

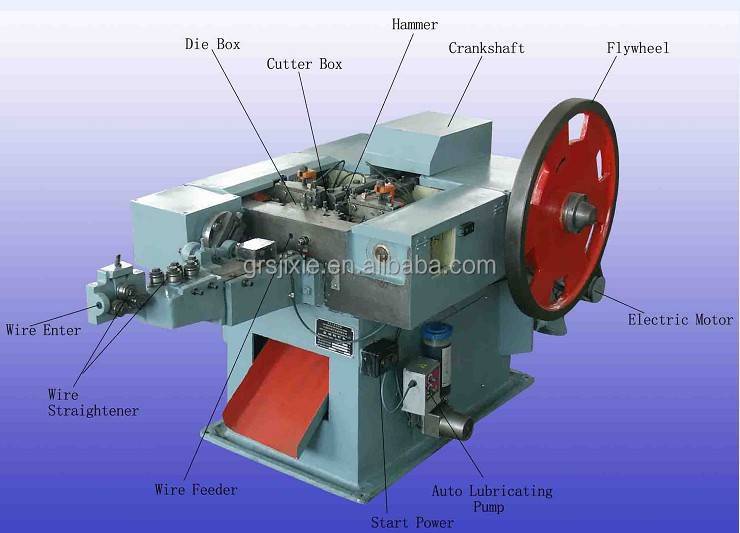
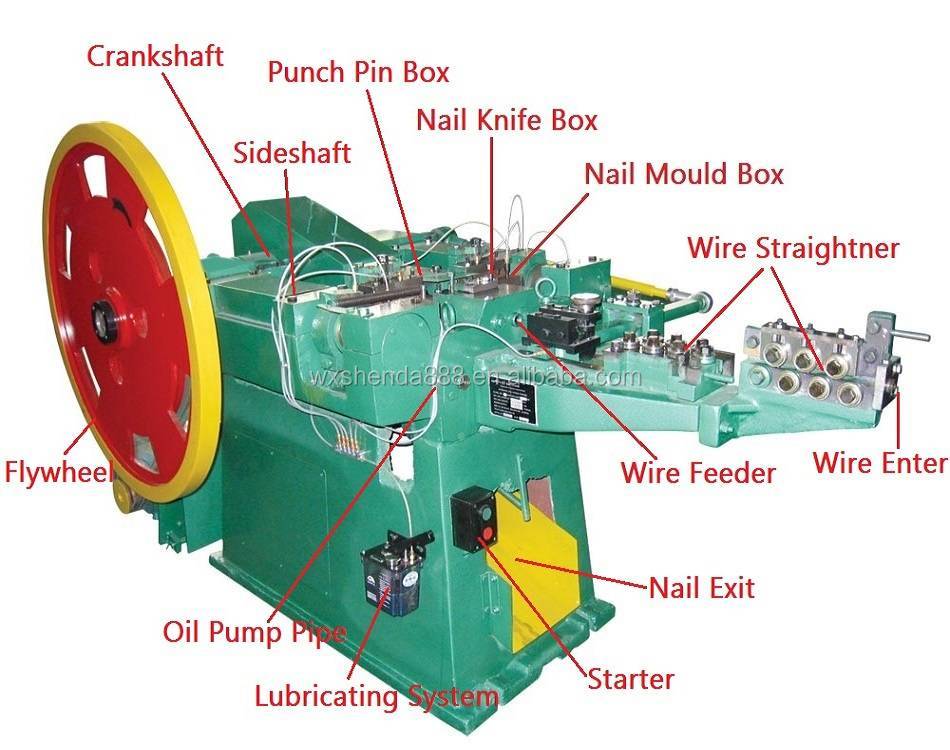
Схема гвоздильного станка с описанием принципа действия

Схематическое изображение устройства ударного аппарата.
Проволочные гвозди производят на ударных и прессовальных машинах. Наиболее распространены ударные станки, формирующие гвоздь ударом двумя молотами.
Проволоку пропускают между двух рядов роликов а, а. Далее она попадает в подаватель А (образованный собачкой б и прижимающей ее пружиной в), который совершает колебания, амплитудой, равной длине гвоздя с запасом для формирования шляпки. Для увеличения/уменьшения амплитуды служит палец кривошипа е. В движение подаватель приводят кривошип е, тяга д, система рычагов г.
Пройдя подаватель, проволока прогоняется между зажимными щеками ж, ж’, причем ж – статична, на ж’- воздействует прижимная сила рычага з, движимого фигурной шайбой к (фигура 14).

Щеки оснащены зубчатыми канавками, позволяющими фиксировать проволоку при расклепывании головки. Также в щеках имеется форма, соответствующая геометрии нижней части шляпки.
За щеками расположены ножи п, п’, движимые соответственно рычагами о, о’, которые приходят в движение под воздействием шайб с и с’, на внешней поверхности которой прорезаны фигурные канавки (фигура 14).
Ножи имеют пирамидальную форму (фигура 16). Вырез а служит для прессования острого конца, лезвия б – срезают лишнее. Оставшиеся «лепестки» убираются во время полировки.
Избежать быстрого затупления ножей позволяет конструктивная особенность, при которой ножи едва касаются друг друга. Такая конструкция не позволяет полностью отрезать гвоздь. Окончательное отделение изделия от проволоки происходит с помощью выбрасывателя т, движение которому сообщают рычаги у и тяга ф, приводимые в действие кулачком х.
