

Выбор станка для вагонки
Выбор оборудования для изготовления профилированной доски зависит от двух факторов:
- Производительность станка.
- Экономическая целесообразность.
Производительность станка
Профессиональное оборудование рассчитано для обработки сырья из необрезной доски. Станок, оборудованный 5-тью шпинделями (приводными осями с режущими головками), выполняет одновременно 4 операции по обработке древесины:
- удаление коры и подкорья с необрезной доски;
- строгание доски с обеих сторон (функция рейсмуса):
- фрезерование боковых сторон заготовки — формирование пазов и шипов;
- фрезерование тыльной стороны для устройства вентиляционных каналов.
Производительность профессиональных агрегатов достигает от 1800 п.м. до 3600 п.м. готовой продукции в течение рабочей смены. Такое оборудование устанавливают на крупных предприятиях.
Модели с 4-мя шпинделями обрабатывают калиброванный пиломатериал. Недорогое оборудование выполняет 2 операции – фрезерует только пазы и шипы. Производительность у них небольшая – 200 – 300 п.м. за рабочую смену.
Экономическая целесообразность
Приобретать дорогое оборудование (от 100 тыс.руб. до 500 тыс.руб.) стоит в расчёте на сбыт вагонки в больших объёмах. В условиях малого предприятия приобретают 2-х операционный станок (50 – 60 тыс.руб.). Для домашней мастерской целесообразно собрать своими руками фрезерное оборудование.
Фугование доски
Доска становится ровной и гладкой после процедуры фугования. Это крайне важный этап и требует не меньшей внимательности и сосредоточенности. Для этого вновь необходимо перенастроить станок. Строгаются доски одна за другой, строго с одной стороны. Доски, которые свернулись в процессе строгания в спираль, сразу выбрасываются, потому как, они уже не подлежат дальнейшей эксплуатации. Для получения ровных и одинаковых досок по ширине, считайте сколько раз вам потребовалось провести по станку и повторяйте это же число с каждой новой доской, прилагая то же усилие.

В заключение обработки доски требуется сделать пазы. Получают их, используя фрезы или небольшого диаметра пильный круг, но необходимо установить его наискосок. Использовать его стоит, только если у вас нет в наличии фрез, так как метод довольно трудоемкий, требуется дополнительная настройка оборудования.
Первое, что требуется сделать – это настроить линейку, для этого поднимите и опускайте стол до тех пор, пока не установите необходимую глубину для паза. После этого выпиливаете пазы по обе стороны доски. Нет необходимости выпиливать пазы строго посередине доски, делая паз чуть ближе к поверхности – зрительно появляется ощущение более тонкой вагонки, чем она в действительности является.

Список источников
- beaver-news.ru
- viascio.ru
- stroy-podskazka.ru
- provagonky.ru
- mebelclubspb.ru
- dekoriko.ru
- okcomfort.com
- www.proprofnastil.ru
- 1povagonke.ru
- ostanke.ru
- adne.info
- dom-data.ru
Инструмент для работы
Кроме этого, для работы вам понадобятся следующие приспособления:
- фрезы для вагонки. Для этого можно использовать настольный универсальный станок для вагонки;
- пила циркулярная для распила досок на нужные отрезки;
- измерительные принадлежности.
Разного рода рекомендации для начинающих столяров-станочников утверждают, что изготовление вагонки либо других изделий из дерева несложно и доступно любому новичку.
На практике несколько иначе: столярные работы сложны по определению, а с применением станков и специального инструмента ещё и опасны. Сначала необходимо изучить хотя бы в минимальном изложении теорию обработки древесины: направление волокон, виды соединений, сортность, твёрдость, свилеватость, дефекты и пороки.
Чем проще деревообрабатывающий станок для вагонки, тем большее вмешательство пользователя необходимо для его настройки и выставления параметров.
Общее ознакомление с работой станка надо проходить, сначала наблюдая за работой мастера и фиксируя даже незначительные нюансы установки и регулировки ножей, фрез, креплений и защитных приспособлений.
Определение объема работ
Перед тем, как сделать вагонку своими руками, подсчитывают объем необходимых материалов. Для определения объема работ вычисляют размеры помещения. Площадь отделки панелями вычисляют по площади всех поверхностей. В зависимости от высоты потолка и линейных размеров определяют ширину доски.
Правильность вычислений проверяются повторными замерами. Точность измерения влияет на эффективность использования сырья.
Для изготовления вагонки своими руками используют обрезные доски одинаковой ширины и толщины. Исходный пиломатериал может быть покупной либо изготовленный своими руками.
Доски покупают на базе пиломатериалов. Перед покупкой их тщательно осматривают по всей длине. Пиломатериал с дефектами и неровностями отбраковывают.
Для приобретения выбирают доски высшего сорта. Такой пиломатериал обладает наименьшим количеством сучков и смоляных карманов.
Длина заготавливаемых изделий может варьироваться от 1 до 3 метров.
При изготовлении вагонки используют мощные лесопильные станки. Для разового использования промышленное оборудование целесообразно взять в аренду.
Для домашнего использования выгодно приобрести станок с двухсторонним рейсмусом. Для выравнивания поверхности изделий используют фуговальный станок.
При отсутствии станочного оборудования используют ручной электрический рубанок. Недостатком ручного оборудования является низкая производительность и повышенная трудоемкость работ.
Вагонка с помощью циркулярки
Часто возникает ситуация, когда на передний план выходит не эстетика материала, а исключительно его практичность, к примеру, необходимо отделать стены или потолок подсобного помещения, погреба, мастерской. Для этих целей отлично подойдет простая и надежная, изготовленная своими руками на циркулярке вагонка.

