Технические требования
5.1. Характеристики
5.1.1.
Тиски должны изготавливаться в соответствии с требованиями настоящего стандарта
по рабочим чертежам, утвержденным в установленном порядке, следующих классов
точности:
Н — нормальной
точности;
П — повышенной
точности;
В — высокой
точности.
5.1.2.
Гидравлические и пневматические приводы должны быть прочными и выдерживать
давление Р = 1,5Рном, где Рном —
номинальное давление, устанавливаемое в конструкторской документации на тиски
конкретного типа.
Утечка рабочей
жидкости в гидроприводе не допускается.
Падение
давления в пневмоприводе не должно превышать 0,1 МПа в течение 1 мин.
5.1.3. Основные
и корпусные детали тисков следует изготавливать из следующих марок металла:
а) корпусные
детали — из чугуна по качественным показателям не ниже, чем у марки СЧ20 по ГОСТ 1412; или из
стали с пределом прочности sв не менее 500 МПа и
твердостью направляющих не менее 36,5 … 41,5 HRCэ;
б) ходовые
винты — из стали марки 45 по ГОСТ
1050;
в) гайки
ходовых винтов — из чугуна марки СЧ30 по ГОСТ 1412 или
бронзы Бр05Ц5С5 по ГОСТ 613;
г) накладные
губки — из сталей по ГОСТ
4543 с пределом прочности не менее 500 МПа и термической обработкой до
твердости не менее 52 HRCэ.
Допускается
замена материалов на другие, по механическим свойствам sв не уступающие указанным.
(Поправка).
5.1.4.
Подвижные части тисков должны перемещаться без рывков и заеданий.
5.1.5.
На рабочих поверхностях тисков не должно быть трещин, коррозии, раковин,
вмятин, заусенцев и других поверхностных дефектов.
5.1.6. Параметр
шероховатости Ra базовых поверхностей тисков должен быть не более
1,25 мкм по ГОСТ 2789 —
для класса точности Н; не более 0,8 мкм — для классов точности П и В.
5.1.7.
Допустимые отклонения основных параметров тисков должны быть указаны в
конструкторской документации на тиски конкретных типов.
5.1.8.
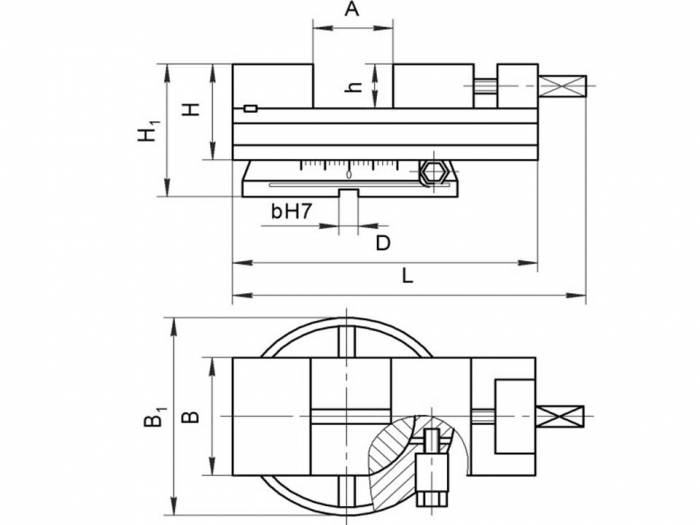
Неуказанные предельные отклонения размеров: Н14, h14, .
5.1.9. Цена
деления круговой шкалы в поворотных тисках с шириной губок 63 — 100 мм — не
более 2° и в тисках с шириной губок 125 — 400 мм — не более 1°.
Точность
расположения делений на поверхности круговой шкалы должна быть не ниже 15‘.
5.1.10.
Цифры на круговой шкале и на указателе делений поворотных тисков должны быть
четкими.
Качество
поверхности поворотной шкалы должно исключать появление бликов, затрудняющих
отсчет показаний.
5.1.11.
Установленный срок службы тисков до капитального ремонта — не менее 6 лет.
5.1.12.
Установленный ресурс по точности тисков — не менее 12 мес.
5.1.13.
Критерием отказа механизированных тисков является уменьшение установленного значения
усилия зажима губок на 20 %.
5.1.14.
Критерием предельного состояния является потеря установленной точности по 7.5 — 7.12.
5.1.15.
Тиски должны удовлетворять требованиям безопасности по ГОСТ 12.2.029.
5.2. Комплектность
5.2.1. В
комплект тисков входят:
— рукоятка — 1
шт.;
— шпонка по ГОСТ 14737 — 2 шт.;
— винт по ГОСТ
1491 — 2 шт.;
— паспорт на
тиски — 1 экз.
5.2.2. По
заказу потребителя тиски комплектуют:







