.
По варианту крепления выделяют насадные и хвостовые. А также есть варианты по приводам (с ручным, машинным или комбинированным) и по форме (пластинчатые, цилиндрические, дисковые, конические), и каждый из них востребован в своей нише.
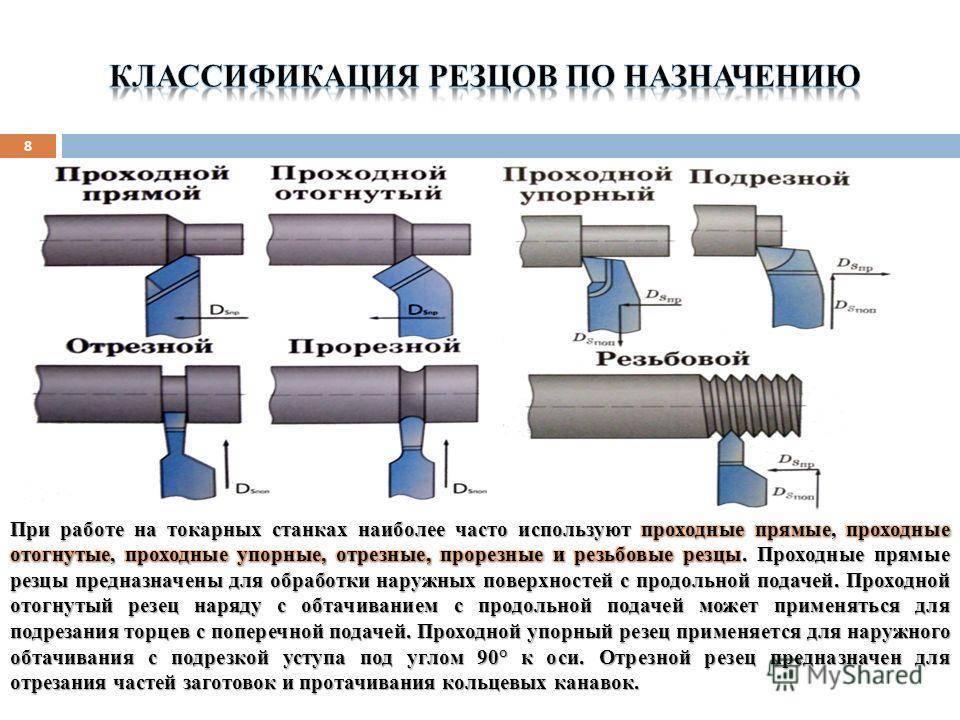
О видах резцов
Обычно комплект режущих приспособлений, используемых таким станком с ЧПУ, содержит типовые резцы такого вида:
- проходные, согнутые с правой стороны на 45°, чтобы обеспечить снятие фасок, наружную обточку торцовых сторон;
- резцы контурного вида с пластинами в виде параллелограмма, позволяющими выполнять обточку цилиндрических, контурных деталей, обтачивать конусные детали до 30°;
- контурные, со специальными пластинами в форме параллелограмма для возможности обрабатывать поверхности полусферического вида и конусов до 57°;
- резьбовые, имеющие ромбические пластины, которые закрепляются сверху, давая возможность нарезать резьбу, с расстоянием шага от 2 до 6мм.






https://youtube.com/watch?v=2-uCiQp0u8k
Инструменты для грунтовых работ
 Набор дачника
Набор дачника
Лопаты
 Набор лопат Следует покупать про запас, так как это расходный инструмент, может часто ломаться. При выборе внимательно читайте, для чего предназначен инструмент – для работы с бетоном или в саду. Наиболее подходящими в этом плане оказались лопаты с изгибом, их еще называют «американками».
Набор лопат Следует покупать про запас, так как это расходный инструмент, может часто ломаться. При выборе внимательно читайте, для чего предназначен инструмент – для работы с бетоном или в саду. Наиболее подходящими в этом плане оказались лопаты с изгибом, их еще называют «американками».
Вилы
 Вилы Сейчас на рыке появилось огромное количество вил с эргономичным дизайном и ценой порядка 5 раз выше обычных вил. Их покупать не стоит – это лишь зря потраченные деньги. Попробуйте поискать что-то проще, уже проверенное временем.
Вилы Сейчас на рыке появилось огромное количество вил с эргономичным дизайном и ценой порядка 5 раз выше обычных вил. Их покупать не стоит – это лишь зря потраченные деньги. Попробуйте поискать что-то проще, уже проверенное временем.
Ведра
 Ведро строительное Для строительных смесей лучше всего подойдут специальные пластиковые ведра, а оцинкованные лучше оставить для садовых работ.
Ведро строительное Для строительных смесей лучше всего подойдут специальные пластиковые ведра, а оцинкованные лучше оставить для садовых работ.