Первым делом надо подготовить пиломатериал. Понадобятся доски толщиной 15-20 мм, шириной 8-10 см. Разумно предположить, что чем шире доска, тем меньше ее понадобится, тем быстрее будет выполнена работа. Это верно, но лишь отчасти. Большая ширина плюс примитивное соединение, пазы для которого позволяет выполнить циркулярка, гарантированно приведут к короблению доски, тем самым недолговечности покрытия.





Заготовки необходимо выровнять по ширине. Для этого боковой упор циркулярной пилы выставляют с помощью линейки, фиксируют. Поочередно обрабатывают каждую дощечку, доводят ширину до единого значения.
После того как дощечки выровняли, их циклюют. Лучше всего для этого подходит фуговальный станок, но заводские циркулярки тоже могут выполнять эту функцию. Конечно, можно обработать доску ручным или электрическим рубанком.

Далее необходимо создать паз и шип для крепления вагонки. Проще всего сделать зеркальные выборки в противоположных торцах доски. Их точность и симметричность достигается регулировкой высоты выхода диска и расстоянием от пилы до упора.
При толщине доски в 20 мм выход диска должен быть 10 мм, расстояние до линейки также 10 мм. Первый проход делают плашмя. Прижимая доску к боковому упору, проделывают в ней канавку на половину толщины. Далее доску ставят на ребро, повторяют операцию. Те же действия, но в зеркальном отражении выполняют с другого торца.

В результате описанных действий получается грубый вариант вагонки, которую легко монтировать, она создает привлекательную ровную поверхность.
Как и из чего делается вагонка?
Примечательно, что для изготовления вагонки необходимы разные породы дерева. Для отделочных работ (как фасадных, так и внутренних) выбирают древесину следующих пород: сосна, лиственница, кедр, ель.
Выбирают вагонку из такого материала еще и потому, что она имеет специфический, приятный и смоляной запах, который наполняет помещение уютом. Конкретно для внутренних работ используют ясень, липу, осину.

Такие деревья менее прочные, но их выбирают за привлекательный внешний вид и цветовой спектр.
Если вы собираетесь изготавливать вагонку своими руками с помощью домашнего станка, то нужно понимать, что она должна отвечать многим требованиям и не уступать той, которую делают по промышленной технологии.
Также вагонка должна пропитываться специальными растворами, иногда ее покрывают лаком. Это нужно для того, чтобы влага не оказывала такого разрушительного действия на древесину.
Если правильно пропитать древесину, то она будет служить десятилетиями. В зависимости от типа дерева выбирают разные способы разделки.
Например, если речь идет о сосне, то распиливают только нижнюю часть дерева, ведь там меньше сучков.
Лиственница же является дешевой заменой дуба, она отличается высокой прочностью и цельностью структуры волокон.
Видео:
Устройство станка для изготовления вагонки
Станок для изготовления вагонки необходим каждому, кто хочет, например, отделать ею дом или бытовку.
Сделать станок и производить вагонку самому обойдется в разы дешевле, чем закупать готовую продукцию в больших объемах.
При строительных и ремонтных работах вагонка незаменима, она отличается экологической чистотой, легкостью обработки и привлекательным внешним видом.
Конечно, сегодня производители предлагают огромный ассортимент такого товара, но вагонка, сделанная в домашних условиях, всегда будет качественнее и надежнее той, которую можно купить.
Кроме того, имея свой станок для производства вагонки, можно со временем попробовать начать небольшой бизнес.
Однако заводское оборудование также стоит недешево, хоть со временем и окупается. Выход есть – сделать его своими руками, зная все тонкости процесса и понимая, с каким материалом предстоит работать.
Варианты стыковки планок

Разберем детально, как правильно стыковать
Вариант №1
Соединение пластиковых и МДФ панелей:
Н-образным ПВХ профилем. Чаще всего стыковка по длине вагонки из пластика и МДФ выполняется при помощи Н-образных ПВХ профилей, как на фото снизу. В этом варианте планки просто заводятся с обеих сторон в профиль. Минус в том, что такой профиль видно, а в случае с МДФ он еще и отличается по фактуре.










Н-образный профиль считается универсальным, но его видно
- Тонкие прямые и угловые планки. Производители МДФ панелей выпускают тонкие планки, которые наклеиваются на линию соединения, эти планки бывают прямые и угловые.
- Т-образные молдинги. Они вставляются в щель между панелями.
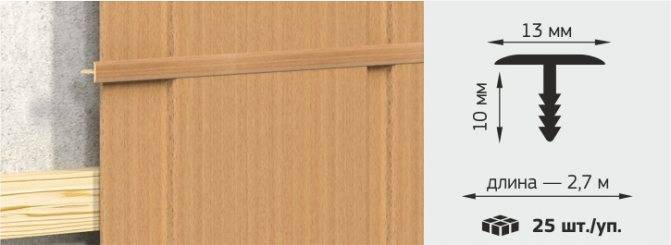
Т-образные молдинги для сокрытия стыков между МДФ панелями очень удобны в работе
Вариант №2
Декоративная накладка на стык считается самым простым способом соединения деревянной облицовки по длине. Вы просто подгоняете 2 ряда планок и прибиваете сверху деревянную рейку. Конфигурация и размеры рейки могут быть любыми, а главное, слишком точно подгонять планки не нужно, рейка закроет весь брак.

