Гидравлический шиногиб
Для привода такого устройства потребуется специальная гидравлическая мини-станция на базе насоса двойного действия (заметим, что производители далеко не всегда комплектуют ими шиногиб, но обеспечивают необходимую унификацию всех крепёжно-присоединительных элементов).
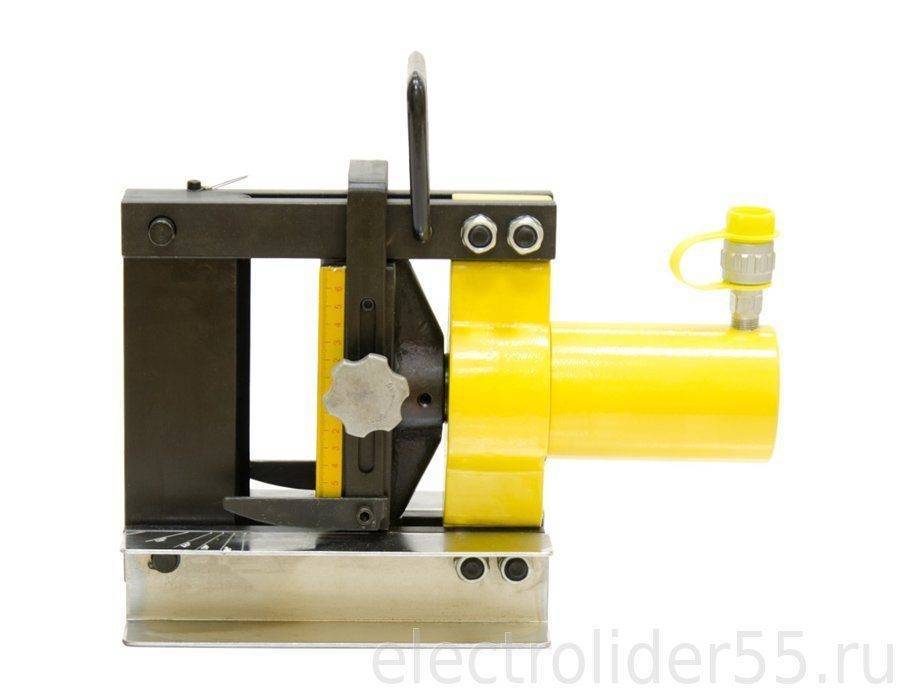
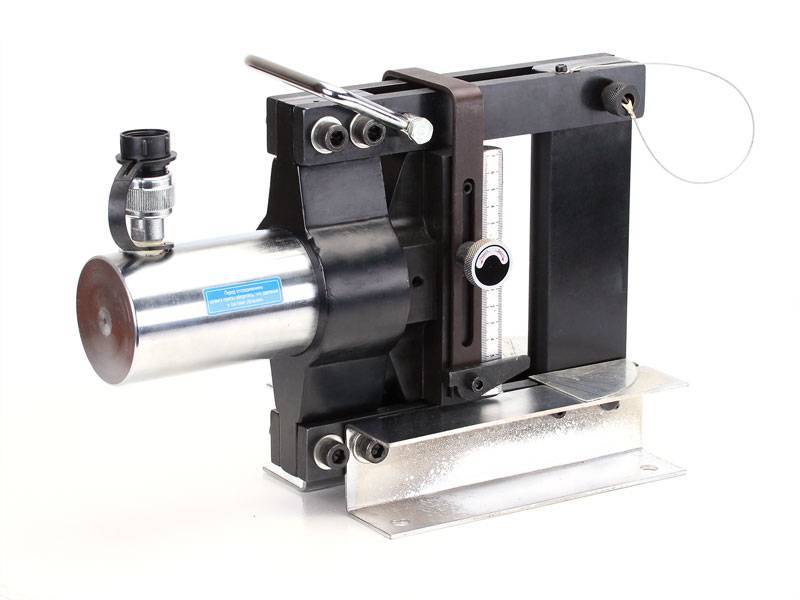
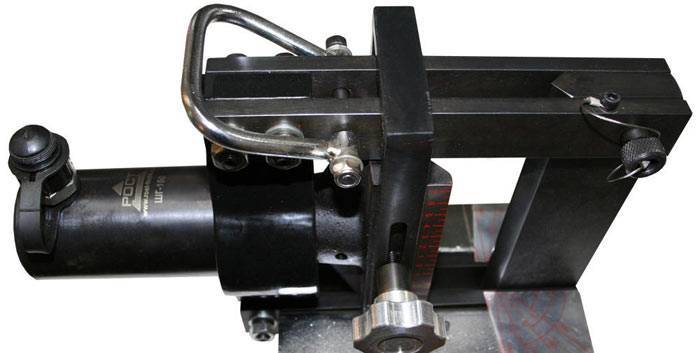
В качестве примера компоновки рассмотрим гидравлический шиногиб модели ШГ-150. Его принципиальное отличие заключается в том, что агрегат имеет боковой, а не верхний ползун, что позволяет свободно размещать устройство на верстаке электромонтажной мастерской.
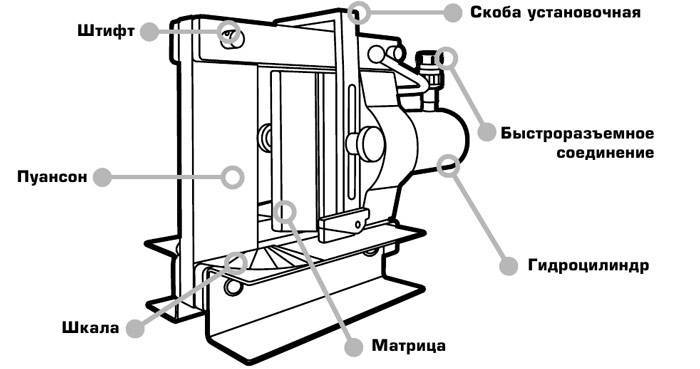
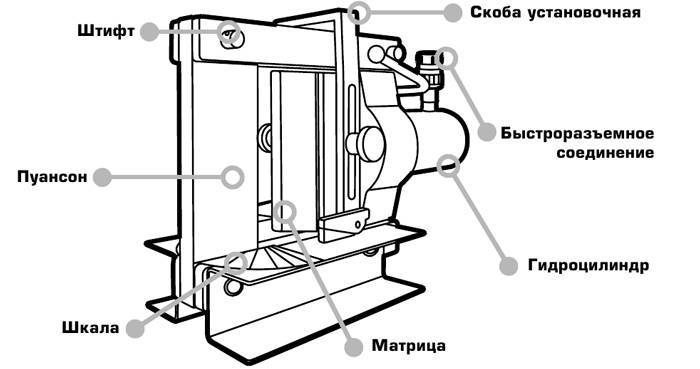
Основные части шиногиба ШГ-150 (производитель – фирма КВТ):
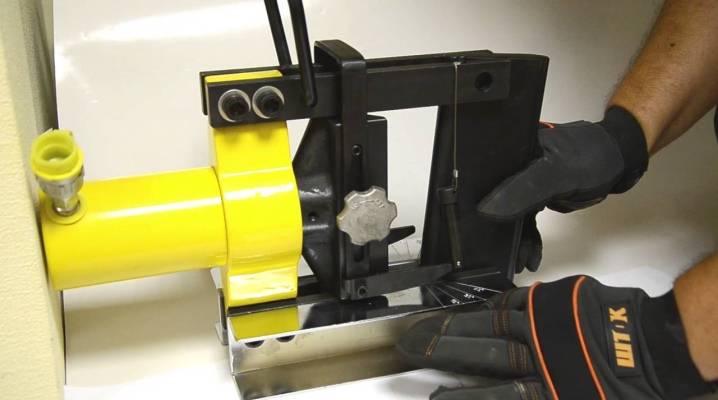
- Рамная станина.
- Узел винтового прижима заготовки к неподвижной половине штампа.
- Плунжер с подвижной половиной штампа.
