

Применение
На горизонтально-фрезерном оборудовании по металлу делаются в заготовках шпоночные канавки. Они могут делаться несколькими способами в зависимости от используемого инструмента на разном оборудовании – вертикально-фрезерных станках или оборудовании общего назначения, используемого для проведения разноплановых работ по металлу.
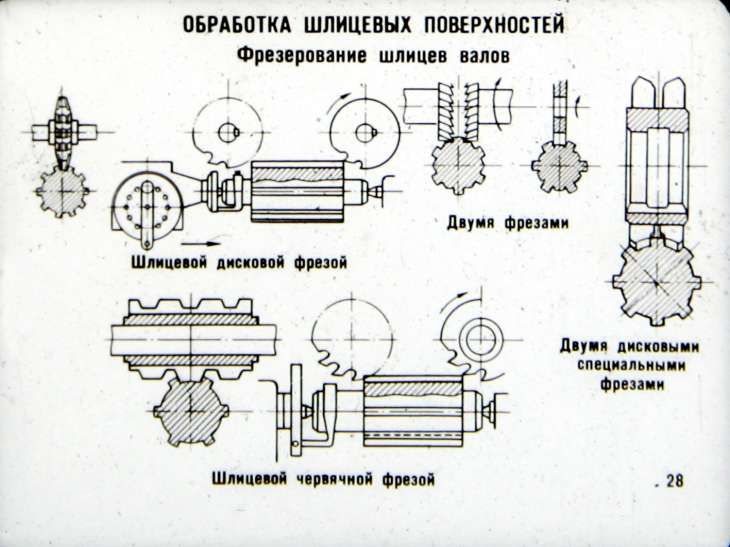
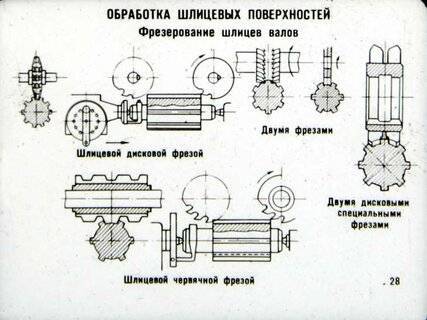
Обработка шлицевых поверхностей
Фрезерование шлицевого вала

Нарезка шлиц на валу
Шлицы на валах диаметром до 100 мм делаются за один цикл фрезерования. На более широких валах эта операция может проводиться в два захода. Для чернового фрезерования необходимы делительные механизмы. Они есть на горизонтально-фрезерных, что делает это оборудование более удобным для обработки валов с большим диаметром.
Выбор фрезы для выполнения работ
Продольное фрезерование могут вести многошпиндельные горизонтально-фрезерные станки по металлу с использованием различных фрез, установленных в револьверную головку. При обработке металлических деталей несколькими различными фреза установка инструмента также может осуществляться в отправку, и далее в шпиндель.

Фрезерование дисковыми фрезами
Трёхсторонние дисковые фрезы используются для протачивания шпоночных сквозных пазов. Для достижения большей точности лучше сделать эту работу за один подход. При необходимости создания широкого паза в один приём провести эту операцию сложно. Второй, чистовой проход будет сделан фрезой с большим диаметром. Надёжным будет крепление фрезы при установке её в шпиндель с двумя опорами.
Существуют станки, предназначенные для работы только одним или несколькими видами фрез. Горизонтально-фрезерные, созданные для проведения работ дисковыми и цилиндрическими фрезами имеют дополнительную возможность использования торцевых фрез, что несколько увеличивает сферу, в которой применяется это оборудование.
Классификация
Разделить фрезерный шпиндель можно по техническим характеристикам и способу использованию.
Деление в зависимости от мощности:
