

Приспособления для рубки металлических заготовок
История использования оборудования для обработки насчитывает несколько веков. Работа с металлом требует значительных физических затрат, поэтому мастера всегда старались облегчить нагрузку, снизить трудоемкость процесса. Эволюционно можно представить следующее развитие приспособлений для рубки:
- Зубило. Простой способ обработки, но не отличается производительностью и точностью. Требует больших физических затрат, профессиональных навыков.
- Ручная гильотина. Значительно ускоряет процесс рубки металла. Принцип работы основан на использовании рычага. Работник своими силами приводит в действие верхний нож, который подобно ножницам отделяет необходимый элемент от листа. Обрабатывать можно таким способом лишь металл небольшой толщины.
- Автоматическая гильотина. Гидравлический, пневматический, электрический привод существенно ускоряет операцию. Мощность оборудования многократно превосходит возможности человека, поэтому производительность возрастает на порядок по сравнению с использованием ручного аналога.
- Гильотина с ЧПУ. Современный способ рубки металла. Операция производится по программе. Отличается она высокой точностью, производительностью. Дополнительные опции практически полностью исключают участие человека в работе.
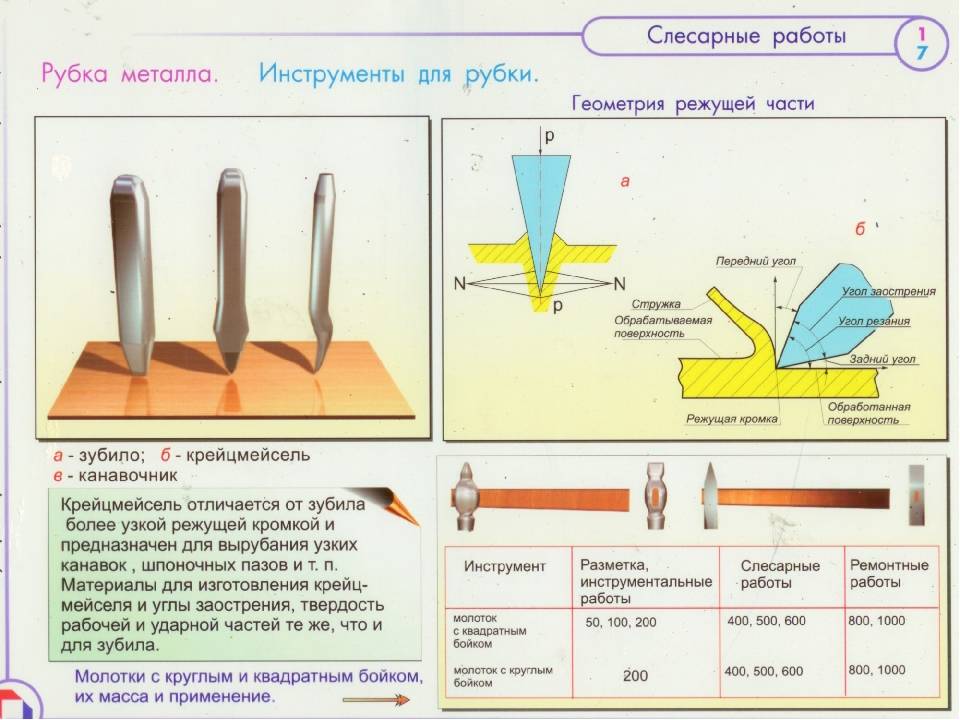
Крейцмейсель, молотки для рубки металла, фото
Первое приспособление предназначено для проделывания канавок и отверстий. Оно не больше среднего гвоздя, однако с его помощью можно деформировать металлическое изделие в нужной пропорции. На них изредка тоже производят шляпки, но чаще это просто небольшой инструмент из монолитного сплава, который имеет приплюснутую основную часть и ромбовидную, заостренную рабочую зону. Вот как он выглядит:
- зубило – используется для грубых операций;
- крейцмейсель – приспособление для снятия небольших фрагментов поверхности.

О молотках подробно рассказывать нет смысла, так как они ничем не отличаются от нам привычных. Их удельный вес составляем от 400 г до 800 в зависимости от размаха работ. Главное при выборе смотреть на надежность установления металлической части на рукояти, на отсутствие свободного хода.
Рубка металла: применение
Основная цель операции — разделить заготовку на несколько частей в заранее установленных пропорциях. Для этого перед обработкой обязательно наносится разметка и выбирается оптимальный метод. Рубку можно осуществлять как по длине, так и по ширине заготовки. Благодаря этому можно существенно снизить количество операций, а значит уменьшить итоговую стоимость готовой детали.
Различные технологии рубки металла, как правило, используются для решения следующих задач:
- Удаление верхнего слоя и дефектов на поверхности заготовок.
- Снятие кромок после литья или штамповки.
- Разделение заготовки на отдельные части.
- Создание канавок, пазов и так далее.
- Вырубание отверстий.
Все задачи, описанные выше, встречаются в различных сферах промышленности, от строительства до создания сложных машин и другого оборудования. Они используются как в небольших мастерских, так и в крупных предприятиях.
Одним из недостатков рубки металла является необходимость последующей обработки краев. Так как они могут получиться рваными, для исправления дефектов их шлифуют.
Рубка металла гильотиной
На металлообрабатывающих, машиностроительных предприятиях, крупных мастерских применяется механизированная рубка металла. Наиболее распространённой является рубка с применением различных гильотин. Механизация рубки позволяет повысить качество рубленого края, осуществлять вырубку более толстого металла, увеличить скорость получения готовой заготовки.

Гильотины применяются для рубки листового металла различной толщины. Техника рубки достаточно проста. Гильотина имеет специальный нож, который под давлением опускается на лист металла, разрубая его по нанесённой разметке. Для создания требуемого усилия применяют механическую, гидравлическую или электромеханическую системы. В этом случае металлическая полоса стальная подвергается воздействию ножа, который реализует вертикальный способ рубки. В этом случае специальное устройство — рольганг — подаёт металлическую заготовку на заданную длину. Фиксирующее устройство осуществляет захват и удержание заготовки в требуемом положении. На место рубки под давлением опускается нож, который осуществляет эту операцию ровно по линии разметки.
Создание необходимого краткосрочного давления на лист металла позволяет произвести точную рубку по сделанной отметке и обеспечить высокое качество результата. Гильотинная резка обладает следующими преимуществами:
- получить ровный край на срезе;
- отсутствуют зазубрины и заусенцы;
- не происходит серповидных откосов на протяжении всей длины кромки;
- не бывает неравномерных скосов.
Кроме технических преимуществ, применение гильотины позволяет снизить себестоимость каждой детали и повысить производительность труда на этой операции.

Особенно важным является обстоятельство, что при такой резке удаётся повысить безопасность проведения операции.
Современные гильотины – это станки, оснащённые современными электронными блоками управления. Они способны задавать необходимые параметры перед проведением операции рубки.
Поэтому можно выбрать марку металла, требуемый угол среза, параметры проводимой операции (мощность, скорость, периодичность).
Инструменты для рубки металла
Выбор инструментов для рубки металла зависит от используемой технологии. Для ручной обработки понадобятся:
- режущий инструмент (зубило, крейцмейсель и др.);
- слесарный молоток (подходящей массы и с ручкой соответствующей длины);
- тиски;
- металлическая подложка;
- инструменты для нанесения разметки.
Слесарное зубило используется для стандартной рубки металлических заготовок и состоит из:
- ударной части;
- держателя;
- рабочей (режущей) поверхности.
Инструмент может оснащаться разными по форме режущими поверхностями в зависимости от того, какую задачу предстоит решить с его помощью.
У крейцмейселя, в отличие от зубила для рубки металла, режущая кромка более узкая. Рабочая часть канавочника полукруглая, чтобы было удобнее вырубать канавки в заготовках. Бородок имеет форму круглого стержня с заточенной по периметру окружности режущей частью. Он предназначен для вырубки отверстий в листовом железе.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Для производства ударных инструментов используют прочную сталь. Отличаются они геометрическими формами и углами заточки рабочей поверхности. По верхней части зубила ударяют слесарным молотком. Молотки бывают с бойками круглой или квадратной формы, между собой они различаются способом крепления ручки и весом.
Для рубки мелких металлических деталей, вырубки отверстий используют крепежное оборудование или стальные подложки. Фиксируют заготовки тисками.
Разметку выполняют слесарными линейками, угольниками, разметочными штангенциркулями, малками. Отметки наносят на заготовку различными кернами, чертилками с наконечниками разной формы, карандашами. Инструменты для разметки должны соответствовать определенным стандартам.
Рубку металла на предприятиях выполняют на специальном оборудовании:
- гильотинах;
- гидравлических и механических прессах;
- пресс-ножницах;
- угловысечных станках.

Мощность и высокая производительность оборудования позволяет работать даже с толстостенными металлами.
Управление гидравлической гильотиной для рубки металла осуществляется с помощью электронного блока. В специальную программу заносятся параметры обработки, вид металла, угол среза, сила давления на нож, скорость работы.