- Маркированные упоры, которые размещены по фронтальной и тыловой сторонам оборудования.
- Рабочий шланг с присоединительной арматурой.
- Направляющий фланец для плунжера.
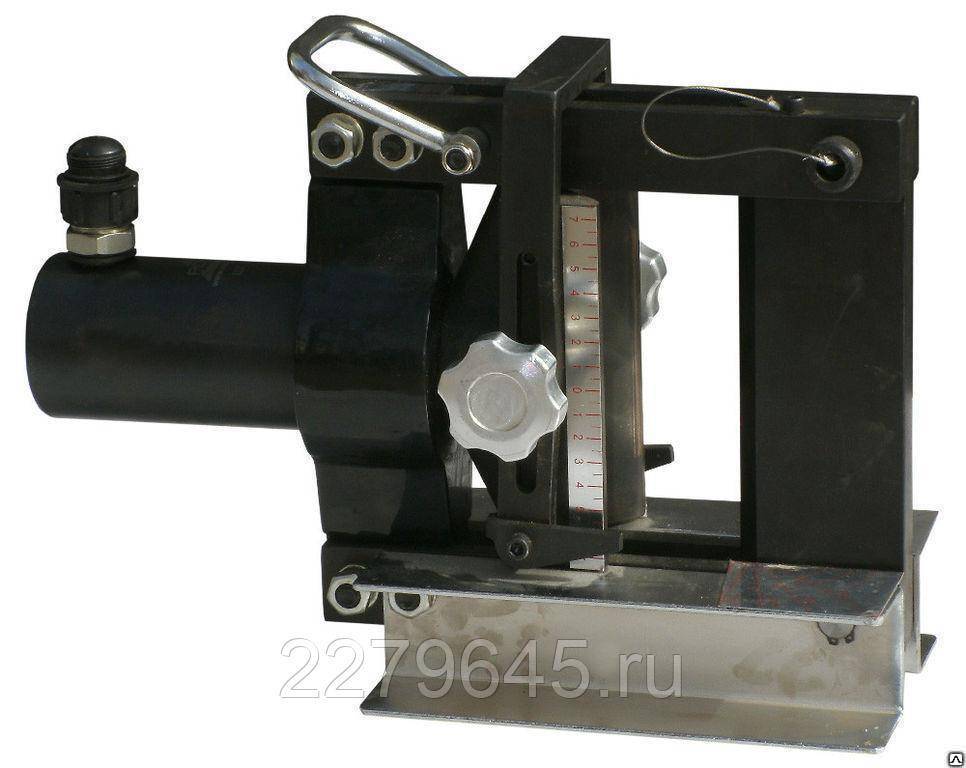
Конструкция рассчитана на использовании насоса двойного действия, который, хотя работает несколько медленнее (особенно в начальной стадии гибки), зато обеспечивает стабильность основного технологического усилия на протяжении всей стадии качания рукоятки насосной станции. В конце процесса переходной штуцер ослабляется, что вызывает постепенное стравливание масла в нижнюю полость цилиндра. В результате неподвижная половина штампа немного отходит от согнутой шины, что облегчает извлечении готового изделия из шиногиба.
В усовершенствованной модели — ШГГ-150Н — предусмотрена лазерная разметка установки упоров, что значительно увеличивает точность гибки.
При частых применениях рабочую станцию стоит стационарно закреплять на верстаке, что повышает удобство использования устройства.