Тачки
 Тачка двухколесная Не стоит покупать дешевые китайские тачки. Долго они у вас все равно не прослужат. Лучше выбирайте тачку местного производителя. В арсенале настоящего строителя должно быть как минимум две тачки – двухколесная и одноколесная.
Тачка двухколесная Не стоит покупать дешевые китайские тачки. Долго они у вас все равно не прослужат. Лучше выбирайте тачку местного производителя. В арсенале настоящего строителя должно быть как минимум две тачки – двухколесная и одноколесная.
Изготовление резцов своими руками: пошаговое руководство
Главное – использовать только инструментальную сталь, обладающую достаточно высокими эксплуатационными характеристиками.
Подбор необходимой конфигурации напильников или рашпилей
Выбор этих деталей будет проще, если владелец заранее знает точно, какие перед ним стоят задачи. После этого длину, форму и размер подобрать не составит труда. Здесь дают несколько советов.
- Если требуется опилить до 5-10 мм толщины – лучше останавливаться на номере насечки 0 или 1.
- Точность обработки должна находиться в пределах 0,01-0,02 мм.
- По длине выбирать приспособления гораздо проще.
Главный ориентир – габариты поверхности, которую требуется опилить. Чем этот параметр больше, тем крупнее должно быть и само приспособление.
Можно воспользоваться специфической формулой, чтобы расчёт был точнее. К длине поверхности изделия прибавляем 15 см. Получим значение, которое и будет длиной рабочей поверхности напильника, рашпиля. Главное – чтобы работая, инструмент проводили по всей заготовке.

Крепление режущих частей
Самодельные инструменты делают также, что и профессиональные. Оптимальное решение – саморезы и винты. Чем качественнее изделие – тем лучше.
Об особенностях использования резцов
Чаще всего в обычном токарном станке применяются в качестве особого режущего инструмента специальные резцы, имеющие типовые конструкции установленного типа. Обычно они бывают сборного вида, оснащены многогранными специальными пластинами из твердых металлов, различных сверхтвердых материалов (СМП).
К таким резцам предъявляются определенные требования:
- использование по максимуму пластин, которые механическим способом закрепляются на их корпусе для обеспечения постоянных, геометрических, конструктивных свойств;
- применение пластин наиболее оптимальных форм, которые обеспечат универсальную работу инструментов;
- возможность предусмотреть все действия этих приспособлений в прямом или перевернутом положении;
- допустить возможность работы резца левого исполнения;
- гарантирование высокой надежности резцовых вставок;
- правильное формирование стружек для отведения их по специальным бороздкам, сделанным на передних сторонах используемых пластин.
Классификация металлорежущего инструмента
Есть ряд ключевых параметров – взглянем на каждый.
По характеру обработки (действия) их разделяют на:
- лезвийные – срезают лишний материал;
- абразивные – истирают поверхность, доводя ее до нужной геометрии путем шлифования.
По конструктивному исполнению они могут быть:
- цельные – полностью выполнены из одной заготовки;
- составные – сделаны из нескольких деталей, все соединения которых неразъемные;
- сборные – их элементы скрепляются так, чтобы их не составляло труда разъединить при необходимости.
По варианту крепления выделяют насадные и хвостовые. А также есть варианты по приводам (с ручным, машинным или комбинированным) и по форме (пластинчатые, цилиндрические, дисковые, конические), и каждый из них востребован в своей нише.






Самостоятельное изготовление
Устройство резца очень простое. Обычные токарные станки способны работать с самодельными копиями. Для их изготовления используют напильники, рашпили. Домашними мастерами они просто переделываются, чтобы они подходили своим форматом к станку.

В качестве основы может использоваться автомобильный рессор, арматурный стержень. Только, тогда нужно приложить усилия, чтобы доработать его форму.
Затем нож нужно подогнать под необходимые размеры. Проводят механическую подгонку. При этой первой заточке формирует рабочую кромку. Только самодельная деталь часто обладает внутренними дефектами, возникающими из-за предыдущего использования. В том же самом напильнике, когда его долго используют, появляются пустоты. Из-за этого с ними нельзя долго работать.
Резец имеет две составные части:
- Державку, упрощающую процесс закрепления приспособления на токарном оборудовании.
- Рабочую часть для обработки металла.
В составе рабочего элемента находятся режущие кромки и разные плоскости. Форма державки бывает прямоугольная или квадратная.
Конструкция любого токарного резца разделяется по параметрам
Резцы бывают разных видов. Выбор инструмента определенного типа осуществляется с учетом цели его использования.

- Отрезными. Их используют для того чтобы изготовить несколько компонентов. С ними обрабатывают торцевые элементы деталей, отрезают готовую часть от заготовка, используемого для производства.