По выступу молота л ударяет рессора н, н’, сообщая ему импульс. Молот ударяет по гвоздю, формируя шляпку. Деревянная рессора (в некоторых машинах стальная) сжимается с помощью кулачка м. (фигура 15, кривая Д).
На графике (фигура 15) изображен порядок отдельно взятых рабочих ходов станка для производства гвоздей. Подавателю, который подает проволоку вперед, соответствует кривая А.
Ходы щек, удерживающих проволоку, описаны кривой В (когда подаватель двигает проволоку в обратном направлении, щеки ее не фиксируют).
Рабочий ход ножниц с момента фиксации проволоки описан кривой Г.
Работа выбрасывателя, отделяющего готовое изделие, показана кривой Б.
Последовательность работы молота видна на кривой Д.
Далее подаватель занимает крайнюю рабочую точку, щеки размыкаются, рабочий цикл начинается с начала (кривая В).
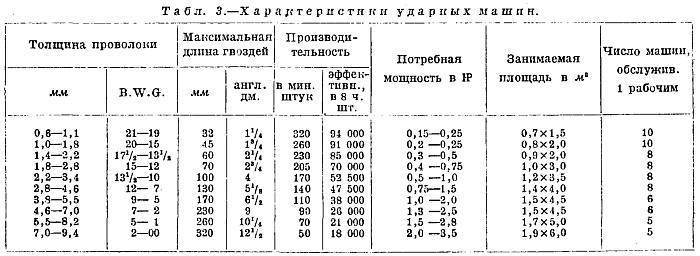
Разница между номинальной и реальной производительностью составляет порядка 20-40%. Причиной тому простои, обусловленные заменой и установкой инструмента, заправка станков новыми кругами проволоки, браком и пр. При изготовлении гвоздей, от 2,5% до 3,5% материала теряется на «лепестках». До 1% доходят потери на брак.
Какое оборудование выбрать для производства гвоздей?
Станки по производству гвоздей называют еще проволочно-гвоздильными автоматами. Их классифицируют по мощности, производительности, выполняемым функциям и возможности задавать параметры готовой продукции. Эти характеристики могут варьироваться в таких пределах:
- Диаметр проволоки – 1,2 — 9,0 мм.
- Длина изделия – от 12 до 320 мм.
- Мощность станка – 3 — 20 кВт.
Работает станок по такому принципу. С бобины проволока постепенно подается в станок, где происходит процесс нарезки заготовок под определенным углом. Там, где произошел надрез, будет острие изделия. Шляпка формируется ударом по заготовке. Кроме этого, на производственном участке должен быть тельфер и устройство для подачи проволоки.
Тельфер – это устройство для подъема грузов. Их изготавливают с электрическим приводом, за счет чего скорость перемещения подъемного механизма достигает 8 метров в минуту. Эти устройства отличаются эффективностью и длительным сроком службы. На небольших производственных площадях можно применять их ручной аналог – тали.
Для равномерной подачи проволоки на оборудование для производства гвоздей используется, например, устройство силовой размотки модель SSD-2000. Оно способно синхронизировать скорость гвоздильного автомата со скоростью размотки проволоки с бухты. Станок поддерживает постоянное натяжение проволоки, чем обеспечивает одинаковую длину всех заготовок. Оборудование способно выдерживать вес бобины до 2 т. Само устройство весит 570 кг.
Станки по производству гвоздей специалисты делят на три группы по характеристикам конечных изделий – длине гвоздя и его диаметру:
- до 60 мм и до 2,1 мм;
- до 120 мм и до 4 мм;
- до 200 мм и до 6 мм.
Для примера приведем несколько образцов оборудования отечественного производства, которые можно купить предпринимателю:
Станок АВ4118 предназначен для производства гвоздей строительного назначения, толевых, тарных круглых изделий и гвоздей фасонного сечения. Этот станок работает со стальной низкоуглеродистой проволокой, термически необработанной. Бухты и катушки не должны превышать веса 1 т. Технологический процесс состоит из следующих этапов:








- Выпрямление проволоки;
- Подача и зажим для обрезки;
- Процесс отрезки и сброса;
- Формирование головки.
Диаметр готового изделия может быть от 2,5 до 6,3 мм, длина – от 32 до 200 мм. Производительность оборудования – 210-330 штук в минуту. Стоит такой станок для производства – 230 тыс. рублей.

Гвозди: оборудование для производства
Станок АВ4116 позволяет изготавливать весь ассортиментный ряд продукции, который доступен для изготовления на К09.117.02, однако, цена его ниже, и составляет 140 тыс. рублей. Доступный диаметр изделий – 2 — 4,2 мм, а максимальная производительность оборудования – до 500 штук в минуту.
К09.117.02 – автомат способен производить гвозди с плоской и конической головкой, толевых, кровельных, отделочных круглых, обойных круглых, тарных изделий. Материал применяется тот же, что и для автомата АВ4118. Технологический процесс также аналогичный. Готовое изделие, изготовленное на К09.117.02, может иметь диаметр от 2 до 5 мм, длина гвоздя – от 23 до 150 мм. Производит станок 330-525 штук изделий в минуту. Цена на К09.117.02 отечественного производства – 180 тыс. рублей.
