

Конструктивные особенности стола MARLIN
Большая жесткость и, как следствие, высокая несущая способность, а также способность выдерживать высокие температурные нагрузки, которые образуются в процессе резки, и легкость удаления дыма и пыли, являются основными требованиями к конструкции столов для раскроя.
Эффективный отвод продуктов сгорания позволяет защитить работников от их вредного влияния и препятствует скоплению тонкой металлической пыли на самом оборудовании, а также на другом окружающем оборудовании, что существенно увеличивает срок службы.
Качественная и надежная система отвода обеспечивается специальной конструкцией, что позволяет отводить продукты сгорания даже из верхней части стола. Продуманная конструкция также уменьшает риск прямого попадания горячих деталей в вентиляционный канал стола.
Съемные пластины
Поверхность любого стола должна удовлетворять некоторым минимальным требованиям. Она обеспечивает равномерное положение листа обрабатываемого металла и в процессе его резки испытывает на себе действие плазменного резака установки. В связи с этим, практически любой стол имеет в своей основе поверхность из съемных пластин, установленных вертикально и напоминающих решетку, если смотреть на стол сверху. Во-первых, они играют роль ребер, на которых будут лежать обрабатываемые листы. В то же время благодаря щелям между собой, пластины пропускают мусор и небольшие частицы отработанного металла. В процессе работы они изнашиваются из-за влияния плазменного резака, по этой причине иногда называются «жертвенными». Но конструкция рабочего стола специально спроектирована так, чтобы их можно было снять и заменить на новые.
Привод и системы управления
Вследствие специфики выполняемых операций, на агрегатах плазменной резки металла устанавливают преимущественно механические приводы перемещения. Это исключает тепловую деформацию деталей станка при раскрое металла, и повышает точность разрезаемого контура.
Для перемещения применяют:
- Реечные передачи. Обеспечивают высокую скорость позиционирования, но имеют наименьшую точность, поскольку со временем интенсивно изнашиваются. Устанавливаются на бюджетных исполнениях станков плазменной резки;
- Линейные приводы на основе шаговых двигателей. Они гарантируют наибольшую точность перемещения разрезаемого листа, но не отличаются большой мощностью и оперативностью отработки траектории;
- Линейные приводы на основе синхронных двигателей постоянного тока, устанавливаемые на мощных агрегатах плазменной резки металла.
- Приводы на основе обычных асинхронных двигателей, которые используются при небольших рабочих нагрузках.
Шаговый двигатель
В последнее время для перемещения начинают использовать прямые линейные приводы, действие которых основано на непосредственном преобразовании электрической энергии в механическую. Такие системы более долговечны, поскольку не имеют в схеме быстроизнашиваемых элементов, и отличаются наибольшей оперативностью. Их недостаток – высокая цена.
Управление производится от систем ЧПУ, подразделяемых на импульсные и цифровые (аналоговые системы, ввиду своей ограниченной производительности, применяются всё реже). Импульсные системы – более бюджетные, но отличаются сниженной помехоустойчивостью. Цифровые системы управления, действующие от специально разрабатываемых программ, являются наиболее функциональными.
Магнит для вируса
В связи с распространением SARS-CoV-2 важно максимально беречь себя от инфекции, поступающей из внешней среды. Имеется в виду как воздушное пространство, так и поверхности, на которых может оседать вирус. Сегодня к основным дезинфицирующим средствам, удаляющим патоген, относят растворы на основе спирта и хлорки
Однако их применение связано с рядом неудобств: сильный запах, влияние на здоровье и самочувствие. Обработка же поверхностей ультрафиолетом занимает долгое время
Сегодня к основным дезинфицирующим средствам, удаляющим патоген, относят растворы на основе спирта и хлорки. Однако их применение связано с рядом неудобств: сильный запах, влияние на здоровье и самочувствие. Обработка же поверхностей ультрафиолетом занимает долгое время.
Ученые создали установку, с помощью которой можно преобразовать обычную воду таким образом, чтобы она стала смертельным оружием для мелких биологических объектов: грибков, бактерий и вирусов. В такой жидкости разрушаются белки — после высыхания на обработанной поверхности ничего не остается. Вода, которую назвали «Магнарил», нарушает жизнедеятельность патогенов за счет воздействия активных форм кислорода и хлорноватистой кислоты.