- Обычно встречаются образцы классических конфигураций. Все токари стараются пользоваться более удобными отрезными резцами на своих токарных агрегатах, используя накладные пластинки.
- Проходными. С ними обрабатывают вращающиеся цилиндрические заготовки.
- Подрезными. С помощью образцов этого типа отделывают торцевые части, создают уступы с внешних сторон материала.
- Канавочными. Резцы обладают меньшей толщиной режущих частей по сравнению с отрезными. Когда вытачивают обширную неглубокую линию, проводят замену канавочного резца отрезным.
- Канавочные инструменты бывают ровными или выгнутыми. Режущую кромку подбирают с учетом ширины линии. Канавочные токарные резцы обладают способностью к выдерживанию большой массы.
- Расточными. С использованием этого типа проделывают глухие и сквозные дыры. Сверлильную технику применять не приходится.
- Когда используют резцы для выполнения отверстий, они получаются очень точными. Сквозные и закрытые отверстия требуют использования инструментов разных типов.
- Резьбовыми. С их помощью нарезают резьбу с внутренних и внешних сторон деталей. Инструменты имеют ширину не такую как другие виды резцов.
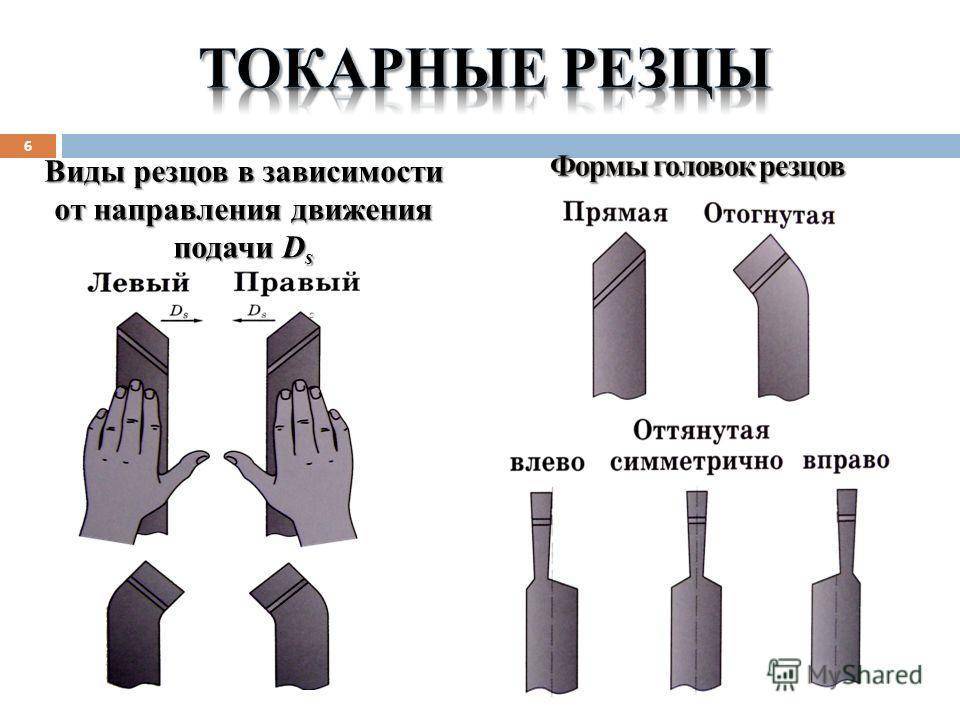
Также резцы бывают прямыми, гнутыми, отогнутыми, оттянутыми. Работая на токарных станках, часто пользуются нестандартными орудиями для получения определенных форм и качеств изделия из металла.
Высечка, которую выполняют токари, обладает разными углами. Получаются пластины большого спектра, заточенные под разные углы.
Инструменты для обработки металла вручную
К данной категории относятся все изделия, которые не требуют дополнительного оборудования и могут использоваться самостоятельно.
К ним причисляют:
- Зубило — ударно-режущий инструмент, предназначенный для обработки металла или камня. Как правило, имеет вид продолговатого стержня, заточенного с одной стороны. Для предотвращения травм при ударе по зубилу, на него могут надевать деревянную, резиновую либо пластмассовую рукоятку, по которой бьют молотком. Чаще всего рабочую часть данного инструмента хорошо затачивают с двух сторон. Зубила могут выполняться из углеродистой и конструкционной стали и иметь разные конструктивные особенности, например, зауженную или фигурную режущую кромку, расширенный кончик в виде лопатки и т. д. Спектр применения очень широк. С помощью зубила можно удалять крепеж, снимать старую отделку, разбирать различные конструкции.