Для декора стыка на вагонке Блокхаус обычно используют строганную доску со снятыми фасками
Мастера пользуются деревянными Т-образными рейками, их еще называют грибками. Там рейка вставляется в зазор, который нужно четко подогнать по размеру грибка. Плюс данный стык должен приходиться на несущую планку обрешетки.

Зазор между планками должен соответствовать толщине ножки грибка
Вариант №3
Монтаж в разбежку. Этот вариант своими руками монтировать сложнее всего.
Обустраивается в несколько этапов:
- Прятать стыки никто не собирается, их наоборот выделяют, поэтому они должны быть идеально ровными. Для этого торцы перед монтажом зачищаются и шлифуются под 90º.
- Чтобы при стыковке вообще не было щели, накладывают планки друг на друга и торцовочной пилой обрезают края сразу у обеих.
- Шлифмашинкой или электрорубанком снимается фаска по наружной части среза, скос должен быть таким же, как и боковые скосы на самой планке.
- Планки соединяются встык и разрез, уже не портит вид, а является частью интерьера.

При монтаже в разбежку симметричные швы смотрятся лучше
Советы
Даже во время работы за станком не снимайте с пилы специальную защиту (клин и кожух). Многие ошибочно считают, что эти элементы необходимы для защиты глаз от опилок. Их основное предназначение – не допустить обратного вылета деревянной панели. Сила удара способна не просто навредить мастеру, а даже пробить брюшную полость.
Чтобы не отвлекаться во время работы на лишние предметы и мусор, уберите все лишнее не только со стола, а также с пола
Все внимание должно быть полностью сосредоточено на рабочем оборудовании или инструменте.
Если длина досок больше метра, проводить работу одному не рекомендуется. В этом случае вы рискуете не только своим здоровьем, но и качеством вагонки
Если не прижать материал к линейке достаточно крепко, нарушается линейность фрезеровки.
Размеры ламелей
На своем станке имеется возможность производить вагонку индивидуальных размеров, уменьшая количество обрезков при установке. Типовые значения по длине находятся в пределах 6 м (минимально 0,3 м, шаг увеличения значения — 0,1 м).
Ширина шага по вертикальному стыку полотна – 0,15 м. Широкое полотно из дерева более склонно к деформации, короблению. Узкие элементы ведут себя стабильнее.
Толщина бывает разной: внутренняя отделка ограничивается 1,2 см, наружная установка увеличивается до 2,5 см.