Работает технология следующим образом. Установка производит холодную плазму — газ из заряженных и незаряженных частиц. Он поступает в обычную воду, после чего она приобретает особые свойства: атомы теряют часть электронов и в итоге не могут соединиться в молекулу H2O в силу законов физики.

Можем выдохнуть: нейросеть определит COVID-19 по флюорографии
Искусственный интеллект оперативно поставит предварительный диагноз, изучив снимки легких
Такая нестабильность молекул воды приводит к возникновению различных форм кислорода и водорода и их всевозможных соединений. Получившиеся активные частицы повреждают и клеточные мембраны патогенной микрофлоры, и оболочки вирусов. Наиболее важную роль в процессе играет метастабильный атомарный кислород, сохраняющий свое состояние только при определенных условиях — когда электронов меньше, чем нужно. Он легко вступает в реакцию с биологическими молекулами, включая ДНК, РНК и отдельные белки.
Кроме агрессивного кислорода у полученной жидкости есть еще одно оружие для войны с вирусами — хлорноватистая кислота. Дело в том, что в обычной хлорированной воде из-под крана содержится небольшое количество хлорноватистого натрия (соли), добавляемого на станциях водоканалов.
— При обработке воды плазмой соль распадается, — пояснил один из ученых, Дмитрий Балаболин. — Это приводит к образованию хлорноватистой кислоты. Науке уже известно, что одна десятая процента соли такой кислоты в воде препятствует размножению коронавируса. Сама же кислота гораздо активнее своей соли. Это позволяет предположить, что такая жидкость не только остановит размножение, но и убьет патоген.
Количество хлорноватистой кислоты в полученной жидкости можно увеличить, если брать очищенную от примесей воду и добавлять определенное количество поваренной соли. Сейчас ученые используют менее одного ее килограмма на тысячу литров.









Пожизненное злоключение: COVID-19 может стать хронической болезнью
Специалисты изучают случаи повторного заражения коронавирусом
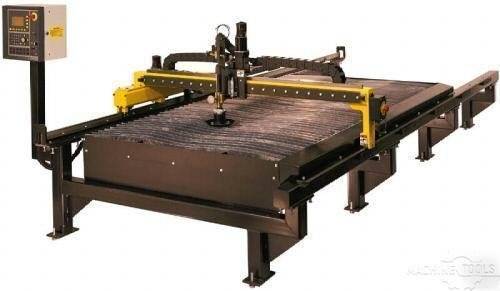
Строение стола для плазменной резки
Все столы для резки металла с помощью плазмы имеют похожее строение, и состоят из следующих частей:
- Рабочая поверхность для обработки металла
- Поддон для охлаждения плазмы (или защитный короб в случае отсутствия поддона)
- Наводящие оси для шаговых моторов по периметру
- Ножки
- Усиления для рамы в случае работы с высокой нагрузкой
Стол — одновременно самая простая и в то же время сложная часть ЧПУ-станка для резки. К этой, на первый взгляд, простой конструкции есть ряд требований. Их мы рассмотрим ниже
Размеры столов для плазменной резки

Размеры стола варьируются в зависимости от требований к изделиям, изготовляемым на столе. Промышленные столы часто имеют размер рабочей поверхности в 1500 на 3000 миллиметров. Столы, используемые в декоративной резке, бывают меньше, вплоть до 200 на 400 миллиметров. Зачастую, соотношение сторон учитывается как 2 к 1. Реже — 4 к 3.