Также на предприятиях пользуются комбинированным оборудованием:
- Режущими станками (пресс-ножницами) – для работы с профильными металлическими заготовками (швеллерами, двутавровым прокатом, квадратом), металлопрокатом, листовым и полосным металлами. Такое оборудование позволяет делать в заготовках ровные отверстия и пазы различной формы.
- Узкоспециальной аппаратурой (угловысечными станками, прессами, штампами) – для угловой вырубки заготовок независимо от толщины металла. Специальная шкала и правильно заточенное зубило позволяют добиваться высокой точности результатов. Прессы и штампы оснащаются механическими, гидравлическими, пневматическими и электрическими приводами.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
- Б.А. Баум, Г.А. Хасин, Г.В. Тягунов и др. Жидкая сталь. — М.: Металлургия, 1984. — 208 с.
- Воскобойников В.Г. Общая металлургия : учебник для вузов / В.Г. Воскобойников, В.А. Кудрин, А.М. Якушев. – 6-е изд., доп. и перераб. – М.: ИКЦ «Академкнига», 2002. – 768 с.
- Давыдов С.В., Панов А.Г. Тенденции развития модификаторов для чугуна и стали // Заготовительные производства в машиностроении. -2007.- №1. — С. 3-11.
- Кудрин В.А. Теория и технология производства стали : учебник для вузов / В.А. Кудрин. – М.: Мир, 2003. – 528 с.
- Панов А.Г., Давыдов С.В. Исследование влияния микроструктуры литых Ni-Mg-Fe лигатур на их ударную вязкость // Заготовительные производства в машиностроении. 2010. — №2. — С. 3-8.
- Панов А.Г., Конашков В.В., Цепелев В.С., Гуртовой Д.А., Корниенко А.Э. Исследование структурообразования расплавов чугунов // М: Литейщик России, 2010, № 3. — С. 32-38.
- Панов А.Г., Корниенко А.Э., Корниенко А.Э., Совершенствование технологии модифицирования чугунов с шаровидным графитом Mg-Ni-Fe лигатурой // М: Литейщик России, 2009, № 3. — с. 27-30.
- Чугун: Справочник / Под ред. А.Д.Шермана и А.А.Жукова. — М.: Металлургия, 1991. — 576 с.
Что называется ручной рубкой металла
Процесс может быть как горизонтальным, так и вертикальным, в зависимости от возможности присоединения образца. Сперва он зажимается тисками, если толщина позволяет. В обратном случае кладется на специальный стол (заранее подумайте о его прочности). Чтобы снизить возможность скольжения можно подстелить прорезиненные накладки, а еще лучше – вкрутить по краям со всех сторон саморезы.

Затем подготавливаются инструменты. О них мы расскажем ниже подробнее, а сейчас только озвучим список необходимого – крейцмейсель или зубило, молотки.
Далее подумайте об ударе. Конечно, они различаются по силе. Но не всегда самое тяжелое воздействие – выгодна. Сперва нужно сделать достаточную зазубрину на месте для того, чтобы лезвие не съехало. Если с первого же раза колотить во всю мощь, можно добиться только деформированной поверхности и испорченного инструментария. Однако затем от этого зависит скорость и чистота среза.
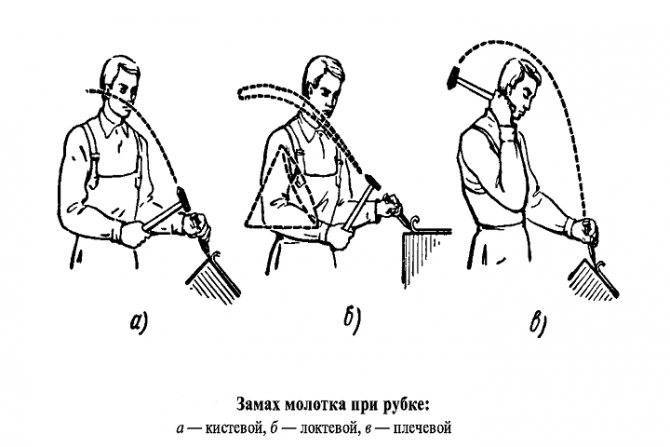
Удары могут быть трех видов:
- кистевой;
- локтевой;
- плечевой.
В соответствии с тем, где начинается замах. Они представлены в порядке увеличения силы. Также этот параметр становится больше от длины ручки молотка и его массы.
К особенностям ручной процедуры можно отнести:
- небольшую производительность;
- большой расход рабочего ресурса и времени;
- невысокую точность;
- плохой, с обязательной дальнейшей обработкой сруб.
Однако этот вариант является выигрышным для мелкосерийных производств и единичных изделий, а также в домашних условиях и при отсутствии специализированных станков.
Общая информация
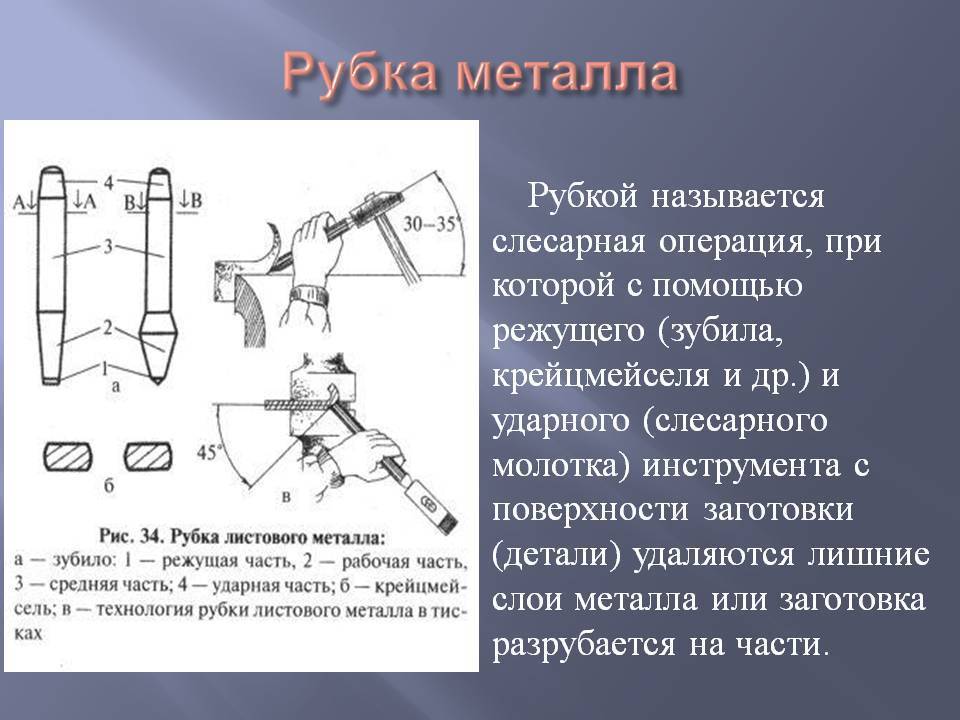
Рубка металла это слесарная операция, заключенная в воздействии режущего либо ударного инструмента на металлическую заготовку. Процесс позволяет разделить ее на части, избавиться от лишних слоев материала, а также получить канавки и пазы. Режущим инструментом для рубки металла служит крейцмейсель или зубило, а ударным — молоток. Последний используется всегда при ручной работе, а первые два — в зависимости от желаемого результата.

Зубило предназначено для грубой работы и обрезания заусенцев. Состоит оно из 3 частей:
- рабочей (осуществляет рубку);
- средней (мастер держит зубило за нее);
- ударной (по ней бьют молотком).
Ручная обработка заготовок на производстве — энергозатратный и малопроизводительный процесс. Часто она заменяется на механическую.

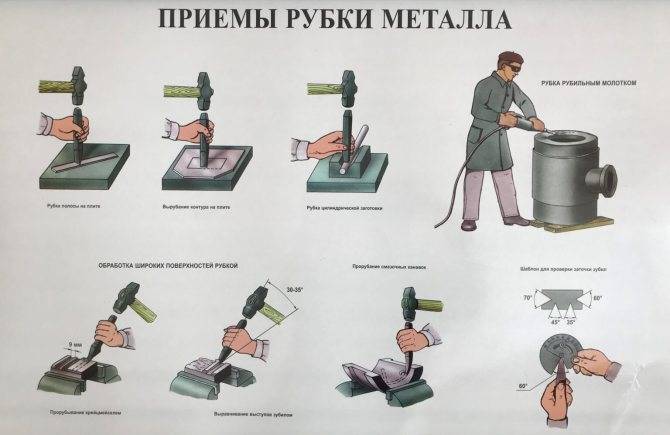
Последовательность рубки металла зубилом такова:
- заготовка кладется на плиту или наковальню, а лучше — крепится в тисках;
- зубило ставится на линию разметки (место обрубания) вертикально;
- молотком наносятся легкие удары по контуру;
- далее следует глубокая рубка по проявившемуся контуру;
- заготовка переворачивается;
- удары зубилом производятся с другой стороны до окончания рубки.
Важно оставлять небольшую часть лезвия в прорубленной канавке, чтобы процесс был точным. Теперь — пара слов о проблемах, возникающих по ходу ручной рубки металла
Гильотинные станки для рубки металла
- производительность труда растет;
- обеспечивается безопасность персонала;
- обработка материалов становится более качественной.
Наиболее известный станок для рубки металла в производственной среде известен как «гильотина». Она бывает:
- ручной;
- механической;
- гидравлической.
 Механический гильотинный станок
Механический гильотинный станок
Первая являет собой компактное устройство для локальных работ. Режет листовой металл небольшой толщины (до 0,5 мм) и приводится в действие при помощи усилия человека. Применение ручного станка для рубки арматуры, железа, стали и другой продукции эффективнее, чем работа зубилом или крейцмейселем, однако производительность труда все еще будет мала. Причина — в необходимости человеческих усилий.
Механическая гильотина оснащается ножным приводом. Габариты ее внушительны, а допустимая толщина материалов для рубки увеличена до 0,7 мм. За счет использования силы ног, а не рук, производительность растет на несколько процентов.
Особняком стоит гидравлическая гильотина, работающая автономно и не требующая вмешательства человека. Оснащена блоком управления, в котором задается до десятка параметров (вид металла, угол среза и другие). Допустимая толщина заготовки варьируется в зависимости от модели и доходит до нескольких миллиметров.
Перечисленные виды рубки металла дополняются оборудованием, конструктивно отличающимся от гильотин и имеющим расширенную сферу применения.
Определение: что это такое – рубка металла
Это операция слесарного дела, в ходе которой происходит заранее обусловленное разделение заготовки в различных пропорциях. Перед этим наносится специальная разметка. Разрыв можно осуществлять как вдоль, так и поперек. Это удобный способ, потому что он снижает количество процедур по финишной обработке, а значит, и себестоимость готовой продукции. Единственный нюанс – края могут получиться немного рваные, то есть понадобится шлифовка.
Это подготовительный этап, он не является чистовым, то есть последним. Задачи, которые решаются в процессе:
- удаление лишнего слоя. окалины, прочих дефектов после отливки;
- снятие кромок, в которых остается высокое кромочное напряжение после литья или штамповки;
- раздел одного изделия на небольшие элементы;
- пробой канавок или иных функциональных углублений, пазов.
Применение находится в широком спектре областей – от небольших предприятий до крупных машиностроительных заводов. Но наиболее примитивный аналог процедуры можно выполнять в домашних условиях.







