

Станок для резки арматуры СМЖ-172А. Вкладыш в сборе (станки выпуска до 31 декабря 2013г)
Подготовка к эксплуатации
Оборудование устанавливается на бетонное основание, надежно фиксируется, заземляется. Перед работой производится смазка, проверяется натяжение клиноременного механизма. Изначально между ножами должен быть зазор величиной 0,1 ÷ 0,3 мм, при необходимости лезвия регулируются до нужных параметров. Подвижная планка упора устанавливается в необходимое положение, задается режим работы станка. Оператор обязательно должен проверить надежность закрепления защитных кожухов. Плавность движения механизмов проверяется поворотом маховика вручную. После этого следует включить электродвигатель на несколько секунд. Это позволит убедиться в правильном движении маховика, которое должно совпадать с направлением стрелок на торцевой поверхности.
Различные модификации
Простейшие виды ручных приспособлений представляют собой ножницы, блочные ручные резчики (опора, рычаг, ножи).
Строительный ручной станок для резки арматуры (гильотина) нужен при работе с малым, ограниченным количеством материала. Такой агрегат конструктивно аналогичен приводному электрическому механизму, но с меньшей установленной производительностью. Развиваемое рычагом усилие на режущей части позволяет обработку детали толщиной 0,4 – 2,5 см. Вес до 40 кг. Не требует энергозатрат, кроме физического усилия.
Более мощные и производительные модели весят до 0,57 т. На них устанавливают колеса для удобства перемещения. Режут изделия толщиной до 4 см.
Управление выполнением рубочных действий осуществляется рычагом или педалью.
Распространена конструкция установленного редуктора планетарного типа. Он имеет высокую износоустойчивость, достаточную мощность на выходе. Обрезка арматурных прутьев проводится специальным лезвием четырех/восьмигранной формы.
Рубка прута
Вертикальное движение ножа станок для рубки арматуры производит тихоходным эксцентриком. Двигатель раскручивает маховик, который дает импульсную нагрузку на обрезаемый фрагмент, срезая по плоскости неподвижного упора. Ножи изготовлены так, что позволяют использовать 4 режущих кромки для одновременной рубки нескольких деталей (пучка).

Станок для резки арматуры Sima

Станок для резки арматуры Alba

Станок для резки арматуры Koman
Гибка арматуры
Совмещенный станок для резки и гибки арматуры, предполагает в конструкции гибочный вал, двигающийся по внешней стороне будущего сгиба металлического прута. Стержень во время операции жестко фиксирована в упорных выступах. Передача от электрического двигателя происходит через 2 редуктора для создания гибочного усилия.
На производстве переносной гибочный узел существенно ускоряет процедуру, давая возможность вырабатывать несколько арматурных отрезков сразу. Расширенный функционал некоторых моделей включает изготовление спиралей, хомутов.
Профессиональный станок для резки и гибки арматуры позволяет подводить гибочный стержень, как справа, так и слева.

Станок для гибки арматуры G40 ВПК

Китайский станок для гибки арматурной стали SGA50

Станок для гибки арматуры VPK
Обвязка арматуры для фундамента по всем правилам
Вязать арматуру вполне реально, используя подручные средства. Но стоит отметить, что правильное связывание прутьев между собой не гарантирует соблюдение всех строительных норм и качественного монтажа. Так как схема вязки каркаса зависит от типа фундамента, его размеров, толщины и типа используемого материала. Поэтому нужно учесть несколько ключевых правил:
- Если в качестве арматурного каркаса будет использоваться сетка, тогда обвязку нужно делать внахлест.
- Учитывая тип и сечение арматуры, необходимо рассчитать длину перепуска в местах соединения.
- Гнуть прутья нужно строго под определенным углом и равномерно.
- Учитывается марка бетона и условия работы в месте соединения. Минимальная длина перехлеста не менее 25 см.
Если армирование проводится на высоте от 3 метров, тогда без строительных лесов или подмостки не обойтись. Технология обвязки получается более сложная, ввиду существующих правил безопасности при высотных работах. Обвязка проводится в три этапа:
- Сначала подготовить арматуру, подвязать к ней стропы.
- Поднять на необходимую высоту, выровнять и уложить в пластиковые направляющие.
- Связать прутья по любой перечисленной технологии.
Высотные работы нужно проводить только с несколькими рабочими одновременно, обеспечить страховку и контролировать процесс подъема прутьев с дальнейшей их установкой на указанные места. Делать это своими руками без страховки категорически запрещено.
Стоимость обвязки относительно невысокая, так как мастера могут обработать несколько квадратных метров каркаса за час. А при применении специальных вязальных инструментов, еще быстрее. А качество вязки прутьев и соответствие всем строительным нормам они гарантируют, тем более что гнуть прутья будут специальными щипцами.
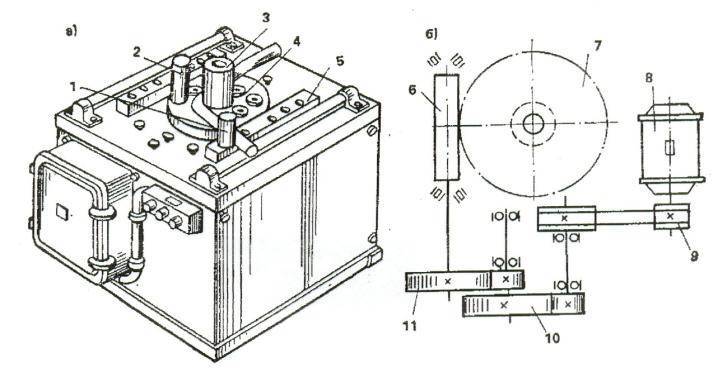
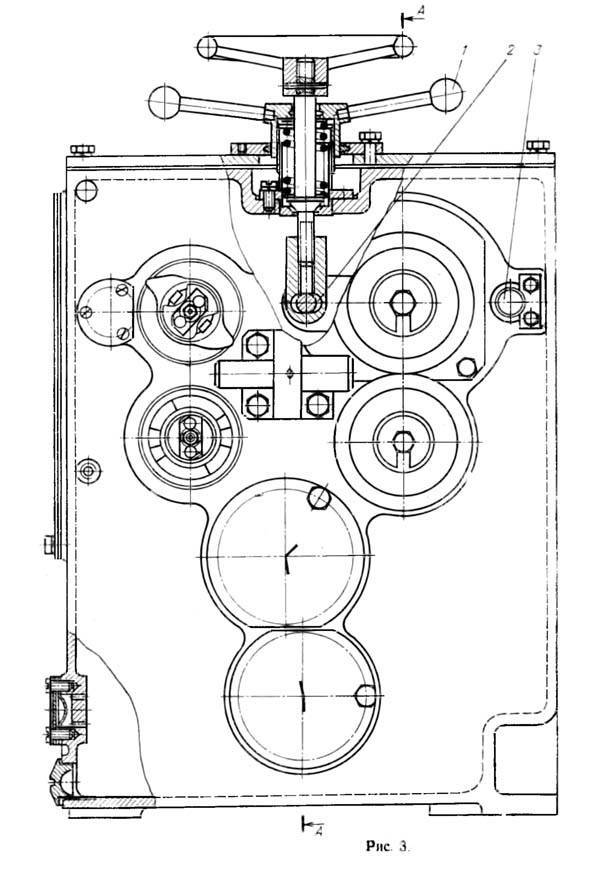
Кинематическая схема правильно-отрезного станка ГД-162