— накладными
губками специального профиля (призматическими и фасонными) с различными видами
рифлений;
— тарельчатыми
пружинами, манжетами и (или) уплотнительными кольцами для гидравлического или
пневматического приводов.
По согласованию
с изготовителем тиски комплектуют винтовой парой (винт-гайка).
5.3. Маркировка
5.3.1. На тиски
следует наносить маркировку, содержащую следующие данные:
— обозначение
тисков;
— товарный знак
предприятия-изготовителя;
— заводской
номер;
— год выпуска.
5.3.2. Требования
к транспортной маркировке — по ГОСТ 14192.
5.4. Упаковка
5.4.1.
Эксплуатационная документация, отправляемая с тисками, должна соответствовать ГОСТ
2.601.
5.4.2. В
эксплуатационных документах должны быть указаны дата консервации и срок
хранения без переконсервации.
Консервация
тисков — по II группе изделий ГОСТ
9.014.
5.4.3. Тиски
должны быть упакованы в деревянные ящики по ГОСТ
2991 или по ГОСТ
10198 или в контейнеры, выстланные внутри водонепроницаемой бумагой по ГОСТ
8828 или по ГОСТ
515.
Упаковка должна
исключать возможность перемещения тисков и комплектов к ним.
При поставках
тисков на экспорт ящики должны соответствовать требованиям ГОСТ
24634.
Тиски,
отправляемые в районы Крайнего Севера и приравненные к ним местности, должны
быть упакованы по ГОСТ
15846.
Особенности и назначение
Любые, в том числе и слесарные тиски представляют собой механическое приспособление, главным назначением которого является обеспечение надежной фиксации различных обрабатываемых деталей и заготовок. Они предназначены также для освобождения рук мастера во время работы, что обеспечивает точное выполнение действий (при сверлении, надрезах). Тиски способствуют безопасности работника и снижают до минимума физические и энергетические затраты.
Поскольку конструкция тисков отличается простотой, то сфера их применения выглядит достаточно широко: тиски используют и профессионалы в производственных цехах, и любители для ремонтных работ в домашних мастерских.


Детали фиксируются в тисках между 2 параллельными пластинами при помощи вращения рукоятки, которая регулирует степень зажима. В свою очередь, слесарные тиски надежно закрепляются на специальном устойчивом верстаке или рабочем столе.
Особенностью данного устройства является большая прочность, поскольку при выполнении таких работ, как ковка, рубка и клепка применяется интенсивная ударная сила. Тиски могут быть различных размеров: от легких по весу маленьких моделей до огромных приспособлений, используемых в заводском производстве.


Какие тиски выбрать?
Выбирая тиски для дома, внимание следует обратить на обыкновенные поворотные слесарные модели среднего размера. Они справятся практически со всеми бытовыми задачами
Они справятся практически со всеми бытовыми задачами.
При выборе следует проверить способ крепления этого инструмента к столу, а также на наличие люфтов, которых быть изначально не должно.
Лучше выбирать тиски, изготовленные из чугуна или стали, но никак не из порошкового металла.

Для профессионального использования, когда зажимать заготовки приходится довольно часто, внимание лучше обратить на быстроразъемные или эксцентриковые модели. Выбор рекомендуется остановить на стальных вариантах с наковальней, так как они более прочные и с легкостью выдерживают удары
Выбор рекомендуется остановить на стальных вариантах с наковальней, так как они более прочные и с легкостью выдерживают удары.
Кроме этого при выборе тисков нужно учитывать расстояние, на которое раскрываются губки, т.к. от него зависит какие детали можно будет закрепить в них.