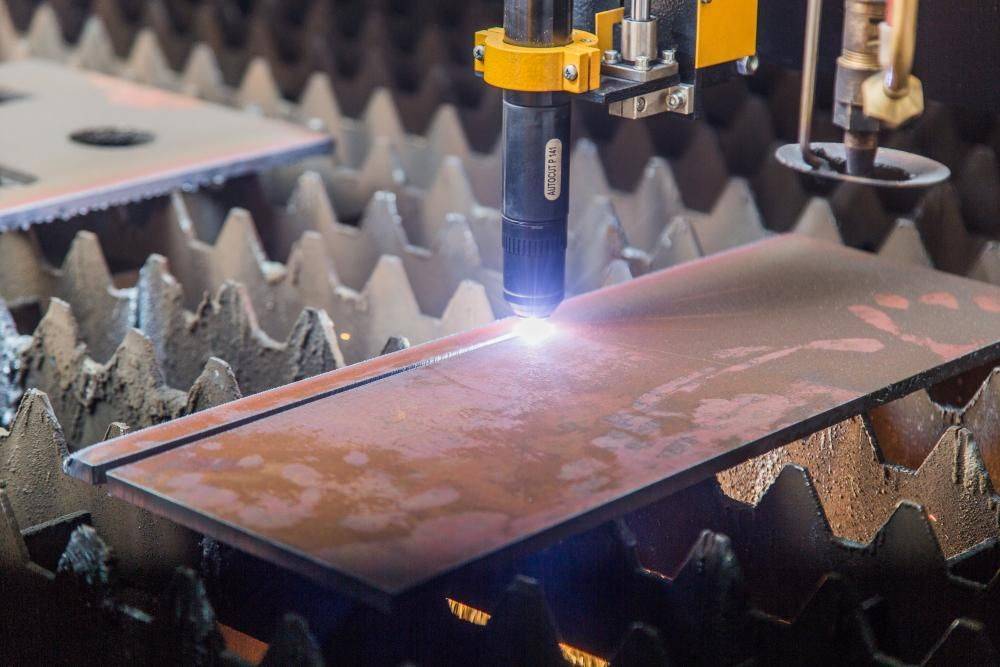
Требования к рабочей поверхности
Во время резки, плазма должна проходить сквозь заготовку, при этом раскаленные отходы не должны оседать на основании рабочей поверхности. Поэтому для изготовления поверхности используют следующие конструкции:
- Параллельно расположенные ламели
- Решетчатая основа
- Ламели из металлического профиля
- Ячейки с зубчатой фактурой
Параллельные ламели — дешевле всего. Это отрезки металла толщиной в 4-8 миллиметров и шириной в 30-60 миллиметров. Их легко монтировать в стол, и они не требуют много сил в изготовлении. Проблема такой конструкции — надежность.

Рабочая поверхность стола — прямые параллельные ламели
Ламели плохо держат форму, изгибаются при высоком давлении, а за счет слабого соединения, может возникать вибрация. При работе с заготовками толще 30 миллиметров лучше избегать таких решений. В то же время, параллельные ламели, в случае повреждения, можно изготовить и заменить самостоятельно, не обращаясь к специалисту.
Ламели могут быть прямыми, а также можно использовать изогнутые заготовки. Жесткость изогнутой ламели выше, но и изготовить ее сложнее.

Ламели могут быть изогнутыми для большей жесткости
Решетчатая основа дороже. Т.к. на ее изготовление, монтаж и калибровку в плоскости уходит больше времени. В то же время, такая конструкция надежнее, т.к. давление металла во время резки выдерживает на порядок лучше, за счет большого количество углов, перпендикулярных источнику давления.

