

Разновидности пил
Если диск правильно заточен, и зубья разведены по шаблону, то он может обработать заготовку в любом направлении относительно древесных волокон.
Существуют такие виды инструмента:
- пила с твердосплавными дисками;
- диски, сделанные из цельного металла;
- диски с зубьями, обработанными твердым материалом;
- диски со сверхпрочными напайками на зубьях.
Твердые сорта древесины обрабатываются дисками, которые имеют особые выемки. Технологические разрывы предохраняют деформацию инструмента, не позволяют ему перегреваться во время производственного цикла. А также значительно снижается вибрация, шумовой фон, улучшается качество линии, образуемой распилом. Пила имеет зубья, которые обработаны под определенным углом, каждый зуб обладает несколькими режущими кромками.
Есть главная кромка, с ней сопрягаются дополнительные, при этом образуются пересекающиеся плоскости:
- А;
- В;
- С.
Сами плоскости также варьируются в различных сопряжениях.

Зубья могут быть прямые, они обычно используются для предварительного раскроя материала. Такие зубья обеспечивают разрез невысокого уровня. Однако производительность у таких зубьев довольно высокая.
Зубы скошенной конфигурации обеспечивают более точную линию, такие зубья подходят для обработки таких материалов, как:
- фанера;
- листы ПВХ;
- ДСП;
- ДВП.

Зубья обеспечивают ровный рез, при этом материал не крошится.
Есть также диски, в которых присутствует скос у передней кромки резца, также есть скос с задней кромкой. Возможны варианты чередования различных зубьев с разными скосами. Подобные ухищрения обеспечивают чистоту реза, однако следует помнить: чем плотнее материал, тем быстрее такие зубья тупятся.
Зуб в форме трапеции – такая конфигурация зубьев обеспечивает длительный срок службы инструменту. Часто применяют комплексную конструкцию, когда чередуются зубья трапециевидные и прямые. Вторые осуществляют первичный прорез, что дает возможность зубьям прямой формы «полировать» произведенный распил.

Зуб в форме конуса – такие зубья являются вспомогательными и предназначены для работы с материалами, на которых присутствует ламинированная поверхность. Они обеспечивают правильный распил без образования каких-либо сколов.
Зуб в форме серпа – в этом случае зубья загибаются, что дает возможность проводить точный распил материала поперек древесных волокон.

Кустарный
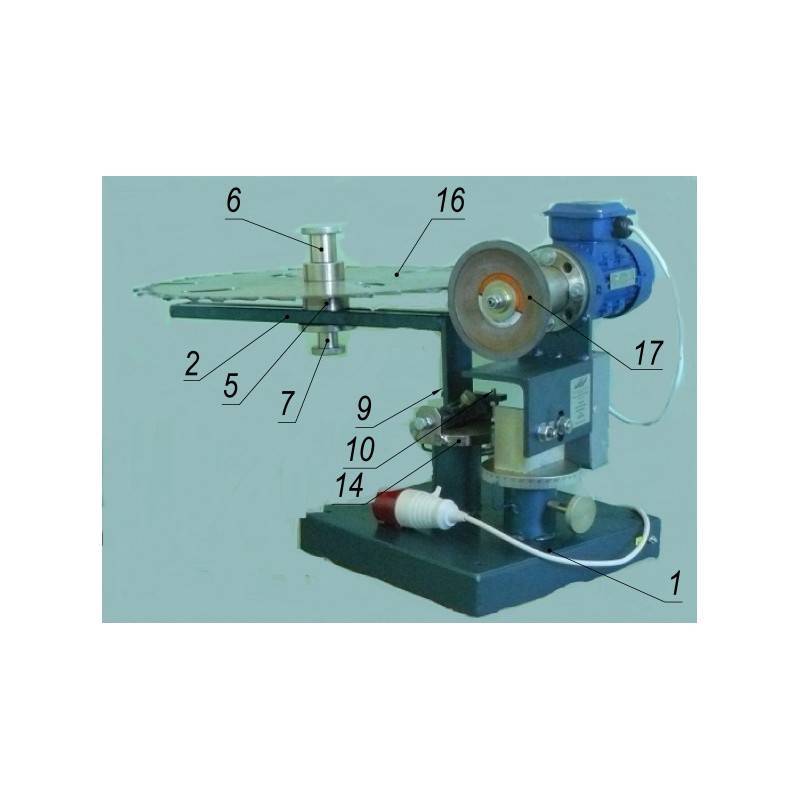
Провести заточку самостоятельно большого труда не составит. Особенно если есть необходимо оборудование. А если нет, то можно смастерить его своими руками. Изготовить станок для заточки дисковых пил, цена которого только порадует, можно из несложных деталей. Для этого понадобятся следующие основные элементы:
Круг закрепляется на двигателе, дисковое полотно – на суппорте, винты при этом будут обеспечивать движение заготовки по оси круга, что обеспечит нужный угол.
Основной задачей для такого элемента, как станок для заточки дисковых пил, является их фиксация в требуемом положении относительно круга. Необходимо это для точного соблюдения углов, этого может обеспечить подставка, крепящаяся на раме станка в одной плоскости с кругом.
При расположении диска на подставке, зубья должны быть перпендикулярны плоскости пильного станка.