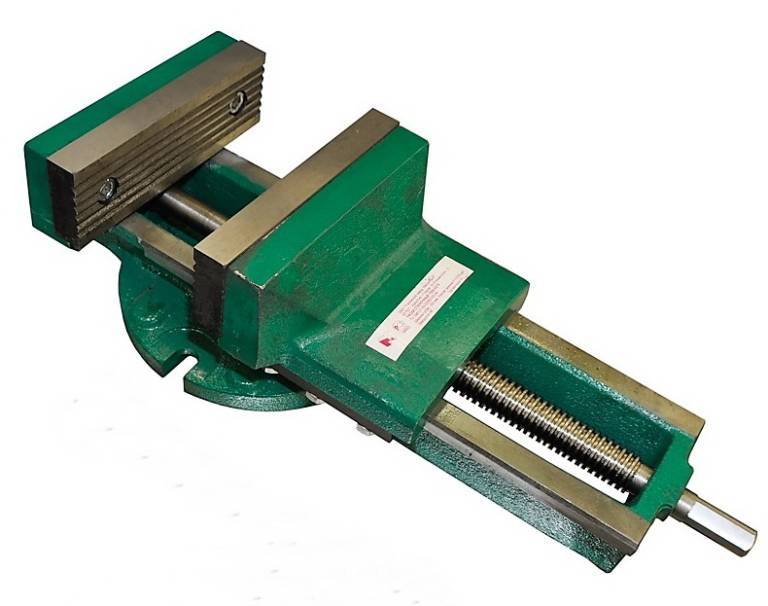
Детали конструкции
Такой слесарный инструмент бывает разных форм и размеров, в зависимости от своего функционала. Он используется и в домашней мастерской, и в цехах заводов и фабрик.
Независимо от размера и места эксплуатации этого механизма, все его разновидности включают в свой состав схожие детали конструкции:
- основание (опорную плиту);
- статичную губку;
- подвижную губку;
- винт ходовой части;
- гайку;
- рукоятку;
- сменные пластины с насечками;
- пружину;
- втулку;
- крепление для удержания тисков.
Различные модификации тисков могут иметь в своём составе многие другие детали и элементы, в зависимости от функционального предназначения.
Слесарные тиски — довольно тяжёлый инструмент. Он изготавливается из такого крепкого материала, как сталь или чугун. Чтобы его удерживать на поверхности стола, в конструкции этого механизма предусмотрен специальный крепёж, также поддерживающий тиски в вертикальном положении. С его помощью закрепляется статичная (неподвижная) губка устройства. К ней особым способом прикрепляется подвижная губка.
Подвижная губка удаляется и приближается к неподвижной посредством винта с резьбой. Он приходит в движение с помощью выдвижной рукоятки. Поворачивая ручку тисков, можно регулировать расстояние между пластинами, задавая нужную ширину.
Общим для всех слесарных тисков является то, что размер удерживаемой между платинами детали определяет длину максимального расстояния между ними.
Пластины и другие механизмы изготавливаются из прочной стали, так как на них приходится максимальная нагрузка при работе, особенно когда тиски используют как наковальню. Другие детали конструкции также отличаются особой прочностью и надёжностью, высокой степенью износостойкости, что позволяет им легко переносить механические нагрузки.
Какие производители лучше зарекомендовали себя на рынке?
При выборе слесарных тисков лучше отдавать предпочтение фирмам, которые давно зарекомендовали себя на рынке инструментов. К ним относятся Dexx. Украинская фирма производит качественное оборудование и дает на свои тиски год гарантии. Фирма Fit производит бюджетный вариант инструмента в Канаде. Она не дает на свою продукцию столь продолжительных гарантий, но покупатели оставляют только положительные отзывы о тисках этой фирмы.
Тиски – это механическое устройство, с помощью которого обеспечивается надежная фиксация заготовок для их обработки. Они применяются в слесарном и столярном деле. Инструмент изготовляется из металла или дерева. Он бывает как компактным, так и массивным, что обусловлено его предназначением. С помощью тисков можно обеспечить жесткий временный крепеж для обработки деталей при пилении, сверлении или строгании.
Из чего состоят тиски
Конструкция тисков довольно простая. Самый распространенный механизм представляет собой две плоские губки с регулировочной ручкой, которая двигает зажимной винт. С его помощью губки расходятся и сжимаются. Размещая между ними заготовку, можно обеспечить ее надежную фиксацию. Одна губка механизма неподвижно закреплена к корпусу, а вторая скользит по направляющей, двигаемая винтом.

Сам фиксирующий механизм регулировки состоит из ходового винта, который проходит через всю конструкцию тисков. Вне зависимости от того из чего сделан корпус устройства, винт всегда металлический. На его конце имеется ручка для удобной регулировки без применения гаечного ключа. Губки тисков зачастую имеют мягкие накладки. Они могут быть из твердой резины или цветных металлов. Их применение позволяет снизить врезание в закрепляемую заготовку. В том случае, если устанавливается нежная деталь, она дополнительно оборачивается тканью или различными накладками, чтобы предотвратить деформацию. В первую очередь это касается мягкой породы древесины, а также пластика и заготовок, которые могут поцарапаться.
Основание тисков закрепляется к поверхности путем затягивания винтов или зажиманием струбцины. Некоторые разновидности мелких тисочков, которые обычно используются ювелирами, имеют магнитное крепление.