Как правильно выбирать
Механические шиногибы – это простейшие механизмы, модели которых не имеют каких-либо конструктивных отличий.
Какой шиногиб приобрели бы Вы для себя?
РучнойГидравлический
При выборе гидравлического станка стоит обратить внимание на следующие параметры:
- Встроенный или внешний гидравлический механизм. Выносные насосы в комплектацию не входят, их необходимо приобретать дополнительно.
- Какие заготовки предполагается гнуть. Для гибки нетолстых заготовок, шириной не более 120 мм, вполне подойдут легкие, компактные модели. Для работы с толстыми деталями шириной до 150-200 мм лучше выбрать мощное оборудование – универсальные станки или столы для обработки токоведущих медных и алюминиевых шин.
Важно также учесть следующие характеристики оборудования:
- масса;
- максимальная ширина и толщина обрабатываемой металлической полосы;
- показатель прилагаемого усилия.
Лучшие модели
Среди предлагаемых производителями гидравлических станков наибольшей популярностью и надежностью обладают следующие модели гидравлических станков:
SHTOK ПГШ-125Р+ 02016

Модель, позволяющая сделать качественный и ровный сгиб шин. Может использоваться для изделий с толщиной не более 12 миллиметров. Работает сразу в двух плоскостях: в вертикальной и в горизонтальной. Может приводиться в действие при помощи специального насоса, который нужно приобретать отдельно. Имеет общую массу в 85 кг. Максимальный угол загиба – 90 градусов. Мощность достигает 0,75 кВт. Модель отличается особым показателем прочности и долговечности.