Возможность выполнения индивидуальных заказов на вагонку нужного размера, профиля, материала (например, палисандр) быстро окупают станок для производства в домашних условиях.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
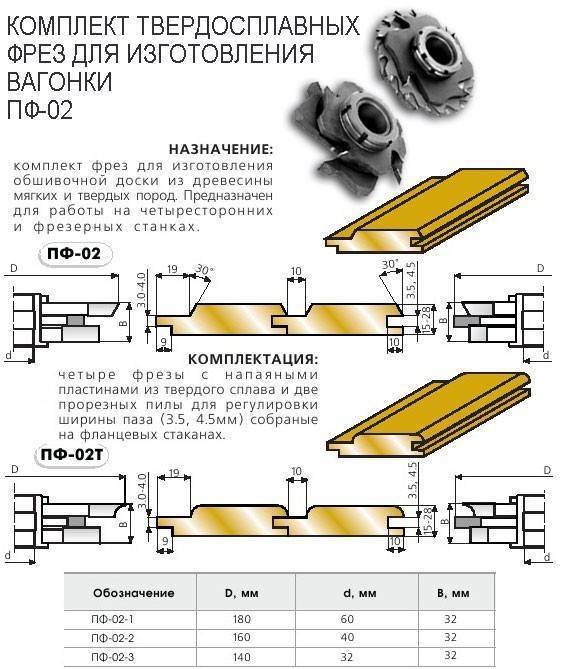
Требования к сырью
Изготовляемая продукция должна соответствовать ГОСТ 8242-88 (обычная), DIN 68126 (евро).
- стандарт;
- евро;
- американка;
- штиль (колхозница, крестьянка);
- софт – лайн;
- ланд – хаус;
- блок – хаус.
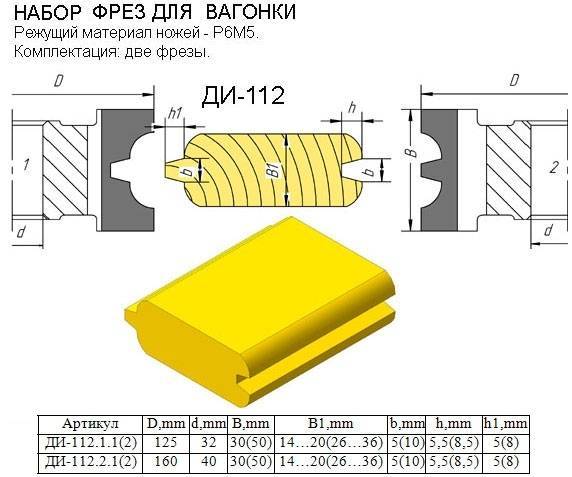
Отличаются шириной шипа, кривизной поверхностей, наличием вентиляционных пазов. Поэтому под каждый вид нужны свои регулировки размеров, формы ножей.
Порода дерева
Древесина, используемая в отделочных работах, бывает по своим свойствам пригодна как на фасад, так и внутри помещений. Это кедр, ель, сосна, лиственница. В дополнение к специальной пропитке, смолистые волокна этих сортов трудно пропитывать атмосферной влаге. В замкнутом пространстве придают воздуху приятный хвойный аромат.
Непосредственно для облицовки внутренних стен, перекрытий хорошо подходят осина, ясень, липа, ольха.
Разная текстура, цветовые оттенки помогают создать уютную обстановку из экологически чистого материала. Подчеркивает рисунок и сохраняет внешний вид лаковое покрытие.
Подготовка к подаче в обработку
Необрезную доску отбирают из нижней части ствола, где меньше сучков, трещин.
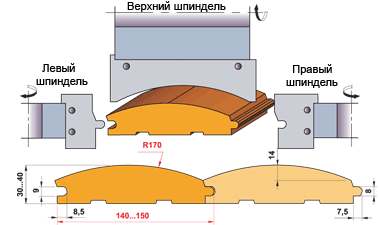
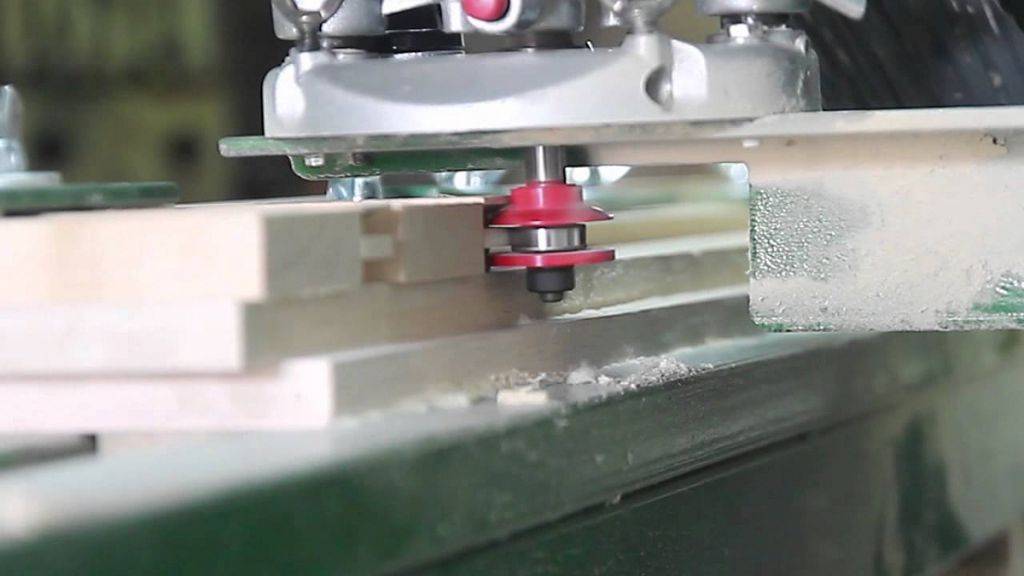
Работа шпинделей во время фрезерования вагонки
Пиломатериал просушивают до содержания влаги 12 — 15%.
Формируется заготовка: обрезают край, обзолы, калибруют по размеру. Размер готовят с учетом того, что на станке будет срезаться от 4 мм до 8мм древесины. Выбирают лицевую сторону, шлифуют ее. Если требования по качеству высокие, то подготовка проводится по всем 4 сторонам доски.









Последний этап – настройка режущих органов. Совпадение шипа и паза задает набор цельной плоскости без зазоров, перепадов. Ровную геометрию реза выставляют шайбами на 8 мм фрезе. Толщина снятия слоя более 4 мм. Филенчатая фреза настраивается из расчета высоты не снимаемого остатка боковой грани. До лицевой стороны оставляют не меньше 5 мм прямого участка. С обратной стороны допускается немного меньший размер.
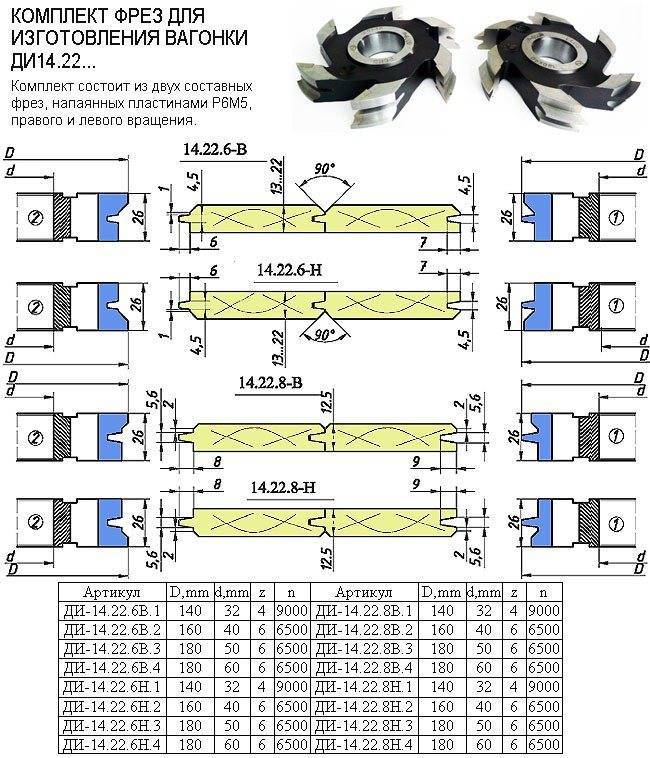
Как выбрать