- Шаберы — металлические стержни с режущими кромками на конце. Они необходимы для соскабливания металла и применяются для придания большей герметичности деталей при их соединении. Процесс такой обработки называется шабрением. Шаберы также бывают разных модификаций — цельные и составные, плоские, трехгранные и фасонные, односторонние и двусторонние. Материалом для их изготовления обычно служит инструментальная углеродистая сталь.
- Напильники — инструмент для обработки различных поверхностей — металлических, деревянных, пластмассовых и многих других. Как правило, напильник представляет собой металлический стержень с насечками. Видов насечек существует много, каждый из них предназначен для работы с определенными материалами. Например, напильник с крестовой насечкой подходит для стали, бронзы или чугуна, с точечной (рашпильной) — для резины и дерева, с простой (одинарной) — для цветмета. Среди напильников можно выделить отдельно надфили (маленькие, для тонкой работы) и рифели (с изогнутой рабочей частью) — разновидность надфиля. По форме сечения они могут быть самыми разными — круглыми, квадратными, прямоугольными, треугольными, овальными и т. д.
- Метчики — необходимы для создания резьбы в отверстиях. Имеют вид стержня с небольшими лезвиями и канавками по бокам. Могут применяться для глухих и сквозных отверстий, выполняться из быстрорежущей стали и твердых сплавов. Под разный профиль резьбы идут свои метчики. Чаще всего они используются в комплекте из двух-пяти штук. Есть и специальные метчики — бесстружечные (раскатники), гаечные и т. д.
- Плашки (лерки) — служат для создания наружной резьбы. Имеют вид гайки с внутренними кромками. Выполняются из легированных сталей, быстрорежущих сталей и твердых сплавов. Выделяют цельные, клупповые (раздвижные) и разрезные плашки — по конструкции. По внешнему виду — круглые, квадратные, шестигранник, призма.
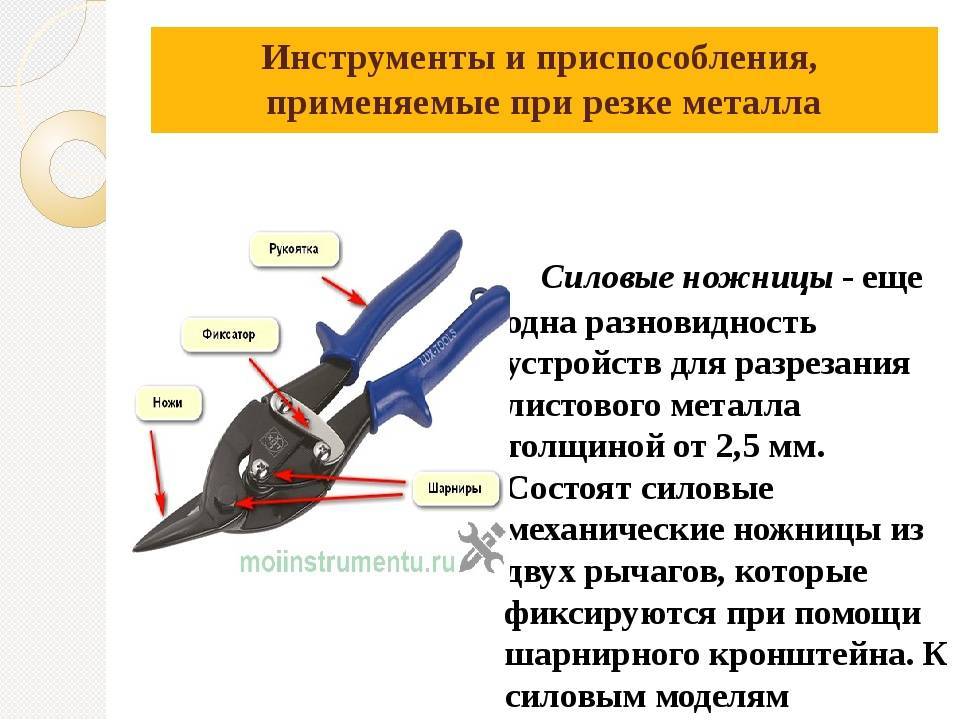
- Ручную ножовку — это по сути всем знакомая пила, но не в классическом смысле, а в более узком. Ручной ножовкой можно разрезать металл, пластик, дерево — да, в принципе, все что угодно. Представляет собой рукоятку с металлическим заостренным полотном. Для мягких материалов используются ножовки с большими зубьями, для более плотных — с частыми и мелкими.
В настоящее время существуют приборы, позволяющие использовать некоторые ручные металлорежущие инструменты с большей эффективностью. К примеру, дрели и перфораторы, а также различные машины на пневмоприводе, электрические и т. д.