Требования к сырью
Когда оборудование заказано или уже куплено, пора задуматься о сырье для производственного процесса. Как говорилось выше, гвозди производят из:
- стали;
- меди.
А точнее, из проволоки, которая из них сделана. Она реализуется в огромных катушках, которые весят от полутонны до 2-3 тонн. Чаще всего выбирают стальную оцинкованную проволоку марок СТ-1,2,3 КП; СТ-3 ПС.

Важно найти хорошего и надежного поставщика, у которого не будет проблем и перебоев с поставками сырья. К выбору нужно отнестись с огромной ответственностью
Именно от этого этапа зависит основное производство.
Важно, чтобы на проволоке не было ржавчины. Мало того, что гвозди получаются некачественными, еще и сам станок сильно забивается коррозийными ошметками
Это в разы сокращает срок его службы.
Что понадобится
Для изготовления изделий потребуется помещение, сырье и производственная база. Все 3 компонента вполне доступны, поскольку процесс производства ни особых условий – давления, влажности, ни сложных технологических операций не требует.
Сырье
 Абсолютное большинство гвоздей производится из низкоуглеродистой стали марки Ст. 1, СТ.2, Ст. 3, Ст. 5, Ст. 10, Ст. 15. Материал изготавливается на любом металлопрокатном производстве, регламентирует параметры проволоки ГОСТ 3283-74. Поставляется проволока в бобинах весом от 0,7 до 1,8 т. Последнее имеет значение не только для стоимости материала, но и для оборудования: при большом весе бобины приобретать аппарат для разматывания придется более солидный.
Абсолютное большинство гвоздей производится из низкоуглеродистой стали марки Ст. 1, СТ.2, Ст. 3, Ст. 5, Ст. 10, Ст. 15. Материал изготавливается на любом металлопрокатном производстве, регламентирует параметры проволоки ГОСТ 3283-74. Поставляется проволока в бобинах весом от 0,7 до 1,8 т. Последнее имеет значение не только для стоимости материала, но и для оборудования: при большом весе бобины приобретать аппарат для разматывания придется более солидный.
Цена варьируется в довольно больших пределах – от 24 до 35 тыс. р. за тонну, так как определяется характером материала и диаметром проволоки для производства гвоздей.
- Например, для изготовления оцинкованных гвоздей можно использовать обычную стальную проволоку, а затем покрывать цинком готовые изделия. Можно поступить иначе и приобрести оцинкованную проволоку. Сырье в этом случае обойдется дороже, но за счет отсутствия такого энергозатратного этапа, как оцинковка само производство будет дешевле. Выбор здесь зависит от поставщика.
- Для производства закаленных гвоздей понадобится высокоуглеродистая сталь, прошедшая термическую обработку. Этот вид сырья намного дороже, да и производство гвоздей обходится недешево. Обычные закаленные гвозди являются лишь побочной продукцией, так как их сфера применения ограничена.
Очень важным является контроль сырья. Необходимо организовать проверку не только веса бобины, но и характеристики проволоки: цвета, марки стали и прочего.
Еще один нюанс – тара. Как правило, упаковывают готовые гвозди в картонные коробки, причем изделия ссыпаются в ящики на последней стадии изготовления.
Про оборудование для производства гвоздей, его цену, погорим ниже.
Оборудование
Мини-цех по изготовлению гвоздей можно открыть даже в помещении обычного гаража, настолько компактно соответствующее оборудование. Самая простая производственная линия состоит из 2 модулей.
- Тельфер – устройство для разматывания бобины. Самый простой ручной аппарат с грузоподъемностью до 2 тонн стоит около 20 тыс. р. и считается достаточным для небольшого производства. Автоматический обойдется дороже.
- Проволочно-гвоздильный автомат или станок (или мини-станок для производства гвоздей) – выпускается множество самых различных аппаратов, ручных и многофункциональных. Здесь выбор зависит от объема предполагаемого производства и от вида гвоздей. Чтобы не ошибиться при рассмотрении вариантов, учитывают следующие факторы:
- мощность – колеблется от 3 до 20 кВт, что является определяющим для объема готовой продукции;
- возможность изготавливать гвозди разной длины – от 12 до 32 мм;
- возможность работать с проволокой разного диаметра – от 1,2 до 9 мм. Эта опция значительно расширяет ассортимент;
- скорость производства – в среднем составляет диапазон от 100 до 600 изделий в минуту;
- регулировка диаметра головки позволяет выпускать разного вида гвозди – финишные, строительные, толевые и так далее;
- вес – это имеет значение при выборе помещения. Устройство массой в 0,7 тонн можно расположить и в гараже, но аппарат весом в 2 тонны потребует прочного бетонного фундамента.
- Резьбонакатная машина появляется на линии, если предполагается выпуск винтовых гвоздей разного рода. Аппарат управляется контроллером и осуществляет накатку согласно заданным параметрам.
Потребуется специальный модуль и в том случае, если готовые изделия покрываются дополнительным слоем – латунью, медью, цинком. При достаточно больших объемах производства оказывается более выгодным оцинковывать изделия на месте, чем использовать готовую проволоку.
Цена станка для производства гвоздей зависит от всех перечисленных факторов, а также от страны-производителя. Оптимальным на сегодня считается продукция тайваньского производства. Диапазон цен весьма широк – от 350 тыс. р. до 900 тыс. р. Оборудование уже бывшее в употреблении можно приобрести по куда меньшей цене – от 120 тыс. р. Можно попытаться также изготовить станок для производства гвоздей своими руками.