- Станки для работы с фанерой — 800 Вт. На маломощном оборудовании обрабатывается фанера, ДВП, ДСП, МДФ.
- Оптимальная мощность для фрезерного станка по дереву с ЧПУ — 1500 Вт. С такой мощностью обрабатывают мягкие сплавы металлов, текстолит.
- Оборудование мощностью от 3000 Вт. Подходит для стали, натурального камня.
Одновременно с разделением по мощности станки подразделяются по своему функционалу. Они могут использоваться для нанесения гравировки, раскроя металла и фрезеровки.
Шпиндель. Некоторые особенности
Также фрезерные шпиндели можно разделить на две группы в зависимости от использования:
- Шпиндели, устанавливаемые в бормашинах, ручных фрезерных станках, дрелях.
- Промышленные модели. Используются в станках, изготавливаемых для большого производства. Они способны выдерживать большие нагрузки, имеют износоустойчивые детали, керамические подшипники. Чтобы оборудование не выходило из строя из-за интенсивной работы, на него может устанавливаться дополнительно охлаждение. На поверхности с большим уровнем трения с помощью специальной автоматической системы подается смазка.
Если в качестве шпинделя используется дрель или бормашина, необходимо учитывать, что она не способна выдержать постоянные интенсивные нагрузки и подшипники начнут выть спустя короткий промежуток времени.
Станок для работы с фанерой
Это интересно: Фрикционная передача — применение, достоинства и недостатки
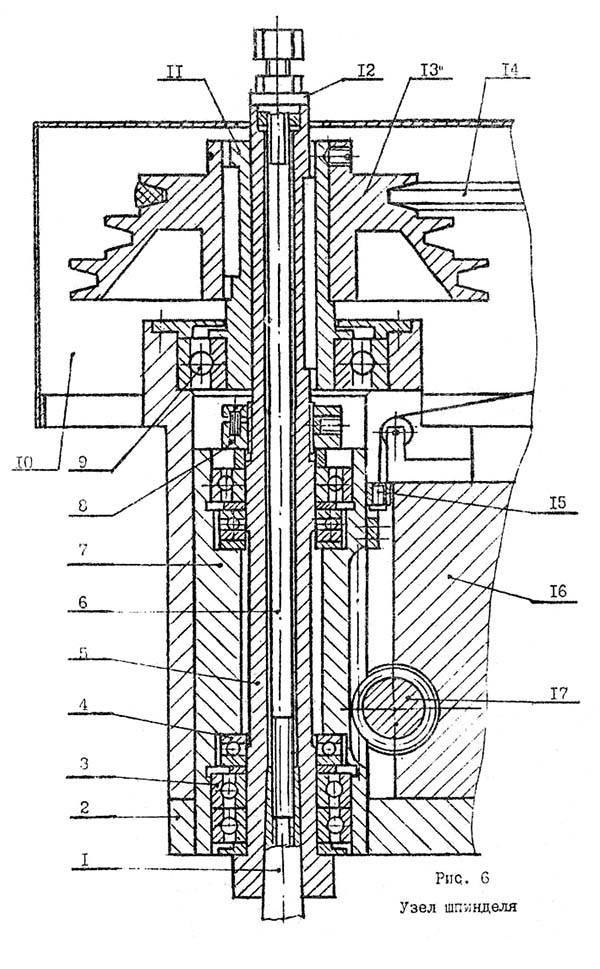
Конструкция шпинделя
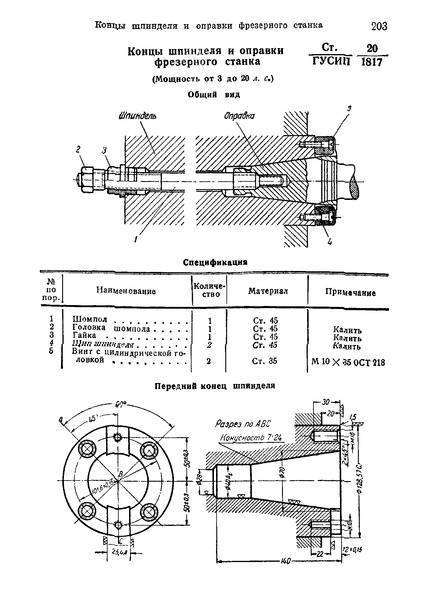
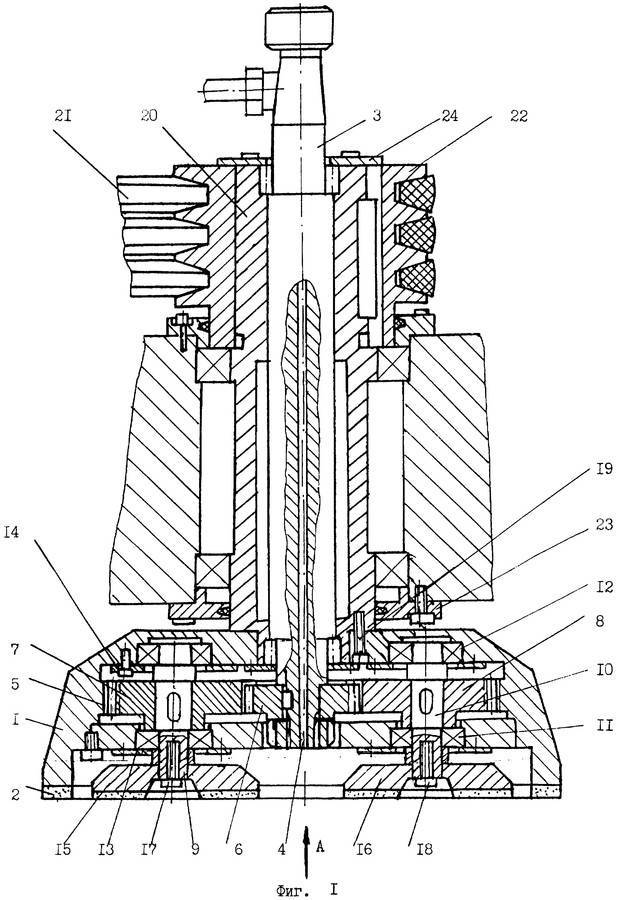
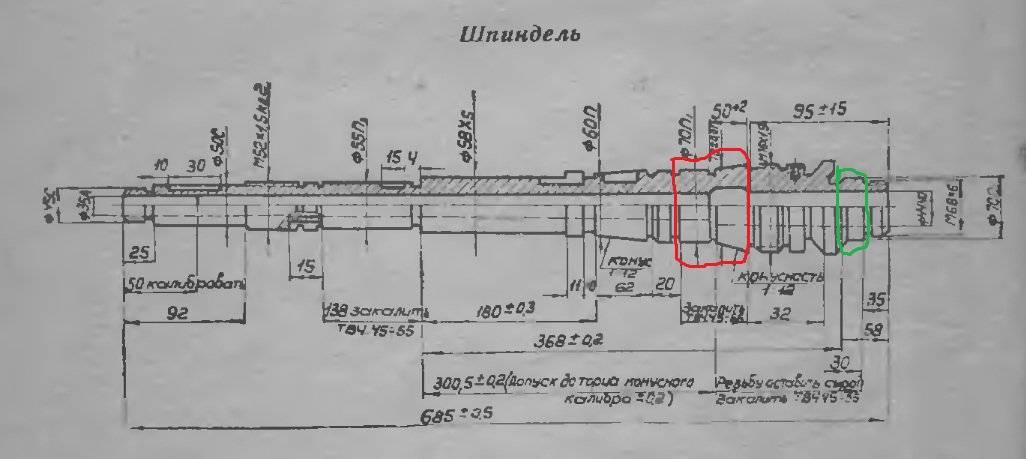
Название детали пошло от немецкого «веретено». Это вал, оснащенный устройством для крепежа обрабатываемой заготовки. Вал, как правило, выполняется с отверстием для обработки прутов или выталкивания середины с помощью наконечника из меди.
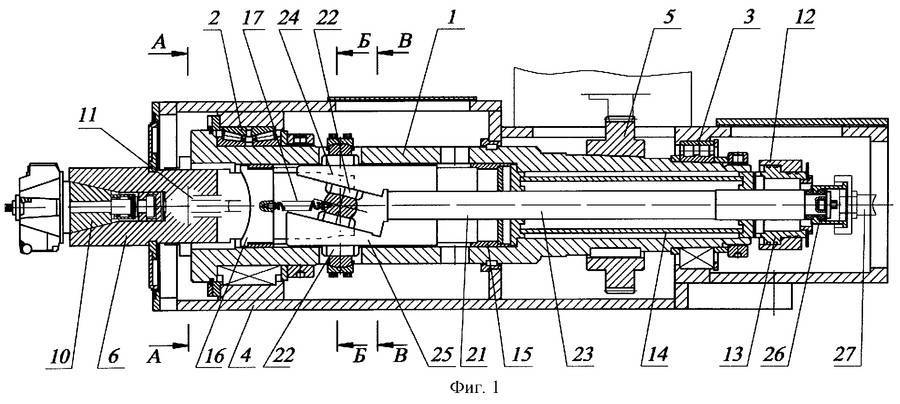
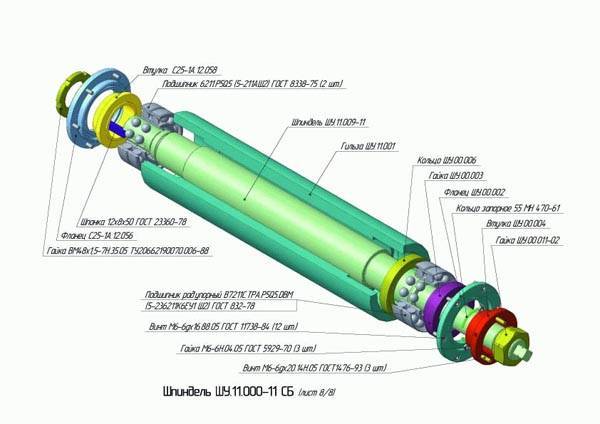


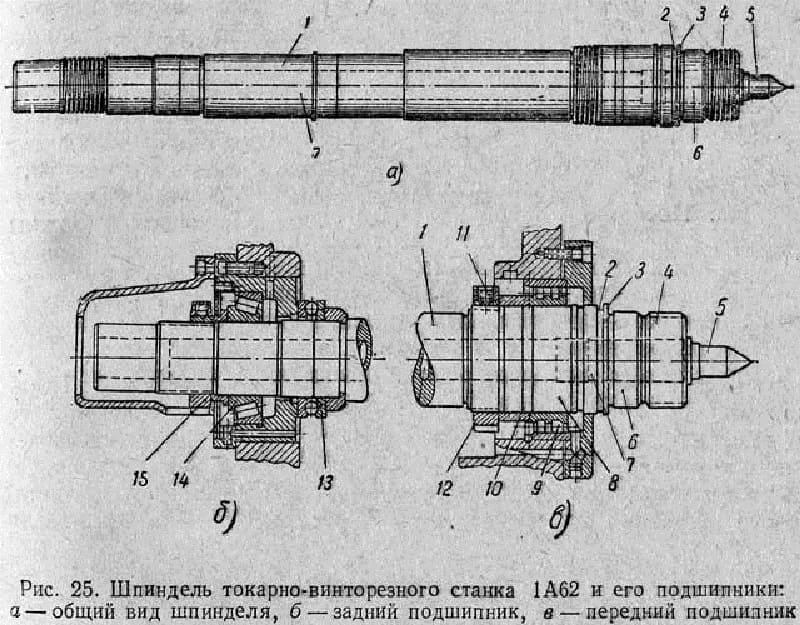
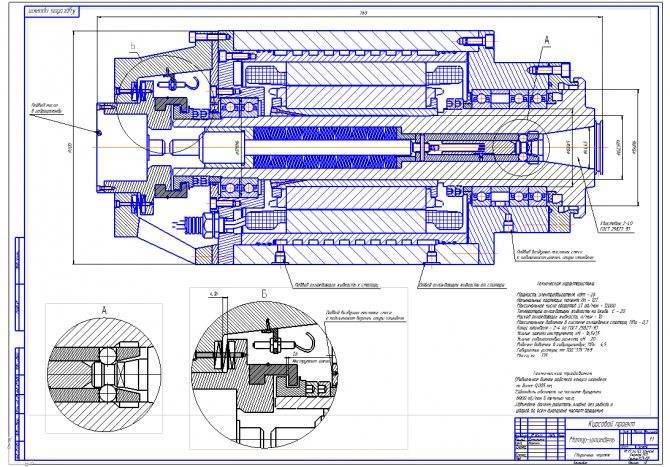
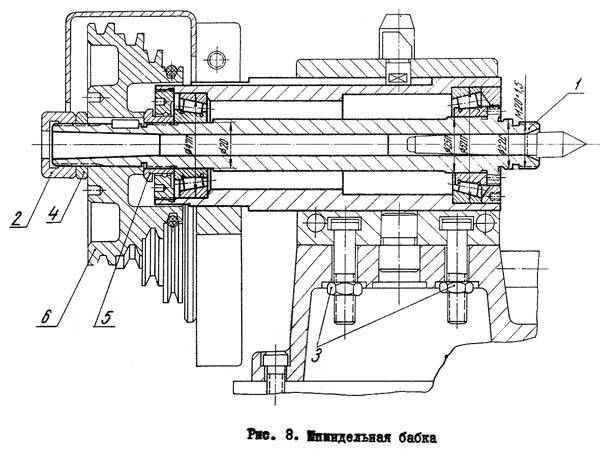
Шейка шпинделя сделана в форме цилиндра или конуса, который вставляется в подшипники, расположенные в кожухе.