Способы рубки металла
Классификацию можно проводить по различным факторам.
По решаемой задаче – распиловка, вырубка, снятие малой части, слоя. Фактически все они повторяют перечисленные выше цели.
По приводящей силе:
- вручную;
- с помощью механизированной машины.
На этом мы более подробно остановимся ниже.
По принудительной фиксации – в зажимах, тисках, а также с закреплением на специальной станине и под прессом.
По направлению движения – по вертикали или по горизонтали.
Перечисленные способы выбираются в зависимости от:
- наличия оборудования;
- толщины металлического изделия;
- требуемого уровня работы – кромки могут получиться гнутыми при исполнении вручную, а при механизированном процессе повышается точность;
- степени производительности – ради одной детальки нет смысла перенастраивать оборудование, но на серийную партию потребуется специальные станки.
Способы рубки
Работа на гильотине требует допуска в условиях производства. Специалисты проходят обучение, получают соответствующие документы, разрешающие профессиональную деятельность. Изучаются способы, приемы работы на оборудовании.
С помощью приспособлений можно настроить угол, отличный от 90°, по умолчанию использующийся на оборудовании. Несколько последовательных операций позволяют получать детали достаточно сложной формы. Но криволинейный рез на гильотине не делается. Для этого есть специальное оборудование.
Особое внимание уделяется настройке гильотины под предстоящую работу. На станок устанавливаются универсальные ножи, если предполагается рубка различных по качеству, толщине металлических листов
На специализированном производстве, когда на гильотине выполняется работа с материалом одной марки можно установить специальные ножи. Например, для резки алюминия, высокопрочной стали, полимерных, стекловолокнистых материалов. Специализированные ножи имеют необходимую толщину, угол заточки, что повышает производительность и долговечность оборудования.
Требования к инструментам применяемым при рубке металла
Рубкой называется слесарная операция, при которой с помощью режущего инструмента с заготовки или детали удаляют лишние слои металла или заготовку разрубают на части. При современных способах обработки материала или заготовок рубка металла — подсобная операция.
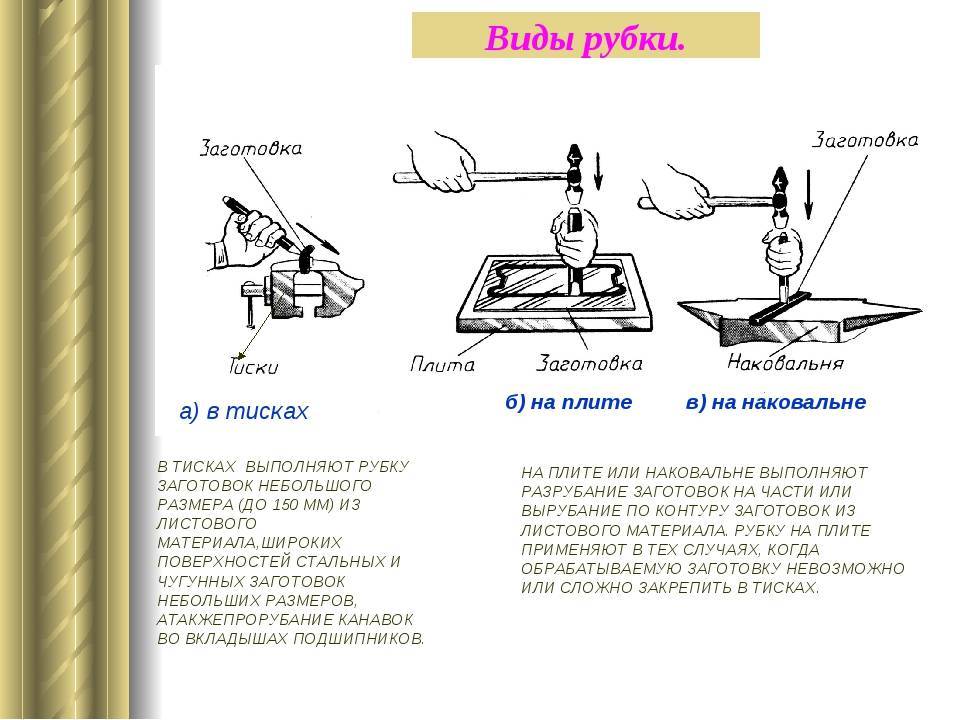
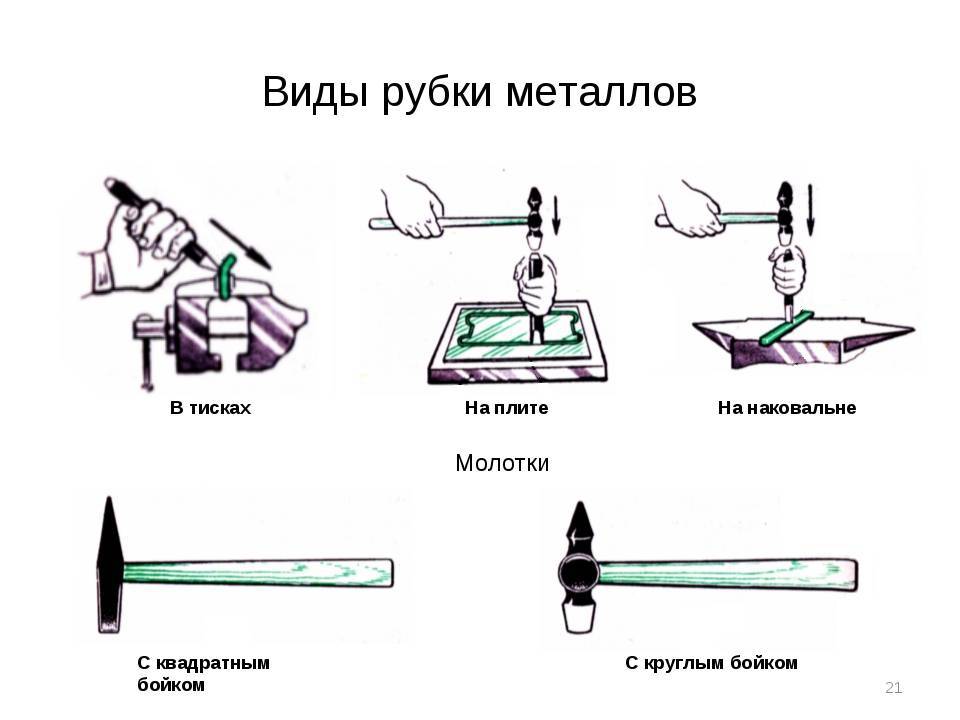
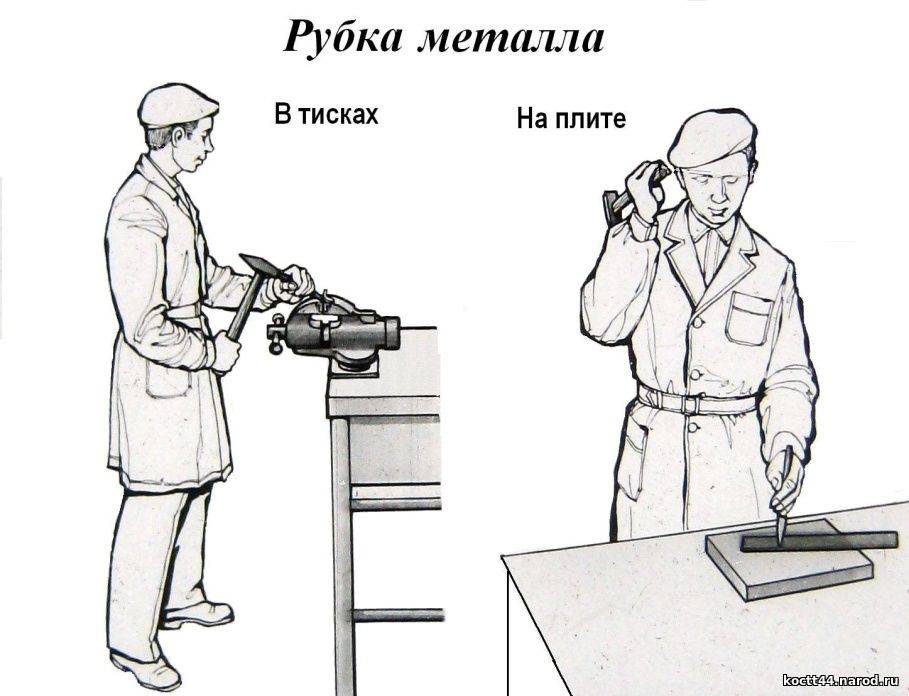
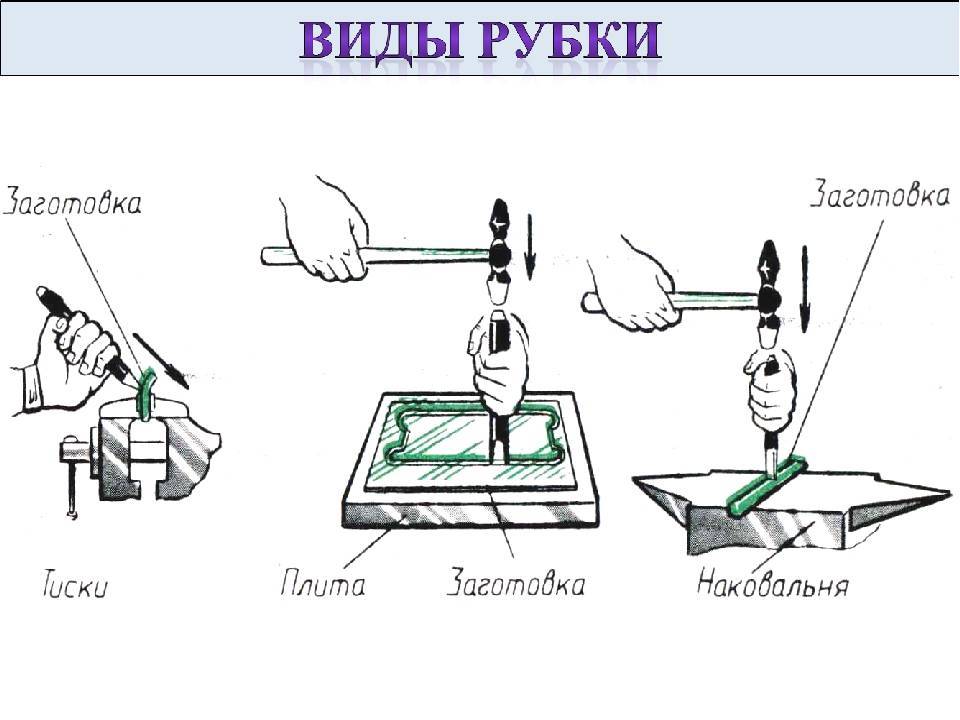
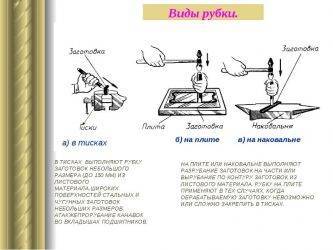