Описание кинематической схемы правильно-отрезного станка ГД162
Автомат представляет собой правильно-отрезной станок с вращающейся правильной рамкой, роликовой подачей и рычажным резом.
Привод подачи и реза осуществляется от двух скоростного электродвигателя 1 через клиноременную передачу (обозначение ремня приведено в приложении А) вращение передается маховику 3, который установлен на промежуточный вал I. Через цилиндрические шестерни 6,7, 8, 9, 10, 11 и 12 вращение передается двум парам подающих роликов заднего механизма подачи. А затем через цепную передачу и шестерни 16, 17, 18, 19 и 20 вращение получают две пары подающих роликов механизма подачи.
Отключение механизма подачи в момент реза производится посредством зубчатой муфты 31. Одна полумуфта 31 на шлицах посажена на валу III, вторая жестко связана с шестерней 7, которая постоянно вращается на валу III. При включенной муфте 31 вращение получает вал III и происходит подача материала. Включение и выключение муфты производится посредством кулака 41, закрепленного на валу Х и воздействующего на муфту через рычаг.










Правка материала осуществляется в направляющих втулках и в правильной рамке во всех плоскостях путем его многократного поперечного пластического изгиба волоками-заготовками, закрепленными в сухарях которые установлены в гнездах быстровращающейся правильной рамки.
Для регулировки зазора между нижними и верхними подающими роликами в зависимости от размера сечения материала оси роликов выполнены эксцентриковыми.
Привод правильной рамки осуществляется от электродвигателя 21 через клиноременную передачу.
Отрезка прутков осуществляется с помощью отрезной втулки, закрепленной в корпусе заднего механизма подачи и открытого ножа, закрепленного на двуплечем рычаге, свободно качающемся в оси.
Качание рычага производится посредством осевого кулака 24 жестко закрепленного на валу Х и воздействующего на консольный конический ролик рычага реза.
Включение механизма реза производится посредством пальцевой муфты 26. Одна часть с подпружиненным пальцем жестко закреплена на валу Х, вторая часть муфты сблокирована с шестерней 5, которая постоянно свободно вращается на валу Х.
При включении муфты реза получает вращение вал Х, после отключения муфты останов вала осуществляется дисковым тормозом постоянного действия.
Управление пальцевой муфтой осуществляется электромагнитом 28 который включается выключателем 40, связанным с механизмом отмеривающим.
Отрезанные прутки из канала приемного устройства сбрасываются вниз. Планка, закрывающая канал устройства, открывается в момент реза посредством кулака 25, который жестко закреплен на валу Х.
Как согнуть арматуру без специального устройства
Часто бывают случаи, когда использовать станки для осуществления гибки металлической арматуры, даже самодельные, нет возможности, а согнуть арматуру необходимо. Во всех подобных ситуациях следует помнить, что любая попытка согнуть металлический пруток своими руками может привести к серьезным травмам. Арматура при такой гибке может отпружинить и нанести серьезный вред вашему здоровью.

Вариант на скорую руку. Главное — чтобы было чем сделать прорези в швеллере
При хорошей физической подготовке гибка арматуры своими руками может быть выполнена без использования станка, если ее диаметр не превышает 8 мм. Однако следует быть готовым к тому, что радиус сгиба получится слишком большой, и такая гнутая арматура не будет соответствовать всем требованиям, которые к ней предъявляются.