Выпирающий конец содержит резьбу для крепления зажимного патрона. Открытому концу шпинделя придается коническая форма
При изготовлении этой детали особое внимание уделяется точности резьбы и отрезка в форме конуса или цилиндра, бурта
В идеальном состоянии должны содержаться поясок и конус, необходимо полное совпадение с осью кручения шпинделя. Иначе центр или закрепленный патрон будет «бить», то есть обработка заготовки сразу пойдет неверно, сделать это достаточно сложно.
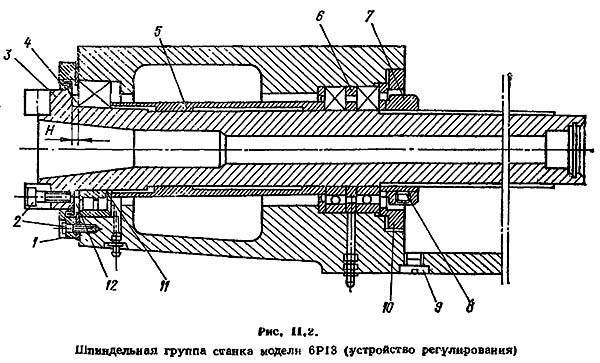
Если «бьет» установленная середина, нужно отшлифовать ее, не убирая из станка. До начала работы на токарном станке после капремонта или покупки нужно проконтролировать состояние центра. В некоторых станках (сверлильных, расточных, фрезерных) длина шпинделя регулируется особым механизмом своими руками.
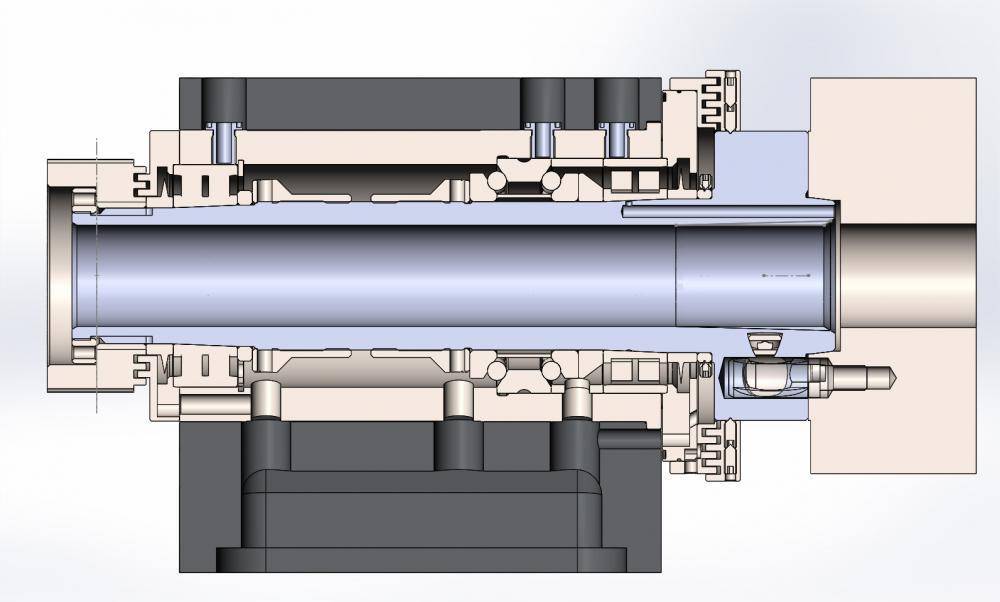
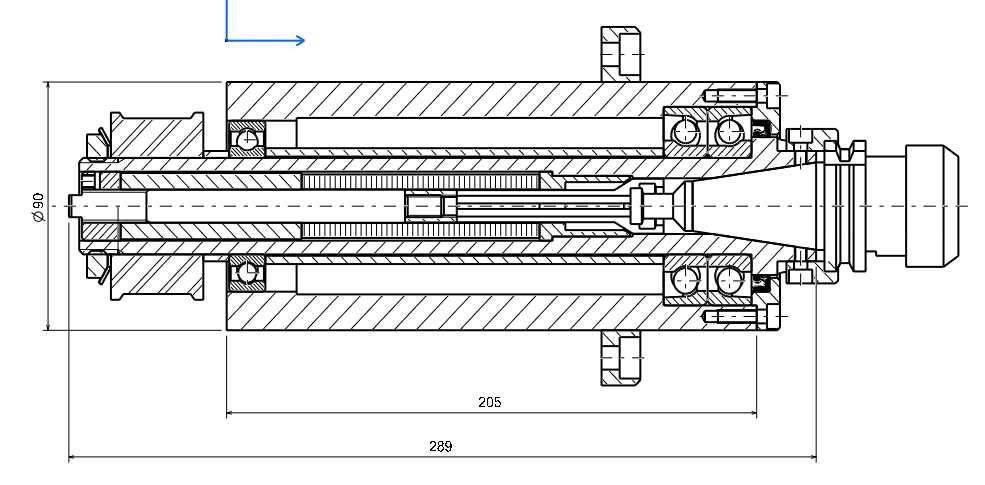
Особенности конструкции шпинделя
Ключевой конструктивной особенностью шпинделя любого типа является использование в конструкции опорных подшипников, удерживающих вал в рабочем положении (горизонтальном или вертикальном) и предотвращающих его радиальное биение. Дешёвые шпиндели комплектуются, как правило, самыми простыми подшипниками качения. Узлы, к которым предъявляются жёсткие требования по минимизации радиальных биений, оснащаются гидродинамическими подшипниками скольжения. В высокоскоростных прецизионных станках применяются гидростатические и магнитные опоры, обеспечивающие осевые отклонения не более 0,5 мкм. Такие подшипники используются сегодня в большинстве машин с ЧПУ.
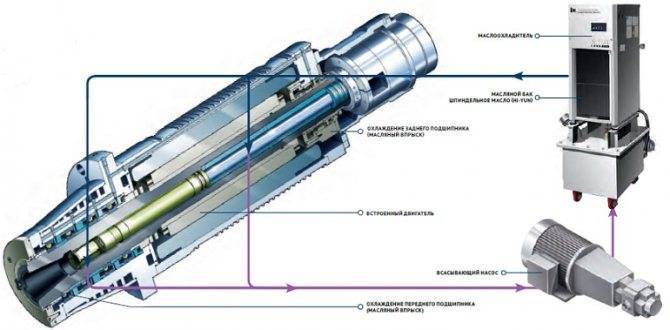
Другая особенность конструкции шпинделя состоит в наличии собственной системы охлаждения. Поскольку шпиндель механически непосредственно сопряжён с обрабатываемой заготовкой или инструментом, то выделяемое в процессе металлообработки тепло поглощается зажимным устройством и валом, что вызывает температурные деформации компонентов шпинделя. Этот эффект предотвращает смазочно-охлаждающая жидкость, омывающая специальные технологические полости внутри шпинделя, за счёт чего устраняются условия возникновения деформаций.