Рубку металла производят в тисках, на плите и на наковальне с помощью слесарного молотка, слесарного зубила, крейцмейселя, кузнечного зубила и кувалды.
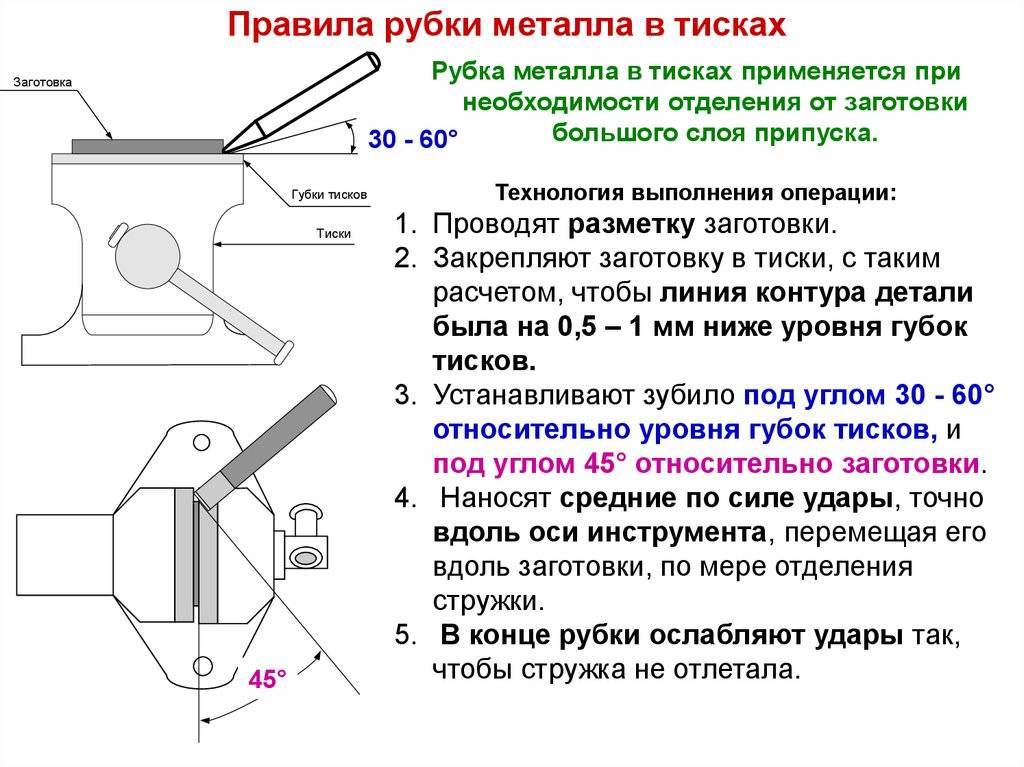
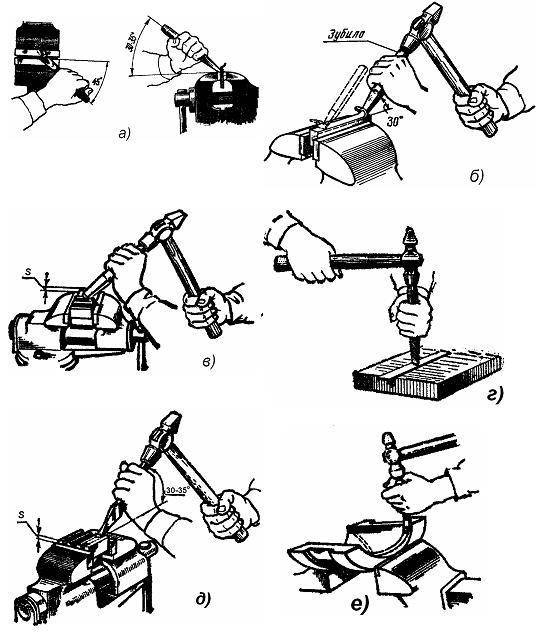
Рубка металла бывает горизонтальная и вертикальная в зависимости от расположения зубила во время операции. При горизонтальной рубке, производимой в тисках, заднюю грань зубила устанавливают к плоскости губок тисков почти горизонтально, под углом не более 5°С. Вертикальную рубку выполняют на плите или наковальне. Зубило устанавливают вертикально, а перерубаемый материал укладывают на плите горизонтально.
Рис. 3. Тиски параллельные:
1 — червячный винт, 2, 3 — подвижная и неподвижная губки, 4 — поворотный круг,
5 — винт поворотного круга, 6 — нижняя плита
Тиски бывают параллельные (рис. 3)—чугунные со стальными закаленными накладными губками 2, 3 и стуловые (рис. 4)—стальные. Материал перерубают преимущественно в стуловых тисках, так как они прочнее параллельных. На параллельных тисках разрешается перерубать только тонкую сталь.
Рубку тонкого металла, обрубку плоскостей, приливов, заусенцев, вырубку канавок производят в тисках, а перерубку толстого металла или длинных 2 полос и прутков — на плите или наковальне.
Рис. 4. Тиски стуловые:
1 — рычаг, 2,3— подвижная и неподвижная губки, 4 — втулка, 5—пружина, 6— лапа, 7 — распорная втулка
Молотки с круглыми бойками применяют, когда требуется большая сила и меткость удара, а с квадратными— для более легких работ. Молотки изготовляют из инструментальной стали У7. Рабочие части молотка закаливают и отпускают. Молоток должен быть в исправном состоянии, без трещин, плен, раковин и других дефектов.
Для слесарной рубки применяют молотки массой 400, 500, 600 и 800 г. Молотки насаживают на ручки из древесины твердых и вязких пород (береза, клен, дуб, рябина). Ручки должны быть овальной формы, с гладкой и чистой поверхностью, без сучков и трещин. Длина ручки молотка массой 400—600 г равна 350 мм, массой 800 г —380—450 мм.
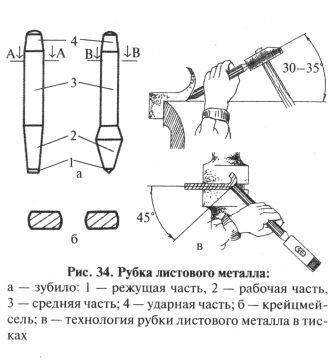
Рабочую часть зубила и крейцмейселя (рис. 5, е, г) закаливают на длину не менее 30 мм, а головку — слабее лезвия (на длину около 15—25 мм), чтобы при ударе молотком она не крошилась и не трескалась. Вся остальная часть зубила и крейцмейселя должна оставаться мягкой. Зубила и крейцмейсели не должны иметь трещин, плен и других пороков.
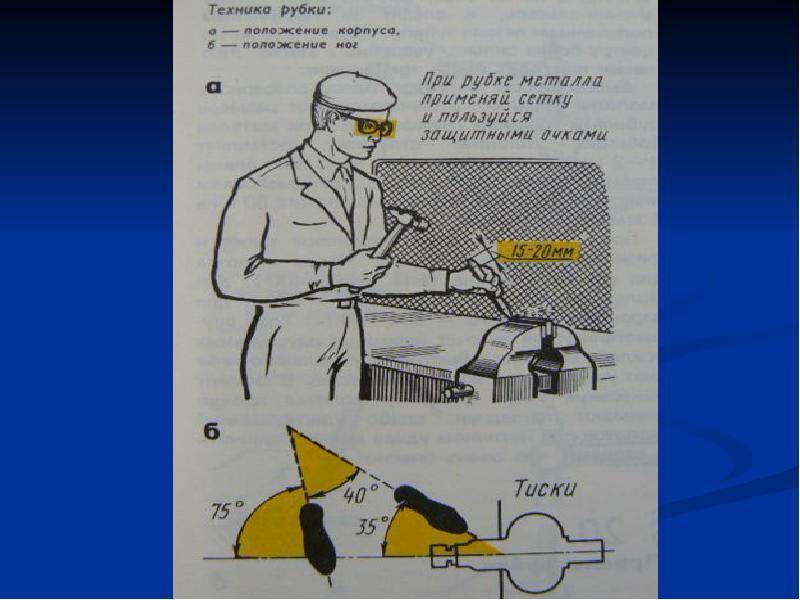