Как сделать станок для заточки пил своими руками
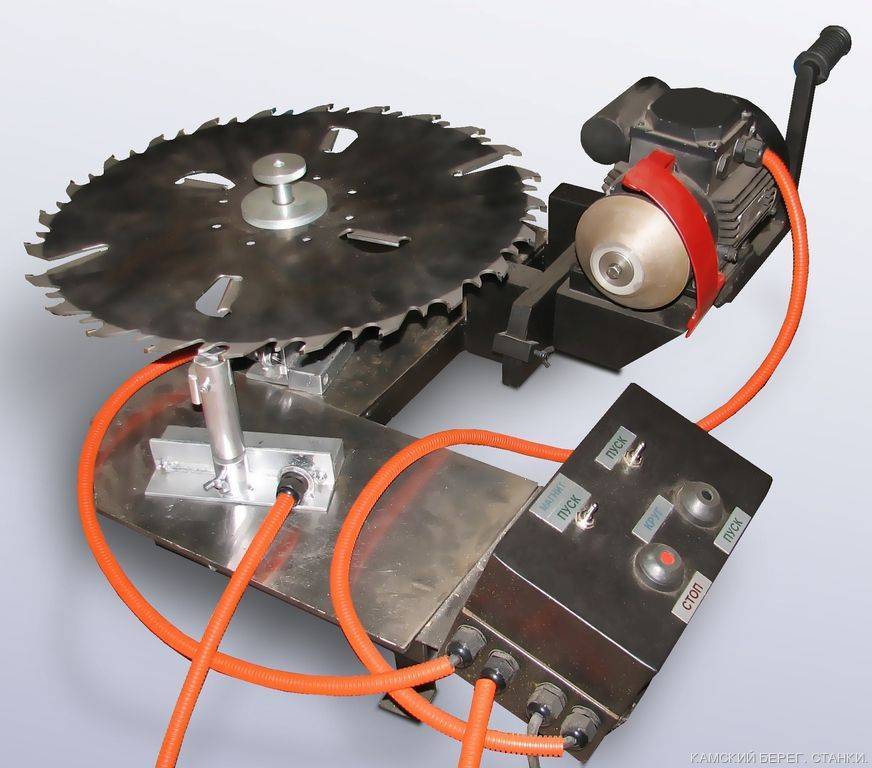
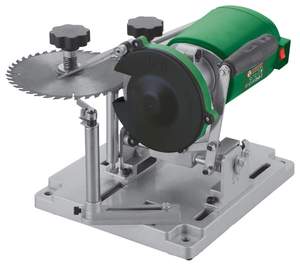
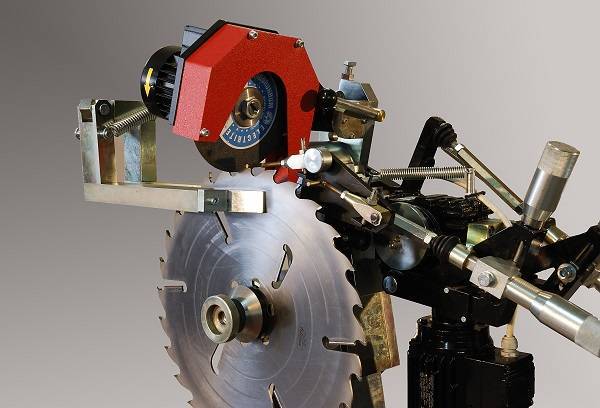
В Интернете предлагают за небольшие деньги приобрести чертежи заточного станка для дисковых пил, который выглядит вполне профессионально (см. фото ниже).


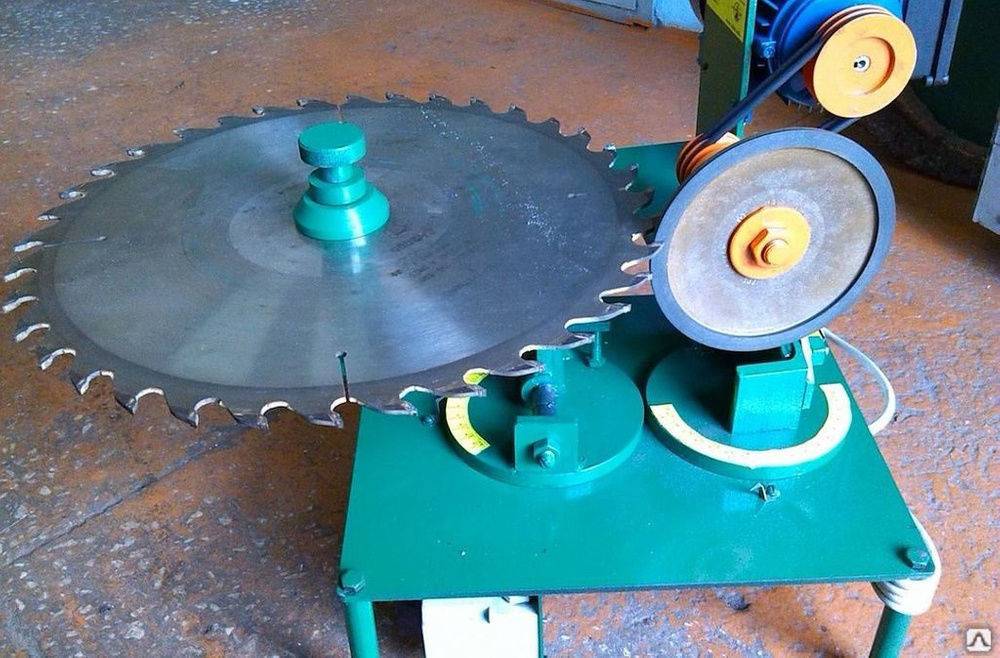







Судя по внешнему виду, многие детали для него нужно заказывать на стороне, причем с токаркой и фрезеровкой. На практике (есть видеоролик на YouTube) полный цикл обработки на таком станке одного зуба с переходом на другой занимает не менее 30 секунд. Для сравнения можно посмотреть скорость заточки на самоделках в видеороликах ниже.