Ручная термическая резка
Самый распространенный в промышленности, строительстве и быту способ — газовая резка. Он не требует сложного оборудования — нужны только:

- баллоны с кислородом и пропаном (ацетиленом или иным газом);
- резиновые газопроводные шланги;
- резак.
Работа построена на воспламенении металла в атмосфере кислорода. Металл разогревается в языке пламени из горелки до определенной температуры и сгорает в струе кислорода, выдуваемого из резака под давлением. Таким образом производится резка труб, листа, швеллера или иного проката. Преимущество — высокая скорость резки. Недостатки — низкая точность, термическое повреждение кромок, небезопасные испарения металлов, особенно цветных и сложных сплавов.
Такими же особенностями характеризуется и резка сваркой, только в роли инструмента выступает покрытый электрод. Резать можно металл любой конфигурации и толщиной до 1,5-2,5 см. Но этот способ нельзя считать основным, хотя для инверторов и выпускаются специальные электроды для резки. Слишком большое токи нужны при этом, что вызывает не только избыточные нагрузки на аппарат, но и повышенный расход электродов и электроэнергии. Но для различных поделок своими руками вполне возможно использовать и сварку, если нет болгарки или плазмореза.




Об особенностях подбора режущих инструментов
Сейчас сложно представить фрезерный современный станок с ЧПУ без соответственно подходящих специальных фрезерных инструментов, без наличия которых нельзя достичь значительной производительности. Точность обрабатывания деталей, удобство эксплуатации – вот главные критерии предъявляемых к ним строгих требований.
На таких станках резательным инструментом часто являются фрезы концевого цилиндрического вида из твердосплавных или алмазных материалов. К их достоинствам относятся:
- обладание высокой износостойкостью;
- способность противостоять вибрации во время вращательного движения;
- повышенная жесткость;
- большая скорость резания;
- очень высокая точность обработки.
Все станки современного типа с числовым программным управлением могут выполнять самые сложные технологические действия, автоматически производя необходимую обработку деталей. Причем детали могут быть из чугуна, сплавов легких металлов, стали. Все действия таких устройств запрограммированы еще до начала рабочего процесса
И потому так важно правильно подобрать режущие инструменты, соответствующие всем необходимым требованиям и параметрам
Сферы использования
Сфера применения режущего инструмента весьма обширна. Большая часть изделий встречается в машиностроении, так как заготовки представлены различными сплавами. Рассматривая сферу применения отметим следующие моменты:
- Большая часть изделий может резать по металлу только при условии передачи большого усилия при жестком закреплении заготовки. Именно поэтому они изготавливаются таким образом, чтобы могли устанавливаться в станках и другом подобном оборудовании. Область применения – промышленность с различным показателем производительности труда. Отличительной особенностью подобной группы можно назвать длительный эксплуатационный срок и устойчивость к износу.
- Также обработка заготовок может проводится в домашней мастерской. Для подобного случая подходят варианты исполнения, которые применяются при ручной обработке или применении настольного оборудования. Специалисты рекомендуют выбирать для домашней мастерской варианты исполнения из низкой ценовой категории. Это связано с тем, что они отлично подходят для обработки при небольшой подаче и скорости резания. Режущие инструменты для промышленных станков обходятся намного дороже и требуют профессиональной периодической заточки.

В целом можно сказать, что область применения режущего инструмента весьма обширна. Механическое резание может проводится только при наличии режущей кромки.
Эксплуатация режущих инструментов по металлу: важные особенности
Рассмотрим основные моменты.
Правила использования режущих инструментов по металлу и полезные советы
- Применяйте режущие инструменты по металлу только для тех работ, для которых предназначены приспособления. Нецелевое использование грозит повреждениями и поломками.
- Выбирайте наиболее подходящие режимы резания. Не допускайте превышения предельных параметров.
- Подавайте инструменты плавно. Избегайте рывков и резких движений.
- Не забывайте о необходимости охлаждать инструмент. Используйте наиболее подходящие смазывающе-охлаждающие жидкости в каждом конкретном случае.
- Храните инструменты в сухих и отапливаемых помещениях. Лучше всего для этого подходят индивидуальные тубусы/контейнеры. Они надежно защищают приспособления от механических повреждений и коррозии.
- Очищайте и обезжиривайте инструменты после каждого использования. Это необходимо для защиты от коррозии.
- Соблюдайте правила техники безопасности. Работайте в перчатках. Используйте маску или защитные очки. Для уменьшения уровня шума применяйте беруши или наушники.
Износ режущих инструментов по металлу
В процессе эксплуатации режущих инструментов по металлу характеристики приспособлений со временем ухудшаются. Расскажем о типах износа и о методах снижения его уровня.