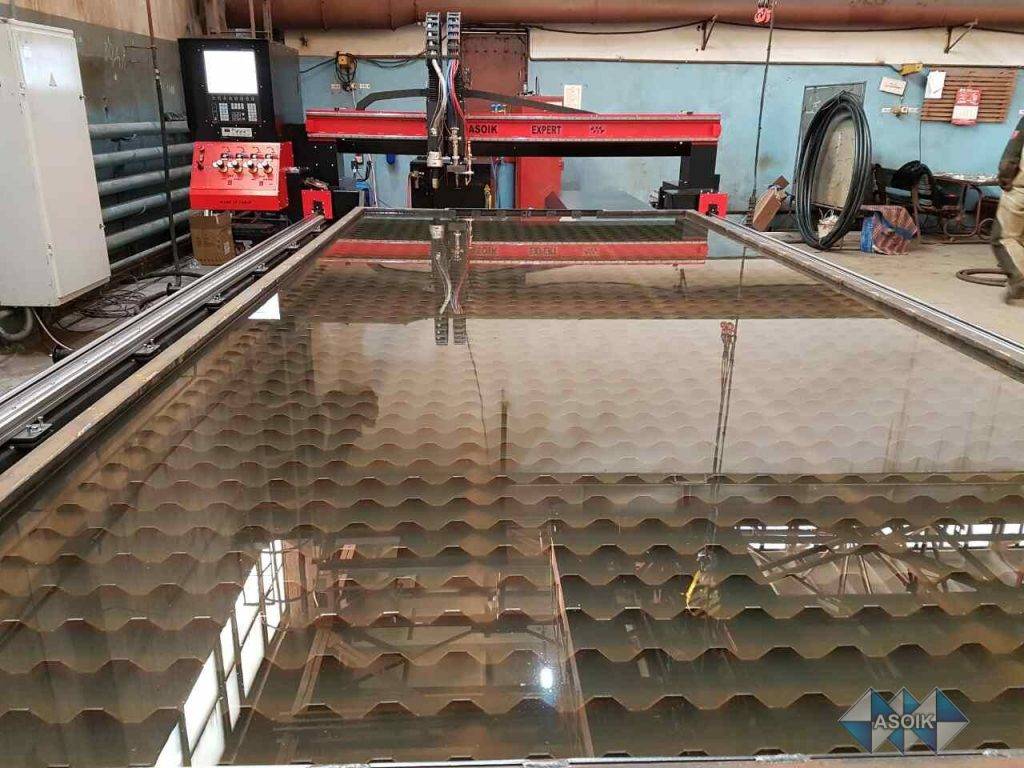
Ячейки с зубчатой фактурой
Ламели из металлического профиля ценятся выше. Но имеют ряд недостатков. Кроме высокой цены, такая основа хуже пропускает плазму. Тем менее, в случаях, когда есть необходимость закреплять заготовку на столе, этот вариант подходит лучше других. На профиль легко ложится зажим, и заготовка держится крепко.
Ячейки с зубчатой фактурой лучше выбирать при работе с большими заготовками. Зубцы имеют наименьшую площадь соприкосновения с заготовкой, а значит, и с горячей плазмой. Для малых заготовок это минус, ведь расположить заготовку на нескольких точках сложнее, чем на ровной поверхности. С большими заготовками такой проблемы нет. Но цена на стол возрастает, ведь на изготовление зубцов уходит больше затрат.
Управление процессом плазменной резки на координатном столе
Управление координатной плазменной резки производится с помощью стенда управления, основой которого является персональный компьютер на основе системы Windows со специальным программным обеспечением.
В состав системы входит:
- ПК
- Экран 15 дюймов
- Распределительная панель с интерфейсными модулями
- Коннекторы
- Источник постоянного тока (аппарат плазменной резки)
- Кабели управления плазменным столом
- Силовые кабели
Возможности и удобства системы управления:
- Чтение и представление плана плазменной резки на экране.
- Изменение параметров плазменной резки — высота и время производства отверстий, скорость работы резака, рабочая высота плазмотрона
- Изменение параметров газовой резки — скорость, время нагрева, высота, скорость производства отверстий.
- Работа в режиме имитации разреза для проверки перед запуском
- Запуск и управление процессом резки
- Изменение параметров «на ходу» во время работы станка — скорость, настройка высоты (координаты Z)
- Возможность остановки и отвода горелки для обслуживания с последующим возвратом и продолжением работы с места остановки.
Стоика имеет высоту 1,5 м, содержит в себе все составляющие, которые защищены от механических повреждений и от электромагнитных волн.
Преимущества машины INCUT CNC-1530H, Integral
- Стабильная работа, высокая частота эффективной плазмы, легкая переносная конструкция.
- Поддержка двух способов резки — газовым пламенем и плазмой.
- Экономические преимущества — конструкция и дизайн, легкая в управлении.
- Высокое качество резки, высокая точность повторяемости контура вырезаемых деталей.

- Наиболее эффективное использование плазменной технологии резки при раскрое стального листа толщиной до 20-25 мм, при толщинах углеродистой стали свыше 30 мм, целесообразно применять газопламенную технологию.
- Встроенная система THC (Torch Height Control) — система регулировки высоты резака.