Принцип работы
Основой работы каждого станка является использование режущих инструментов. Благодаря устройству шпинделя, фрезу можно зафиксировать и обеспечить ее вращение. Шпиндель, в зависимости от технологических особенностей обработки, может функционировать в скоростном или силовом режиме. Все зависит от толщины среза материала при единичном контакте с режущим инструментом. Такой способ обработки чаще всего не требует особой точности. При работе в данном режиме от шпинделей требуется высокий показатель крутящего момента и достаточная мощность. Такие приборы отличаются повышенной жесткостью и прочностью.
 Принцип работы скоростных шпинделей основан на необходимости среза маленьких слоев обрабатываемых материалов. Для сохранения производительности устройства необходим повышенный скоростной режим работы. Такие шпиндели используются при чистовой обработке материалов, поэтому не требуют высокой мощности и увеличенной силы резания.
Принцип работы скоростных шпинделей основан на необходимости среза маленьких слоев обрабатываемых материалов. Для сохранения производительности устройства необходим повышенный скоростной режим работы. Такие шпиндели используются при чистовой обработке материалов, поэтому не требуют высокой мощности и увеличенной силы резания.
Питание шпинделя может быть организовано специальным электрическим мотором установленным рядом с ним. Частота вращения передается таким устройствам посредством зубчатой или ременной передачи. Подобные схемы характерны для приборов силового принципа действия.
Некоторые шпиндели по сути представляют собой вал электродвигателя, а все промежуточные передачи отсутствуют. Требования по балансировке комплектующих подобных устройств зачастую очень высокие. Почти всегда подобные шпиндели производятся в виде независимых приборов. Такая особенность конструкции позволяет устанавливать его любым удобным способом.
Скоростные и силовые шпиндели также различаются по типу крепления режущих инструментов. Для высокомощных устройств предусмотрены специальные переходные втулки конической формы. Сначала хвостовик фрезы фиксируется в этой втулке, а потом монтируется в отверстие шпинделя. В скоростных приборах режущий инструмент почти всегда устанавливается в цангу, которая, зажимается гайкой.