- Абразивный износ. Происходит при контакте инструментов с заготовками. Частицы обрабатываемых материалов наносят рабочим поверхностям приспособлений механические повреждения. Скорость абразивного износа понижается с увеличением твердости инструментов. Твердосплавные приспособления портятся гораздо медленнее, чем их аналоги из быстрорежущей стали.
- Адгезионный износ. Совокупное воздействие трения и высоких температур приводит к тому, что на рабочих поверхностях приспособлений образуются «мостики схватывания». Перемещающаяся в процессе обработки стружка делает процесс их образования и разрушения циклическим. В результате контактные поверхности рабочих частей инструментов постепенно разрушаются.
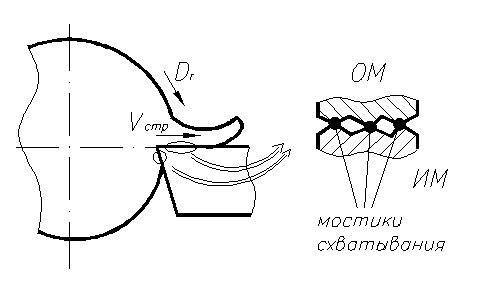
Изображение №2: адгезионный износ режущих инструментов по металлу
Обратите внимание! Скорость адгезионного износа у инструментов, изготовленных из быстрорежущих сталей, и твердосплавных моделей варьируется при разных режимах резания. Приспособления первой категории изнашиваются быстрее при высоких температурах, а второй — при низких
1. Диффузионный износ. В процессе контактов при резании инструментальные и обрабатываемые материалы взаимно растворяются. Также происходит самодиффузия. В результате области контактных поверхностей теряют прочность и становятся более хрупкими.








На графике ниже представлены зависимости:
- диффузионного износа твердосплавных инструментов (кривая 1) и приспособлений, изготовленных из быстрорежущих сталей (кривая 2), от скорости резания;
- вердости заготовок от температуры при обработке (кривая 3).
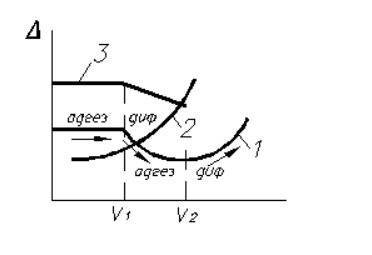
Изображение №3: диффузионный износ режущих инструментов по металлу
2. Окислительный износ. На режущих инструментах по металлу динамически образуются и разрушаются окисные пленки. От их характеристик зависит скорость износа инструмента. При образовании тонких и прочных покрытий она снижается, а при появлении толстых и рыхлых пленок — увеличивается.
3. Хрупкое разрушение. Это последний из основных видов износа режущих инструментов по металлу.
- Скол. Отделяется значительная часть рабочей поверхности режущего инструмента. Чаще всего к появлению сколов приводит использование приспособлений в течение длительного времени при высоких нагрузках.
- Выкрашивание. От рабочей поверхности отделяются мелкие частицы стали. К этому обычно приводит наличие небольших дефектов на режущих кромках.
Заточка режущих инструментов по металлу
Заточка режущих инструментов по металлу — основной способ продления их срока службы. Операция заключается в придании рабочим поверхностям нужных геометрических параметров.

Фотография №17: процесс заточки режущего инструмента
Заточку проводят единожды при изготовлении инструмента и периодически — при эксплуатации. Существуют 2 основных технологии заточки.
1. Абразивная. Происходит с применением абразивных кругов (электрокорундовых и карборундовых).
2. Неабразивная. Применяются три технологии.
- Анаодно-механическая заточка.
- Электроконтактная заточка.
- Химико-механическая заточка.
После заточки проводят доводку. Эта операция делает параметры рабочих частей режущих инструментов по металлу идеальными.