Любые покупки на рынке могут привести к различному результату. Когда фрезы для дома приобретаются вне магазина инструментов, то качество ручной фрезы для вагонки будет сложно определить.
Но есть способ, как не купить очень «сырой» сплав. Если продавец не будет возражать, нужно провести напильником по боковой части фрезы, когда на поверхности остаются следы, то это значит, что твердость материала низкая. Должно быть 58-62 HRC (метод Роквелла – по определению твердости материалов). Это значение может быть указано на хвостовике, если его там нет, то уже должны возникнуть подозрения.
Стоит ли покупать
Купить вагонку нетрудно. В продажу поступают различные ее виды, они отличаются используемой древесиной, цветом, фактурой, формой наружной поверхности, поэтому можно выбрать материал, идеально подходящий для любого проекта. При всем при этом у вагонки есть существенный недостаток – высокая цена.
Затевая крупный ремонт, нелишним будет рассмотреть вариант самостоятельного изготовления вагонки. Стоит отметить, что даже самый простой станок такого типа будет иметь высокую цену, и, прежде чем решаться на покупку, надо оценить ее рентабельность.

Нужен в домашней мастерской подобный станок или нет – решать самому мастеру, можно лишь привести несколько аргументов в пользу покупки:
- производство вагонки в домашней мастерской позволит заметно сэкономить на строительном материале;
- изготовленная своими руками продукция будет заведомо более высокого качества, чем аналогичная, поступающая в продажу;
- станок может стать источником дополнительного заработка ввиду ощутимой разницы в цене между обрезной доской и готовой вагонкой.

Также нельзя забывать и о том, что данный станок многофункционален. Сфера его применения не ограничена производством вагонки. С его помощью можно изготовить ряд других профилированных изделий из дерева, среди прочего: наличники, плинтусы, фигурные рейки для всевозможных рамок.
Общие требования
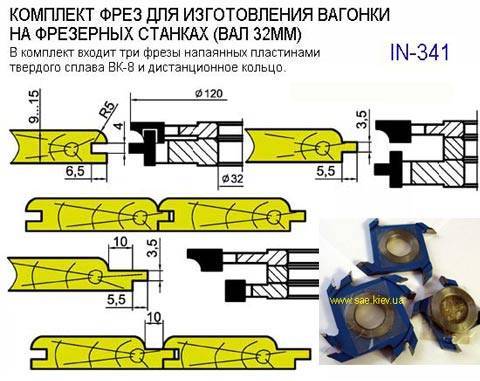
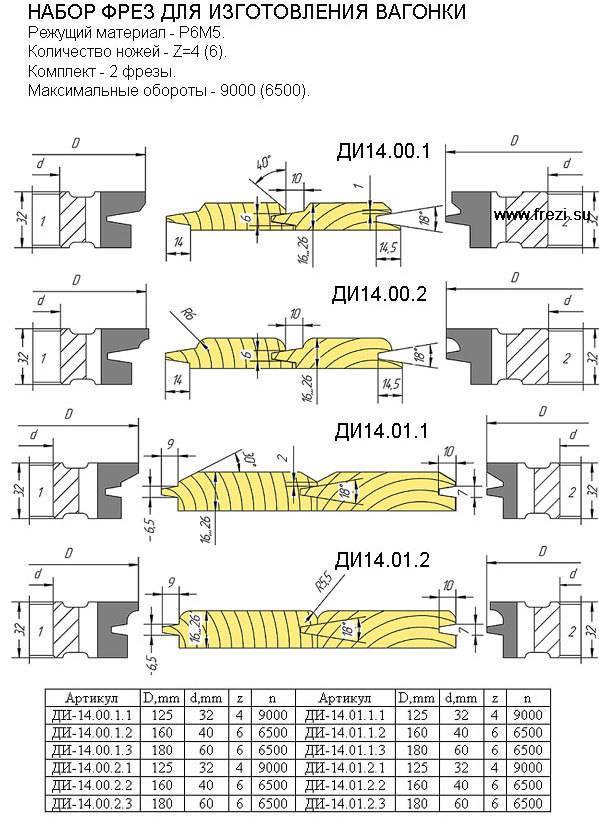
Фигурный профиль вагонки образуется при продольной обработке заготовки из пиломатериала с помощью специальных фрез.
Проще говоря, операция образования профиля вагонки называется фрезерованием и в простейшем случае может быть выполнена на обычном фрезерном.
Поэтому для массового изготовления разнообразных погонажных изделий из древесины используются четырехсторонние многошпиндельные.
Их работа основана на одновременной четырехсторонней обработке деревянной заготовки с помощью рабочих инструментов — фрез, установленных в нескольких шпинделях.
Получение на выходе готового изделия происходит за один проход обработки. Чистота и качество его зависят от мощности привода и скорости подачи, а также от количества шпинделей.
Многих домашних мастеров интересует вопрос, можно ли самостоятельно изготовить деревообрабатывающие механизмы, и, в частности, станок для производства вагонки, для своей домашней мастерской? Конечно, можно!