Способы охлаждения
Механическая обработка металла и других материалов становится причиной повышения температуры шпинделя. Это связано с тем, что из-за трения нагревается насадка, по которой высокая температура передается самому шпинделю. Именно поэтому фрезерный шпиндель высокопроизводительного оборудования снабжается специальными элементами охлаждения. Выделяют два типа охлаждения:
- Водяное применяется на протяжении длительного периода. В этом случае шпиндель для фрезера снабжается специальными отверстиями, через которые происходит подача охлаждающей жидкости. Она вбирает часть тепла, после чего удаляется в специальную емкость. Подобный способ снижения температуры металла характеризуется меньшей популярностью, так как с удалением жидкости может возникнуть довольно много трудностей.
- В последнее время все чаще встречается системы воздушного охлаждения. Она характеризуется тем, что в устройстве есть специальные отверстия, через которые воздух подается под большим давлением. Единственным недостатком подобного метода можно назвать скопление загрязняющих веществ на фильтре, так как при механической обработке образуется довольно много стружки и пыли.
За счет установки охлаждения есть возможность существенно повысить показатель производительности
Именно поэтому подобный узел является важной неотъемлемой частью оборудования с ЧПУ
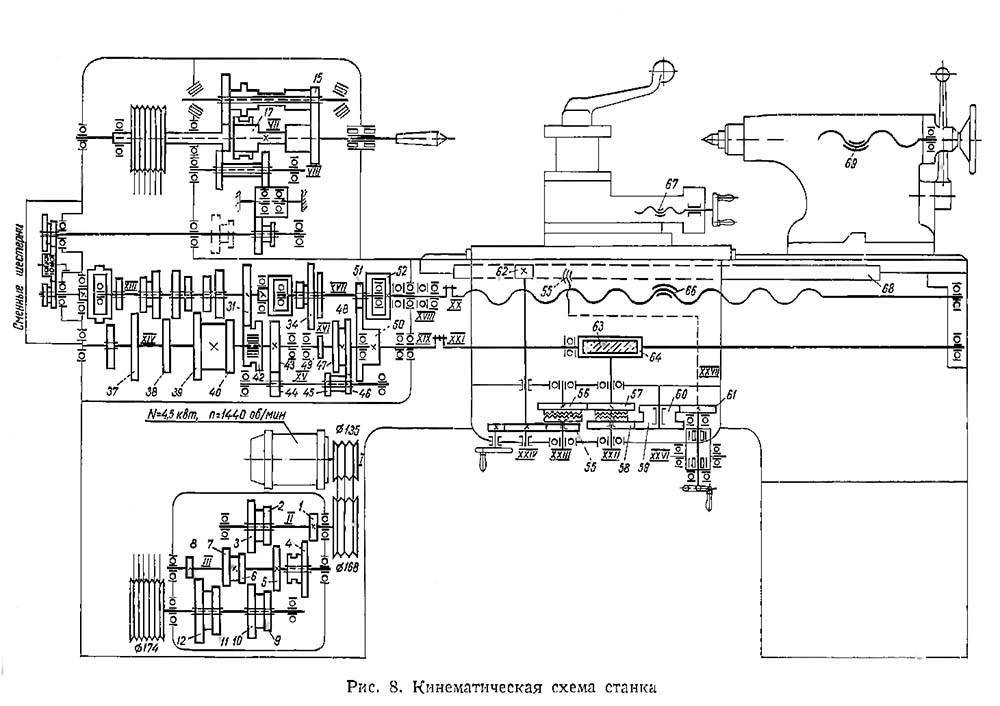
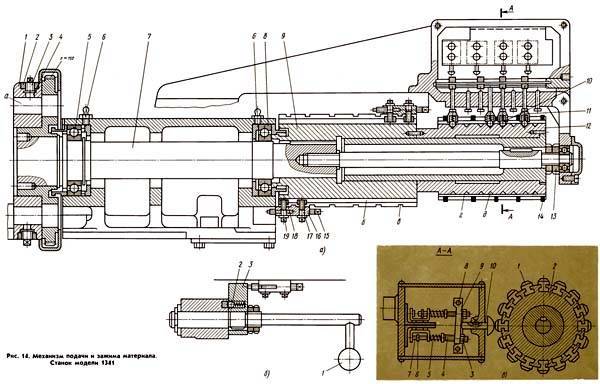
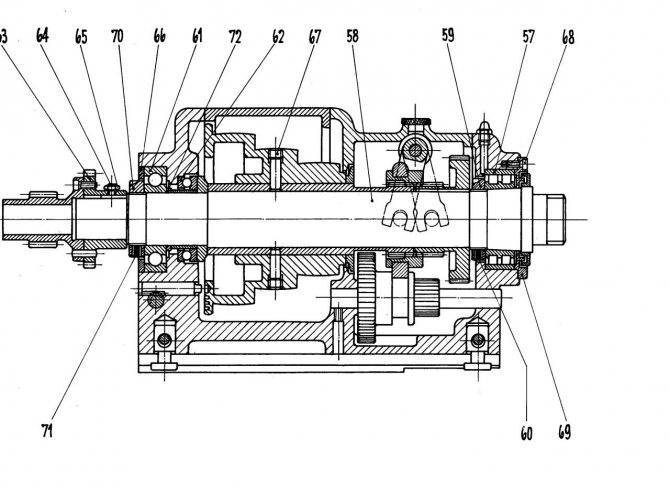
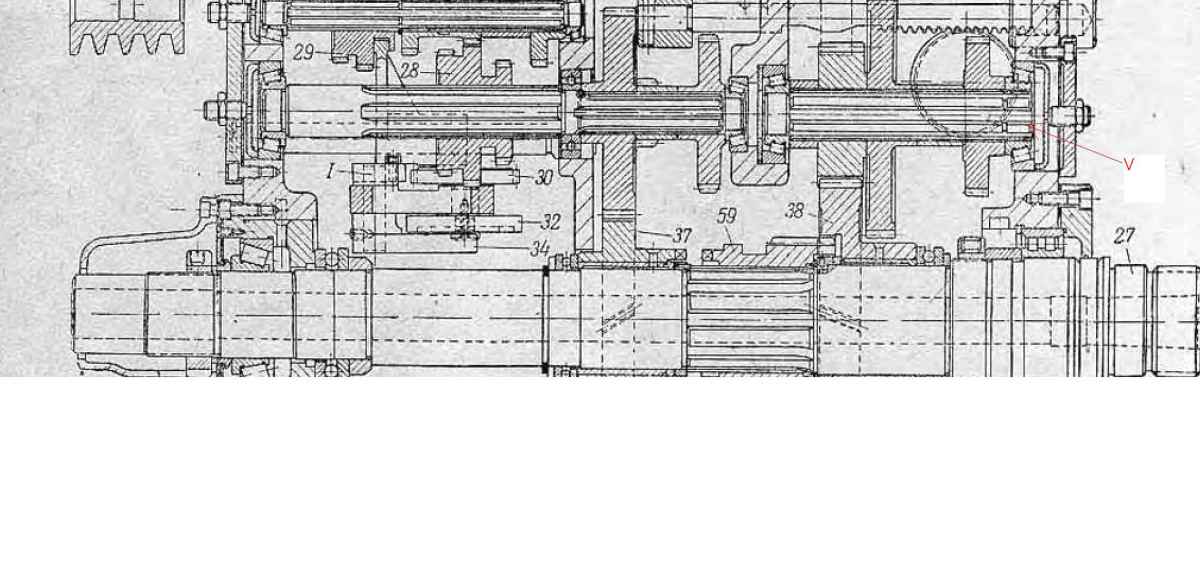
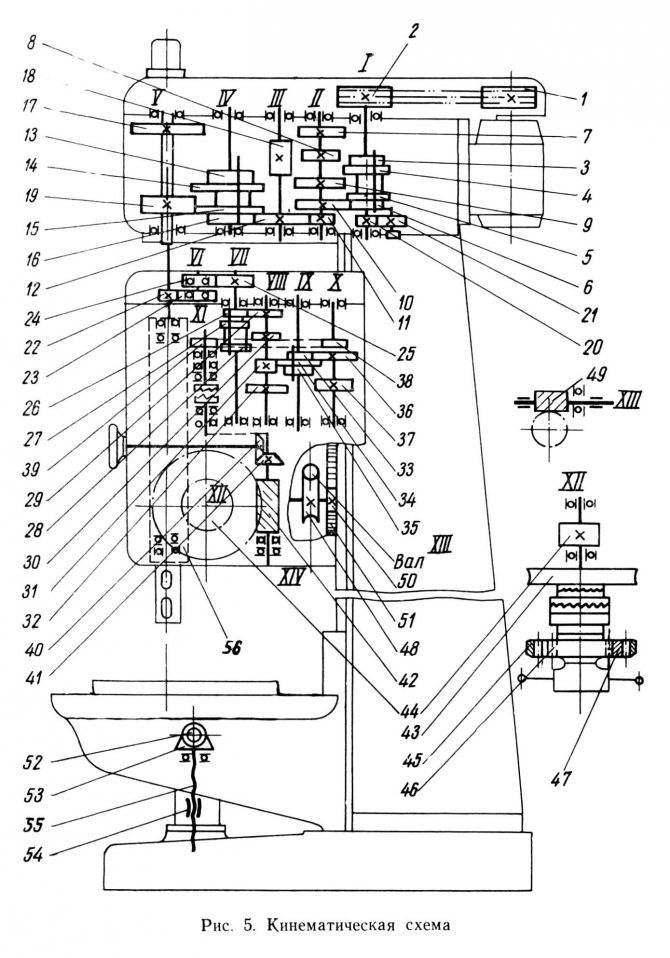
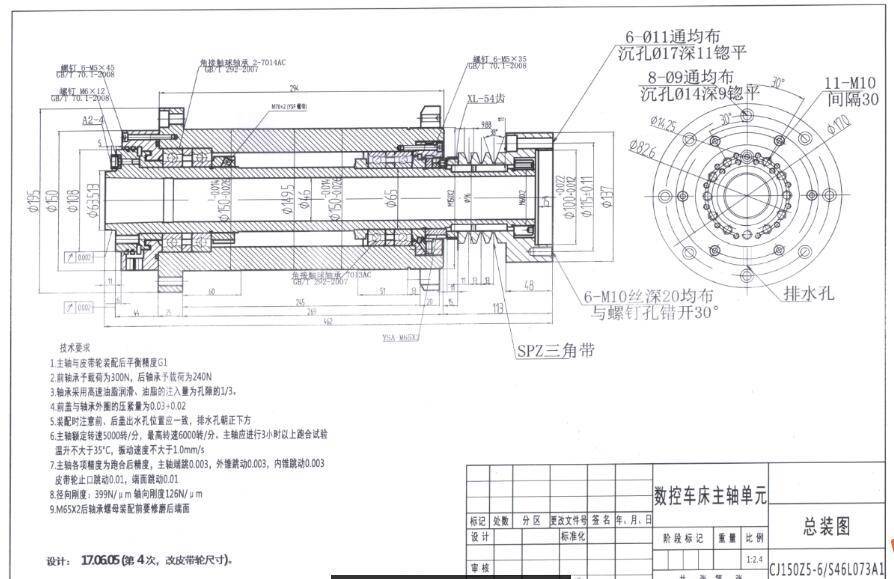
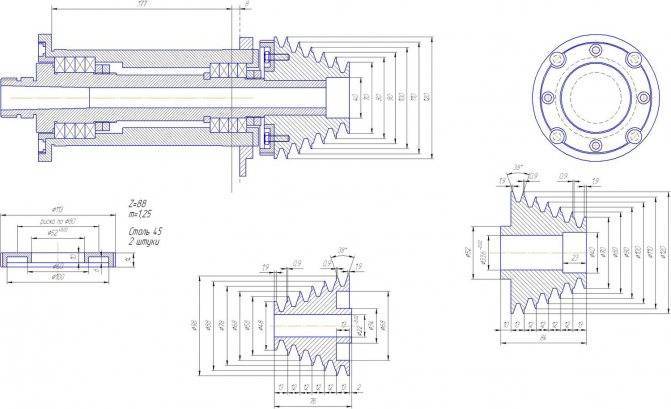
Конструкция коробки подач токарно-винторезного станка 16К20
Коробка подач станка — унифицированный узел 16Б20П.070
и является типовой конструкцией закрытой коробки с передвижными блоками.
Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта.
Коробка подач закреплена на станине ниже шпиндельной (передней) бабки и имеет несколько валов, на которых установлены подвижные блоки зубчатых колес и переключаемые зубчатые муфты. В правом положении муфты получает вращение ходовой винт, а в левом ее положении (как показано на рисунке) через муфту обгона вращается ходовой вал.