Два отрезка трубы помогут согнуть арматуру при отсутствии других вариантов

Если под рукой есть сварка, то к трубе можно приварить короткий отрезок этой же трубы
Значительно улучшить результат позволяет самодельное устройство, состоящее из двух стальных труб, с помощью которых в домашних условиях можно выполнять даже гнутье прутков большого диаметра. Увеличить диаметр сгибаемой арматуры позволяет использование труб большей длины. Схема, по которой работает такой самодельный гибщик арматуры, достаточно проста: один конец арматуры фиксируют в одной трубе, а вторую трубу надевают на свободный конец прутка. Для того чтобы погнуть пруток, необходимо наступить на одну из труб, а вторую вместе с концом арматуры, которая в ней находится, поднять вверх. Одну из труб с арматурой для более надежного закрепления можно зажать в тиски, вкопать в землю иди даже забетонировать.
Заводы-производители
- Машстройконструкция
- ПромСтройМаш
- РусИнСтрой
- Гигант (Станкокомпания)
Все производственные мощности вышеперечисленных компаний располагаются на территории России. Этим обусловлена невысокая цена и быстрая скорость доставки. Тем не менее серия СГА пожалуй единственная, которая нашла применение за рубежом.
Данные производители сертифицированные имеют в распоряжении все необходимые документы и сертификаты на продажу их станки проходят процедуру контроля качества и пригодности к работе.
ВНИМАНИЕ! Если вы приобретаете б/у оборудование и продавец отказывается предоставлять сертификаты или документы, которые подтверждают факт приобретения станка на заводе, скорее всего перед вами подделка
Меры безопасности
Работа станков смж 172 просит строгого выполнения всех правил безопасности. Не позволяется:
- применять с превышением показателей, установленных техническими спецификами;
- делать работу при плохом освещении, дожде;
- включать оборудование при снятой защите ножей разборном корпусе;
- работать при отсутствующем заземлении корпуса;
- делать техобслуживание, чистку смж, менять ножи при подключенном электрическом питании;
Оператор во время работ должен применять очки для защиты, шумовую защиту слуховых органов, каску.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Электрооборудование станка для правки и резки арматуры СМЖ-357
В принципиальной электрической схеме (рис. 9) электропитание предусматривается от четырехпроводной трехфазной сети напряжением 220/380 В, 50 Гц. Напряжение силовых цепей 330 В. Напряжение цепей управления 220 В, потребляемая (максимальная) мощность 14,4 кВт, ПВ = 100%.