Теперь вы знаете, сколько стоит станок для производства гвоздей, далее вы найдете модель бизнес-плана по производству, которая по отзывам наиболее приемлема.
Это видео расскажет, что такое станок для производства гвоздей:







Как оформить свое предприятие
Сразу нужно предупредить, что оптовые закупщики продукции сотрудничать с неоформленным официально предприятием сотрудничать не будут. Да и «спрятать» производство гвоздей от налоговой службы вряд ли удастся – слишком велик масштаб.
Выбор в регистрации формы ведения предпринимательской деятельности, под которую подпадает изготовление гвоздей невелик – либо ИП, либо ООО. Узнать разницу между частным предпринимателем и обществом с ограниченной ответственностью можно в этом источнике. Как зарегистрировать ИП можно прочитать тут, про оформление ООО – здесь.
Еще один непростой экономический вопрос, который вам предстоит решить при организации своего дела – это выбор системы налогообложения. О том, какие типы налоговых режимов предпочтительны для малого и среднего бизнеса, их основные преимущества при той или иной форме ведения бизнеса, можно узнать по этой ссылке – https://business-poisk.com/usn-envd-v-chem-ix-raznica.html.
Код ОКВЭД для производства гвоздей: 28.73.
Внимание! Это важно: с 1 января 2017 года классификация кодов ОКВЭД будет изменена, и производство гвоздей будет регистрироваться под кодом 25.93. Действующему бизнесу код будет заменен в автоматическом режиме. Начинающим предпринимателям необходимо будет указывать новые данные при регистрации
Начинающим предпринимателям необходимо будет указывать новые данные при регистрации
Начинающим предпринимателям необходимо будет указывать новые данные при регистрации.
Поиск рынка сбыта
Спрос на качественнее гвозди есть всегда. Где искать клиентов? Среди строительных фирм, специализированных магазинов, бригад ремонтников в своём населенном пункте и за его пределами.
Современные технологии – в помощь. Разумно создать:
Чем большее количество людей узнают о фирме, тем больше будет клиентов – логика проста.
Если конкурентов много – надо стать лучшим в этом деле или производить то, чего не делают остальные – акцентировать выпуск на винтовых гвоздях или дюкертах как вариант.
Сколько нужно денег для старта?
Расходы на запуск производства обычных гвоздей складываются из следующих позиций:
- покупка оборудования – от 210 до 950 тысяч рублей;
- покупка сырья – 100-200 тысяч рублей;
- аренда помещения – от 10 до 100 тысяч рублей в зависимости от города и квадратуры;
- оплата коммунальных услуг – от 2 до 10 тысяч рублей;
- оплата труда работников – от 20 до 50 тысяч рублей;
- затраты на рекламу – около 10 тысяч рублей;
- оплата налогов – около 10 тысяч рублей.
В целом расходы суммарно составляют примерно 400-1300 тысяч рублей. Большую часть суммы составляет оборудование.
Сколько можно заработать?
Какой общий заработок и чистая прибыль? Если учесть, что примерный объем производимой продукции будет равен 20 тоннам, а один килограмм гвоздей стоит около 50 рублей, то общий доход будет равен 1 миллиону рублей.
Из этой суммы необходимо вычесть все ежемесячные расходы:
- сырье;
- коммунальные услуги;
- заработная плата;
- аренда помещения;
- реклама;
- транспортные расходы;
- налоги.
Это примерно 300-400 тысяч рублей. Итого мы получим 600 000 – 700 000 рублей чистыми в месяц.
Все эти расчеты примерные и с учетом того, что будет полная реализация продукции и максимальная загруженность оборудования.