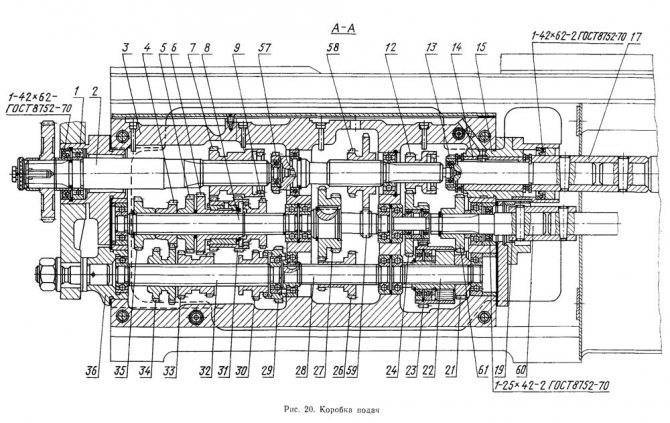
Чертеж коробки подач токарного станка 16к20
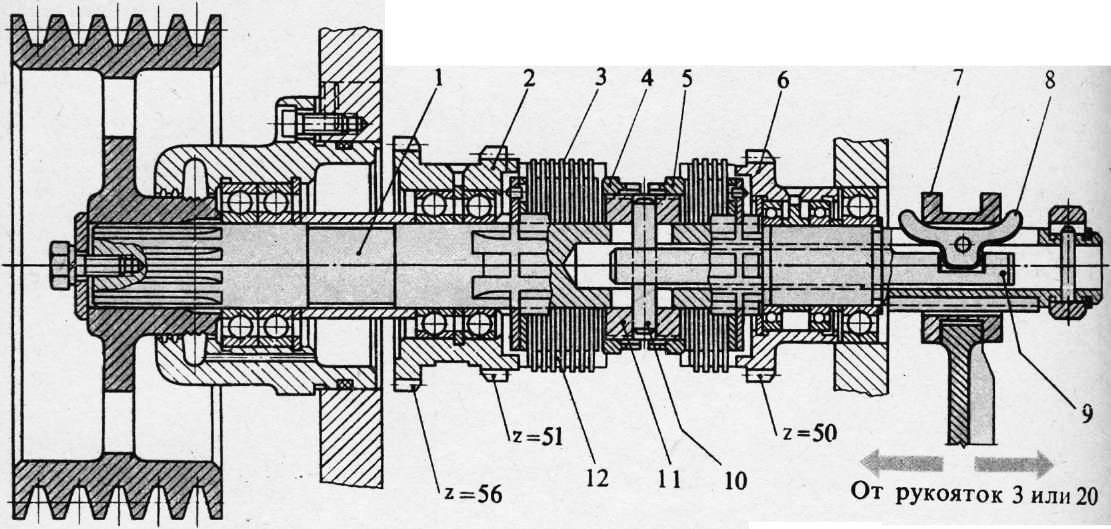
Регулировка коробки подач станка 16К20
При ремонте станка особое внимание следует обратить на правильность монтажа механизма переключения зубчатых колес, смонтированного на плите 38, которая крепится к корпусу 3, коробки подач. Во избежание нарушения порядка сцепления зубчатых колес коробки подач при сборке нужно совместить риски, нанесенные на шестернях 51 и 52
Важные узлы токарно-винторезного станка и их особенности
Разберем несколько элементов станка, которые стоит отметить отдельно.
В шпиндель устанавливается специальный патрон (рис. 4), который имеет кулачки для закрепления заготовок. Процедура закрепления осуществляется автоматически или при помощи винта, установленного в патроне. Количество кулачков и их профиль могут быть самыми разнообразными.
Рисунок 4. Патрон токарного станка.
Рисунок 4. Патрон токарного станка.
Некоторые модификации коробок подач для токарно-винторезных станков комплектуются фрикционной муфтой (рис. 5). Она позволяет разорвать кинематическую цепь, если возникают критические перегрузки, что предохраняет детали коробки передач от разрушения. Также эта муфта дает возможность плавного переключения направления вращения шпинделя.
Рисунок 5. Фрикционная муфта токарно-винторезного станка.
Рисунок 5. Фрикционная муфта токарно-винторезного станка.
Пиноль и шпиндель имеют отверстия под установку так называемого конуса Морзе (рис. 6), который предназначен для быстрого закрепления различного осевого инструмента. Это приспособление имеет несколько стандартных типоразмеров.
Рисунок 6. Конус Морзе.
Рисунок 6. Конус Морзе.
На суппорте установлена каретка токарного станка (рис. 7), которая служит для закрепления режущего инструмента. Стандартная каретка вмещает 4 резца. Помимо перемещения на салазках в поперечном и продольном направлении, она может поворачиваться в горизонтальной перпендикулярной оси вращения заготовки плоскости. При этом каретка имеет не только фиксированные положения, но и может быть установлена под любым углом. Это позволяет обрабатывать конусные и другие нестандартные детали.
Рисунок 7. Каретка токарного станка.

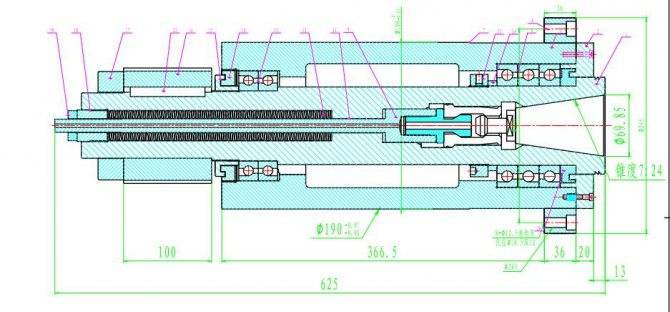
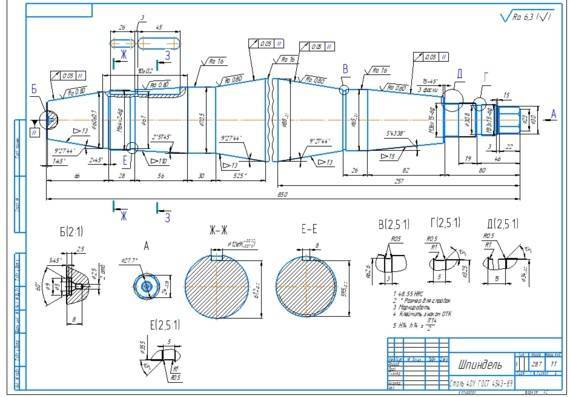
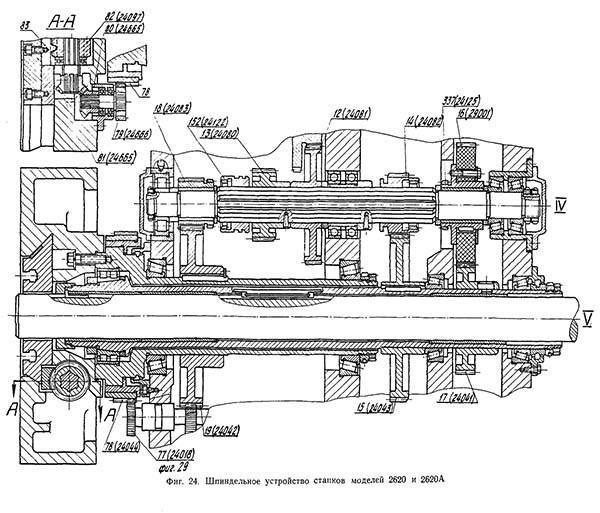
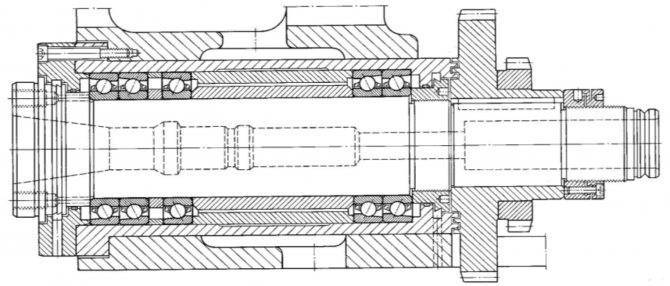
Рисунок 7. Каретка токарного станка.
На рукоятках фартука имеются лимбы (рис. 8). Это специальные кольцевые поворотные шкалы, которые служат для осуществления точной подачи. Лимбы в обязательном порядке имеют гравировку, на которой указана цена деления шкалы.
Рисунок 8. Лимб.
Рисунок 8. Лимб.
Токарно-винторезные станки часто доукомплектовываются нестандартным оборудованием, которое предназначено для проведения узкоспециализированных операций.
Инструкция по эксплуатации
Перед тем, как вообще использовать шпиндель с токарным патроном для работы с заготовками, необходимо провести обкатку, о которой чуть позже.
После того, как обкатка была завершена, можно приступать к самой работе. Если в шпиндельном узле используются подшипники, то их смазывают специальной смазкой, которая помогает использовать возможности шпинделя по полной на высокой скорости.
Это позволяет шпиндельным узлам служить на протяжении всего времени, которое им отводят производители. Конструкция шпинделя сделана так, чтобы эта замазка могла смазывать все движущиеся части, при этом не позволяя ей выбраться из подшипника.