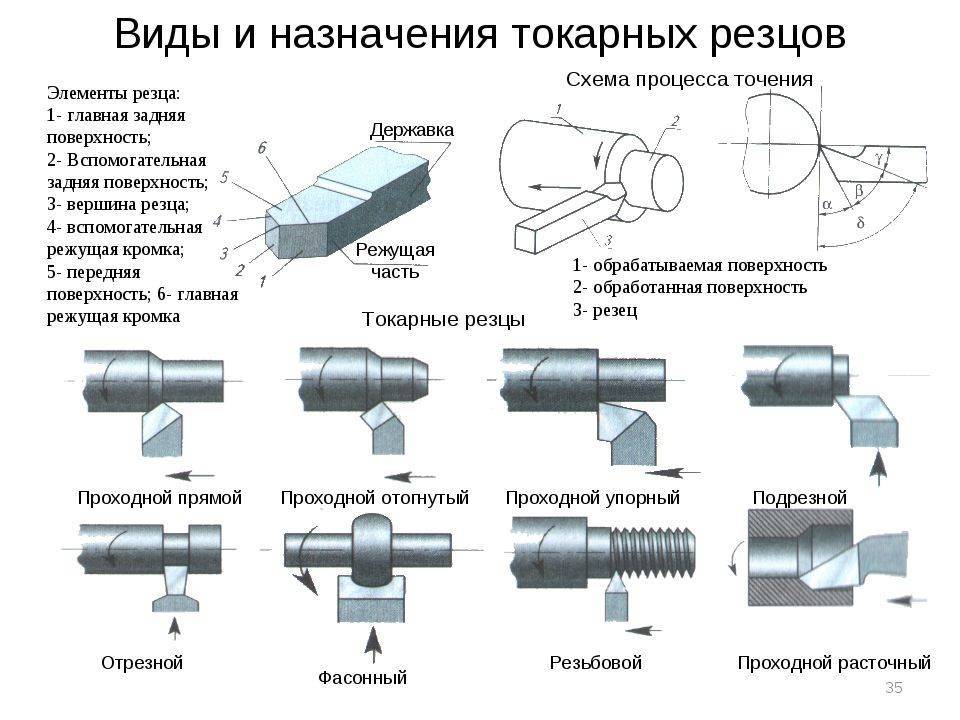
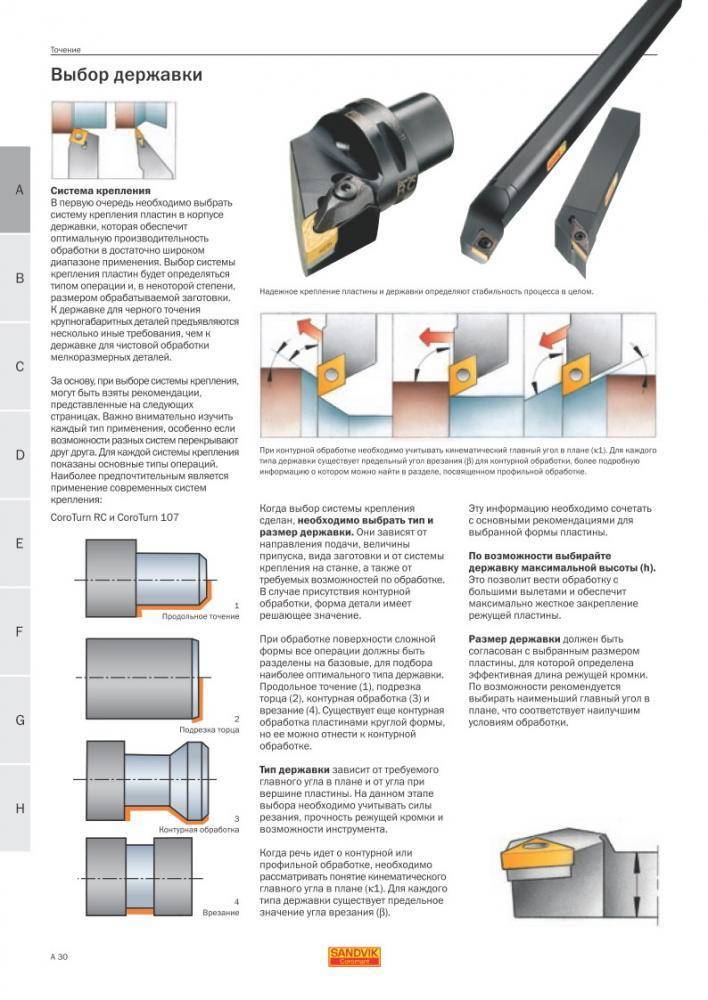
Особенности конструкции резцов
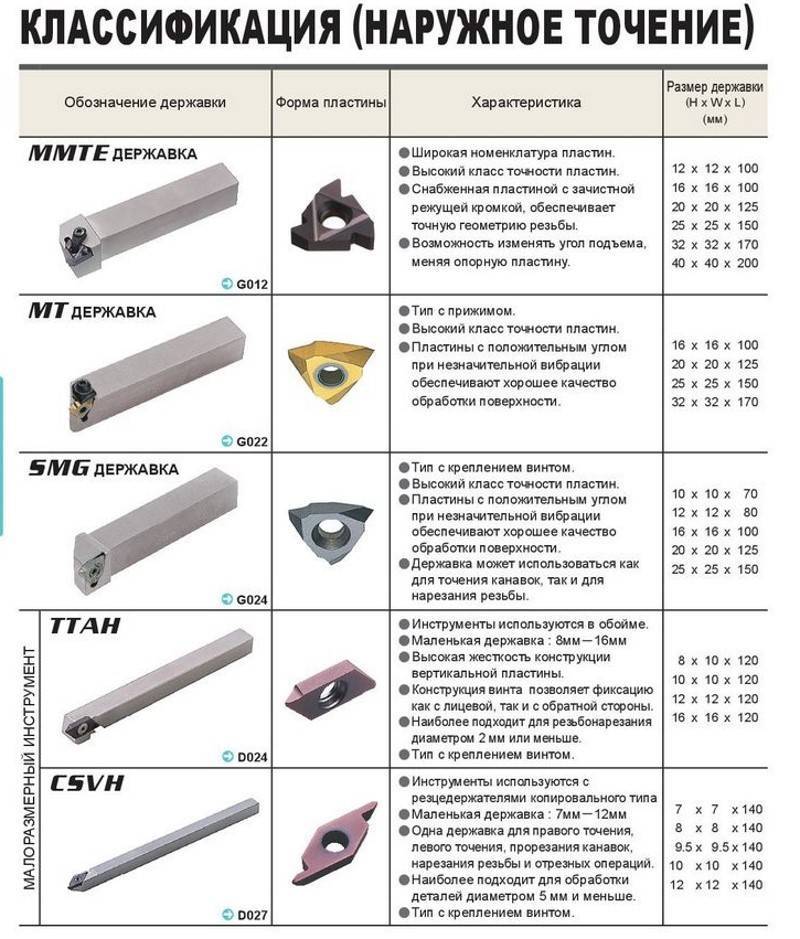
Резец по конструкции выполнен из двух элементов: головки и стержня (который также называется державка). Стержень предназначен для крепления в резцедержателе токарного металлообрабатывающего станка. Профиль державки имеет форму прямоугольника либо квадрата.
Для унификации использования установлен такой ряд размеров сечений токарной державки, мм:
- для прямоугольных сечений – 16 х 10; 20 х 12; 20 х 16; 25 х 16; 25 х 20; 32 х 20; 20 х 25; 40 х 25; 40 х 32; 50 х 32; 50 х 40; 63 х 50;
- для квадратных сечений – 4, 6, 8, 10, 12, 16, 20, 25, 32, 40.
Головка резца это его рабочая часть и имеет ряд плоскостей и кромок, которые заточены под определенными углами для разных вариантов обработки металла.
Углы заточки:
- α — основной задний угол;
- β — угол заточки;
- δ — угол резки;
- γ — передний угол;
- φ — основной угол в плане;
- φ1 — дополнительный угол в плане;
- α1 — дополнительный задний угол;
- λ — угол уклона режущего края;
- ε — угол около вершины резца.
Основной задний угол. Угол, выполненный между плоскостью резания и основной задней поверхностью резца. Снижает силу трения, которая появляется между заготовкой и задней поверхностью. Отвечает за качество обработки металла и на его износоустойчивость. Заданный угол обратно пропорционален плотности обрабатываемого материала.








Угол заточки. Угол, который находится между основной задней и передней плоскостью резца. Отвечает за остроту и прочность.