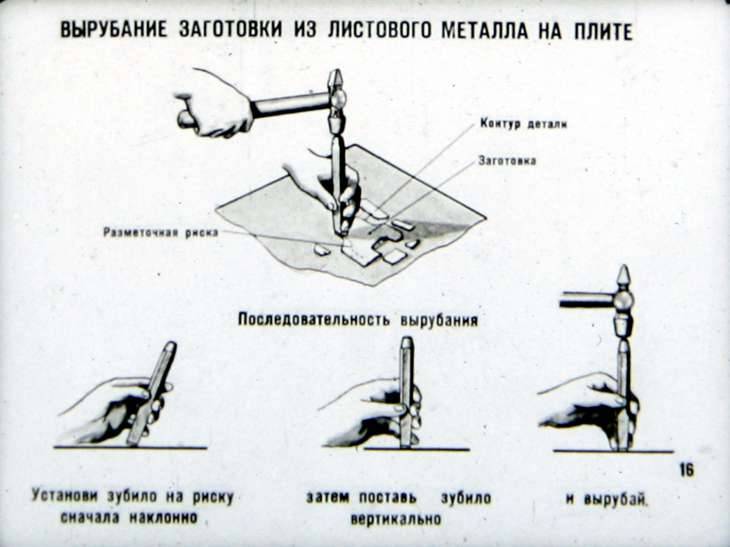

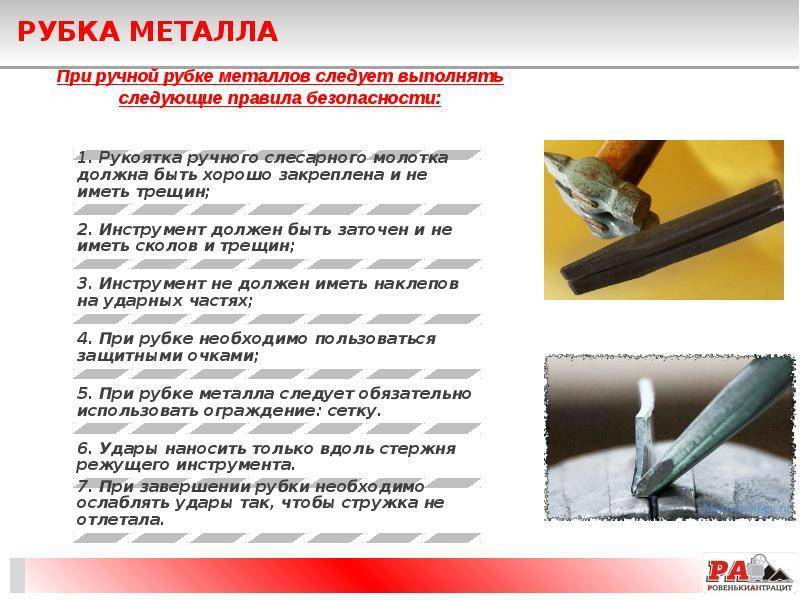
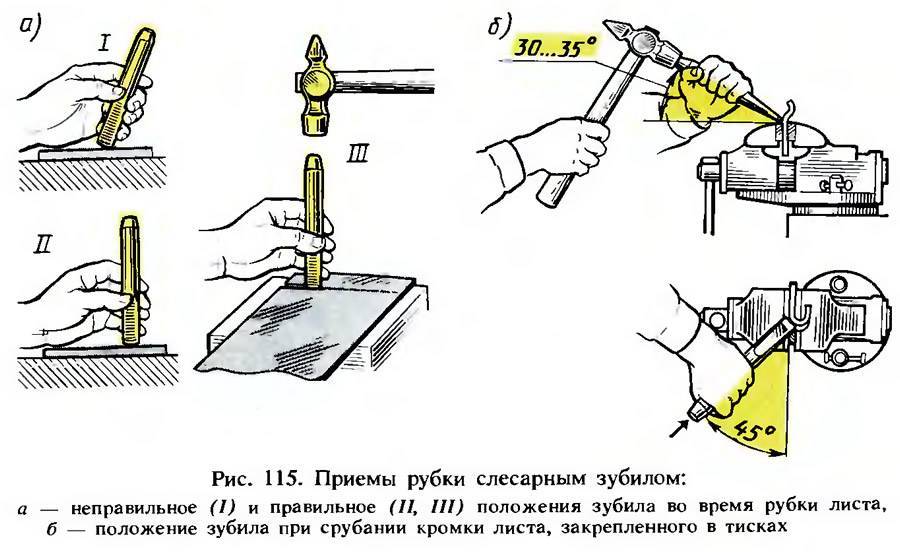
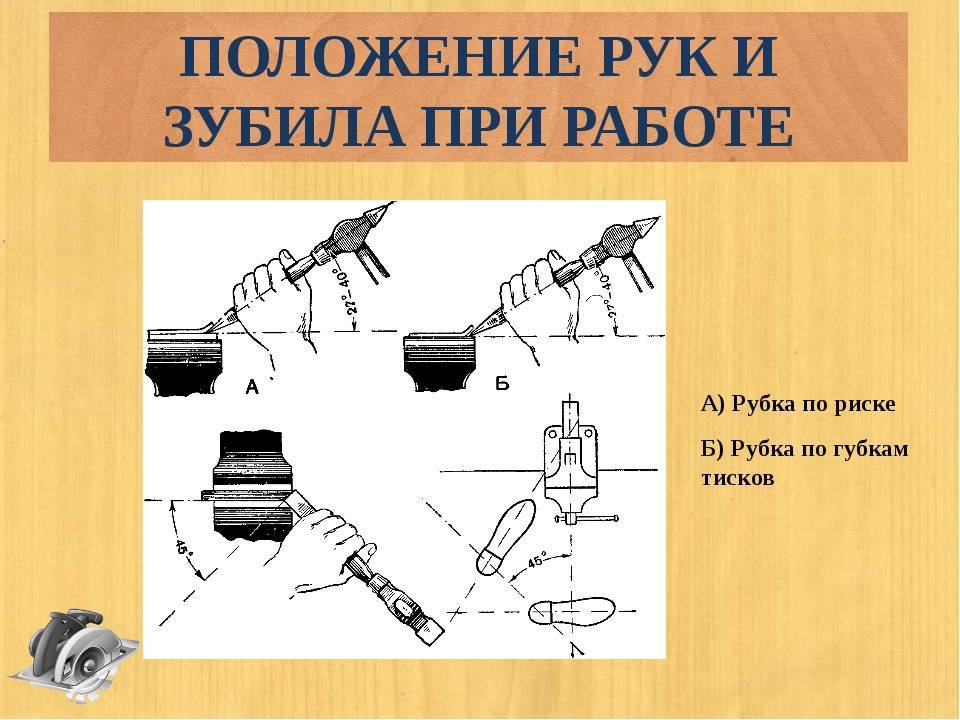