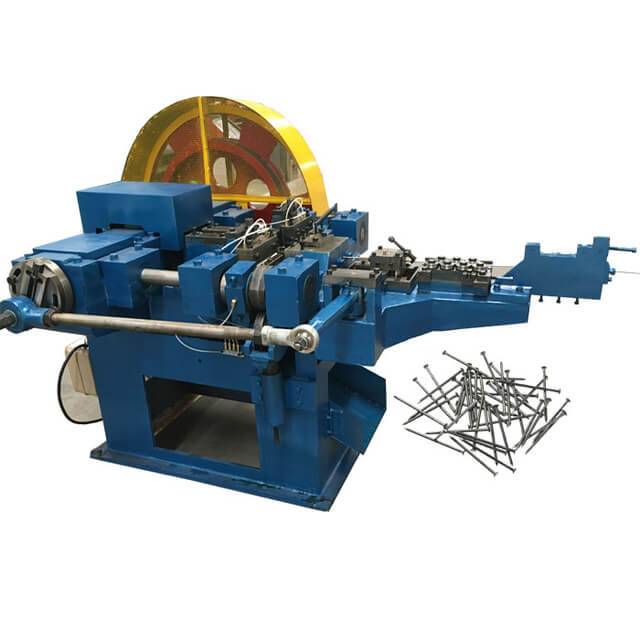
Оборудование для производства гвоздей
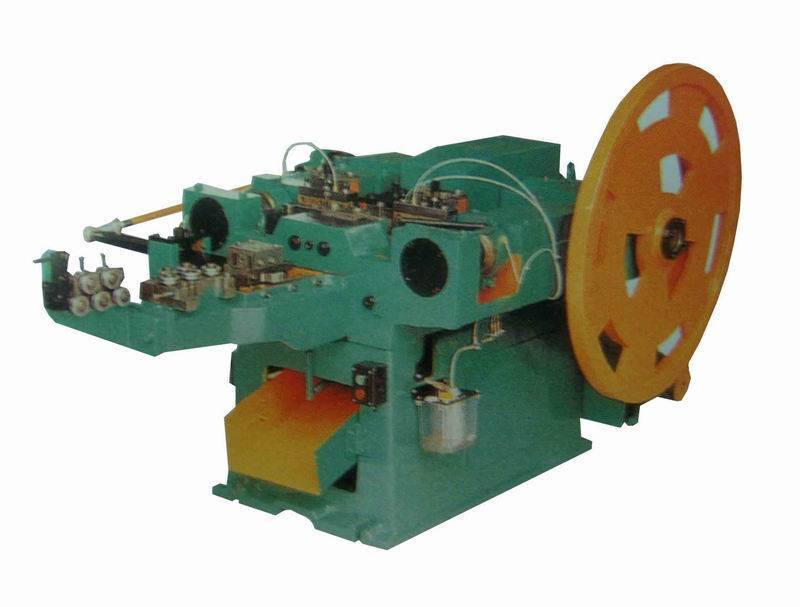
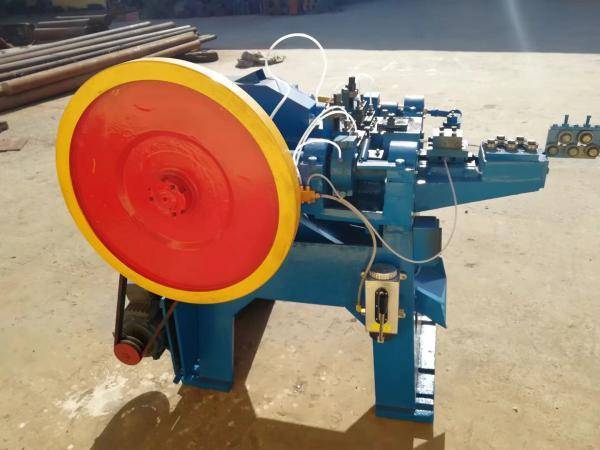
Станок ударного действия для производства гвоздей.
Все станки для производства гвоздей делятся на два вида: ударного и ротационного действия.
Гвоздильное оборудование ударного действия
Станок ударного действия для производства гвоздей
Характерной особенностью таких станков — головка гвоздя формируется на них путём высадки пуансоном, приводимым в движение от главного коленчатого вала.
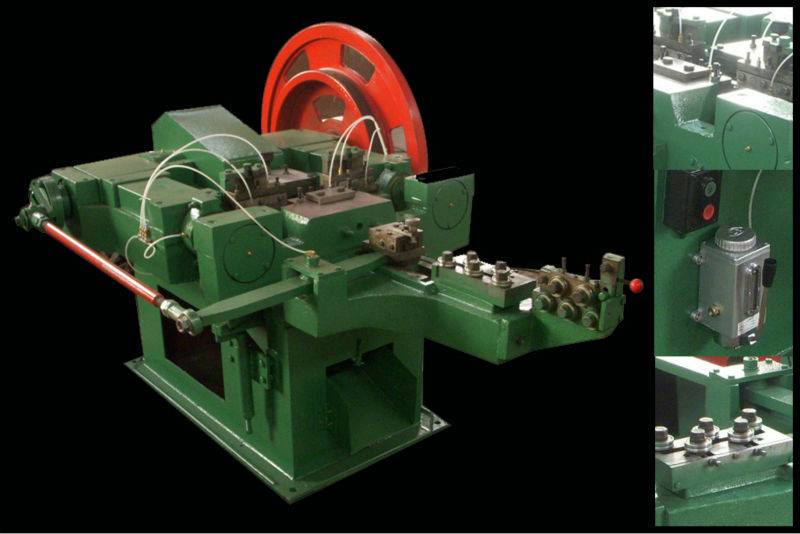
Головка гвоздя в станка ударного действия образуется за счёт удара пуансона по заготовке.
Такие автоматы снабжены деревянными или металлическими пружинами рессорного типа. Пружины обеспечивают большую стрелу прогиба, необходимую для хода пуансона.









Схема автомата ударного действия

Схема автомата ударного действия.
На рисунке цифрами обозначено: 1 — ролик для выпрямления проволоки, 2 — узел подачи, 3 — узел регулировки длины гвоздя, 4 — узел зажима проволоки, 5 — 6 — узел скуса, 7 — отбойник, 8 — молоток, 9 — деревянные пружины, 10 — узел привода, 11 — главный вал с кулаками, 12 — станина.
Существенным недостатком процесса высадки металла на гвоздильных прессах-автоматах ударного действия является низкая производительность. Только 10 – 20 % полного оборота вала используется непосредственно на работу по образованию головки и острия гвоздя, а остальные 80 – 90 % оборота вала затрачивается на холостой ход инструмента и обратное движение молотка с пуансоном.