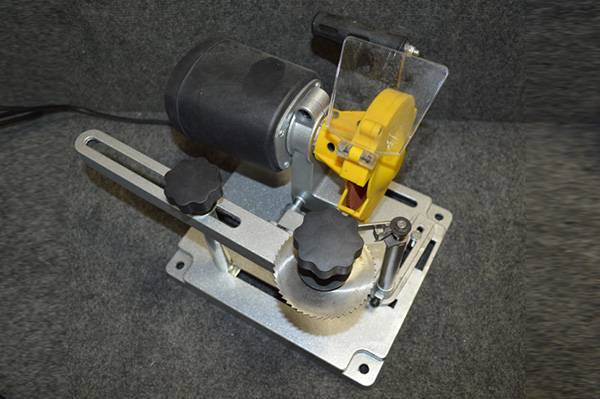
Одно из самых распространенных решений при изготовлении самодельного заточного станка (в том числе и у зарубежных мастеров) — это использование платформы из толстой фанеры, которая по направляющим вместе с пилой надвигается на обычное электроточило с заточным кругом.
Это устройство изначально сориентировано на заданный угол заточки, а глубина подачи в нем выставляется двумя упорами. Позиция зуба после поворота фиксируется храповым механизмом, который в этой самоделке является самым сложным узлом.
Ниже еще один ролик с самодельным станком, сделанным по тому же принципу
Обратите внимание на скорость установки и заточки
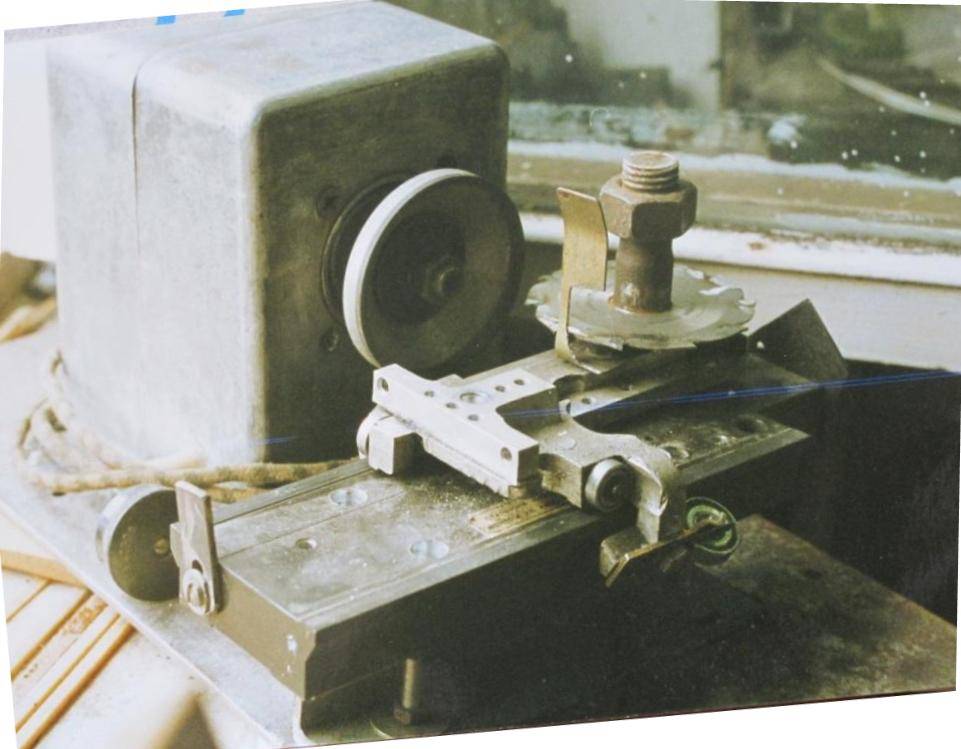
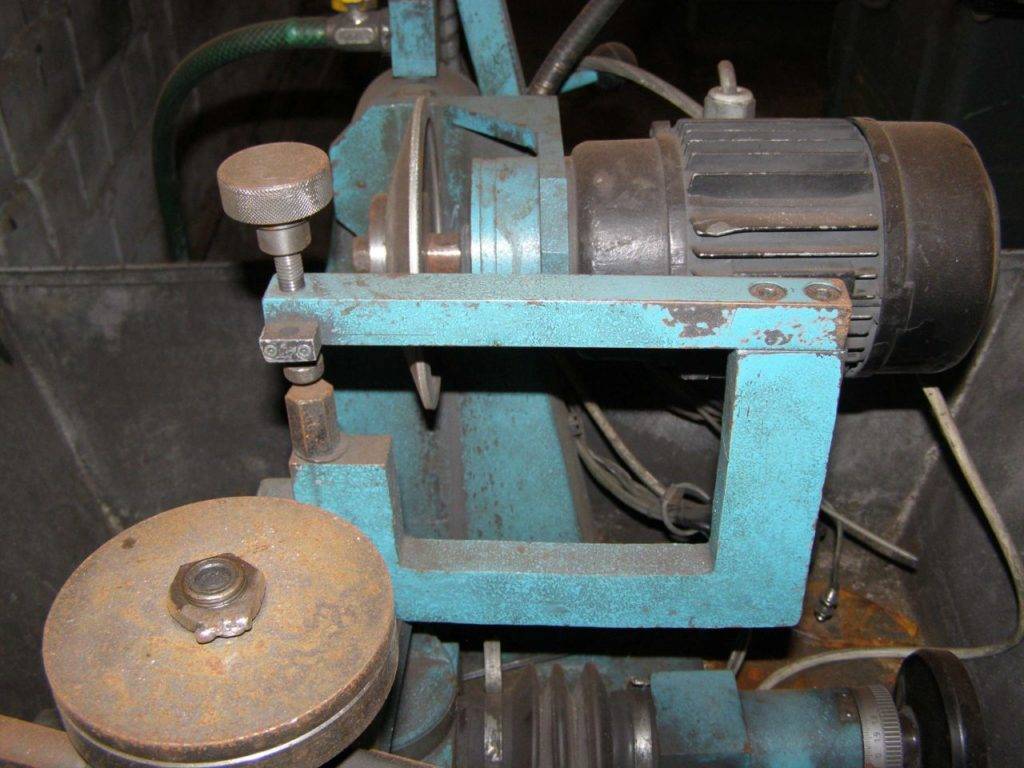
Другой пример относится к изделию, которое народный умелец собрал в полном смысле этого слова из металлолома. Кроме переходника на вал двигателя и тарельчатого алмазного круга, в этом станке все остальные детали изготовлены из вторчермета. Выглядит станок неказисто и несколько неустойчив, что признает и сам автор. Однако его универсальность впечатляет, да и используется он для профессиональных целей (похоже, что установлен в пилоточке при пилораме).
Пользоваться такой конструкцией без определенных навыков наверняка неудобно, но ее создатель судя по всему является профессиональным заточником.
Как узнать что пора заточить диск
Режущие диски для обработки древесины и древесных материалов с течением времени истираются и изнашиваются, что способствует снижению их производительности. Чтобы восстановить эффективность режущего инструмента, понадобится произвести заточку зубьев. Узнать о том, что надо произвести заточку зубьев на диске, можно последующим факторам:
- Чтобы разрезать древесину, необходимо приложить усилия прижима инструмента к распиливаемой заготовке
- Наблюдается возникновение дыма, поступающего из-под защитного кожуха
- Происходит чрезмерный нагрев защитного кожуха
- Возникают признаки запаха гари. Это означает, что зубья не пилят древесину, а режут ее
Эксплуатация неисправной насадки на электроинструменте приводит к тому, что снижается производительность выполнения работ, а также повышается вероятность скорейшего выхода из строя электроинструмента и самой насадки. Снижение производительности способствует повышению нагрузки на электродвигатель, который в итоге начинает перегреваться, и выходит из строя.