Управление предусмотрено с помощью вмонтированной в станок кнопочной панели.
Переключение скоростей электродвигателей предусмотрено с помощью переключателей В4, В5, расположенных в электрошкафу.
Нажатием кнопки Кн2 с мнемоническим обозначением 0/0 замыкается цепь катушек пускателей Р1, РЗ. Контактами РЗ шунтируются сопротивления торможения электродвигателя подачи. Включаются электродвигатели барабана Ml и подачи М2 контактами пускателя PL
По достижении арматурой конечного выключателя В8 замыкается цепь катушки Р4. Контактами Р4 замыкается цепь катушки электромагнита ножевых валов — осуществляется рез, при этом конечным выключателем В9 замыкается цепь катушки Р5, и контактами Р5 размыкается цепь катушки электромагнита ЭМ. Следующий рез происходит после освобождения конечного выключателя В8 и нового его нажатия.
Кроме того, рез может быть осуществлен нажатием кнопки КнЗ с мнемоническим обозначением V . Если рез не произойдет за время установки реле времени Р8, которое задается в зависимости от длины отрезаемой арматуры и скорости подачи, контактами Р8 разомкнётся цепь управления (аналогично кнопке «стоп»).
Конечный выключатель В8 присоединяется к цепи управления через штепсельные разъемы Ш1…Ш4, расположенные: Ш1 на задней стенке электрошкафа; Ш2…Ш4 на соответствующих секциях приемного устройства.
Остановка электродвигателей осуществляется нажатием грибковой кнопки, при этом размыкается цепь катушек пускателей Р1 и РЗ.
С валом электродвигателя барабана связано реле контроля скорости Ркс. По достижении электродвигателем барабана скорости, близкой к максимальной, контактами Ркс и Р1 замыкается цепь катушки Р6.
После отключения пускателя Р1 контактами Р6 и Р1 замыкается цепь катушки пускателя Р2 и электродвигатели Ml, M2 тормозятся в режиме противовключения. С падением скорости электродвигателя барабана размыкаются контакты Ркс в цепи катушки Р6. Контактами Р6 размыкается цепь катушки Р2 — стоп.
Защита и блокировки в электросхеме правильно-отрезного станка ГД-162
В электросхеме станка предусмотрены следующие блокировки:
- блокировка, запрещающая включение станка в автоматическом режиме при открытых ограждениях (хотя бы одном) подающих роликов и правильной рамки, осуществляется конечными выключателями SQ1, SQ3, SQ6
- блокировка, запрещающая включение в автоматическом режиме при отсутствии заготовки, осуществляется микропереключателем SQ2 механизма контроля
На пульте управления расположена сигнальная арматура следующего назначения:
- HL1 молочного цвета – “Напряжение подано”, сигнализирует о наличии напряжения в цепях управления
- HL2 зеленого цвета – “Автомат”, сигнализирует о работе в автоматическом режиме
- HL3 зеленого цвета – “Наладка”, сигнализирует о работе в наладочном режиме
- HL4 зеленого цвета – “Подача”, сигнализирует о работе привода подачи
- HL4 зеленого цвета – “Вращение правильной рамки”, сигнализирует о работе привода правильной рамки
В схеме предусмотрены следующие защиты:
- защита всего электрооборудования станка от токов короткого замыкания обеспечивается автоматическим выключателем QF1
- защита электродвигателя М2 – автоматическим выключателем QF3
- защита электродвигателя М1 от перегрузки осуществляется тепловым реле КК1
- защита электродвигателя М2 – тепловым реле КК2
Схемой электрической принципиальной также предусмотрены следующие защиты от токов короткого замыкания:
- первичной цепи трансформатора TV1 обеспечивается автоматическим выключателем QF4
- цепи электромагнита YA1 – автоматическим выключателем QF5
- цепи освещения – автоматическим выключателем QF6
- цепи управления – автоматическим выключателем QF7
- цепи сигнализации – автоматическим выключателем QF6
Нулевая защита осуществляется магнитными пускателями КМ1 и КМ3
Вязание арматуры своими руками
При всем многообразии специализированного строительного инструмента, не все частные застройщики имеют возможность его купить или взять в аренду. Для вязки прутьев не требуется дорогостоящего инструмента, ее к тому же можно сделать своими руками.
Для этого необходимо приобрести стальную вязальную проволоку. Она достаточно гибкая и прочная, имеет диаметр 2—3 мм. Чтобы ее согнуть, придется использовать пассатижи или специально сделанный крючок, который впоследствии закручивается вокруг арматуры и фиксирует ее. Некоторые умельцы выполняющие армирование своими руками иногда используют шуруповёрт, как более простой и легкий способ вязки. Если вязать с помощью проволоки, то для этого потребуется:
- Один из вариантов вязки каркаса основания с применением крючка. Умельцы иногда используют шуруповерт, как более лёгкий способ вязки прутьев арматуры своими руками.
отрезать кусок проволоки длиной около 30 см. Можно и больше, если ее не жалко, но концы будут мешать (включая лишние отходы);
- затем сложить проволоку пополам, чтобы увеличить жесткость и прочность;
- согнуть её по диагонали вокруг арматурного соединения и сделать небольшую петлю;
- в петлю установить крючок и равномерно, без лишних усилий, крутить по часовой стрелке, пока не станет тяжело оборачивать, или соединение станет достаточно прочным. Главное, не использовать силу, так как проволоку легко порвать и потом придется все начинать сначала;
- концы проволоки отрезать плоскогубцами и выбросить.
В случае армирования столбчатого фундамента арматурный каркас можно согнуть и затем фиксировать на оголовках специальными зажимами. Некоторые производители уже поставляют металлические или деревянные сваи со специальными зажимными скобами и муфтами. В таком случае достаточно выгнуть прут и вставить его в скобу. Скобу зажать и сверху проварить, сделать все это можно своими руками, используя минимум инструмента. В случае применения гладкой арматуры процесс вязки более трудоемкий, так как крюки будут постоянно отгибаться и без подручного специализированного инструмента не обойтись, как и без сторонней помощи.
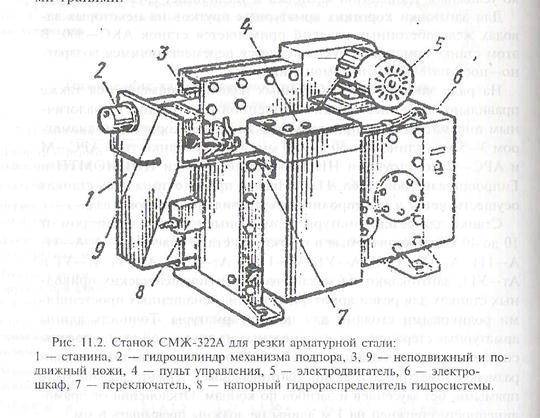
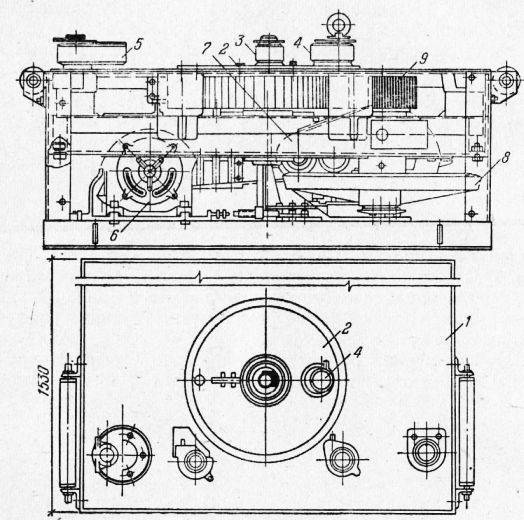
Устройство и работа станка для резки арматуры СМЖ-172
Станина предназначена для монтажа станка и его составных частей и включает в себя:
- Основание из листового проката с приваренной к нему рамой, изготовленной из швеллеров, с отверстиями для крепления станка на фундаментных болтах
- Приваренный к основанию вертикальный лист с подшипниковыми опорами и съемной крышкой
В верхней части станины имеются:
- Рабочий зев станины, на одной стороне которого укреплен съемный неподвижный нож
- Ролик для подачи разрезаемого материала
- Регулируемый упор. Упор предназначен для получения реза, плоскость которого перпендикулярна продольной оси разрезаемых прутков различных диаметров
Упор состоит из двух рифленых планок 3 и 5, одна из которых неподвижно крепиться к станине, а вторая может перемещаться относительно первой и прижиматься к ней болтом 4
Отверстия крепления подмоторной плиты электродвигателя и кронштейна пульта управления.
Отверстия для подъема и транспортировки станка.
Между вертикальным листом станины и укрепленной на 3-х штифтах и 5-ти болтах крышкой, расположена кулиса в сборе, в полости которой размещается ползун. Ползун приводится в движение эксцентриковым валом. Между шейкой эксцентрикового вала и ползуном размещены ролики игольчатые. На обрезе кулисы укреплен подвижный нож 2, взаимозаменяемый с неподвижным ножом станины.