Все дело только в целесообразности, желании, а еще — в наличии достаточных средств и времени для этого. Вероятно, на самодельном механизме трудно будет наладить массовое производство пиломатериалов, но для своего домашнего хозяйства это оборудование вполне может найти применение.
Выбор станка
Для мелкосерийного производства вагонки, половой доски, блок-хауса и других пиломатериалов небольшого сечения можно привести в пример четырехсторонний, четырехшпиндельный станок с ручной подачей заготовки «СТАРТ–160», который в базовой комплектации стоит 390 000 р.
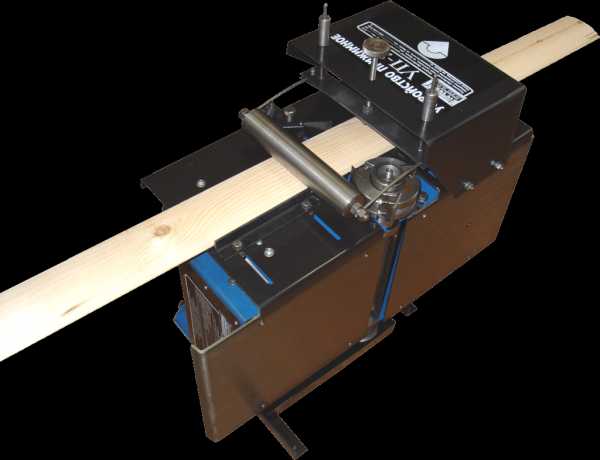
Как вариант, для домашней мастерской можно рассмотреть применение универсального деревообрабатывающего станка, например, «Мастер-Практик 2000», стоимостью 13 500 р.
Он позволяет выполнять операции:
- продольного и поперечного пиления, в том числе, под углом;
- строгания и фугования, в том числе, под углом;
- фрезерования;
- сверления.
Здесь выбор может ограничиваться только фантазией мастера — от традиционных материалов, издавна использующихся в производстве:
ель, сосна, осина, ольха, липа, лиственница,
до самых экзотических:
абаш, хемлок, кедр канадский и африканский.
Какой итог можно подвести? Даже при небольших потребностях в профилированных пиломатериалах для домашнего строительства можно подобрать оптимальный образец.

На каких станках и какой бы сложности вы ни пробовали делать вагонку, нужно соблюдать следующие требования.
- Качество пиломатериалов. Доски должны быть только обрезными, с одинаковой толщиной и шириной. Широкие плоскости нужно пропускать через рейсмус минимум с одной, а желательно с двух сторон. Для этих целей лучше иметь дома двухсторонний рейсмус, а если его нет, то хотя бы элементарный фуговальный станок.

Фуговальный станок

Двухсторонний рейсмус
Если таких станков нет, то можно работать ручным электрическим рубанком. Работы эти довольно трудные и долгие, а качество всегда будет намного ниже, чем во время обработки пиломатериалов на станках.








Сушка. Работать можно только с пиломатериалами, имеющими не более 24% относительной влажности. Если показатели выше, то доски просушите под навесом или в проветриваемом помещении. Чем больше зазор будет между штабелями, тем быстрее пиломатериалы избавятся от излишков влаги. Складывайте их аккуратно, не допускайте появления искривлений, правильно укладывайте прокладки, верхний ярус обязательно прижимайте грузом.
Сушка вагонки
- Работа. Беспрекословно соблюдайте правила техники безопасности. Как свидетельствует статистика, деревообрабатывающие станки считаются наиболее травмоопасным оборудованием. Причем травмы очень тяжелые и нередко становятся причиной инвалидности. Это не значит, что станков нужно бояться, но относиться к ним следует с уважением. Что касается использования рукавиц, то к этому вопросу нужно подходить с умом. Рукавицы предохраняют руки от заноз, это верно. Но верно и то, что во время попадания рукавицы под режущий элемент затягивается кисть или рука, травмы намного опаснее.