Для того чтобы воспользоваться тисками необходимо вращать рукоять винта против часовой стрелки чтобы расширить губки на достаточный зазор. После этого в него вставляется деталь, которую нужно зафиксировать. Далее винт вкручивается по часовой стрелке и надежно поджимает заготовку. Используя массивное устройство, следует учитывать, что сила его сжатия очень большая. В результате заготовка может деформироваться. В первую очередь это качается тонкостенных трубок, а также древесины.
Разновидности тисков
Тиски — это многофункциональный инструмент, который применяется в различных целях. В связи с этим его конструкция была модифицирована для выполнения определенных задач.
Разновидности слесарных тисков
В целом все тиски можно разделить на две группы:
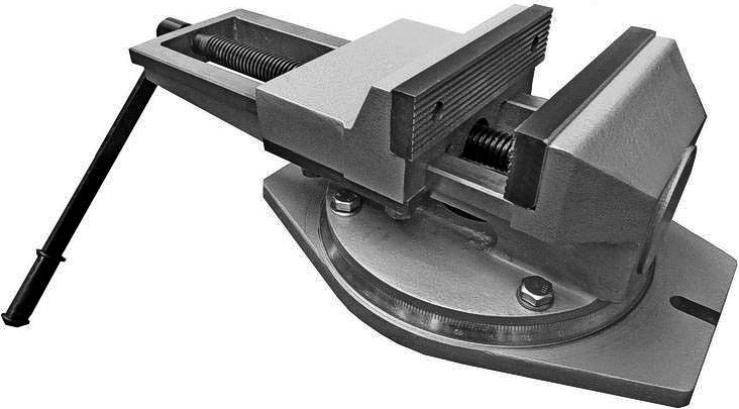
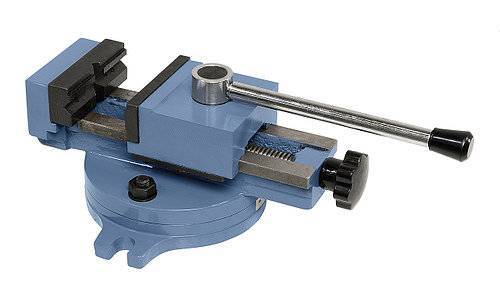
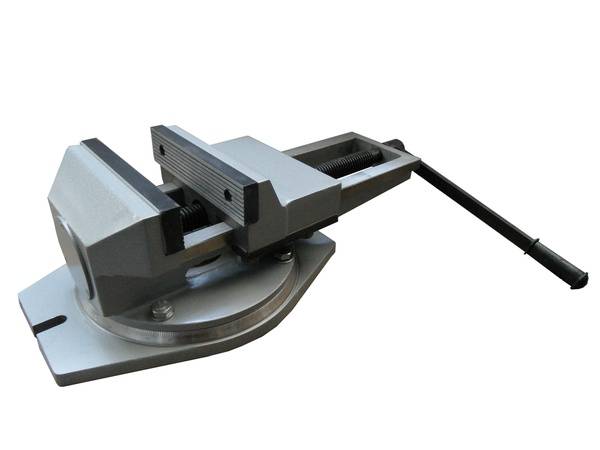
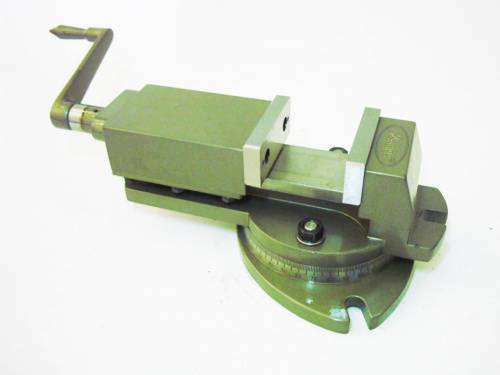
- Поворотные. Их механизм устроен так, что обрабатываемую деталь можно повернуть в нужную сторону, не вынимая из зажима тисков. Такие модели наиболее часто используются на станках при сверлении деталей. Поворотные тиски часто содержат наковальню, за счёт которой возрастает их прочность и расширяется круг выполняемых действий. Наковальня имеет разную длину и ширину, в зависимости от модели тисков.
- Неповоротные. В таких тисках обрабатываемая деталь плотно фиксируется зажимом и остаётся в статичном положении в течение всего периода работы.
Более узкая градация разделяет тиски по типу специализации:
- Ручные — компактные тески небольшого размера. Их можно удерживать руками. Применяются такие тиски при работе с деталями небольшого размера. Имеется два вида ручных тисков:
- Оснащённые рычагами. Это небольшие тиски, по форме напоминающие плоскогубцы с зажимом. Регулируя фиксатор, состоящий из двух рычагов, можно устанавливать ширину зазора для удерживаемой между губками детали.
Оснащены губками, которые сходятся между собой за счёт вращения рукоятки. В основании таких щипцов имеется специальная присоска, с помощью которой тиски легко фиксируются на гладкой поверхности и остаются в неподвижном положении во время обработки детали или заготовки.
Если предстоит работа с хрупкими малогабаритными деталями, лучше приобрести тески, пластины которых будут покрыты мягким материалом, что предохранит заготовку от случайного повреждения при сильном зажиме. Самый лучший вариант таких тисков — это те, у которых имеется наименьший люфт при разведённых губках.
Ручные слесарные тиски могут быть поворотными и неповоротными. Их можно просто ставить на стол, плотно фиксируя к его поверхности, а можно прикрепить сбоку за счёт крепёжного механизма.
- Стуловые. Были так названы благодаря тому, что их крепили на основание, по форме напоминающее стул. Сейчас их устанавливают на металлические верстаки. Такие тиски используются при проведении тяжёлых работ с применением силы: когда нужно согнуть детали, что-то расплющить или расклепать. Особенность стуловых тисков — способ развода губок. Подвижная пластина отодвигается от статичной по дуге. Неподвижная пластина снабжена лапой для более плотной фиксации. Стуловые тиски часто снабжены наковальней. Модели подвижны, их можно поворачивать в нужную сторону.
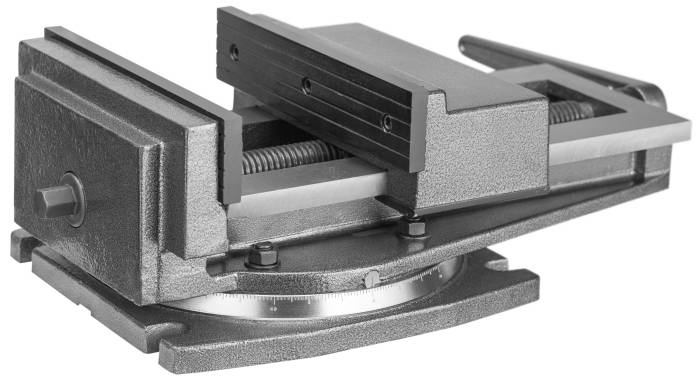
- Параллельные. Особенность этих тисков в том, что его губки раздвигаются равномерно. Подвижная пластина отодвигается от статичной губки параллельно без скачков. Размер детали, которая будет подвергаться обработке, не влияет на то, какая именно пластина будет её фиксировать.
Конструкция тисков устроена так, что оборудование можно устанавливать на верстак и даже на пол. Параллельные модели тисков могут быть как неповоротными, так и поворотными. Их можно смещать на произвольный относительно основания угол. Такое их качество считается наиболее удобным при использовании.
Модели тисков со свободным ходом обеспечивают надёжную фиксацию обрабатываемой детали. Регулирование зазора между губками осуществляется за счёт поворота ручки-фиксатора. При движении ручки вверх освобождается подвижная пластина. Когда ручка опускается, наоборот, происходит фиксация заготовки. Закрепить её можно, повернув рукоятку в сторону.
Сила зажима тисков
Чем выше сила сжатия тисков, тем большее усилие необходимо приложить к зафиксированной заготовке, чтобы преодолеть силу трения губок и сдвинуть ее.
Фактически это один из самых важных параметров, так как известно, что инструмент создан для неподвижной фиксации обрабатываемых деталей.
Если сила зажима будет недостаточной, то, например, во время сверления зажатой заготовки, возможно не только значительное снижение точности операции, но и перелом самого сверла.
В среднем сила зажима слесарных тисков, в зависимости от размеров, составляет 15 – 55 кН, а стуловых – от 20 до 30 кН.
Это интересно: Создание станка по дереву для домашней мастерской: описываем во всех подробностях
Гарантия