Конструкция ножей позволяет использовать в качестве рабочих четыре кромки.
Кулиса совершает качательное движение вокруг пальца, укрепленного в станине.
Движение кулисы осуществляется посредством передачи энергии от электродвигателя через клиноременную передачу с маховиком, две пары зубчатых колес, закрытых защитным кожухом, и эксцентриковый вал.
Электродвигатель установлен на подмоторной плите, имеющей два болта для регулировки натяжения клиновых ремней.
Включение и выключение электродвигателя производиться посредством кнопочных выключателей магнитного пускателя, установленного на верхнем торце станины.
Разные вариации
Очень простые виды ручных устройств собой представляют ножницы, блочные ручные резчики (опора, рычажок, ножи).
Строительный ручной станок для нарезания арматуры (гильотина) необходим во время работы с малым, ограниченным количеством материала. Такой аппарат конструктивно подобен приводному электрическому механизму, но с меньшей установленной работоспособностью. Развиваемое рычажком усилие на части которая режет позволяет обработку детали толщиной 0,4 – 2,5 см. Вес до сорока килограмм. Не просит энергозатрат, помимо физического усилия.
Намного мощнее и производительные модели весят до 0,57 т. На них устанавливают колеса для комфорта перемещения. Режут изделия толщиной до 4 см.
Управление выполнением рубочных действий выполняется рычажком или педалью.
Популярна конструкция поставленного редуктора планетарного типа. Он имеет высокую устойчивость к изнашиванию, необходимую мощность на выходе. Обрезка арматурных прутьев проходит специализированным лезвием четырех/восьмигранной формы.
Рубка прута
Вертикальное движение ножа станок для рубки арматуры создает тихоходным эксцентриком. Мотор раскручивает маховик, который даёт импульсную нагрузку на обрезаемый фрагмент, срезая по плоскости неподвижного упора. Ножи сделаны так, что дают возможность применять 4 режущих кромки для одновременной рубки нескольких деталей (пучка).
Гибка арматуры
Соединенный станок для нарезания и гибки арматуры, предусматривает в конструкции гибочный вал, двигающийся по внешней стороне грядущего сгиба прута из металла. Стержень во время операции жестко фиксирована в упорных выступах. Передача от электродвигателя происходит через 2 редуктора для создания гибочного усилия.
На производстве мобильной гибочный узел значительно убыстряет процедуру, предоставляя возможность генерировать несколько арматурных отрезков сразу. Большой функционал определенных моделей включает изготовление спиралей, хомутов.
Профессиональный станок для нарезания и гибки арматуры позволяет подводить гибочный стержень, как с правой стороны, так и слева.
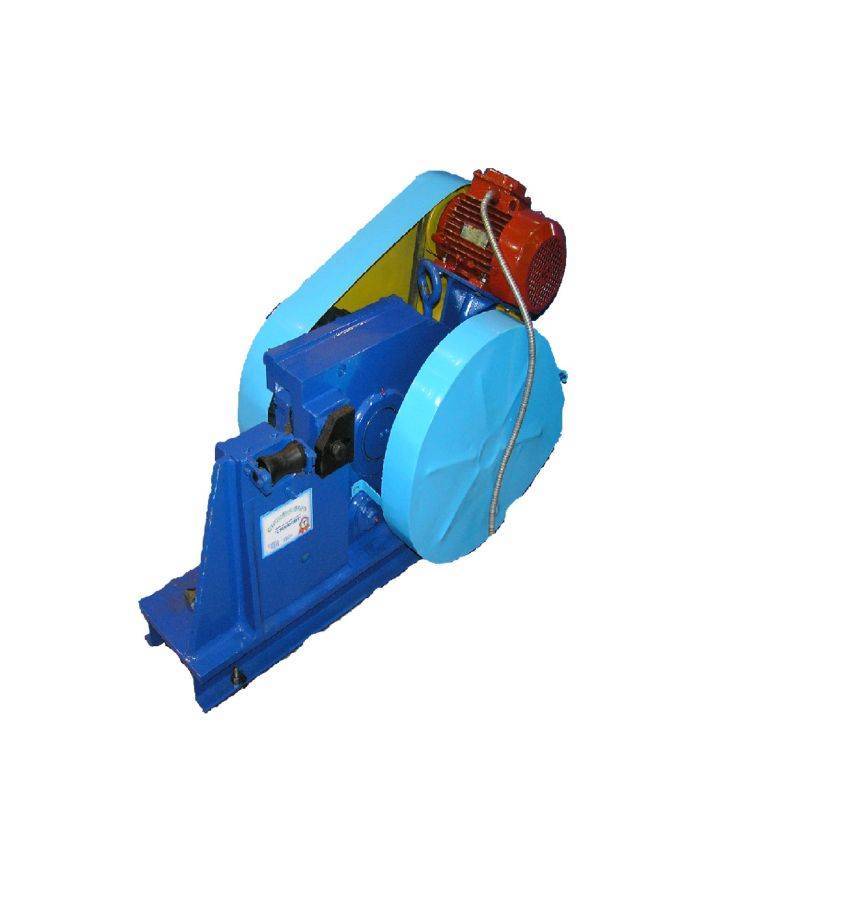
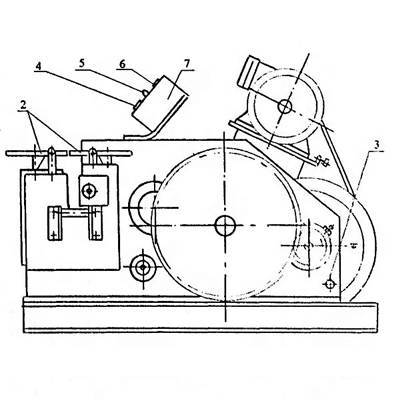
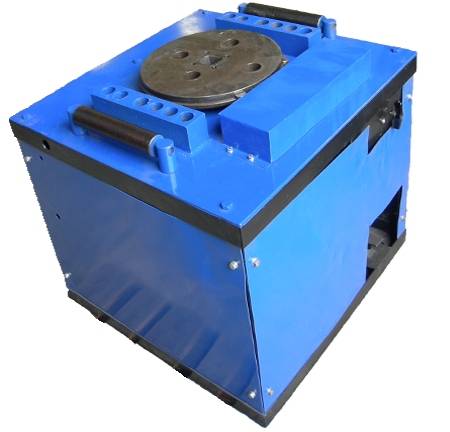
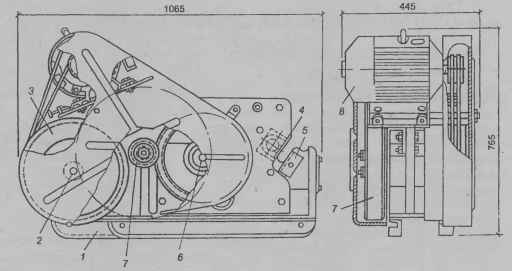
Общий вид станка для гибки арматуры СГА-1ЭБ (с Электронным Блоком)