Процесс формирования гвоздя в высадочных прессах-автоматах с кривошипным механизмом основан на мгновенных ковочных ударах, поэтому такие машины дают сильный стук и шум.
Прессы-автоматы ударного действия подвержены частой разладке, а время работы режущего и ударного инструмента чрезвычайно мало.
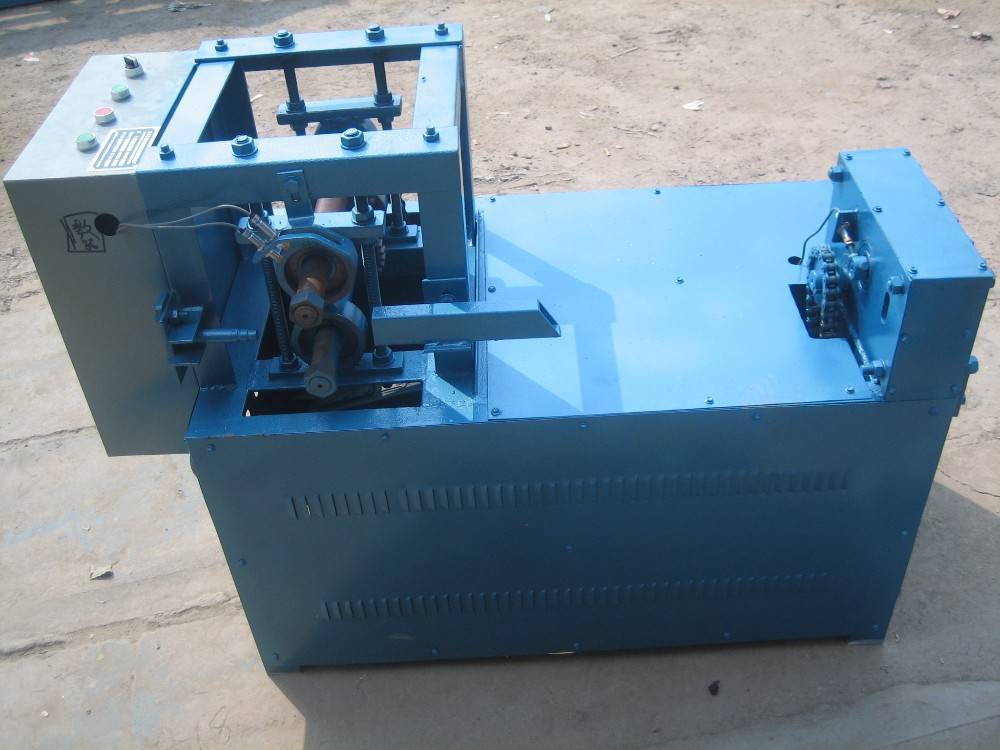
Станок для производства гвоздей ротационного типа
Все эти недостатки устранены в станках для производства гвоздей ротационного типа, в которых высадка металла происходит не за счёт удара, а посредством давления.
Замена прямолинейного возвратно-поступательного движения инструмента на радиальное, коренным образом меняет характеристику работы кузнечно-прессовых автоматов и устраняет недостатки, присущие прессам автоматам ударного действия.
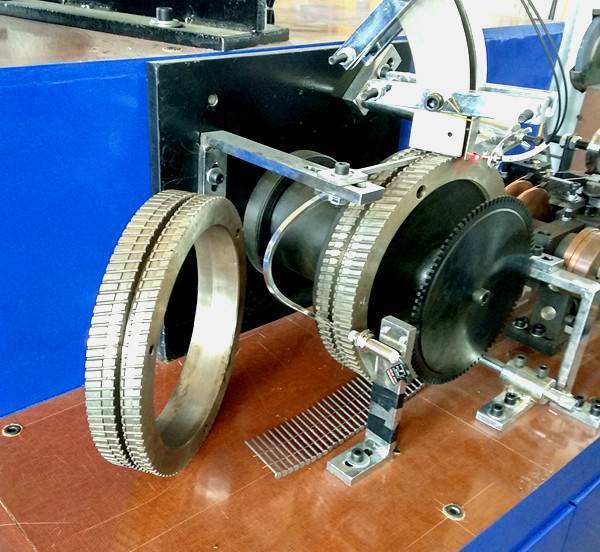
В таком автомате заготовка гвоздя захватывается матрицей зажимного барабана, затем во время вращения барабана подвергается высадки качающимся пуансоном, находящимся на высадочном диске.
В ротационных станках гвоздь формируется не за счёт удара, а в результате давления пуансона на заготовку.
Головка гвоздя высаживается следующим образом: заготовка гвоздя, зажатая в матрице вращающегося зажимного барабана, идёт навстречу высадочному диску; качающийся пуансон укреплён на периферии высадочного диска, где находится ось качания пуансона.

Зажимной барабан и высадочный диск.
На холостом ходу, до встречи с заготовкой, находящейся на вращающемся диске, пуансон отклонён от радиального направления высадочного диска и поэтому встреча пуансона с заготовкой происходит под углом 180 градусов, в момент, когда оси заготовки и пуансона образуют одну горизонтальную ось.
В момент встречи пуансона и заготовки образуется равнобедренный «треугольник высадки».
Основанием этого треугольника является расстояние S между центрами зажимного и высадочного дисков, вершиной – центр оси качания пуансонов, а сторонами расстояния от оси качания пуансона до центра зажимного барабана, с одной стороны, и до центра высадочного диска, с другой стороны.