Станок для изготовления вагонки
Какие нужно станки и оборудование для изготовления вагонки своими руками, мы будем рассказывать по ходу статьи. Дело в том, что есть большое количество технологий с учетом существующих станков, описать все в одной статье невозможно. Начнем с изготовления самой простой вагонки — такие работы доступны большинству неопытных мастеров.
С чего начать
Для создания прибыльного бизнеса важно изучить строительный рынок в регионе, насколько высок спрос на деревянную облицовку. Для предварительного просчета себестоимости товара нужно знать действующие цены на рынке
При составлении бизнес-плана необходимо проанализировать количество деревообрабатывающих цехов в районе. Если их достаточно много, то еще одно предприятие не сможет обеспечить себя работой. Стоимость сырья в данной области должна быть невысокой, чтобы обеспечить конкурентоспособные цены.
Основным сырьем для вагонки станет доска, качество которой регулируется ГОСТом. Для производства используется древесина разных пород (сосна, лиственница, липа, ольха и другие).
Цех
Для деревообрабатывающего цеха подойдет отдельное помещение. Лучше, если цех будет удален от жилых районов, поскольку распил дерева создает много шума и пыли. К этой отрасли применяются жесткие требования Санитарной службы, и их придется соблюдать. Основные нормативы и правила работы указаны в СанПин 2.2.3.1385-03. Также должны соблюдаться противопожарные требования.
Второй важный вопрос — электропроводка в помещении. Станки для распила обладают высокой мощностью и создают большую нагрузку на провода. Дерево очень горючий материал, поэтому не стоит экономить на проводке и электропитании, их состояние должно быть идеальным.
Помимо станков в цеху должна разместиться сушильная камера. И отдельный склад готовой продукции.

Сырье на вагонку
Виды вагонки
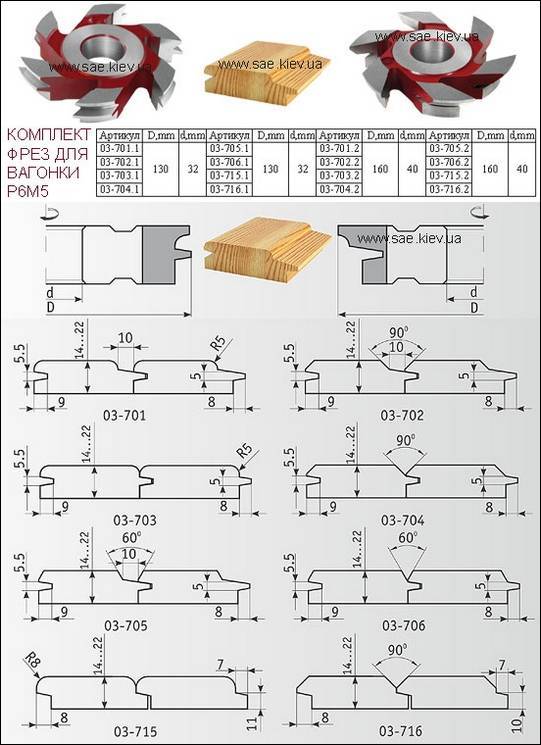
Деревянная вагонка изготавливается со следующими видами профиля:
- Профиль « Стандарт» является базовым, по сечению напоминает трапецию. На поверхности обшитой стены нет зазоров и щелей, но видны небольшие углубления в местах стыков деталей, которые образуются из-за скошенных углов планок. Вызывает много нареканий из-за деформации после сборки.
- «Европрофиль или евровагонку» изготавливают по западноевропейскому стандарту DIN 68126/86. К этому виду профиля регламентируют строгие требования к влажности древесины. Панели оснащены вентиляционными отверстиями. Несмотря на более высокую цену, по сравнению со стандартной облицовкой, широко используется для отделки.
Евровагонку выпускают следующих видов:
- профиль «Штиль» обладает более закругленными деталями и за счет этого переход на стыках вагонки выглядит более плавно. Профиль делают утолщенным до 25 мм. Используют для обшивки фасадов зданий, когда нужно создать имитацию бруса;
- «Блокхаус» имеет полностью закругленную лицевую часть. Благодаря этому после монтажа стена выглядит как собранная из бревен;
- «Ландхаус» один из самых дорогих видов профиля. Выполняется с рисунком или эффектом тиснения на лицевой стороне;
- Профиль « Softline» характеризуется отсутствием углов, подходит для саун;
- «Американка» отличается скошенным профилем деталей. Создается имитация сайдинга из натурального дерева.
Вся вагонка изготавливается из одной партии, проходит через один и тот же станок. Полностью готовые доски сортируются в зависимости от наличия на них сучков, трещин и других дефектов.
Классы (сорта) вагонки:
- экстра — идеально гладкая и ровная поверхность;
- «А» или 1 сорт — допустима небольшая шероховатость поверхности. Есть по 1 сучку на 1 погонный метр. Могут быть небольшие трещины и смоляные карманы;
- «В» или 2 сорт — много сучков, из них 2 могут выпадать. Допустимо наличие трещин и нескольких червоточин. Этот сорт подходит для окрашивания;
- «С» или 3 сорт — древесина низкого качества, подходит для черновых работ и обшивки технических помещений.
Сырье
Один из важных моментов в работе деревообрабатывающего цеха — это контроль при приемке сырья
Чтобы поставлять на рынок качественные изделия, важно найти проверенного поставщика материалов. Чем тщательнее контроль за качеством сырья, тем выше сорт и цена готовой вагонки.
Вагонка производится практически из всех видов древесины. В зависимости от породы дерева разделяют следующие разновидности:
- хвойные (сосна, ель, лиственница, кедр);
- лиственные (липа, ольха, бук и другие).
Хвойные породы характерны наличием эфирных масел и смол, поэтому используются чаще для внешней отделки.
Лиственные породы преимущественно применяются для внутренней отделки, включая бани и сауны. Такие материалы отличаются меньшей долговечностью, зато обладают низкой теплопроводностью, что позволяет использовать их в сильно прогревающихся помещениях.
Принцип работы станка
Процесс изготовления вагонки включает в себя обработку заготовки с четырех сторон. Прежде всего, доска проходит дисковые пилы, которые создают ровные края. Далее рейсмус калибрует заготовку. Последним этапом является фрезерование, в результате которого формируются фаски и элементы соединения (шип и паз).