Гарантийные обязательства распространяются на оборудование с корректным набором документов:
- Талон с заводским номером, указанием даты приобретения, штампом продавца. В отдельных случаях требуется подпись покупателя.
- Документы, подтверждающие покупку: накладная, кассовый или товарный чек.
Обязательства производителей не распространяются на следующие элементы:
- сменные аксессуары – в зависимости от модели чаще это губы или кулачки;
- устройства для поверхностной механической защиты – кожухи, муфты;
- детали с быстрым износом или ограниченным ресурсом – направляющие или ролики из пластика и резины, подшипники.
В гарантийном обслуживании откажут, если инструмент имеет следы механических повреждений, использовался не по назначению или подвергся износу в результате неправильного ухода.
Конструкция и принцип действия зажимных приспособлений
Поскольку станочные тиски необходимы для надежной фиксации детали в процессе обработки, они состоят из прочных стальных элементов. В зависимости от типа и назначения станочных тисков их конструкция может серьезно варьироваться.
В среднюю ценовую категорию входят поворотные модели, функциональность которых позволяет выполнять операции сверления более эффективно. Достоинства тисков первого и второго типа объединяются в универсальных приспособлениях для сверлильного станка, что, естественно, делает стоимость таких устройств достаточно высокой.
Даже тиски одного типа, но произведенные разными компаниями, могут иметь определенные конструктивные отличия. Это объясняется тем, что каждый из производителей старается наделить свою продукцию дополнительными опциями, сделать ее более надежной и удобной в работе.

Профессиональные станочные тиски могут комплектоваться различными зажимными планками
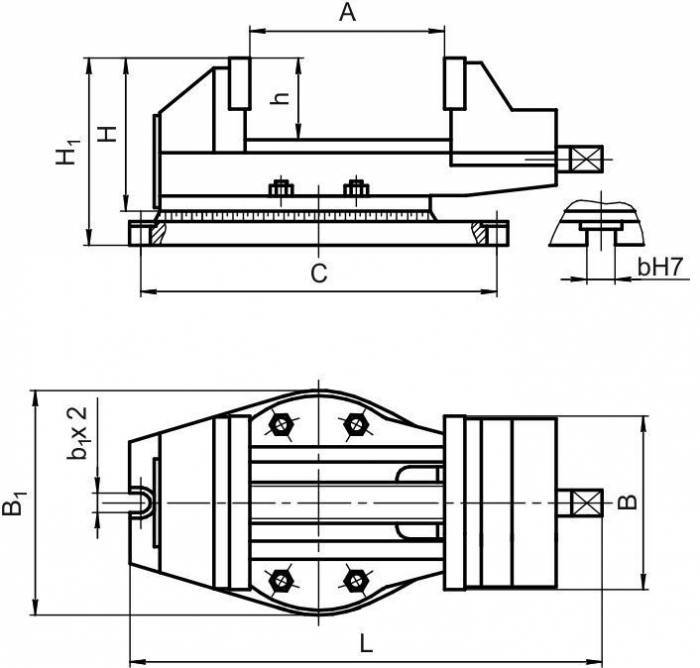
Какими бы функциональными возможностями ни обладали станочные тиски, основу их конструкции составляют обязательные элементы, к которым относятся:
- планки, выполняющие роль основания тисков;
- две губки, обеспечивающие зажим обрабатываемой заготовки;
- винт с ручкой, за счет которого обеспечивается перемещение подвижной зажимной губки;
- пластины, служащие рабочими элементами зажимных губок;
- ряд дополнительных деталей.