- Чертежи, изготовленные в CAD программах, являются основой для создания управляющей программы.
- Программное обеспечение позволяет сохранять чертежи в формате .dxf, совместимом с большинством программ проектирования (такие как AutoCAD, SolidWorks, Компас).
- С помощью программного обеспечения машины компьютерная графика в формате .dxf может быть сведена к G-коду.
- Машина оснащена USB-интерфейсом для удобной передачи управляющей программы.
| Шаговые двигатели | Редуктор | Зубчатая передача |
| Зубчатая рейка | Программное обеспечение FastCam |
Особенности регламентных работ
Чаще всего из строя выходит инструментальная плита, испытывающая значительные термические нагрузки. Это не является неисправностью стола
При выборе типа плиты принимают во внимание преобладающую толщину разрезаемого металла. Для резки толстого (свыше 40 — 50 мм) листа предпочтение отдаётся разновысоким пластинам, поскольку в этом случае контакт разогретого металла заготовки с поверхностью пластины происходит по ограниченной площади
Для плазменной резки более тонких заготовок можно использовать более технологичные в установке прямые пластины.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter
.
- Повышенная грузоподъемность;
- Легкость смены конструктивных элементов;
- Облегченный сбор изделий;
- Система сбора отходов резки;
- Секционная система вытяжки;
- Модульная конструкция.
Столы для установок плазменной резки решают несколько задач:
- точное размещение и позиционирование листа металла (заготовки) для раскроя с помощью портальной установки плазменной резки;
- сбора вырезаемых изделий;
- отсев и сбор крупных фракций отходов резки;
- эффективное газо- и дымоудаление для создания комфортных условий работы персонала
Конструкция вытяжных плазменных столов AMN Tech успешно решает все эти задачи, при этом обладая рядом преимуществ:
Повышенная грузоподъемность — столы AMN Tech выдерживают нагрузку до 375 кг на 1 кв.метр. Вместе с тем, этот параметр может быть увеличен по требованию заказчика.










Легкость смены конструктивных элементов — металлические ребра, на которых располагается лист заготовки в процессе резки постепенно прорезаются, конструкция стола позволяет легко их заменять на новые.
Конструктивное решение облегчающее сбор изделий — специальная решетка, раполагаемая под металлическими ребрами, позволяет с легкостью собирать вырезанные изделия.
Система сбора отходов резки — с помощью специальных шлакобункеров собираются крупные фракции отходов резки и удаляются за счет их съемной конструкции.
Секционная система вытяжки столы AMN Tech оснащаются секционной вытяжной системой, что обеспечивает комфортные условия работы персонала. Применение секционной конструкции с пневмозаслонками, которые концентрируют все усилие вытяжки в зоне резки, обусловлено высокими показателями эффективности и экономичности системы. При этом вытяжка может подключаться к столу с обеих сторон.
Модульная конструкция — во первых позволяет формировать стол необходимой длины посредством добавления модулей, во вторых — модульная конструкция стола снижает затраты на его восстановление при возможных форс-мажорных повреждениях. Так же неоспоримым преимуществом модульной конструкции является транспортабельность.
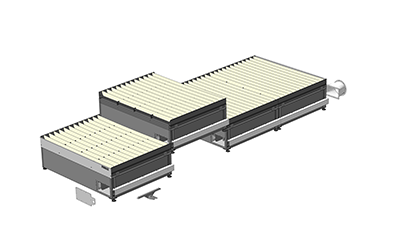
Размеры модуля указаны на рисунке:

По просьбе клиентов завод «ТеплоВентМаш» запустил в производство бюджетное оборудование серии Start S–WT, особенностью которого является доступная цена, отсутствие стола для поддержки заготовок и системы дымоудаления. Оборудование рассчитано на резку листового металла толщиной от 0,5 до 30 мм. В комплект поставки входит:
Координатный стол на мощных шаговых двигателях;- Терминал управления с электрошкафом и компьютером;- Лицензионные программы Mach3 и SheetCam (рус.).