Эти стороны треугольника наклонены к линии центров автомата S под одинаковыми «углами высадки».
После встречи пуансона с заготовкой, при продолжающемся вращении зажимного и высадочного дисков, происходит высадка головки гвоздя.
При этом пуансон непрерывно движется вдоль оси заготовки и в то же время поворачивается вокруг своей оси качания.
Следовательно, в процессе высадки заготовки пуансон меняет своё положение в пространстве и свой наклон к линии центров автомата одновременно с заготовкой так, что пуансон и заготовка остаются соосными на протяжении всего процесса высадки, который заканчивается в момент совпадения осей пуансона и заготовки с линией центров S.
Регистрация бизнеса
Любой бизнес начинается с регистрации. Поступить нужно именно так, а не иначе. Если заняться выпуском продукции без уведомления государства, то контролирующие органы наложат крупный штраф (как минимум), а еще и к уголовной ответственности могут привлечь (как максимум).
Как зарегистрировать собственное дело? Необходимо действовать по шагам:
- Определиться с организационно-правовой формой.
- Собрать документы (паспорт будущего владельца, ИНН, СНИЛС).
- Если требуется, то созвать собрание и утвердить Устав (для ООО).
- Заплатить госпошлину в банке и взять квитанцию.
- Принести все собранные документы, квитанцию в налоговую службу по месту осуществления бизнеса и написать заявление.
- Как только ИП или компанию внесут в единый реестр юридических лиц, бизнес считается начатым.
Выбрать подходящую организационно-правовую форму поможет наша таблица.
| Организационно-правовая форма | Особенности | Плюсы | Минусы |
| ИП | Не требуется создание Устава, документов учредительного характера, минимальная госпошлина (800 руб.), выбор спецрежима по налогам, возможность применения патента. | Налоговые каникулы, отсутствие налогов в течение определенного срока, быстрое оформление бизнеса. | Ответственность за бизнес собственным имуществом, низкая привлекательность в глазах инвесторов, нет возможности включать в дело партнеров (официально). |
| ООО | Общество хозяйственного типа, учредители – один или несколько человек, имеется уставной капитал, разделенный по долям, паям. | Фирма отвечает только имуществом, прописанным в уставном капитале. Есть возможность менять число учредителей, добавлять и исключать их. Высокая инвестиционная привлекательность. Легкое создание, простое закрытие в случае необходимости. | Есть уставной капитал – от 10 тысяч рублей, нет налоговых каникул, нет особых налоговых льгот, для ведения отчетности необходим квалифицированный бухгалтер. |
| ЗАО | Объединение лиц, сложивших имущество для получения прибыли. Имущество разделено на доли. Доли поделены между участниками, закреплены бумагами ценного характера. | Акции получают только учредители или определенный заранее круг лиц, высокая рентабельность, конкурентоспособность бизнеса. | Включает не более 50 акционеров, размер уставного капитала – от 10 тысяч рублей. |
| ПАО | Отличается от ЗАО тем, что акциями их владельцы распоряжаются свободно, никого об этом не спрашивая. | Высокая инвестиционная привлекательность. | Уставной капитал – от 100 тысяч рублей. Сложный контроль, иерархичная система управления предприятием. |
Какую форму выбрать, решает сам предприниматель
Важно понимать:
- Ответственность (ИП отвечает свои имуществом, все остальные – уставным).
- Процесс регистрации (проще и дешевле всего зарегистрировать ИП и ООО).
- Величина капитала уставного характера (у ИП нет вообще, ООО и ЗАО – 10 тысяч рублей, ПАО – 100 тысяч рублей).
- Отчетность (ИП не нужны помощники для сдачи отчетов в налоговую и другие службы, остальным они просто необходимы).
Коды ОКВЭД
При подаче заявления на регистрацию, какая бы организационно-правовая форма не была выбрана, необходимо будет указать код ОКВЭД. Это система Общероссийской классификации видов экономической деятельности.






Важно понимать, что можно выбрать сколь угодное число кодов для своего бизнеса, но один из них будет основным. Это обязательное условие
По этому коду идет основная выручка – не менее 60 процентов от общей прибыли компании. Для производства гвоздей – это 25.9.
Нужно ли регистрироваться при малых объемах производства?
Неважно, какой объем гвоздей планируется к выпуску, пойдет ли бизнес, будет ли приносить существенную прибыль – его в обязательном порядке необходимо регистрировать в налоговом органе. Иначе деятельность будет считаться незаконной
Это нарушение действующих в стране порядков и нормативных актов. Подобное преследуется на государственном уровне. Незаконное предпринимательство классифицируется в России как преступление
Иначе деятельность будет считаться незаконной. Это нарушение действующих в стране порядков и нормативных актов. Подобное преследуется на государственном уровне. Незаконное предпринимательство классифицируется в России как преступление.
Организатору нелегального бизнеса грозит:
- по статье 14.1 КоАП РФ – штраф от 200 до 50 000 рублей, требование зарегистрировать деятельность, приостановка работы до 90 дней;
- по статье 171 УК РФ – штраф до 500 тысяч рублей, обязательные работы, лишение свободы до 5 лет;
- по статьям 116, 117 НК РФ – штраф до 40 тысяч рублей в зависимости от тяжести проступка.