Это интересно! Работать затупленным диском нерационально, так как помимо повышения нагрузки на электроинструмент, увеличивается время работы по распиливанию заготовок.
Конструкции самодельных станков
В основе любой циркулярки три главных элемента, два из которых нельзя сделать самому:
- двигатель.
- вал, с фуговальными ножами или простейший, без них.
Третий — станину (стол) несложно изготовить своими силами.
Такую станину можно без проблем сделать своими руками
Также необходимы дополнительные элементы:
- пускатель, выключатель на электродвигатель;
- электрический провод;
- ремень привода;
- шкивы на вал и двигатель.
Основные виды конструкций:
- Диск посажен непосредственно на двигатель, без ременной или редукторной передачи.
- Диск посажен на вал с ременной передачей.
- Вал простейший, только для диска.
- Вал с фуговальными ножами.
Первый вариант самый простой, но с большим недостатком. Высота двигателя «съедает» большую часть рабочего диаметра диска. Если двигатель диаметром, например,200 мм, то диск диаметром 200 мм будет выступать над ним всего на 100 мм. Ещё часть этого расстояния уменьшается за счет креплений двигателя, коробки подключения, толщины рабочего стола.








В итоге реально работать будет только крайняя часть диаметра диска, где наибольший «рычаг» сопротивления вращению двигателя. Даже с большим диском глубина пиления остается небольшой, так как диск выступает мало.
Если установить двигатель с диском сбоку стола, с возвышением двигателя относительно стола, будет ограничена ширина распила. Широкая заготовка будет упираться в корпус двигателя. Удлинять вал электродвигателя насадками нельзя, так как диск должен располагаться как можно ближе к подшипнику. В другом случае возможна децентрация вала, биения и виляние диска.
Второй вариант, простейший вал, также неизбежно «съедает» рабочую высоту диска, но намного меньше. Только на высоту каретки подшипника от центра вала. Поэтому при выборе готового вала высота каретки имеет значение. Для мощных валов это 80-120 мм (40-60 мм от центра вала). Для тонких валов с небольшими подшипниками 60-80 мм (30-40 мм).
Вариант с валом и ремнем позволяет подбирать число оборотов пильного диска за счет размеров шкивов на двигателе и валу. Также ремень может работать как механическая защита двигателя. Если он не перетянут, при застревании диска в заготовке ремень буксует по шкивам, двигатель при этом не клинит.