ШГ-150А

Автономный станок для сгибания шин толщиной до 10 миллиметров и с шириной до 150 мм. Может работать со встроенным и с дополнительным выносным насосом. Имеет удобную разметку со значениями основных углов. Рабочая часть расположена вертикально, что обеспечивает максимальное удобство при сгибании длинномерных изделий. Агрегат максимально надежный из-за отсутствия быстро ломающихся элементов: шланги и соединения быстроразъемного вида.
SHTOK ШГ-150+ 02008

Профессиональная модель для промышленного производства. Имеет конструкцию вертикального типа. Оснащён специальным угловым профилем, который дает возможность согнуть длинные изделия под прямым углом. Инструмент создается исключительно из наиболее прочных материалов, что делает его эксплуатационный срок максимально продолжительным. Для функционирования модели требуется подключение специального насоса. Общий вес станка – 18 кг.
ШГГ-125Н-Р

Универсальный и мощный станок для гибки медных и алюминиевых шин с шириной до 125 миллиметров. Общий вес изделия 93 килограммов. Оснащен внешним насосом. На откидной верхней раме имеется удобная разметка, позволяющая контролировать значение угла при сгибании.
ШГ-200

Модель с выносным гидравлическим насосом. Обеспечивает ровные и качественные сгибы под прямым углом. Имеет довольно компактные размеры и относительно небольшую массу, поэтому ее легко можно транспортировать при необходимости.









Частые вопросы
Очень много усилий приходится прикладывать для фиксации материала. Как этого избежать?
К такому результату приводит неправильная регулировка шарниров прижимной планки. Отрегулируйте их так, чтобы материал фиксировался легко и без дополнительных усилий. Неотрегулированные шарниры могут привести к их поломке, либо к недостаточному прижиму материала.
Во время гнутья трубы уводит шов. Как этого избежать?
Шов трубы нужно пускать по плоскости гнутья, то есть по валикам, тогда он уходить в сторону не будет.
В гидравлическом шиногибе во время работы из-под уплотнительных соединений течет масло. Как исправить?
Для устранения неисправности необходимо заменить манжеты на поршне гидроцилиндра.
С какой целью необходима центровка шины в зоне гибки?
Центровочная скоба, предусмотренная в конструкции станков, необходима для наиболее правильной установки шины относительно центральной оси штока. В случае значительного смещения, возможна деформация зеркала гидроцилиндра.









Устройство ручного шиногиба
Ручной шиногиб представляет собой вертикально расположенный станок рамного, О-образного типа, состоящий из следующих узлов:
- Станины, которая, ввиду незначительных нагрузок, может быть изготовлена из квадратных стальных труб.
- Нижней (неподвижной) половины штампа, проектируемой под наиболее часто используемые углы гиба и размеры полок шины.
- Направляющих, располагающихся посредине опорных стоек станины.
- Винтового ползуна с подвижной половиной штампа, устанавливаемого в верхней стойке ручного шиногиба.
- Маховичка, при помощи которого производится перемещение ползуна.
- Гайки, встроенной в неподвижную перемычку, которая размещается примерно посередине опорных стоек.
- Регулируемых упоров, которые располагаются слева и справа от нижней половины штампа.
- Возвратных пружин, обеспечивающих плавное снятие нагрузки на согнутую шину после окончания процесса гибки (это необходимо для компенсации сил упругого последействия изгибаемого материала).
Иногда, вместо маховичка, приводом перемещения ползуна является винтовой домкрат, тогда сбоку шиногиба появляется качательно двигающаяся ручка, которой производится нагнетание масла в рабочую полость цилиндра, отвечающего за движение ползуна со штампом.
Такой шиногиб не может обеспечивать стабильное усилие прижима заготовки шины, поскольку привод домкрата – обычно простого действия, и в период фазы холостого качания ручки усилие гибки несколько снижается.