Передний угол. Угол, который находится между передней плоскостью и нормалью к поверхности резке в месте контакта передней плоскости с металлом. Снижает деформацию срезаемой заготовки, уменьшает усилие резки, облегчает вывод стружки, повышает теплоотвод. Заточка угла обратно пропорциональна твердости металлической заготовки.
Угол резки. Угол, который находится между передней плоскостью резца и поверхности резки.
Основной угол в плане. Угол, который находится между основной режущей кромкой и поверхностью металла. Отвечает за качество обрабатываемой плоскости заготовки, сохраняя скорость подачи и глубину реза. Качество угла обратно пропорционально, а устойчивость к поломке и появлению вибраций прямо пропорциональны размеру угла.
Дополнительный угол в плане. Угол, который находится между дополнительной задней плоскостью резца и поверхности металла. Отвечает за качество обработки плоскости металла (со снижением угла уменьшается шероховатость, повышается чистота).
Угол около вершины. Угол, который находится между основной режущей кромкой и дополнительной задней плоскостью. Качество прямо пропорционально размеру угла.
Дополнительный задний угол. Угол, который находится между дополнительной задней плоскостью и поверхностью, перпендикулярной поверхности резца и проходящей сквозь дополнительную режущую кромку. Снижает силу трения, которая появляется между дополнительной задней плоскостью и металлом.
Угол наклона режущего края. Отвечает за направление вывода стружки и задает геометрию контакта режущей кромки с металлом. Наклон угла определяет предназначение резца: отрицательный наклон – для чистовой резки, 10-12 градусов – для черновой резки, 20-30 градусов – для резки закаленного металла. Универсальные резцы имеют наклон режущего края равный нолю.
Это интересно: Резец расточной токарный — ГОСТ, классификация, маркировка