Возможен и простейший вариант, без регулировочной платформы. В этом случае глубину строгания выставляют положением ножей в самом вале. Вариант подходит для грубой обработки. Например, на фуговальных ножах с глубиной строгания 3-5 мм можно отстрогать одну поверхность слеги. Затем, имея одну ровную плоскость для движения по столу, обрезать заготовку с остальных сторон пильным диском.
Характеристики пильных дисков
Прежде чем сделать станок для заточки пильных дисков своими руками, нужно выяснить, какими производятся круги. Они отличаются между собой размером и формой зубьев.
Прямые. Они применяются для продольного быстрого распила материала. При этом качество работы не имеет значения – оно не блещет.
Скошенные. Такие зубья на станках встречаются чаще всего. Тут заточка производится правой или левой. При использовании таких циркулярных пил практически не происходят сколы, которые часто появляются на краях обрабатываемого материала. Применяются подобные круги для работы с разными материалами: деревом, пластмассой, ДСП. Резать они могут вдоль и поперек.
Трапециевидные. Такие круги способны служить продолжительное время без заточки. Такие зубья применяются одновременно с прямыми. Это обеспечивает глубокое пиление, при этом распил получается качественным и ровным.
Конические. Благодаря им существует возможность нарезать нижний слой древесины (ламината).
Важен угол заточки. Он встречается передний и задний, а еще скос по задней и передней плоскости. Для продольного распила переднего угла необходимо значение 15–25 градусов. Поперечный составляет 5–10 градусов. Угол зависит от того, насколько твердым является материал изготовления пильного диска. Чем он прочнее, тем градусы меньше.
https://youtube.com/watch?v=Z4pivLmhAkY
Особенности использования станка
Чтобы осуществить заточку, хозяину не нужны специальные навыки
Требуется только соблюдать осторожность и правила поведения у станка:
- Следует регулярно проводить чистку поверхности точильного круга от загрязнений и следить за его состоянием.
- Пильный диск во время работы должен располагаться правильно.
- При выполнении процедуры надо следить за нагревом обрабатываемого материала.
- Если на кромке пильного диска присутствует равномерный заусенец, то заточку необходимо считать выполненной.
- После обработки лезвий точилом, их нужно тщательно отшлифовать.
Любая дисковая пила при регулярном использовании теряет свои первичные характеристики. Восстановить режущую способность поможет заточка зубьев пильного круга. Чтобы сделать ее качественно и быстро, необходимо соорудить специальный станок. Он имеет простую конструкцию, но отличается высокой эффективностью.
Самостоятельное изготовление станка для заточки дисковых пил
Во время эксплуатации большинство режущих инструментов притупляется. Это во многом относится и к дискам для пиления, которые нужно затачивать на регулярной основе. Именно это является гарантией действительно качественной распиловки деревянных изделий. Проще всего заточить притупившиеся зубья – это использовать стандартный напильник.
Но чтобы работа собственными руками была в полной мере плодотворной, необходимо обращаться за помощью к настоящему профессионалу. Только он способен заточить режущий инструмент так, чтобы им можно было квалифицированно пользоваться.







Намного легче и эффективней в такой ситуации использовать станок, выполненный своими руками, для качественной заточки острых поверхностей пил, а также агрегат для обработки дисковых ножей.
Заточка при помощи станка
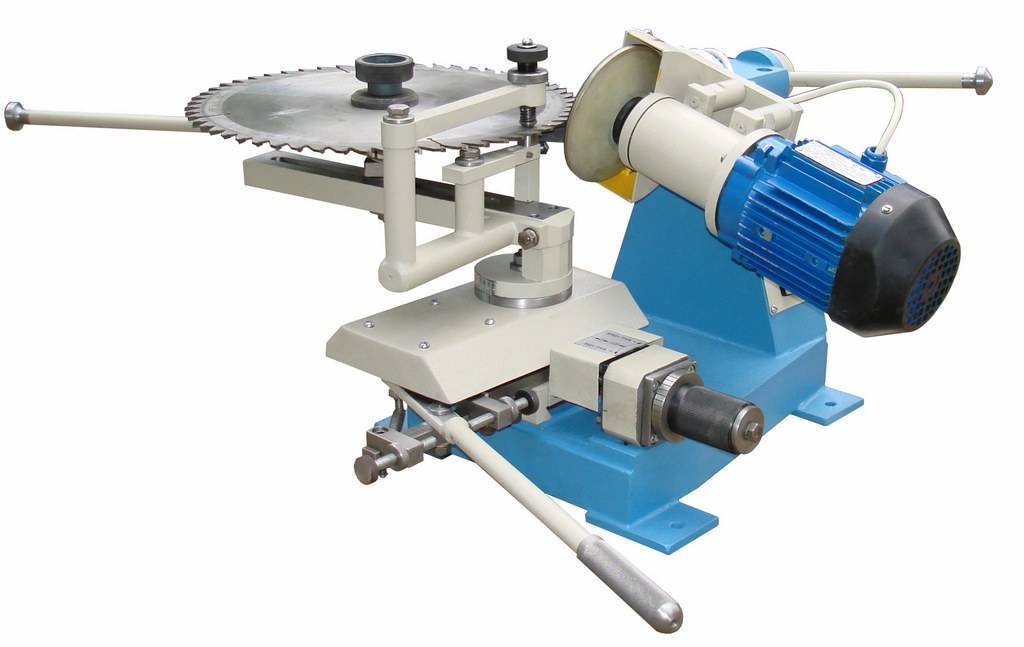
Если есть возможность приобрести специальный станок, то рассматриваемый процесс можно провести с максимальным показателем эффективности. Подобное приспособление имеет компактные размеры, его можно использовать в домашних условиях.