В принципе, все эти действия можно выполнять на разных станках, но это неэффективно. Гораздо разумнее использовать один станок, который позволит получить на выходе полностью готовое изделие, к тому же за один проход.
Работа данного станка возможна благодаря одновременной установке нескольких (от 4 до 7) шпинделей на одной столешнице. Регулировкой расстояния между пилами легко обозначить геометрические размеры получаемой доски, меняя фрезы, – гибко настраивать профиль изделия.









На производственных предприятиях используют мощные станки с рабочими поверхностями до 12 м, для изготовления вагонки в домашних условиях можно выбрать портативное устройство. При этом мощности небольшого бытового станка с лихвой хватит для нужд текущего ремонта.
Определение и разновидности вагонки
 Вагонка — доска для отделки стен внутри и снаружи здания
Вагонка — доска для отделки стен внутри и снаружи здания
Вагонка – отделочная доска. Первоначально от обычной она ничем и не отличалась, кроме небольшой толщины. Позднее в боковых сторонах стали прорезать пазы и выступы, чтобы при монтаже материал образовал более ровную и прочную поверхность.
Различают обычную вагонку и евровагонку. Первый вариант чаще изготавливается из древесины с влажностью до 25%, что приводит к усыханию и короблению материала. Шипы и пазы не слишком выражены, так что под нагрузкой доски расходятся. Евровагонка производится из сухой древесины – не более 15%, размеры ее более точны, а шипы и пазы больше. Кроме того, на внутренней стороне ламелей есть вентиляционные канавки, что снижает риск появления конденсата.
Вагонка выпускается разной конфигурации. С лицевой стороны выбираются фаски – скругленные или угловатые, что придает ламелям более интересный вид. Различают следующие профили:
- softline – возле шипа выбирается древесина, фаска имеет скругленную форму, что помогает стекать воде и конденсату;
- штиль – имеет большую толщину – до 25 мм, возле шипа древесину не убирают, но верхняя часть профиля имеет скругленные углы;
- ландхаус – лицевая сторона фрезеруется, здесь формирует несколько выступов и углублений, чтобы собранная отделка образовывала определенный узор;
- блокхаус – вся лицевая часть равномерно скруглена и имитирует оцилиндрованное бревно;
- американка или корабельная вагонка – с лицевой стороны срезана под углом.
Использовали вагонку в отделке?
Да
60%
Нет
40%
Планирую
0%
Проголосовало: 5
Характеристики и внешний вид вагонки зависят от сортности используемого дерева. По этому признаку различают следующие классы.
- Экстра – или бессучковый. Трещины, сколы, пятна или смоляные кармашки на лицевой стороне исключены. Допускается 1 здоровый светлый сучок на 1 погонный метр.
- Класс А – допускается 2–3 здоровых сучка на 1 погонный метр, а также микротрещины и мелкие непростроги. Некоторые производители подобные дефекты зашпаклевывают. Количество досок, сделанных из сердцевины ствола, не превышает 30% от общего объема.
- Класс В – разрешается 2 выпадающих сучка и трещины длиной в 30 мм на лицевой стороне на 1 погонном метре. Допускаются и смоляные кармашки. Если материал сделан из хвойных пород, могут встречаться участки со следами повреждения насекомыми, но не более чем 10% от объема.
- Класс С – допускает очень большое количество дефектов, кроме гнили, плесени, сколов глубже половины толщины. Здесь могут встречаться выпавшие сучки, сквозные трещины, засмоленность.
Классифицируют ламели также по породе дерева.
Сфера применения
 OLYMPUS DIGITAL CAMERA
OLYMPUS DIGITAL CAMERA
Вагонка изначально разрабатывалась для отделки транспортных средств. Однако ее удобство, привлекательность и простота в монтаже обеспечили более широкое применение. Ламели используют:
- для обшивки стен и даже потолка в жилых помещениях и некоторых офисных, где допускается такая отделка;
- для облицовки балконов и лоджий, где выбор материалов ограничен;
- для отделки сауны, бани, предбанника и других помещений в банном комплексе;
- для облицовки фасадов зданий;
- для обшивки подвальных помещений, гаражей, мастерских;
- вагонку нередко берут и для сооружения заборов и красивых ограждений.
Популярные размеры
 Изготовление вагонки промышленным методом подразумевает стандартизацию размеров. ГОСТом регламентируется только ширина и толщина. Длина изменяется от 2100 до 6000 мм и больше. Длинные встречается редко, поскольку работать с такими длинными досками неудобно.
Изготовление вагонки промышленным методом подразумевает стандартизацию размеров. ГОСТом регламентируется только ширина и толщина. Длина изменяется от 2100 до 6000 мм и больше. Длинные встречается редко, поскольку работать с такими длинными досками неудобно.
Типовые размеры:
- ширина – 80, 100, 110, 120, 150 мм;
- толщина – 12,5, 13, 16, 19, 25 мм.