Также, благодаря конструкции, не только смазка не может выбраться наружу, но и различная грязь не сможет забраться внутрь шпиндельного узла.
Промывку необходимо производить с тщательным соблюдением мер обеспечения чистоты рабочего места и инструментов. При промывке подшипника, в случае констатации предельных или запредельных люфтов, а также износа беговых дорожек или выкрашивании текстолитового сепаратора, рекомендуется произвести полную замену подшипников шпинделя.
Кроме, выше указанного, в ряде случаев, когда шпиндель имеет высокую степень технологической загрузки, а режим его работы относится или близок к категории «круглосуточный», замену смазки в подшипниках следует производить по истечении определённого эмпирическим путем периода времени работы шпинделя.
Выбор типа шпинделя
Теперь представим конкретные разновидности, отметим их достоинства и характерные черты. Их следует учитывать при подборе детали.

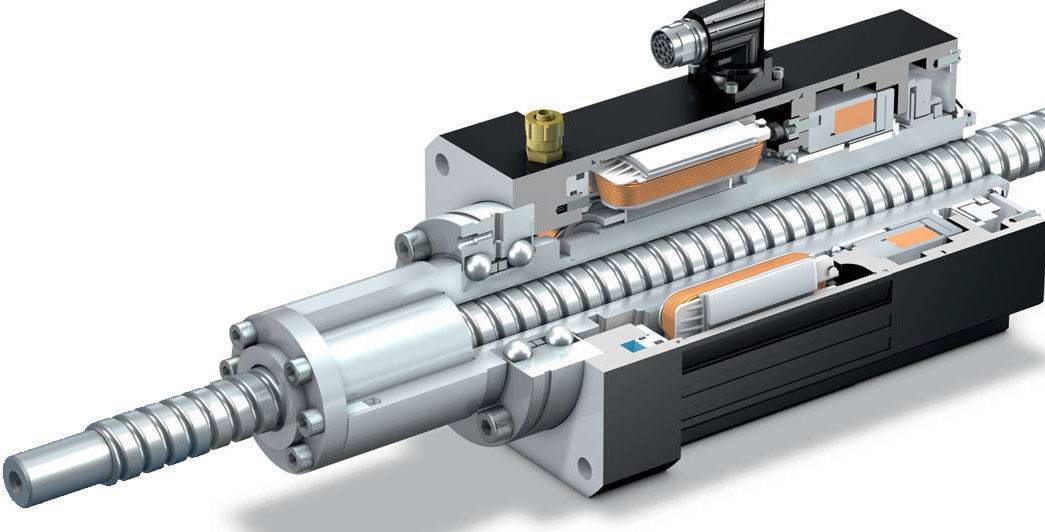
Со встроенным электромотором (электрошпиндели)
Они:
- Способствуют развитию очень высоких скоростей. При стандартных 18 000 – 24 000 оборотов в минуту, некоторые модели могут поддерживать и рабочие 120 тысяч об/мин.
- Очень хорошо режут на больших скоростных режимах.
- Имеют ограничения в нагрузках – оно продиктовано использованием небольших шариковых подшипников.
- Не приспособлены для обратного хода. Отсутствие такой функции сильно затрудняет создание некоторых элементов, например, нарезку резьбы.
- В качестве фиксаторов наиболее часто применяются конусы или цанговые зажимы.
Механические с внешним приводом
Они:
- Имеют дело с намного меньшими скоростями. Стандартном можно считать от 300 до 8 000 оборотов в минуту. Это обусловлено тем, что довольно трудно привести в движение все подшипники, шестерни и прочие передающие движение элементы
- Жесткость и нагрузочная способность больше. Почему? потому что можно использовать не только шарикоподшипники, но и более устойчивые – роликовые. Так что такое оборудование может быть использовано даже для силовой фрезеровки титана или других прочных металлов.
- Есть обратная связь – при условии установки мотора с энкодером.
- Применяются инструментальные конусы вместо цанг – последние не отвечают требованиям по жесткости фиксации.
Как выбрать шпиндель?
Есть довольно много рекомендаций, касающихся непосредственного выбора шпинделя для фрезерного станка. Стоит учитывать тот момент, что шпиндель токарного станка существенно отличается, так как его предназначение заключается в креплении заготовки. Основными рекомендациями назовем нижеприведенные моменты:
Для начала рассматривается то, какая нагрузка будет оказываться на хвостовую часть. При этом не стоит забывать о том, что выделяют два различных типа нагрузки: осевая и центробежная. В случае, когда за один проход будет сниматься большой слой металла следует выбирать механизм с большей устойчивостью к нагрузке.
Еще одним критерием выбора можно назвать количество оборотов, при котором будет работать оборудование
Этот показатель указывается в инструкции по эксплуатации всех фрезерных станков и электрического инструмента.
Габаритные размеры также имеют важное значение. От этого зависит минимальный и максимальный диаметр устанавливаемого инструмента.
Важным моментом является то, какая фирма занимается выпуском устройства для станка
От этого зависит качество сборки, длительность эксплуатации, основные эксплуатационные характеристики.
Некоторые производители фрезерных станков также указывают то, какой шпиндель подходит в большей степени. Рекомендуется следовать рекомендациям по выбору, так как указываемый механизм подходит в большей степени.
Как правило, рассматриваемые устройства выполнены в универсальном виде. За счет этого есть возможность подобрать самый подходящий вариант исполнения для самых различных фрезерных станков.



Именно поэтому его выбору следует уделять довольно много внимания, так как некачественная и ненадежная конструкция не сможет прослужить в течение длительного периода
Следует уделять внимание и правильности установки, так как допущенные ошибки могут стать причиной появления самых различных дефектов
Преимущества и недостатки моделей
Шпиндели европейских производителей отличаются стабильностью выработки гарантийного периода при нормальном режиме эксплуатации. Устройства просто собираются и разбираются при наличии необходимых инструментов. Конструкция шпинделей передовых европейских производителей всегда очень продумана и почти не имеет изъянов. Во многих корпусах задний подшипниковый узел надежно сконструирован. Для обмотки статоров в таких устройствах используются только качественные материалы
Почти все производители уделяют внимание шумности своих изделий
К недостаткам таких изделий можно отнести то, что пластиковые части корпуса являются их слабыми местами. В некоторых устройствах подшипники могут перегружаться и работать на пределе. Это обстоятельство повышает вероятность повреждения корпуса шпинделя. Роторный вал многих приборов выполняется из мягкой стали, а резьба на них зачастую очень редкая. Это обуславливает снижение продолжительности срока эксплуатации. В шпинделях воздушного охлаждения может не хватать мощности встроенных вентиляторов недостаточно, поэтому приходится покупать дополнительные устройства. Некоторые производителя забывают набивать подшипники шпинделей смазкой.
Основные параметры устройств
Все оборудование данного типа разделяется не только по конструкции, но и по целому ряду показателей, которые следует учитывать как при выборе готового варианта, так и при сборке системы самостоятельно. Самыми важными факторами являются следующие:
Мощность
Двигатель для фрезерного станка по дереву должен обеспечивать необходимую производительность для того или иного вида работ. Естественно, лучше, когда имеется определенный запас мощности, но если вы постоянно выполняете несложные работы, которые не требуют больших энергозатрат, то слишком производительный мотор будет вызывать постоянный перерасход электроэнергии
Тип конструкции
Ниже мы рассмотрим основные варианты, и вам нужно будет выбрать тот тип компоновки, который лучше всего подходит для ваших потребностей и нужд
Важно четко понимать, какие работы будете выполнять вы, чтобы впоследствии не оказалось, что нужен еще один вариант приспособления
Качество оборудования
Цена ни в коем случае не должна быть основным критерием при выборе, кроме невысокого качества такие варианты отличаются и низкими рабочими показателями. Срок службы у дешевых образцов невелик, а зачастую при поломке найти нужные запчасти для фрезерных станков по дереву неизвестного происхождения бывает очень и очень сложно
Наличие необходимых коммуникаций
Если вы хотите выполнять определенные работы на постоянной основе, то необходимо позаботиться о том, чтобы у вас в распоряжении было помещение с достаточной площадью, также нужно сделать систему пылеотведения
Важным фактором является рабочее напряжение станка, если оно составляет 380 Вольт, а соответствующей линии у вас нет, то стоимость ее подведения может оказаться дороже самого оборудования

Промышленное оборудование с ЧПУ портального типа позволяет выполнять практически любые работы по обработке древесины
Применение
На горизонтально-фрезерном оборудовании по металлу делаются в заготовках шпоночные канавки. Они могут делаться несколькими способами в зависимости от используемого инструмента на разном оборудовании – вертикально-фрезерных станках или оборудовании общего назначения, используемого для проведения разноплановых работ по металлу.