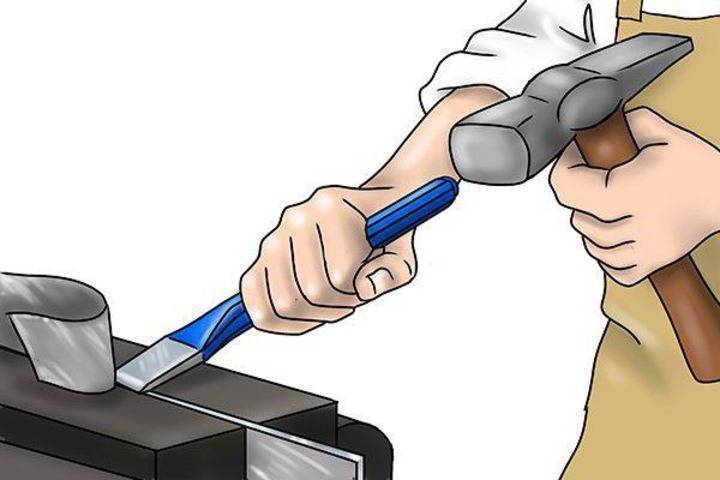
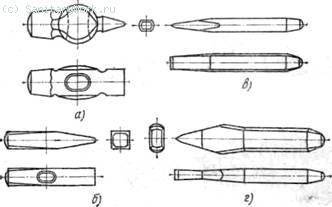
Рис. 5. Инструмент для рубки: а — Слесарный молоток с круглым бойком, б — слесарный молоток с квадратным бойком, в — слесарное зубило, г — крейцмейсель
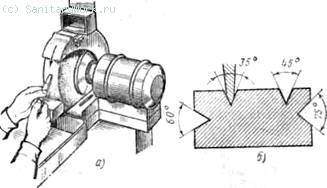
Рис. 6. Заточка зубила на заточном станке: а — Приемы держания зубила при заточке, б — шаблон для проверки правильности угла заточки
Наиболее часто используют зубила длиной 175 и 200 мм с лезвиями шириной 20 и 25 мм. Для прорубания канавок в стали и чугуне применяют креицмеисели длиной 150—175 мм с лезвием шириной 5—10 мм. Головки зубила и креицмеиселя отковывают на конус, что обеспечивает правильное направление удара молотком и уменьшает возможность образования грибовидной шляпки на головке.
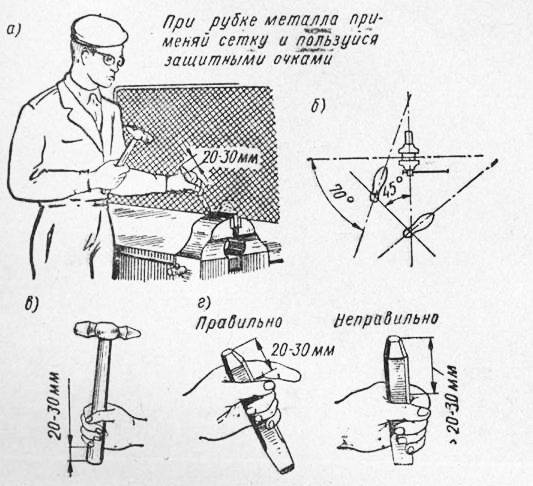
Угол заточки зубил и крейцмейселей зависит от твердости обрабатываемого металла. Для рубки чугуна, твердой стали и твердой бронзы угол заточки инструмента равен 70°, для рубки средней и мягкой стали —60°, для рубки латуни, меди и цинка —45°, для рубки очень мягких металлов (алюминия, свинца) — 35—45°.
Слесарный инструмент затачивают на заточных станках с абразивными кругами. Во время заточки рабочая часть инструмента (лезвие) сильно нагревается и может произойти ее отпуск. При отпуске твердость закалки теряется и инструмент становится негодным для дальнейшей работы. Во избежание этого рабочую часть инструмента во время заточки охлаждают водой. На рис. 6 показано, как надо держать зубило при заточке и как проверять правильность заточки угла,
Распиловка материала в промышленных масштабах
Рубку в промышленности используют не часто в связи с не самым качественным результатом. Метод гильотины применяют исключительно как промежуточный этап металлообработки. Но это экономически невыгодно – делать два задания вместо одного. Чтобы сразу получать идеальный срез, а также работать с более сложными геометрическими формами, чем линия, заводы оснащены специальными станками. Например, абразивным. Принцип его действия заключается в том, что газ под мощным давлением подает поток воды, смешанный с мельчайшим абразивом. Эта смесь отлично пробивает даже толстый металл, оставляя ровные кромки. Посмотрим видео:
Такое оборудование, а также газовое, плазменное, лазерное в основном оснащается пультом ЧПУ. Заготовка распиливается в соответствии с заранее обусловленным результатом, вычислениями.
Вырубание заготовок сложного профиля из листового металла
Одним из методов подготовки детали к чистовой обработке является рубка металла. Она относится к слесарным операциям. Её применение позволяет решить следующие задачи:
- удалить оставшийся слой или части металла с поверхности заготовки;
- устранить образовавшиеся кромки на краях детали после ковки и литья;
- разделить металлический прокат на более мелкие части;
- вырубить отверстия в металлических изделиях;
- прорубить канавки различного назначения.
В справочной литературе описывающей слесарное дело подробно приводятся задачи, решаемые этой операцией и способы её проведения. Большое назначение слесарной рубки определяет её широкое применение в металлообработке и машиностроении. Она позволяет быстро и качественно разделить заготовки по заданным размерам.
Способы рубки металла
Технология слесарной рубки металла подразделяется на следующие виды:
- по характеру решаемых задач (вырубка деталей по заданной форме, отделение части металла необходимого размера, вырубание канавок);
- способу операции (ручную или механизированную);
- методу фиксации;
- направлению рубочного действия (вертикальное или горизонтальное).
Все виды рубки металла могут осуществляться как вручную, так и механически. Это определяется требуемым качеством получаемого изделия, количеством (производительностью), техническими возможностями (наличием ручного или механического инструмента).
При ручной рубке используются следующие способы: вертикальный или горизонтальный. Выбор способа зависит от возможности закрепления металла.
Она может зажиматься в тисках (если позволяют размеры и масса). Если это невозможно, заготовку располагают на наковальне или металлической плите. Горизонтальную операцию целесообразно производить с использованием слесарных тисков.
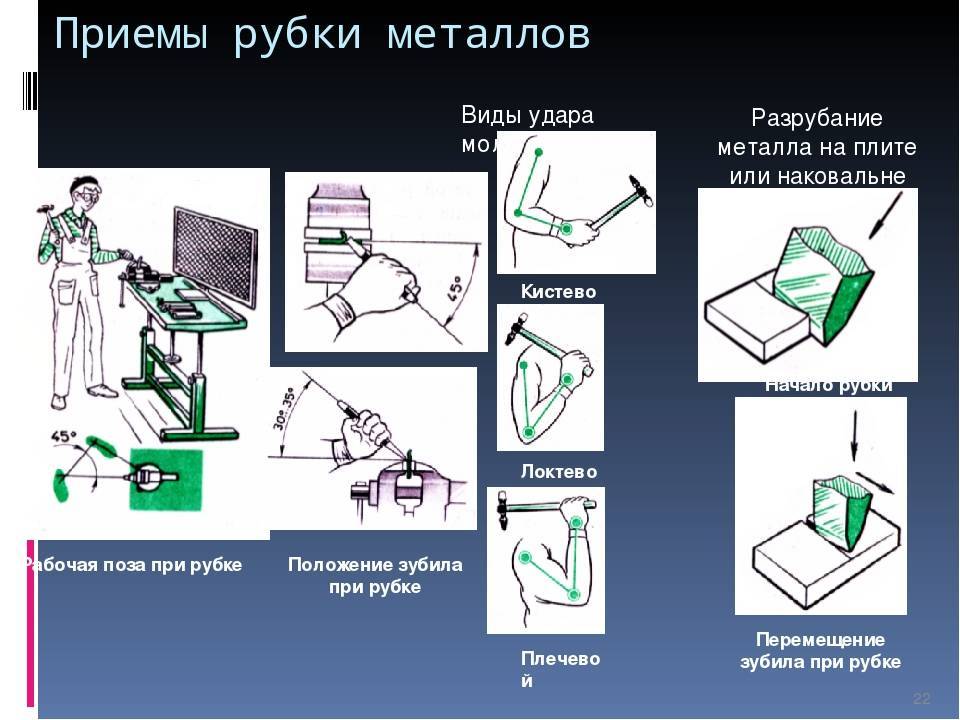
При ручной рубке выделяют три способа нанесения удара молотком. Это — кистевой, локтевой и плечевой удар. От силы удара зависит скорость проведения операции и качество получаемого края детали. На силу удара влияет масса ударной части молотка, длины ручки.
В оборудованных мастерских и на металлообрабатывающих предприятиях применяют различные виды механизированных способов рубки и резки металлических заготовок. К этим способам относятся:
- вырубка с помощью пресса или молота;
- рубка и резка с помощью гильотины;
- применения специальных станков.
В основу механизированных видов положены, механические, гидравлические или электрические принципы приведения в действие режущего инструмента.
Применяемое оборудование и инструменты
Этот перечень зависит от способа проведения работ. Ручная рубка осуществляется с применением:
Слесарное зубило конструктивно состоит из трёх основных частей: ударной, средней (держателя) и режущей (рабочей). Форма режущей части у каждого разная и зависит от решаемой задачи. Зубилом производят стандартную операцию рубки. Крейцмейсель обладает более узкой режущей кромкой.
Канавочник предназначен для вырубания канавок, поэтому его режущая часть выполнена в форме полукруга. Бородок изготавливают из круглого металлического стержня, и имеет рабочую часть в форме окружности заточенной по периметру. С его помощью производят вырубку отверстий в листовом металле.
Все ударные инструменты изготавливаются из прочной инструментальной стали.
Вырубка небольших деталей, отверстий, отдельных частей производится с помощью крепёжного оборудования или на стальных подложках. Для надёжности крепления эта операция производится в тисках.
В качестве инструмента для разметки применяют различные слесарные линейки, угольники, разметочные штангенциркули, малки. Для нанесения отметок применяют: керны (различной модификации), чертилки с разной формой наконечников, карандаши. Применяемые инструменты изготовлены по разработанным стандартам
На промышленных предприятиях инструментом для рубки металла являются специальные станки. К ним относятся:
- гильотины;
- прессы (гидравлические и механические);
- пресс-ножницы;
- угловысечные станки.
Они обладают высокой производительностью и позволяют проводить рубку даже очень толстого металла.