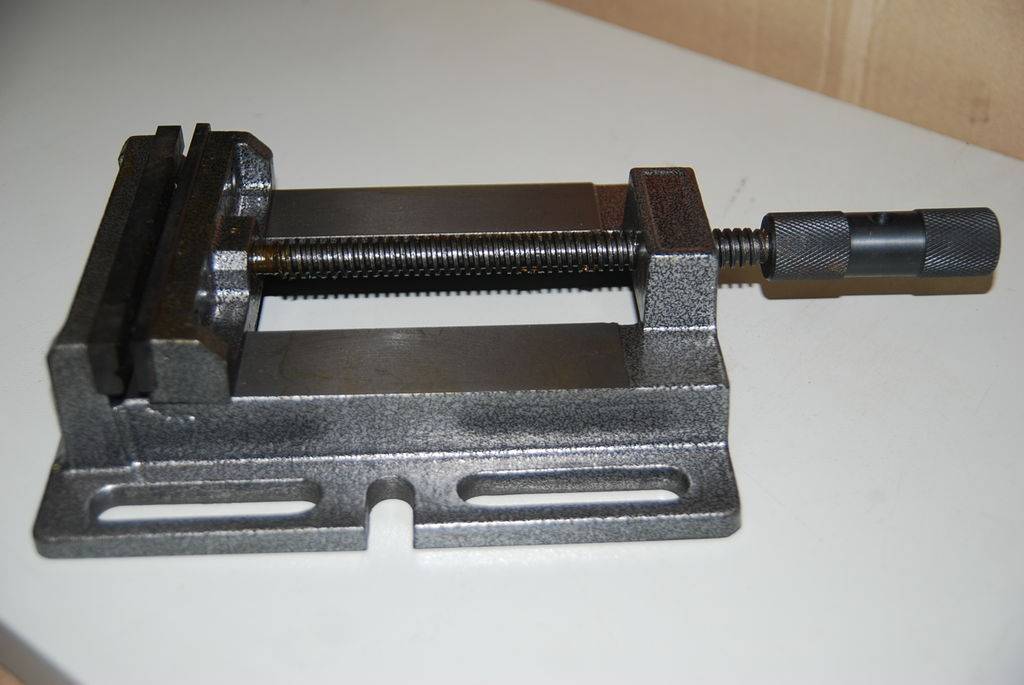
Устройство простейших станочных тисков
Планка, выполняющая роль основания, является несущим элементом, на котором фиксируются все остальные детали тисков. Именно на планке, которая изготавливается из жесткого и износостойкого металла, просверливается отверстие под винт, монтируются подвижная и неподвижная губки. Для обеспечения точности перемещения на нижней части подвижной губки имеется прямоугольный хвостовик, который вставляется в вырез, выполненный на неподвижной губке.







Хвостовик, отвечающий за параллельный ход губок
Винт, отвечающий за перемещение подвижной губки, находится с ней в соединении, что обеспечивается специальным стопорным кольцом. Вращаясь в резьбовом отверстии планки-основания, винт перемещает подвижную губку, обеспечивая тем самым зажим обрабатываемой на сверлильном станке заготовки. Чтобы понять, как работают тиски, можно посмотреть соответствующее видео.
И серийные модели, и самодельные тиски для сверлильного станка могут быть выполнены по различным схемам воздействия винта на подвижную губку. В простейших моделях тисков, которые несложно изготовить своими руками, винт напрямую соединен с подвижной губкой, которую он либо тянет (разжимает губки), либо толкает (сжимает губки), что зависит от направления его вращения. В более сложных моделях, к числу которых могут относиться как неповоротные, так и поворотные тиски, вращение винту передается за счет шестеренных передач, что облегчает работу оператора сверлильного станка. Благодаря шестеренным передачам требуется совсем небольшое усилие, чтобы сжать или разжать губки тисков.
Следует иметь в виду, что наличие шестеренного механизма совсем не является критерием, на котором следует акцентировать внимание при выборе зажимных приспособлений для сверлильного станка. Многие известные производители, продукция которых пользуется успехом у специалистов во всем мире, выпускают устройства, принцип действия которых реализован по стандартной схеме, что не делает их менее эффективными или неудобными в использовании

Тиски с гидравлическим усилением обеспечивают стабильное сжатие, независимое от ударов и вибраций
Важными конструктивными элементами тисков любого типа, испытывающими значительные нагрузки в процессе работы и обеспечивающими надежность фиксации обрабатываемой заготовки, являются прижимные пластины, или планки. Такие элементы, изготавливаемые из прочного металла, крепятся к рабочим поверхностям зажимных губок при помощи винтовых соединений.
В стандартном исполнении прижимные планки имеют плоскую рабочую поверхность, на которую нанесена крестовая насечка. Используются и более специализированные типы планок, которые необходимы для обработки заготовок определенной формы. Рабочие поверхности таких планок могут быть выполнены в различной форме (угловая, вогнутая и др.). В некоторых современных моделях тисков прижимные планки могут быть подпружиненными. Такая конструкция позволяет несколько повысить удобство фиксации деталей в зажимном приспособлении сверлильного станка.