Особое внимание уделяется выбору абразивного круга. В этом случае отметим нижеприведенные нюансы:
Твердосплавный диск сложно заточить.
При выборе следует обращать внимание на круги из эльбора, с алмазной крошкой или с зеленого карбида кремния.
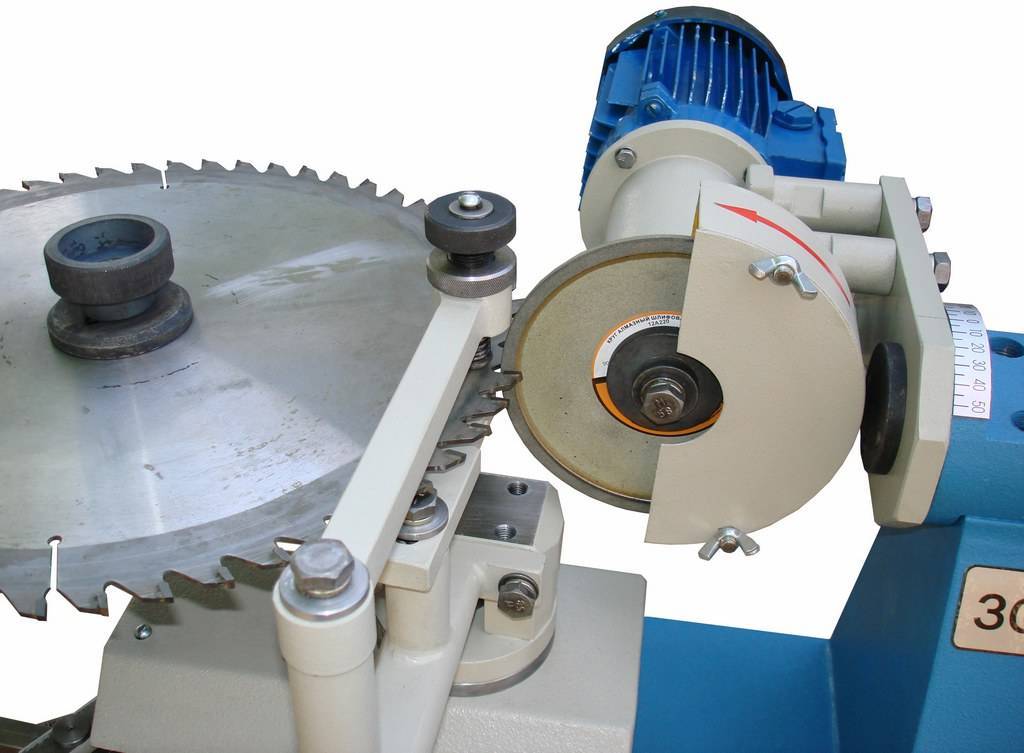
Процесс заточки при использовании профессионального оборудования очень прост. Крепление диска происходит при помощи специального фиксатора. Он создан с расчетом конструктивных особенностей круга
Особое внимание уделим тому, что при применении специальных станков очень просто провести заточку дисковых пил с выдерживанием необходимых показателей. При этом погрешность минимальна
Это связано с тем, что конструкция имеет специальный измеритель показателя угла. Для того чтобы не ошибиться на момент проведения работы с тем, какие зубья были уже подверглись обработке, следует при помощи маркера пометить начальную точку.
Плюсы и минусы самодельного распиловочного станка
Преимущества
Возможность сделать уникальный станок нужной мощности и размеров, под свои задачи.
Стоимость сборки может быть минимальной, если есть все исходные комплектующие или их часть.
Мощная самодельная циркулярка способна выполнять грубые и тяжелые работы, которые по силам только промышленному оборудованию, и которые не выдержат бытовые станки. Промышленные циркулярки стоят десятки и даже сотни тысяч рублей. Самодельный вариант обходится во много раз дешевле.
Недостатки
Современные заводские стационарные циркулярки для дома, несмотря на их хлипкость и сравнительно высокую цену, имеют ряд преимуществ. Как правило, все они оборудованы всевозможными степенями регулировки или некоторыми из них.
- глубина строгания;
- наклон диска под углом;
- регулировка оборотов;
- редукторная передача со значительным увеличением оборотов пильного диска;
- продуманные системы защиты.
Выполнить все эти опции полностью на самодельных станках сложно, трудно и дорого. Поэтому для мелких точных столярных работ, для производства мебели лучше подходят заводские станки с полным набором функций. Самодельный вариант хорошо подходит для грубых работ с крупногабаритной древесиной, первичной обработки.
На какие технические характеристики станков обращать внимание
Еще один значимый параметр — это углы заточки, которые зависят от углов поворота абразивного круга и суппорта с зафиксированным на нем диске пилы. Если не предполагаются специальные виды заточки (например, трапециевидных зубьев), то вполне довольно стандартное значение – 30º. Для заточки скошенных зубьев необходимо, чтобы у станка была реализована возможность наклона абразивного круга под углом 15º.

Особенности конструкции и функционирования станка, а также удобство его эксплуатации лучшего всего анализировать по видеороликам, которые владельцы различных (часто самых популярных) моделей выкладывают на YouTube. А ответы на более узкие вопросы можно получить на профильных форумах.