Виды гвоздей
Чтобы начать бизнес по производству гвоздей, надо хотя бы разбираться в их многообразии. Вот наиболее популярные виды.
| Вид | Описание |
Строительные (они также именуются типовыми или обычными) | Самые популярные и распространённые. Используются в производстве и быту, для стройки и ремонтных работ. Конструкционно состоит из шляпы и стержня с заостренным концом. На стержне рядом со шляпкой всегда делают микронасечки, чтобы обеспечить большую надежность соединения. Варьируются в зависимости от длины (12 миллиметров – 25 сантиметров) и материала. Материал для обычных гвоздей: сталь (черная неоцинкованная, горячая оцинковка, электрооцинковка, кислотоупорный); медь. Стальные изделия применяют на стройке, медные – при изготовлении мебели, в отделке помещений (50 рублей за кг). |
Финишные (дюкерты) | Их особенность в практически полном отсутствии шляпки. Это удобно, ведь они почти незаметны при использовании (70 рублей за кг). |
Винтовые | Резьба имеет вид винта. Такие гвозди обеспечивают надежность крепления (160 рублей за кг). |
Кровельные | Подходят для крыш разного типа. Такой гвоздь отличается от других большой шляпкой, с ней вероятность прорыва практически исключена (200 рублей за кг). |
Ершеные | Создают соединение повышенной прочности. На стержне имеются специальные насечки (300 рублей за кг). |
Толевые | Целевое применение – это толь, рубероид. Но сейчас этот материал используется все реже, поэтому толевые гвозди применяют для мягких листовых материалов. Ини имеют широкую шляпку, которая хорошо фиксирует и не дает проскользнуть ей через дырку (350 рублей за кг) . |





Обратите внимание: указаны лишь примерные цены. В зависимости от регионов они могут сильно различаться. Все гвозди должны быть изготовлены в строгом соответствии с ГОСТами, иначе их реализация запрещается: нет гарантий в том, что изделие будет идеально справляться со своими «профессиональными обязанностями»
Все гвозди должны быть изготовлены в строгом соответствии с ГОСТами, иначе их реализация запрещается: нет гарантий в том, что изделие будет идеально справляться со своими «профессиональными обязанностями».
Автомат проволочно-гвоздильный одноударный, модель АВ4118
59750
Предназначен для изготовления строительных гвоздей по ГОСТ 4028-63, толевых круглых гвоздей по ГОСТ 4029-63, тарных круглых гвоздей по ГОСТ 4034-63 а также гвоздей фасонного сечения.
После выполнения соответствующих изменений и замены инструмента на автомате можно изготавливать Г-образный гвоздь а также гвозди винтовые и квадратного сечения.
ИСПОЛЬЗУЕМЫЙ МАТЕРИАЛ:
Проволока стальная, светлая, низкоуглеродистая общего назначения по ГОСТ 3282-74, термически необработанная с dв=800 МПа в бунтах или катушках весом до 1000 кг.
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ:
- Правка проволоки в правильно-роликовом устройстве.
- Подача на размер гвоздя.
- Зажим проволоки.
- Отрезка проволоки и сброс гвоздя.
- Высадка головки гвоздя
За один ход высадочного ползуна получается один гвоздь.
Преимущества:
- цельный коленвал – высокий ресурс работы. Принудительная смазка вкладышей и пальца шатуна высадки;
- правка проволоки в двух взаимно перпендикулярных плоскостях, что дает высокое качество правки;
- каретка установлена на двух колонках, при этом оси колонок и ось подачи расположены в одной плоскости. Это дает увеличение ресурса и надежности;
- автомат оснащен микроприводом, что позволяет осуществлять наладку в замедленном движении. Наладка имеет реверс;
- усилены оси, роликоподшипники серьг заменены на подшипники ШС40. К осям подведена централизованная смазка.
ПРИМЕЧАНИЕ:
- На автоматах проволочно-гвоздильных моделей АВ4116А и АВ4118 после выполнения некоторых изменений или замены инструментов можно изготавливать целый ряд других изделий, например, штифты, квадратные и винтовые гвозди.
- Автомат проволочно-гвоздильный модели АВ4118 для удобства наладки оснащён микроприводом.
- Автомат проволочно-гвоздильный поставляется с комплектом запасных быстроизнашиваемых деталей и комплектуется инструментом на максимальный диаметр проволоки, с которым автомат проходил заводские испытания. Инструмент на другие типоразмеры гвоздя поставляется за отдельную плату.
- За отдельную плату автомат проволочно-гвоздильный комплектуется устройством для размотки проволоки РУ31А.
- Предприятие осуществляет сервисное обслуживание на протяжении всего срока эксплуатации автомата.







| Наименование параметра | Значение | |
| Диаметр стрежня гвоздя | ||
| круглого сечения | мм | 2,5-6,3 |
| квадратного сечения | мм | 3,0×3,0-5,0×5,0 |
| винтового профиля | мм | 3,5-4,5 |
| Длина гвоздя | мм | 32-200 |
| Номинальное усилие высадки | кН | 200 |
| Производительность | шт./мин. | 210-330 |
| Суммарная мощность электродвигателей | кВт | 13,2 |
| Габаритные размеры | мм | 2000x2750x1645 |
| Масса автомата | кг | 4820 |