Тиски с призматическими губками
Как выбрать слесарные тиски?
Необходимо серьезно подходить к вопросу выбора слесарных тисков
Следует обратить внимание на параметры различных моделей. Специалисты советуют учитывать:
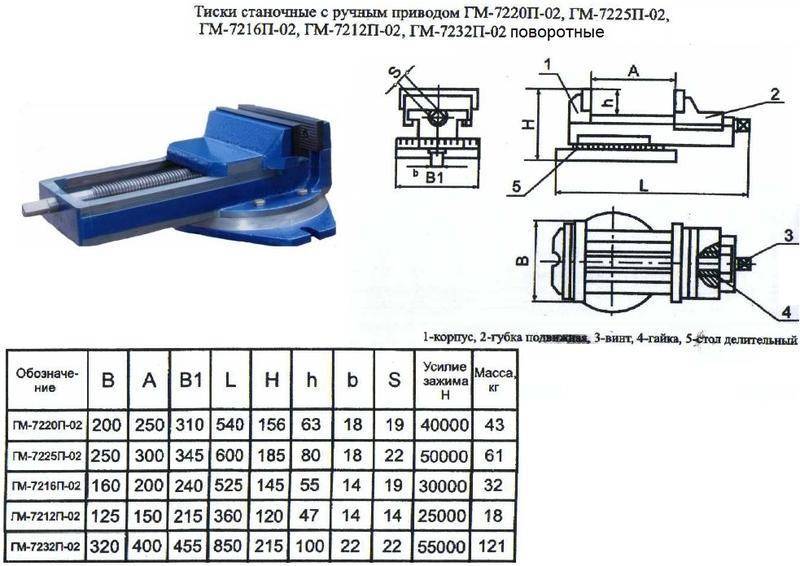
- Ширину пластины, а также раскрытие. Ширина губок слесарных тисков зависит от модели. Поворотные инструменты могут иметь ширину от 63 до 250 миллиметров. Максимально они могут раскрываться на 200 миллиметров и больше. Самая крупная модель имеет раскрытие больше 250 миллиметров. Учитывая данный параметр, можно планировать, с какими деталями удобно будет начинать работать. Человек сможет заранее понимать, насколько крепко будут крепиться заготовки и какого размера можно брать детали для дальнейшей работы.
- Не менее важным параметром при выборе инструмента является шаг резьбы винта. Считается, что чем он меньше, тем точнее будет выбранный инструмент. Этот параметр важен, если человек собирается производить на поворотных тисках конечную обработку детали. В таком случае ему будет нужно выдерживать указанную геометрию.
- Есть или отсутствует привод. Тиски с механизированным приводом ускорят ход работы, поскольку с ними легче обрабатывать детали. Единственный минус такого инструмента заключается в его цене. Механизированный привод стоит очень дорого, его владельцу придется много потратить средств на ремонт, если произойдет поломка. Альтернативой такого типа привода служат слесарные тиски, которые имеют маркировку ТСМ. Размер губок у такого устройства начинается от 160 миллиметров.
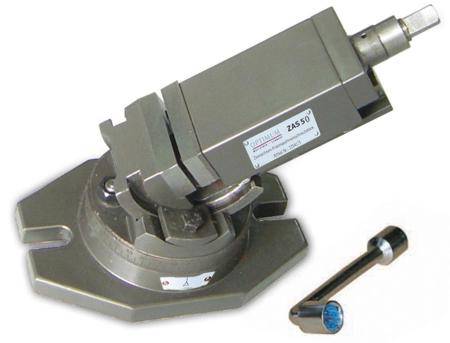
- Если человек собирается работать с круглыми деталями, то лучше выбрать модель, у которой на корпусе будут призмы. Часто эта модель используется вместе с ползунком.
- Если предстоит работа с деталью в вертикальном положении, то лучше взять модернизированный инструмент. Такие тиски могут вращаться и имеют увеличенную наковальню.
- Лучше выбирать модель потяжелее. Специалисты полагают, что вес инструмента влияет на его прочность.
Читать также: Как разобрать бензиновый генератор