Станок СГА-1ЭБ отличается от базового станка СГА-1 наличием электронного блока, позволяющего автоматизировать процесс гибки в условиях серийного производства деталей из арматуры.
Станок СГА-1ЭБ имеет два режимы работы – ручной и автоматический. Ручной режим удобен при одиночных или небольших количествах гибов и используется при наладке станка, при проверке датчиков. В ручном режиме можно работать при отказе датчиков, что исключает простой станка. Автоматический режим используется при многократной реализации одного или нескольких последовательных гибов.
Ручной режим работы:
- При нажатии на педаль включается вращение вперед, при отпускании педали поворотный диск останавливается (практически без выбега)
- При повторном нажатии включается вращение назад, при отпускании педали поворотный диск останавливается
Автоматический режим работы имеет два подрежима:
- Режим одного гиба
- Режим n-гибов на одной из восьми программ
На боковой панели установлен противоударный дисплей, на котором указывается «Заданное значение» угла гиба. Для изменения «Заданного значения» угла гиба предназначены кнопки +/-. При кратковременном нажатии на кнопку происходит изменение «Заданного значения» на 1 градус, при длительном нажатии на 10 градусов.
Как согнуть арматуру в домашних условиях
Главное назначение арматуры заключается в армирование бетона, который может разрушаться под действиями нагрузок изгибающего характера. Во всех железобетонных конструкциях сжимающие и растягивающие усилия берет на себя металлический прут. Соорудить достаточно прочный, надежный фундамент любого дома невозможно без арматурного каркаса. Одновременно с этим, армирование углов и разных примыканий путем перекрещивания прямых прутков является серьезным нарушением технологии, которое ослабляет всю конструкцию, что неминуемо приведет к расслоению бетона. Если нужно выполнить угловые связки, требуется монтаж изогнутой арматуры с перехлестом на каждой стороне минимум в 80 см. Кроме того гибка прутков нужна для изготовления разных соединительных элементов, рассчитанных на растяжение (например, лапка, стандартный крюк, прочее).
Этапы сгибания арматуры:

Как согнуть арматуру в домашних условиях, чтобы она при этом сохранила прочностные характеристики, знает не каждый. Арматуру, выполненную из стеклопластика согнуть без каких-либо повреждений практически невозможно, поэтому такой обработке подвергают стальную.








Опытные строители знают, что разрешается сгибать стержни только механическим способом, не допуская образования острых углов в месте изгиба. Какие-либо закругления следует делать плавными – наиболее оптимальный радиус – 10-15 диаметров арматуры.

Самые распространенные способы неправильного сгибания арматуры:
место сгиба разогревают паяльной лампой (автогеном, сваркой, на костре);

в месте, где будет происходить гибка, посредством угловой отрезной машинки или аналогичным инструментом делается надпил.

После «подготовительных» работ применяют подручный инструмент (молоток, кувалда, труба и прочее) для сгибания арматуры. Оба приема в разы ослабляют стержни, что влечет их последующее разрушение под влиянием нагрузок. Необходимо запомнить, что все виды арматуры гнуться только в холодном состоянии без целостных нарушений.
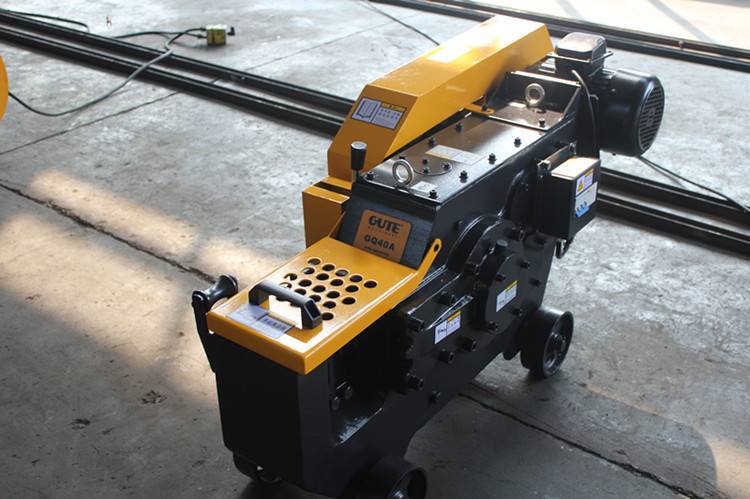
3 Обзор современного гибочного оборудования
Популярными среди строителей являются китайские агрегаты модели GW40, отличающиеся невысокой стоимостью и высоким уровнем практичности. С их помощью выполняют сгибание прутков сечением не более 4 сантиметров (арматура А2 и А1) и не более 3,2 сантиметров (А4 и А3).
GW40 реализуются в двух вариантах исполнения – мобильном и стационарном. Мобильное оборудование обычно применяется на строительных объектах, а стационарное устанавливается на предприятиях, занятых выпуском железобетонных изделий и конструкций.
Гибочный станок GW40 имеет следующие технические характеристики:
- напряжение – 380 вольт;
- угол сгибания – от 0 до 180 градусов;
- масса установки – 280 килограмм;
- вращение диска (скорость) – 8 оборотов в минуту;
- габариты – 75 (длина) на 71 (ширина) на 80 (высота) сантиметров;
- мощность электрического двигателя – 3 киловатта.