Разновидности станков для заточки дисковых пил
Предлагаемые сегодня станки могут быть классифицированы на два больших класса:
- станки бытового применения;
- станки для профессионалов.
Подобное разделение является условным. Причём разница между этим оборудованием заключается только в производительности, под которой понимается лишь время, в течение которого оборудование для заточки может работать в непрерывном режиме. Для моделей, предназначенных для домашнего использования, подобный показатель составляет не более 15-20 минут. По прошествии этого промежутка времени пользователь должен дать станку время на отдых. Профессиональные модели заметно превосходят подобные станки по рассматриваемому параметру, поскольку они в состоянии работать на протяжении 8 часов, причем для обеспечения эффективной работы им необходимо такая же пауза, которую достаточно устраивать лишь два раза за рабочую смену.









Особого внимания заслуживает и оснащение рассматриваемого оборудования. Исходя из этого параметра, станки могут быть классифицированы на две группы:
- имеющие абразивные точильные круги;
- оборудованные шлифовальной лентой.
Чаще всего используется именно оборудование с кругами. Что же касается моделей, в которых предусмотрена шлифовальная лента, то они получили наибольшее распространение в промышленном производстве. Они позволяют не только придать дисковым пилам необходимую режущую способность, но и обеспечить чистовую шлифовку пильных дисков.
Заточка без станка
Наточить пилу можно дома без помощи станка. Но не стоит при этом держать ее вручную, проводя заточку на шлифовальном круге. Для правильности работы усилия рук будет недостаточно, и глазомер не сможет выверить нужный угол. Для упрощения задачи можно воспользоваться каким-либо устройством фиксации, для такой цели пригодится обычная плоская поставка. Ось заточного диска при этом должна совпадать с поверхностью подставки. А круг, в свою очередь, должен размещаться перпендикулярно пиле. При необходимости сделать углы конструкцию делают подвижной с помощью шарниров. Но тут возникает трудность в соблюдении одинаковой величины угла передней и задней заточки. Избежать этого поможет жесткая фиксация пильного круга в отношении абразивного диска. Это можно сделать при помощи оправочного паза или крепления упоров в подставке, которые позволят закрепить угол.
Заточка при помощи станка
Если есть возможность приобрести специальный станок, то рассматриваемый процесс можно провести с максимальным показателем эффективности. Подобное приспособление имеет компактные размеры, его можно использовать в домашних условиях.
Особое внимание уделяется выбору абразивного круга. В этом случае отметим нижеприведенные нюансы:. Твердосплавный диск сложно заточить
При выборе следует обращать внимание на круги из эльбора, с алмазной крошкой или с зеленого карбида кремния
Твердосплавный диск сложно заточить
При выборе следует обращать внимание на круги из эльбора, с алмазной крошкой или с зеленого карбида кремния
Процесс заточки при использовании профессионального оборудования очень прост. Крепление диска происходит при помощи специального фиксатора. Он создан с расчетом конструктивных особенностей круга
Особое внимание уделим тому, что при применении специальных станков очень просто провести заточку дисковых пил с выдерживанием необходимых показателей. При этом погрешность минимальна. Это связано с тем, что конструкция имеет специальный измеритель показателя угла
Для того чтобы не ошибиться на момент проведения работы с тем, какие зубья были уже подверглись обработке, следует при помощи маркера пометить начальную точку
Это связано с тем, что конструкция имеет специальный измеритель показателя угла. Для того чтобы не ошибиться на момент проведения работы с тем, какие зубья были уже подверглись обработке, следует при помощи маркера пометить начальную точку.
Профессиональное оборудование от 150 тыс. до 1.5 млн рублей
Профессиональные заточные станки предназначены для использования в ремонтных цехах крупных лесопильных предприятий или сервисными компаниями, специализирующимися на работе с таким инструментом. Все они оснащены промышленными контроллерами с возможностью выбора программы обработки определенной модели пильного диска.
| № | Модель | Макс. диаметр (мм) | Мощность привода (Вт) | Вес (кг) | Тип управления | Цена (руб.) |
|---|---|---|---|---|---|---|
| 1 | MF1263 | 630 | 300 | 260 | автомат | 165 000 |
| 2 | Unimac 600А 288 000 | 630 | 300 | 250 | п/автомат | 288 000 |
| 3 | GRIGGIO GA U5 | 400 | 560 | 115 | п/автомат | 451 000 |
| 4 | OS-2M | 1500 | 1 100 | 270 | п/автомат | 525 000 |
| 5 | OTOMAT-96 | 750 | 1 000 | 850 | автомат | 1 500 000 |
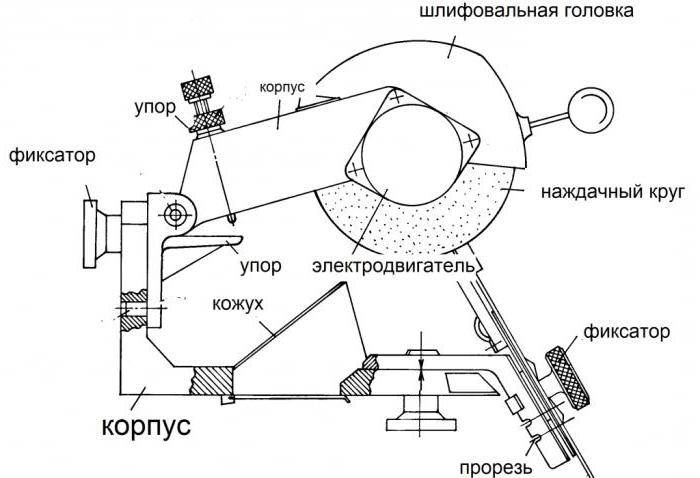
Устройство станка для заточки пильных цепей
Заточный станок предназначен для поочередной заточки зубьев цепей электро- и бензопил с использованием вращающегося абразивного круга. При этом линейные и угловые размеры режущих поверхностей у всех зубьев должны быть абсолютно одинаковы. Если заточка неравномерная, то при пилении возникает дополнительная нагрузка на цепь, появляется вибрация, а шину бензопилы может уводить в сторону. Поэтому рабочие механизмы и элементы конструкции станка должны с высокой точностью и стабильностью выдерживать заданные параметры заточки цепи.