Шлицы на валах диаметром до 100 мм делаются за один цикл фрезерования. На более широких валах эта операция может проводиться в два захода. Для чернового фрезерования необходимы делительные механизмы. Они есть на горизонтально-фрезерных, что делает это оборудование более удобным для обработки валов с большим диаметром.
Выбор фрезы для выполнения работ
Продольное фрезерование могут вести многошпиндельные горизонтально-фрезерные станки по металлу с использованием различных фрез, установленных в револьверную головку. При обработке металлических деталей несколькими различными фреза установка инструмента также может осуществляться в отправку, и далее в шпиндель.
 Фрезерование дисковыми фрезами
Фрезерование дисковыми фрезами
Трёхсторонние дисковые фрезы используются для протачивания шпоночных сквозных пазов. Для достижения большей точности лучше сделать эту работу за один подход. При необходимости создания широкого паза в один приём провести эту операцию сложно. Второй, чистовой проход будет сделан фрезой с большим диаметром. Надёжным будет крепление фрезы при установке её в шпиндель с двумя опорами.
Существуют станки, предназначенные для работы только одним или несколькими видами фрез. Горизонтально-фрезерные, созданные для проведения работ дисковыми и цилиндрическими фрезами имеют дополнительную возможность использования торцевых фрез, что несколько увеличивает сферу, в которой применяется это оборудование.
Общие требования
Работа ручным фрезером по дереву будет более легкой и приятной, изделия получатся нормального качества, если выполнить некоторые условия:
- Фреза должна быть острой. Оценить этот параметр «на глаз» сложно, потому надо ориентироваться на рабочие моменты: если мотор сильно греется и/или обработанная поверхность не гладкая (говорят «грязная»), то фреза тупая. Ее необходимо заменить.
- Обрабатываемая заготовка должна быть прочно и надежно закреплена. Ничего хорошего на прыгающей и дергающейся заготовке вы не получите.
- Заготовки должны быть прочно закреплены. Лучше всего использовать струбцины
- Небольшая глубина съема за один проход. Чем больше древесины вы снимаете за один проход, тем больше нагрузка на фрезу. Это ведет к снижению скорости вращения, что ее больше увеличивает нагрузку. Далее — по кругу. Потому, если необходима большая глубина обработки, лучше ее разбить на несколько проходов.
- При замене фрезы необходимо агрегат обесточить. Причем не переключателем, а вынуть шнур из розетки. Это исключит возможность непроизвольного включения.
Не такие сложные требования, но их выполнение — залог хорошей работы и безопасности. Ну и основное требование — фрезер надо вести ровно, без рывков, толчков. Если ощущается сильное биение — изменяйте частоту вращения. Чаще всего ее надо уменьшить, а вообще стоит ориентироваться на рекомендации производителя (есть на упаковке).



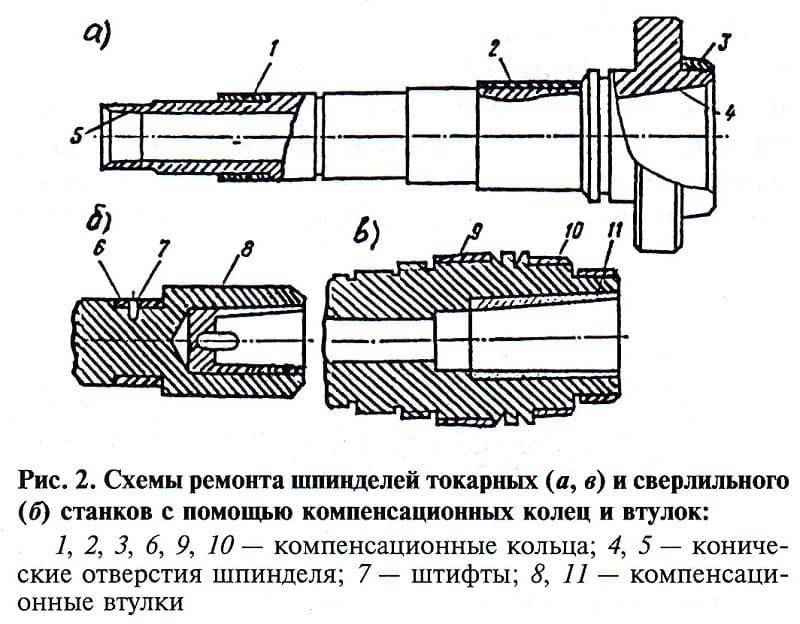
Как производится регулировка и ремонт шпинделя
Обкатка или регулировка шпинделя, осуществляют следующим образом: нужно выполнить пять циклов каждый по двадцать минут. При этом необходимо делать перерывы между циклами по примерно две минуты.
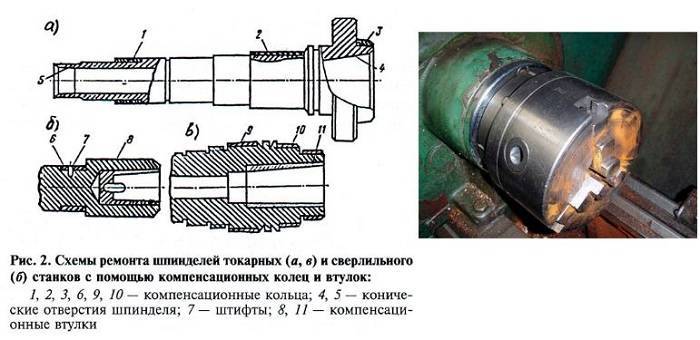
Если же режимы работы были нарушены, а также если воздух в помещении, где выполняются работы, был сильно загрязнён пылью и грязью, то трущиеся поверхности достаточно быстро приходят в негодность, смазка, которая заливается ещё при производстве и должна служить на протяжении всего срока работ, начинает терять свои свойства.
Из-за этого трения начинает вызывать сильное повышение температуры и подшипники, после некоторого времени такой работы, приходят в негодность и больше не могут выполнять возложенные на них функции.
Чтобы избежать такого печального развития событий, нужно при первых признаках перегрева, а также при появлении вибраций и необычных звуков, шпиндельного узла немедленно прекратить работу с заготовкой и в срочном порядке произвести техническое обслуживание шпинделя. Оно состоит из: снятия защиты со шпиндельного узла, очистки и смазывания новой, качественной смазкой, которая предназначена для высоких скоростей.
Важно!
Не стоит забывать про выбор марки, так как она зависит от того, какой вид шпинделя и подшипника используется.
Выбор производителя шпинделя
На международном рынке наибольшее распространение получили китайские и итальянские шпиндели. В связи с этим возник резонный вопрос, — какой из них лучше? Мы убеждены, что у каждого производителя есть свои преимущества и недостатки, и каждая продукция выгодна по-своему.
Устройства итальянского производства превосходят по качеству и сборке. У них встроено воздушное охлаждение. Они превосходно работают на высоких скоростях и демонстрируют аккуратную резьбу.
Одновременно с этим, китайские шпиндели обойдутся значительно дешевле, и вряд ли уступят в качестве, так как все-равно изготавливаются на тех же самых заводах в Китае, как и итальянские шпиндели. Благодаря цельному цилиндрическому корпусу, который закрыт подшипниковыми узлами, он почти не производит вибрацию притом, что сохраняет стабильное положение на станке. Мощность такого шпинделя может показаться меньше, чем у итальянских аналогов. Однако китайские модели неприхотливы к условиям среды, не деформируются от избыточного нагрева и могут использоваться в ежедневной работе.