Агрегат управляется вручную и при помощи ножной педали.
Большей мощностью (4 киловатта) и техническими возможностями обладает машина GW50. Она позволяет без труда сгибать арматуру (круглый профиль) до 50 сантиметров. Но и масса такой установки повыше – 420 килограмм (как и ее габаритные размеры – 100 на 88 на 78 сантиметров).
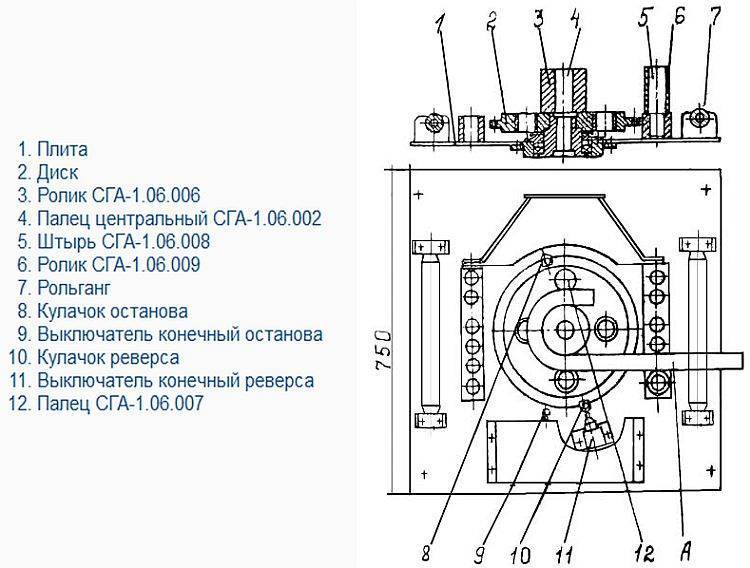
Востребован и станок для гибки арматуры МГА российского производства. Его эксплуатируют на стройплощадках (под навесом), в цехах предприятий, которые изготавливают всевозможные конструкции из металла и стали, а также из железобетона. Конструкция МГА включает в себя рабочий диск и плиту, центральный палец, кулачки реверса и остановки, рольганг, штырь, ролики, конечный выключатель реверса.
МГА снабжается 3-киловаттным электродвигателем, подключаемым к сети 380 вольт. Он сгибает арматуру класса А3 (толщиной до 3,2 см), А2 (до 3,6 см) и А1 (до 40 см). Производит данный станок для гибки арматуры компания «Долина» (Кувандыкский кузнечно-прессовый комбинат), который гарантирует высокое качество своего оборудования. Заметим, что все установки МГА имеют сертификаты качества.

Также можно приобрести и другое известное оборудование для сгибания металлоизделий. Например, станки АГ-42, АГ-40 и 40М от российско-итальянского бренда характеризуются безопасностью использования и превосходной производительностью за счет применения при их изготовлении самых новых европейских технологий. Они снабжаются демонтируемыми отверстиями в раме и колесами, что позволяет перемещать гибочные машины по производственному цеху или строительному объекту при помощи крана. Кроме того, станки АГ способны гнуть несколько металлических прутов одновременно. На них, кстати, можно монтировать дополнительные приспособления, чтобы осуществлять двойной изгиб деталей, а также выпускать спиральные изделия, петли и скобы.
Установки СГА-1 и 1ЭБ способны обработать арматуру толщиной до 4 сантиметров. Они снабжены двигателем на 3 киловатта, имеют повышенную надежность всех механизмов и составных частей, отличаются хорошей ремонтопригодностью, дают возможность посредством перестановки съемных шестерен увеличивать или уменьшать скорость, с которой вращается рабочий диск. На станок для гибки арматуры СГА-1ЭБ монтируется электронный блок, что отличает его от машины СГА-1, которая не располагает подобным устройством.
Итальянское высокотехнологичное гибочное оборудование IСARO с педальным и ручным управлением, на котором можно обрабатывать сложные с точки зрения геометрии изделия включая спирали. Особая конструкция установок IСARO разрешает эксплуатировать их без перерывов (даже на протяжении 24 часов) и добиваться при этом уникальной точности изгиба арматуры. Процесс гибки легко полностью автоматизировать, приобретя за отдельную плату специальный электронный блок (справедливости ради отметим, что стоит он недешево). В стандартную комплектацию агрегатов IСARO входят штифты и набор обкатных валов.
Популярные модели
Цена ручного гибочного оборудования зависит от производительности, скорости выполнения операций, формы и толщины изделий, которые на нем можно обрабатывать. Опишем коротко наиболее востребованные модели РСГА, продающиеся в наших строительных магазинах:
- DR-12, DR-20 и DR-25 (производитель Diam-Almaz) — ручные гибщики арматуры российского производства. Использоваться могут в домашних условиях и на строительных объектах, где нужно гнуть арматуру и прутья из углеродистой стали и прочих сплавов. Любой станок марки Diam-Almaz имеет надежные ограничители длины подачи и угла сгиба изделий. Данный инструмент свободно фиксирует детали зажимом, а установить его можно на любой верстак.
- СО-350 (производитель МИСОМ) — белорусское производство. На станках данной марки можно гнуть арматуру с сечением 12, 25, 20,30 мм. Прочные простые конструкции, позволяющие гнуть одновременно 2−4 прутка. Весят мало — 10−30 кг, гарантируют получение максимально ровных точных изгибов.
- Alba — гибочные профессиональные станки, которые предназначаются для применения в промышленных цехах и на стройке. Позволяют работать с арматурой А-III и А-I до Ø30 мм. Безотказны, имеют длительный срок службы, высокомобильны и прочны.
Популярны также российские станки УО-120, 12Е и 10Е турецкой фирмы Afagan.