Проблемы
Экземпляры из чугуна менее прочны по сравнению с изделиями из стали. Остальные неудобства связаны с индивидуальными особенностями каждого типа.
Минусы слесарных тисков
- Чаще всего имеют люфт.
- Требуется выравнивание губок, которое не всегда возможно без использования профессионального инструмента.
- Быстрый износ стопорных шайб предполагает их регулярную замену.
- Длинномерные детали сложно зажать поперек губок.
Минусы стуловых тисков
- Непрочность крепления инструмента на верстаке и захвата.
- Захват узких предметов при зажиме возможен только верхними частями губок, а широких – нижними. Это происходит, потому что их рабочие поверхности параллельны друг другу не во всех положениях.
- Зажимы врезаются в деталь, оставляя на ней вмятины.
- Винт с открытой нарезкой загрязняется и склонен к быстрому износу.
Минусы станочных тисков
- Ориентированы на подъем деталей за счет перекоса губки по вертикали, поэтому при неровной укладке на заготовке остаются следы тисков.
- Для нивелирования перекоса под основание подвижной губки приходится подсовывать фольгу или применять тиски, захватывая детали только верхним краем.
Минусы ручных тисков
- Малая ширина и разбег губок не позволяют обрабатывать крупные элементы.
- Корректный зажим предусмотрен только для мягких металлов, но зубцы, которыми оснащается большинство ручных моделей, оставляют на нем вмятины.
- Не подходят для работы под углом без дополнительных приспособлений.
- Невозможно зажать габаритную деталь в нужном положении.
Минусы столярных тисков
- Не годятся для обработки деталей с повышенной жесткостью.
- Чаще применимы лишь в качестве бытового подручного инструмента.
- Модели без верстаков непопулярны из-за пониженной жесткости захвата.
- Вариации с верстаками чаще идут в расширенной комплектации, требовательны к пространству и освещению.
Применение устройств на подвижной площадке
Рабочий принцип устройств этого типа состоит в применении подвижного основания. Основание способно перемещаться в 2-х плоскостях, что существенно увеличивает возможности обработки деталей особенно маленького размера требующих особенной точности.
Во время обработки больших заготовок, которые не помещаются между губок, применяются специализированные стальные прижимы, которые закрепляются на стол станка и между ними помещается обрабатываемая деталь и жестко крепится. В одном из прижимов губка поставлена с применением механизма регулировки, что и дает возможность проводить заключительную фиксацию заготовки.
9 Гарантии изготовителя
9.1 Изготовитель гарантирует соответствие тисков требованиям настоящего стандарта при соблюдении условий транспортирования, хранения, монтажа и эксплуатации.
9.2 Гарантийный срок эксплуатации — не менее 12 мес со дня ввода тисков в эксплуатацию.
ПРИЛОЖЕНИЕ А
(обязательное)
Допускаемые значения норм точности тисков
Таблица А.1
В мкм
Вид допуска | Нормы для классов | ТОЧНОСТИ | |
Н | П | в | |
7.6 Плоскостность поверхности основания тисков на всей длине | 30 | 20 | 10 |
7.7 Параллельность верхней плоскости направляющих и плоскости основания тисков на длине 100 мм: – для неповоротных | 40 | 20 | 10 |
– для поворотных | 60 | 40 | — |
7.8 Параллельность боковой поверхности направляющих продольному пазу | 60 | ||
для неповоротных тисков на длине 100 мм | 20 | 10 | |
7.9 Параллельность поперечного шпоночного паза и рабочей поверхности | |||
неподвижной губки в неповоротных тисках на длине 100 мм | 40 | 20 | 10 |
7.10 Перпендикулярность продольного шпоночного паза к рабочей поверх- | |||
ности неподвижной губки в неповоротных тисках на длине 100 мм | 70 | 40 | 20 |
7.11 Перпендикулярность рабочих поверхностей неподвижной и подвижной губок к плоскости основания тисков на длине 100 мм: – для неповоротных | 75 | 20 | 10 |
– для поворотных | 120 | 40 | — |
7.12 Параллельность рабочих поверхностей зажимных губок на длине 100 мм | 60 | 20 | 10 |
7.13 Перпендикулярность рабочей поверхности подвижной зажимной губки к плоскости основания тисков под нагрузкой на длине 100 мм: – для неповоротных | 400 | 100 | 50 |
– для поворотных | 500 | 120 | — |
7.14 Параллельность рабочих поверхностей зажимных губок под нагрузкой | |||
на длине 100 мм | 1000 | 100 | 50 |
Примечание — Методы контроля норм точности по 5.1.7; 7.6—7.14








УДК 621.9-229.312.4:006.354 МКС 25.060.20 Г27 ОКП 39 6131
Ключевые слова: тиски станочные, неповоротные, поворотные; привод ручной, механизированный; класс точности; прибор измерительный
Редактор Н.В. Таланова Технический редактор Н.С. Гришанова Корректор М.С. Кабашова Компьютерная верстка Л.А. Круговой
Подписано в печать 07.10.2009. Формат 60 х 84У8. Бумага офсетная. Гарнитура Таймс. Печать офсетная. Уел. печ. л. 1,86. Уч.-изд. л. 1,40. Тираж 64 экз. Зак. 649.
, 123995 Москва, Гранатный пер., 4.
Набрано во на ПЭВМ
Отпечатано в филиале — тип. «Московский печатник», 105062 Москва, Лялин пер., 6.