ТЕХНОЛОГИЯ
§ 20. Рубка металла
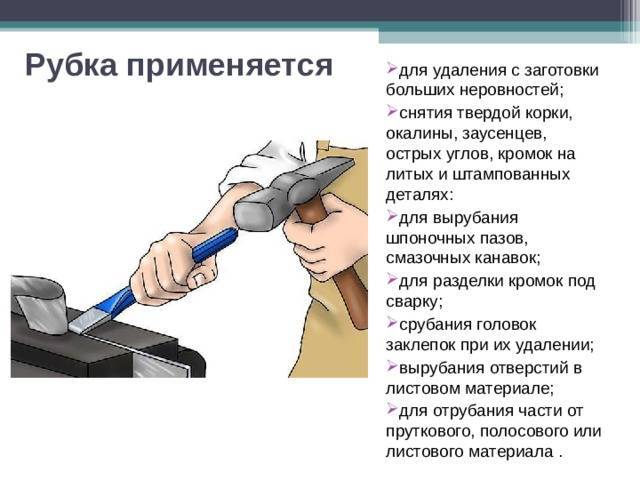
Рубку металла применяют, чтобы разделить заготовку на части, удалить лишний металл, вырубить в деталях пазы, канавки и др. Рубку выполняют с помощью зубила и молотка.
Зубило представляет собой стальной стержень, имеющий режущую кромку в форме клина (рис. 72). Угол заострения зубила при рубке стальных заготовок должен быть равен 60°, а при рубке цветных металлов — 35…45°.
Рис. 72. Зубило: 1 — головка; 2 — ударная часть; 3 — стержень; 4 — рабочая часть; 5 — режущая кромка
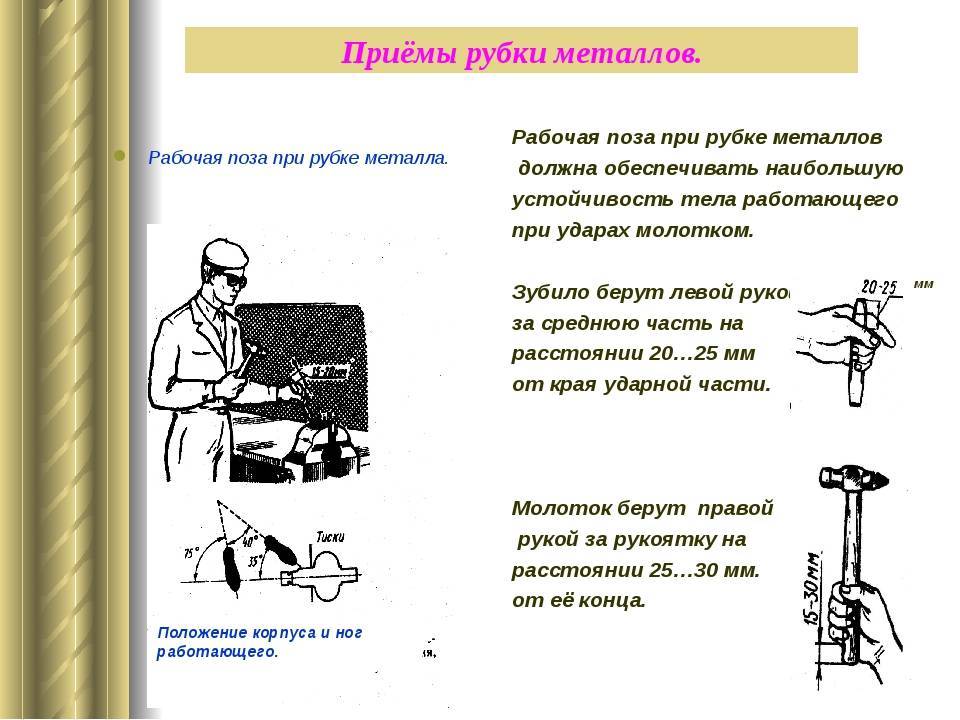
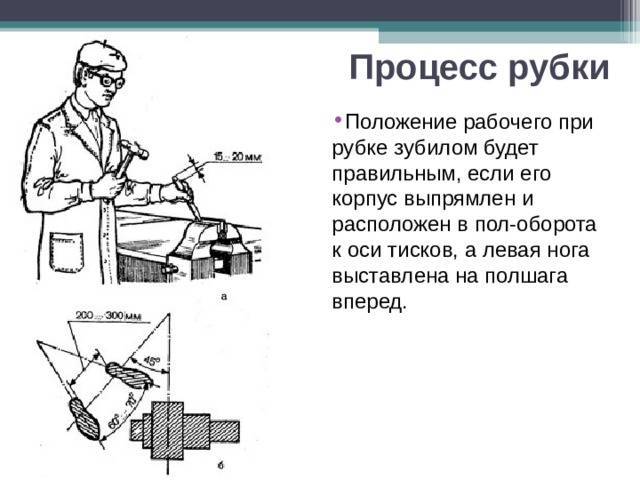
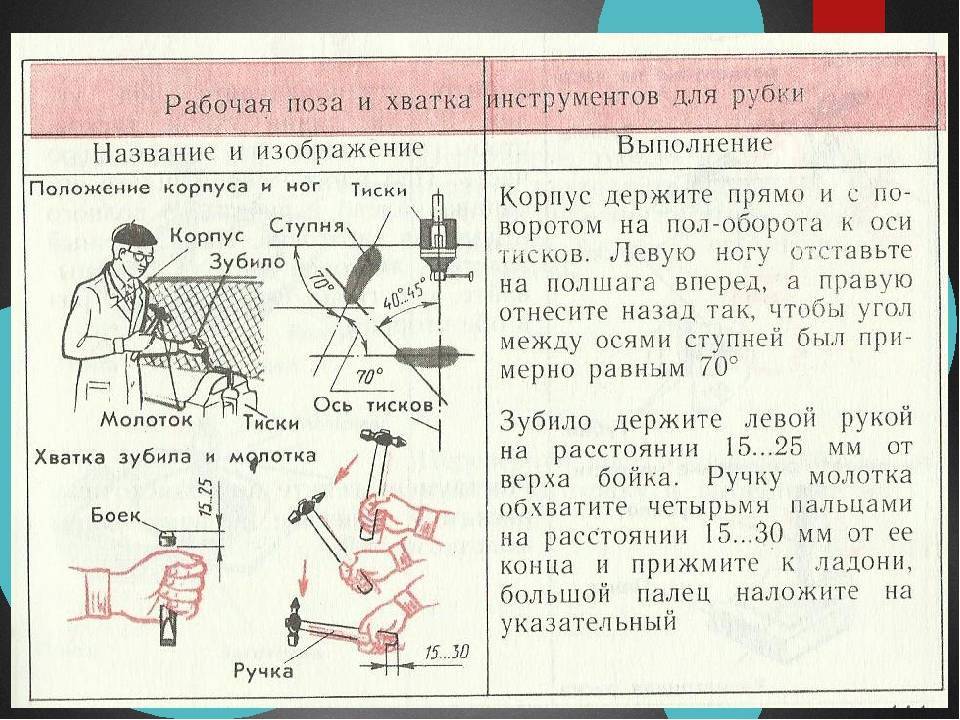
При рубке заготовок стоять нужно прямо, слегка развернув корпус тела относительно тисков. Правое плечо должно находиться напротив головки зубила. Зубило держат так, чтобы ударная часть выступала из кисти левой руки на 15…30 мм (рис. 73).
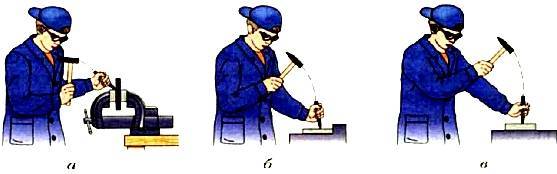
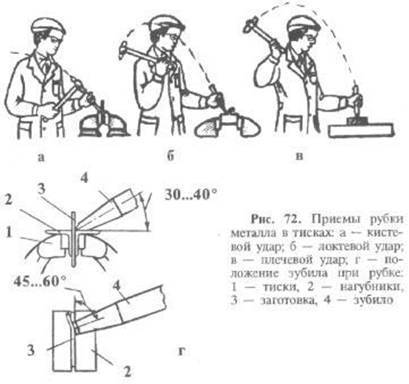
Рис. 73. Приёмы рубки металла в тисках: а — кистевой удар; 6 — локтевой удар: в — плечевой удар
В зависимости от твёрдости и толщины обрабатываемой заготовки сила удара молотком по зубилу должна быть различной. Кистевой удар применяют для снятия небольших неровностей и тонких стружек. При этом молоток перемещается за счёт движения кисти руки (см. рис. 73, а). При локтевом ударе рука сгибается в локте и удар становится сильнее (см. рис. 73, б). Им срубают лишней металл и разделяют заготовки на части. .
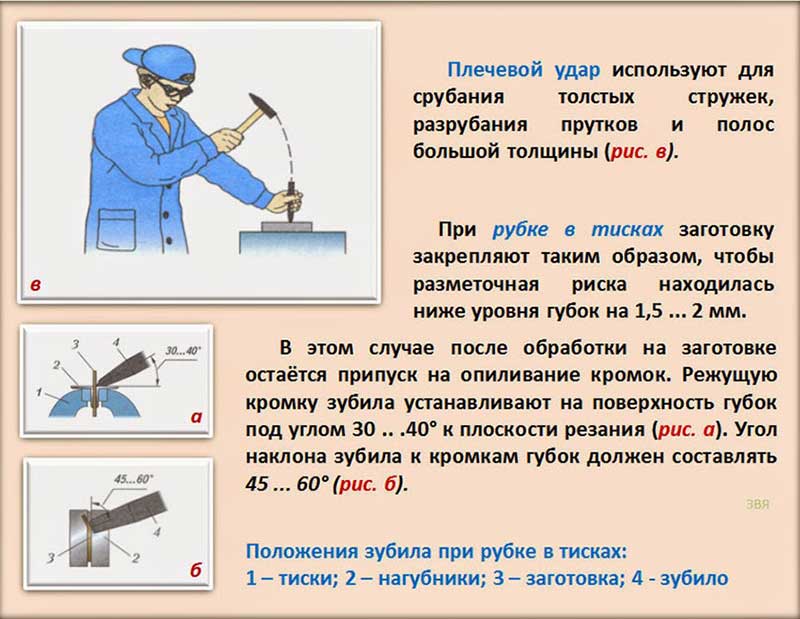
Плечевой удар используют для срубания толстых стружек, разрубания прутков и полос большой толщины (см. рис. 73, в).
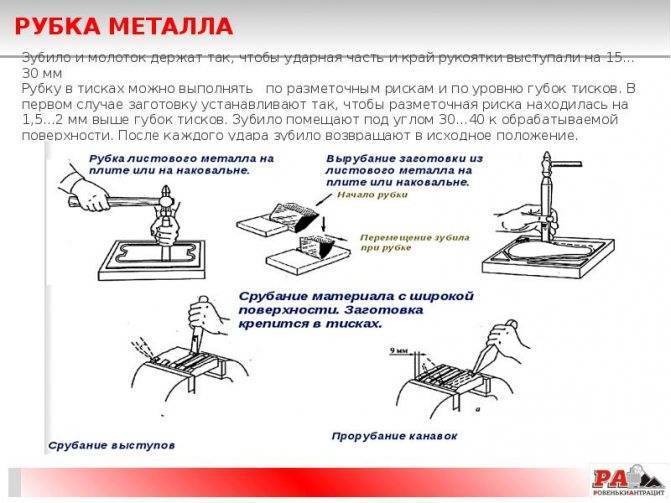
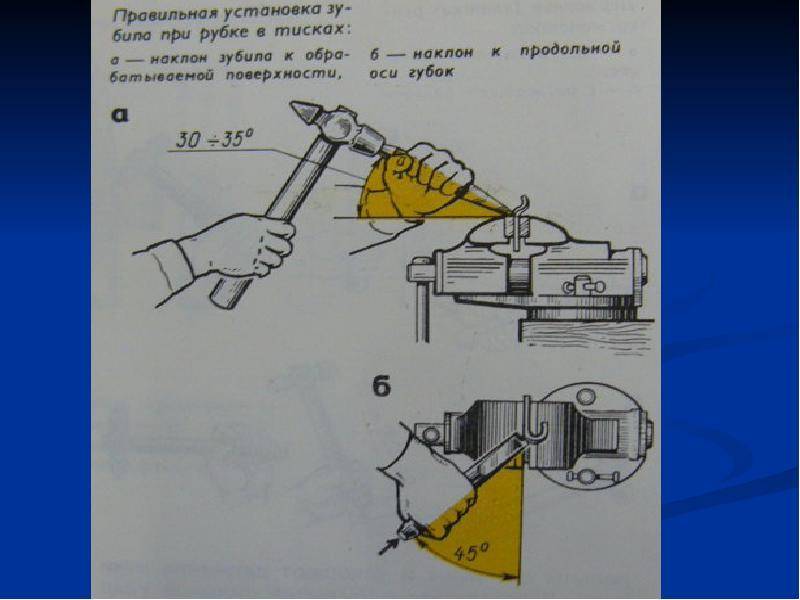
При рубке в тисках заготовку закрепляют таким образом, чтобы разметочная риска находилась ниже уровня губок на 1,5…2 мм. В этом случае после обработки на заготовке остаётся припуск на опиливание кромок. Режущую кромку зубила устанавливают на поверхность губок под углом 30…40° к плоскости резания (рис. 74) угол наклона зубила к кромкам губок должен составлять 45…60°.
При рубке на плите зубило устанавливают на разметочную риску вертикально и наносят удары. После нанесения первого удара зубило устанавливают так, чтобы половина его режущей кромки находилась в уже прорубленной лупке, а половина — на разметочной риске, и наносят второй удар. При таком перемещении зубила по разметочной риске легче установить его в правильное положение и получить непрерывный надрез.
Если толщина заготовки не превышает 2 мм, то металл разрубают с одной стороны, а с друтой стороны подкладываюг пластину’ из мягкой стали, чтобы не затупить зубило о плиту. При большой толщине заготовки разметочную риску необходимо наносить с двух сторон. Сначала прорубают лист с одной стороны, примерно на половину его толщины. Затем переворачивают и разрубают его окончательно.
Рис. 74. Положение зубила при рубке в тисках: 1 — тиски; 2 — нагубники; 3 — заготовка; 4 — зубило
При вырубании из листового металла заготовок сложной формы сначала на расстоянии 1…2 мм от разметочных линий лёгкими кистевыми ударами по зубилу прорубают неглубокую канавку. Затем мощными локтевыми ударами рубят заготовку по намеченной канавке, пока на её противоположной стороне не проявится вырубаемый контур. После этого лист переворачивают и окончательно вырубают заготовку.
На предприятиях рубку выполняют слесари с помощью пневматических и электрических молотков. Заготовки из листового металла вырубают штамповщики на прессах и специальных штампах. Для обработки заготовок из высокопрочных сталей применяют плазменную и лазерную резку.
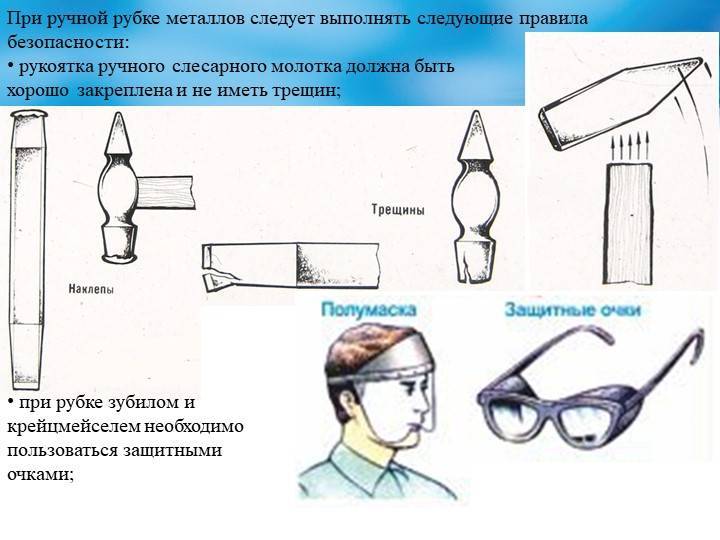
Правила безопасной работы
Выполнять рубку только в защитных очках и при установленном защитном экране.
Надёжно закреплять заготовку в тисках.
Работать исправным инструментом.
- Нельзя стоять за спиной работающего товарища.
Практическая работа № 20
Рубка заготовок в тисках и на плите
По указанию учителя разметьте одну из заготовок деталей: отвёртка (см. рис. 61, а), шаблон (см. рис. 61, б), кронштейн (см. рис. 67, в), подвеска (см. рис. 67, г), приспособление для изготовления заклёпок (см. рис. 62), нутромер (см. рис. 67, д) — или детали своего творческого проекта.
Вырубите в тисках размеченную заготовку по наружному контуру.
- Вырубите на плите внутренние контуры заготовки.
Проверяем свои знания
Перечислите правила безопасной работы при рубке металла.
Какие инструменты используются для рубки металла.
В каких случаях применяют кистевой удар, плечевой удар?
Почему при рубке в тисках разметочная риска должна быть на 1,5…2 мм ниже уровня губок?
-
В чём сходство и различие между зубилом и слесарной ножовкой?
- Изложи технологическую последовательность рубки листового металла на плите.