Станки серии Start М30 имеют усиленный координатный стол и центральную систему дымоудаления. Рез металла от 0,5 до 30 мм. Данное оборудование поставляется в сборе, что позволяет исключить дополнительные работы по монтажу и наладке в месте установки.
В станке предусмотрен более широкий электро-пакет, чем в серии S–WT: кнопки останова по обоим сторонам портала, бесконтактные датчики движения портала. Пульт управления выполнен в более защищенном исполнении.
Машина плазменной резки Start L50 имеет мощный стол, состоящий из прочной металлической станины и стоек, способных выдержать вес стальных листов толщиной в 50 мм.
Оборудование имеет эффективную секционную систему дымоудаления. Для предотвращения воздействий значительных температур на раму и поверхность координатного стола, возникающих в процессе резки, оборудование имеет болтовые и сварные соединения конструкций.
Машины серии L100-Combi выполняют раскрой листового металла толщиной 0,5 – 100 мм с помощью газокислородной и плазменной резки. Возможно размещение нескольких газовых или плазменных резаков на портале.
Цена включает комплект газового оборудования и газовый резак. Секционная система дымоудаления позволяет исключить задымление даже при резке толстых металлов.
Продажа оборудования плазменной резки во все регионы России
За 8 лет работы, с 2007 года, было произведено и продано 374 станка плазменной резки, в 55 городов России.
- Москва
- Санкт-Петербург
- Екатеринбург
- Пермь
- Челябинск
- Самара
- Томск
- Новосибирск
- Саратов
- Нижний Новгород
- Воронеж
- Рязань
- Краснодар
- Оренбург
- Тюмень
- Красноярск
- Набережные Челны
- Казань
- Чебоксары
- Тверь
- Ставрополь
- Ростов-на-Дону
- Пенза
- Владивосток
- Калуга
Плазменная резка металла с ЧПУ модели S-WT – бюджетный вариант, созданный конструкторами компании ТЕПЛОВЕНТМАШ. Он позволяет снизить стоимость плазменной резки с ЧПУ за счет отсутствия: системы дымоудаления и поддерживающего заготовки, каркасного стола.
Конструктивные возможности этой модели дают возможность раскраивать металлические листы и вырезать заготовки, толщина которых варьируется от 0,5-30 мм. Программы ЧПУ для плазменной резки обеспечивают минимальные отклонения получаемых деталей: +/- 0,25-0,35 мм. Кроме того, небольшая цена плазменной резки металла не влияет на точность размеров – станок не только обеспечивает линейную и криволинейную конфигурацию заготовок, но и выполняет аккуратный, точный и качественный рез.
Купить недорогое оборудование для раскроя листового железа ЧПУ
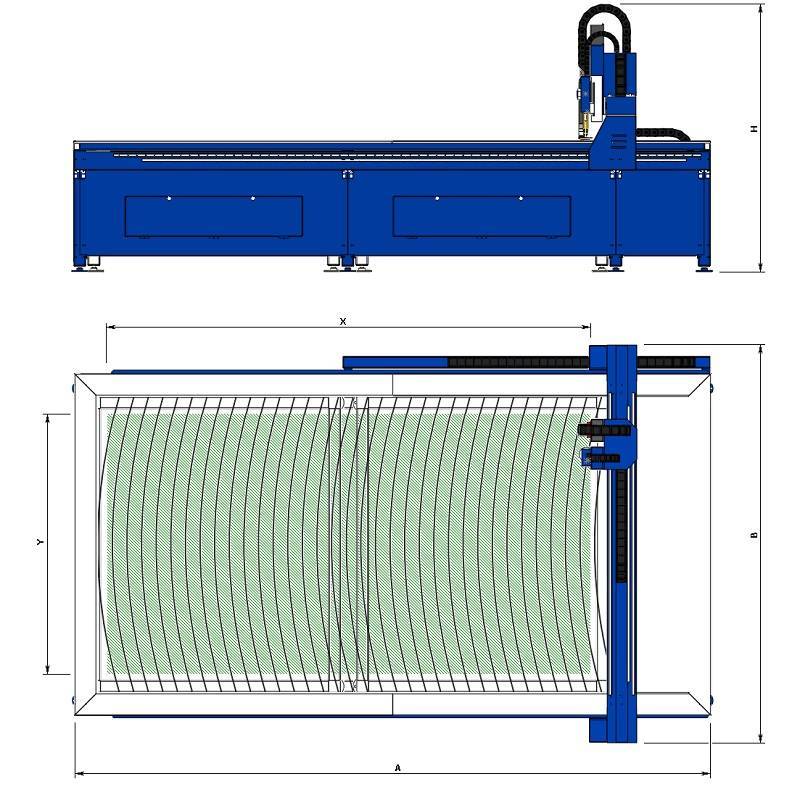
1. Габариты 3500*2200*1000. 2. Рабочее поле 3050*1550 3. Скорость до 15 000 м в мин. 4. Точность 0,1мм. 5. ТНС – контроль высоты горелки по напряжению дуги 6. Может работать с любым источником. 7. Стол разборный
Цена стола с ЧПУ плазменной резки 220 000 руб. (20% скидка при нал. оплате) При нал оплате стоимость 175 000 руб.