Технические характеристики станка для резки арматуры СМЖ-172
| Наименование параметра | СМЖ-172БА | СМЖ-172НА40М |
|---|---|---|
| Основные параметры станка | ||
| Рабочее усилие на ножах (номинальное усилие реза), кН (кгс), не более | 3500 (350) | 3500 (350) |
| Наибольший диаметр отрезаемого круга в режиме непрерывного хода. Класс А-I, мм | 24 | 24 |
| Наибольший диаметр отрезаемого круга в режиме непрерывного хода. Класс А-II, мм | 21 | 21 |
| Наибольший диаметр отрезаемого круга в режиме непрерывного хода. Класс А-III, мм | 19 | 19 |
| Наибольший диаметр отрезаемого круга в режиме одиночного хода. Класс А-I, мм | 40 | 40 |
| Наибольший диаметр отрезаемого круга в режиме одиночного хода. Класс А-II, мм | 36 | 36 |
| Наибольший диаметр отрезаемого круга в режиме одиночного хода. Класс А-III, мм | 32 | 32 |
| Наибольшие размеры отрезаемого квадрата, мм | 20 х 20 | 20 х 20 |
| Наибольшие размеры отрезаемой полосы (толщина х ширина), мм | 12 х 38 | 12 х 38 |
| Частота непрерывных ходов кулисы, 1/мин | 33 | 33 |
| Частота одиночных ходов кулисы, 1/мин | 9 | 9 |
| Электродвигатель, кВт | 3,0 | 3,0 |
| Габарит и масса пресс-ножниц | ||
| Габарит пресс-ножниц (длна х ширина х высота), мм | 1150 х 430 х 850 | 1100 х 530 х 805 |
| Масса пресс-ножниц, кг | 530 | 550 |
Примечание:
Допускается разрезка нескольких прутков арматуры одновременно, при условии, что пучок не превышает по диаметру показателей, указанных в таблице 1.
Связанные ссылки. Дополнительная информация
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители
Запчасти, шестерни, ремкомплекты, ремонт
Компании, занимающиеся ремонтом и сервисом станков представлены тут.
Подведем итог обзора. Станок СГА-1 является универсальным механизмом для работы с арматурой разного назначения и структуры. Его цена и характеристики позволят запустить производство с нуля и получать чистую прибыль уже через несколько месяцев, учитывая расходы на электроэнергию и обслуживание. Эксплуатация, установка, транспортировка станка не приносит дополнительных неудобств, если заказывать оборудование у сертифицированных производителей, которые были перечислены в статье.
Не пренебрегайте диагностикой и осмотром оборудования, так как один неправильно настроенный станок может повредить всю электронную сеть, если он включён в цепочку производства или вывести из строя рядом стоящее оборудование посредством механического повреждения.
Конструкция самодельного станка
 Ручной станок имеет довольно простую конструкцию, и для самостоятельного его изготовления достаточно обратиться к грамотному чертежу приспособления. Основой служит металлическая станина, к которой приваривается штырь круглого сечения или обыкновенный уголок. Другим элементом является поворотная платформа, к которой приваривается рычаг, гибочный и центральный штыри. Расстояние между штырями диктуется максимальным диаметром обрабатываемой арматуры. Чтобы на таком ручном станке можно было гнуть прутки Ø6−12 мм, ножки станины надежно фиксируются на полу.
Ручной станок имеет довольно простую конструкцию, и для самостоятельного его изготовления достаточно обратиться к грамотному чертежу приспособления. Основой служит металлическая станина, к которой приваривается штырь круглого сечения или обыкновенный уголок. Другим элементом является поворотная платформа, к которой приваривается рычаг, гибочный и центральный штыри. Расстояние между штырями диктуется максимальным диаметром обрабатываемой арматуры. Чтобы на таком ручном станке можно было гнуть прутки Ø6−12 мм, ножки станины надежно фиксируются на полу.
Все элементы переносного самодельного станка фиксируются на массивной плите. Эта, также переносная, плита на месте работы может крепиться болтовыми соединениями или с помощью специальных штырей, приваренных к ее нижней части. Самодельный станок может использоваться лишь для сгибания металлических прутков, чей диаметр не больше 10 мм.
Инструкция по подключению и работе, какое масло заливается в редуктор, настройка, принцип работы, как гнуть
- Перед началом работы в червячный редуктор нужно залить масло. Вполне подойдет обычное машинное масло, хотя некоторые производители рекомендуют именно специальные составы.
- Станок нужно подсоединить к сети, после чего произвести стартовый запуск, чтобы посмотреть, правильно ли выполнено подключение. Должна загореться контрольная панель и датчики энергоснабжения.
- Затем нужно закрепить деталь между осевым валиком и сгибочными поршнями, установить режим работы — механический либо автоматический.
- По завершению работы станок сигнализирует звуком о том, что деталь можно извлечь.
ВНИМАНИЕ! Перед началом работы осмотрите заготовку, которую собираетесь изогнуть на наличие трещин или неровностей, ведь, если заготовка дефектная, то при поломке может произойти перепад давления или нарушение в работе потенциометра станка, которые приведут к дальнейшей поломке. Простой пример:
Простой пример:
Установка рассчитана на работу под указанным давлением и в течение определённого времени. Если заготовка ломается, давление применять больше некуда, а потенциометры станка не чувствуют сопротивление и не отдают нужные команды об остановке. Таким образом накапливаются ошибки в системе, и при следующем запуске станок будет работать неправильно. Некоторые современные машины имеют систему защиты от таких аварий, тем не менее вылет или поломка заготовки может привести к механическим повреждениям или травме оператора.