Резание метала

Рубку нередко относят к группе работ по резке, но, на самом деле, здесь применяются абсолютно другие инструменты, а предоставляемые им возможности куда шире. В отличие от ударного действия, оказываемого на резец в предыдущем случае, при резке используется нажим.
Вручную
Для работы с различными заготовками используются:
- для перекусывания проволоки – кусачки,
- круг, квадрат и шестигранник пилится слесарной ножовкой,
- листовые материалы раскраиваются ножницами.
Применение специальной техники способно в несколько раз расширить возможности металлообработки.
В промышленности и серийном производстве
На производстве используются различные виды станков:
- с ножовочными полотнами или дисковыми пилами,
- токарные,
- фрезерные,
- установки для плазменной/лазерной/газовой резки.
Область применения у данных установок, как и у ручного инструмента, достаточно разная.
Ножовочные и дисковые пилы – самые простые виды станков. Их единственная задача – экономия времени при распиле сортового проката. Также они с лёгкостью справляются с заготовками большой толщины.
Токарные станки можно разделить на модели:
- для работы вручную,
- с ЧПУ.
В первом случае с помощью твердосплавных резцов различной формы рабочий вручную вытачивает из горизонтально закрепленной вращающейся цилиндрической заготовки необходимую деталь. Во втором – все действия производятся автоматически при выполнении заранее загруженной программы.
Проще всего понять принцип использования можно по данному видео:
https://youtube.com/watch?v=77GjDgQnynU
Фрезеровальные станки выполняют примерно ту же функцию, но могут создавать изделия абсолютно произвольно формы. Прямоугольная, квадратная или цилиндрическая заготовка закрепляется на подвижном столе, после чего головка с вращающейся фрезой, следуя программе, начинает отсекать «лишний» металл.
Процесс выглядит следующим образом:
https://youtube.com/watch?v=BDPIUKLspMs
Для тонко- и толстолистового металла используется отдельная группа станков с ЧПУ. Ключевое различие в них – это сама технология, используемая для резки.
Лист-заготовка укладывается на неподвижный стол, после чего режущая головка, управляемая компьютером, начинает вырезать детали по заранее заданной программе.
Для резки может использоваться головка для:
- газовой,
- лазерной,
- плазменной резки.
Подобная технология обеспечивает максимальную точность и скорость производства, что высоко ценится в условиях массового выпуска.
Главным же ее недостатком является вероятность образования наплывов расплавленного металла на кромках деталей и окалины, особенно при использовании заготовок большой толщины.
Приспособление для рубки металла – гильотина
Оборудование имеет гидравлический привод. Сама станина – очень тяженая и большая. С помощью аппарата можно производить только прямые надрезы (без закруглений) по горизонтали и вертикали. В случае необходимости можно вырезать нужные простые геометрические формы – квадраты, прямоугольники, ромбы и пр.
Обычно станок имеет дистанционное или компьютеризированное управление. ЧПУ позволяет заранее задавать формы, скорость разреза. Требуется производить математические вычисления, чтобы учитывать толщину заготовки и прочие параметры.
Иногда агрегаты являются комбинированными, то есть помимо лезвий гильотины имеются в составе ножницы по металлу, пресс. Это ускоряет работу и позволяет производить многофункциональные операции. Особенности машинизированного процесса:
- Высокая скорость.
- Точность произведения распиловки.
- Возможность отрезать даже минимальный край.
- Достаточно ровные кромки.
- Работа с металлическими изделиями большой толщины (арматура, толстые стенки).
- Действия слесаря заключаются только в настройке машины и слежении за процессом. Облегчение физического труда рабочих.
- Высокая производительность. Подходит для серийного производства.
К минусам же можно отнести большую стоимость и вес оборудования. Его может позволить себе не каждое производство.