В стоимость входит: 1. Стол разборный, 2. Ящик электроники с автономным контроллером и ТНС 3. Горелка, провода, шланги. Для работы необходимо дополнительно: 1. Аппарат тока плазмы. 2. Компрессор.










Стоимость портала без стола 185 000 руб. (20% скидка при нал. оплате) При нал. оплате цена 145 000 руб.
(это жёлтая штука на верхних видео, в комплекте к ней зубчатая рейка и рельс 3,4м., также в стоимость входит ящик электроники, горелка, провода, шланги) Для работы необходимо дополнительно: 1. Аппарат тока плазмы. 2. Компрессор. 3. Собрать стол, установить на него портал
Ящик электроники в сборе.
В состав входит: 1. Автономный контроллер с ТНС 2. Блок питания 3. Драйвера 3-4 шт. Стоимость 30 000 руб.
Стоимость автономного контроллера 15 000 руб. (подробнее здесь)
Также предлагаю ТНС для Mach3
цена5 000 руб. (при заказе от двух штук)
Тел: +7 922 03-123-03
Производство находится в Свердловской области г. Заречный (50км. от Екатеринбурга).
Чтобы установить Pronest ( очень хорошая программа (ЛУЧШАЯ. ), расставляет оптимально детали на листе, из чертежей (Компас, Автокад) создаёт G код для mach3 или контроллера) Сначала прочитайте здесь https://dostup-rutracker.org/ Затем скачайте https://rutracker.org/forum/viewtopic.php?t=1619060 или https://rutracker.org/forum/viewtopic.php?t=4901685 Установка Pronest в картинках скачать Скопируйте в папку CFF постпроцессор для автономного контроллера
Armatura-ural.cff (его особенность – указывает центр окружности в абсолютных, а не относительных величинах (удобнее читать человеку) в остальном всё стандартно) Настройка Pronest очень простая и русский интерфейс её упрощает. Или скопируйте мои настройки, у меня они здесь: C:Program FilesMTCProNest 8SettingsMachines Demo Plasma Machine.CFG
Порядок работы: 1) Нарисовать деталь (именно деталь, не отрезок или незамкнутую херню, т.е. деталь которую можно вырезать и она теоретически выпадет (упадёт на пол) из листа) 2) Сохранить в формате DXF версии 2000г см. рис. 3) В ProNeste “Задание” – “Редактировать перечень деталей” из верхней части перетащить всё что нужно в нижнюю, указав количество, и нажать “Вернуться к раскрою” 4) “Раскрой” – “Начать автоматический раскрой” 5) “Файл” – “Выдача УП” Сохранить на флэшке под именем “program.cnc
” 6) Вставить флэшку в контроллер на ЧПУ столе. 7) Подвести горелку к началу листа либо другому месту реза и нажать кнопу (0;0) обнуления координат
Цена, сроки и комплект поставки на станок плазменной резки
Состав комплекта поставки:
- Координатный стол
- Система управления (стенд)
- Программное обеспечение
- Аппарат плазменной резки СТРАТ-1045ПР
- Плазмотрон S-105
Стоимость плазменного станка
| Наименование | Технические характеристики | Кол-во | Цена (в руб. с НДС) | |
| Координатная машина | Столешница рамной конструкции, рельсовый путь, портал, суппорт. | 1 | 400 000,00 | |
| ЧПУ | Микропроцессорная система управления, программное обеспечение, ПК, стойка управления. Блок отслеживания резака по высоте над металлом во время резки. Задание первоначальной высоты при прожиге | 1 | 100 000,00 | |
| Аппарат плазменной резки | Аппарат «СТАРТ-1053ПР», с плазмотроном | 1 | 150 000,00 | |
| Итого | 650 000,00 |
Срок поставки составляет до 30 дней после получения предоплаты. Платеж можно разбить на несколько частей, но отгрузка производится только после полной оплаты заказа. Условия поставки — самовывоз или отгрузка в ТК.