Немного теоретической информации
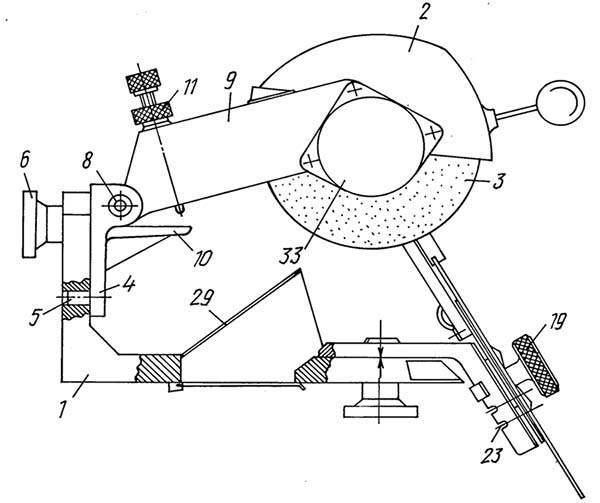
Главные геометрические характеристики режущего зуба цепи:
- угол наклона режущей кромки (A);
- угол заточки (B);
- профиль передней поверхности (C).
На станках для пильных цепей угол заточки устанавливается путем поворота устройства фиксации цепи на заданный угол (для большинства это 30º). На фабричных станках для этого используется градуированная шкала. Самодельные же обычно выставляются по транспортиру, шаблону или просто по новой цепи. Угол режущей кромки задается наклоном абразивного диска. Для этого у всех станков точильная головка устанавливается на поворотном шарнире. У заводских изделий этот угол выставляется в градусах по шкале. На самодельных станках используют достаточно простой способ: подгоняют наклон заточного диска по зубу с нормальной геометрией, а затем фиксируют головку винтовым зажимом.







Важным моментом при создании самодельного станка для заточки цепей является выбор диаметра заточного круга. Он должен соответствовать скорости вращения электродвигателя, т. к. от этого зависит линейная скорость абразива. При ее значительном превышении можно за несколько секунд раскалить и отпустить сталь зубца, а при слишком низких значениях будет заметно замедляться скорость заточки.
Для заточки цепей достаточно мощности двигателя в пределах 80÷100 Вт. Множество фабричных изделий авторитетных производителей (например, Oregon и Sadko) имеют двигатели по 85 Вт при 5000÷6000 об/мин. Чаще всего диаметр заточного диска у таких станков равен 100 или 104 мм, что соответствует линейной скорости 26–30 м/сек.
Конструкция и основные компоненты
- опорная станина;
- поворотный стол;
- направляющая цепи;
- наклоняемая точильная головка;
- шарнирное соединение станины и головки.
В самодельных станках станину изготавливают из толстой полосы или металлического профиля, часто используя для этого отрезки уголка или швеллера, найденные в металлоломе. В качестве поворотных столов выступают разнообразные приспособления с осью и винтовым фиксатором. Как правило, у них нет никакой шкалы, а угол заточки выставляется один раз по новой цепи.
Установка угла наклона точильного диска обычно делается не по шкале (которой, как правило, нет), а по фактическому углу режущего зуба цепи. Для этого абразивный круг подводят к кромке зуба, аккуратно подбирая наклон так, чтобы край круга плотно прилег к кромке диска. После этого фиксируют головку стопорным винтом и устанавливают ограничитель глубины заточки, который представляет собой обычный винт с упорной пластиной.
Двигатели, ручки, задние кожухи дисков и возвратные пружины точильных головок у самодельных станков самые разнообразные, т. к. подбираются из подручных деталей и затем приспосабливаются к конструкции станка. Некоторые мастера вообще не используют ручки, наклоняя головку прямо за корпус двигателя.
Станок
Станок для заточки дисковых пил – это не одно какое-то устройство. Так можно назвать большую группу оборудования и инструментов специального назначения.

– Автоматические. Весть процесс заточки полностью механизирован и нет необходимости в участии человека. Такие аппараты применяются в производственных целях.
– Ручные. Это могут быть любые приспособления и инструменты для заточки ручным методом. Производительность такого оборудования гораздо ниже автоматов. Такой вид нашел применение в кустарных мастерских для бытовых нужд.
Оборудование такого рода в широком ассортименте представлено в продаже, отличаться аппараты могут функциями, мощностью и ценой. Ручной станок для заточки дисковых пил, цена которого будет значительно ниже (порядка 20 тысяч рублей), можно изготовить самостоятельно. Оборудование состоит из плотна и пластин из твердых сплавов, которые служат резцами.
Пластины для них изготавливают из сплавов различного состава.