Гарантия 1 год.
Готовые изделия по чертежам для плазменной резки
Огромное количество ярких задумок остаются на стадии идеи, не получая воплощения, только потому что их автор не обладает какими-либо навыками. Например, он не может перенести идею в формат чертежа или не умеет выполнять резку изделия по чертежу. Наша компания поможет вам довести дело до конца.
Мы обеспечим вам:
- грамотную техническую консультацию по технологиям и материалам;
- перевод чертежей в электронный вид;
- полный цикл производства от разработки до доставки готового изделия получателю.
У нас есть все необходимое оборудование для производства металлоизделий, поэтому мы берем на себя ответственность в решении за вас самых сложных и необычных задач в сфере металлообработки.
Для работы над заказом мы принимаем:
- эскизы;
- чертежи;
- дизайн проект.
У нас есть все необходимое оборудование для быстрой и качественной резки, обеспечивающее высокую точность раскроя, даже когда речь идет о фигурных и сложных изделиях.
Наша компания оперативно выполняет заказы частных лиц и компаний. Стоимость услуги остается низкой, а сокращения затрат удается добиться за счет минимального энергопотребления станком.







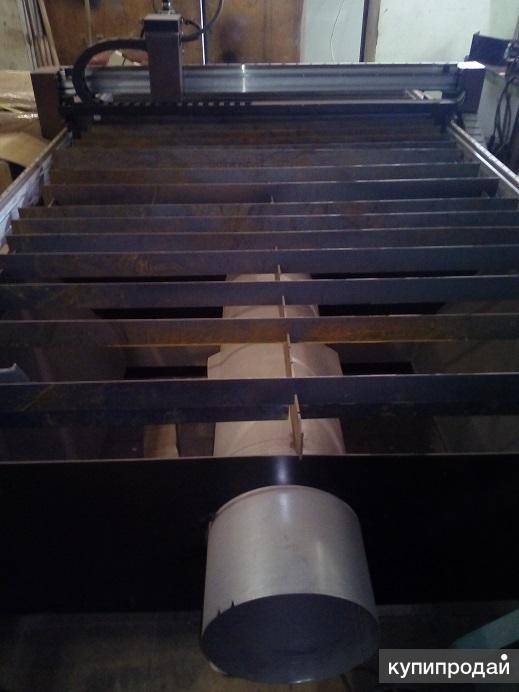
Столы с защитной и жидким охлаждением
На промышленных станках под ламелями часто располагают поддон с охлаждающей жидкостью. В нее попадает раскаленный металл при резке. В то же время, стол может быть и без поддона. Тогда под рабочей поверхностью устанавливается специальный короб. Он защищает конечности мастера от ожогов и механических повреждений, но создает пожароопасную ситуацию, и риск задымления в рабочем помещении.
https://youtube.com/watch?v=nfkAdokMJ6w
Если вы планируете использовать станок для разовых работ, можно ограничиться и коробом. Но если резка металла является основным занятием — то без поддона с водой не обойтись. Чистить такой стол тяжелее, но его эксплуатация значительно безопаснее и комфортнее. А поскольку вся электроника находится над конструкцией, возможные протечки не несут опасности станку.
Преимущества метода плазменной резки
Плюсы этих устройств нужно хорошо знать, равно как и минусы, без которых не обходится ни одно техническое приспособление.
Прежде всего помним, что скромные бытовые задачи по резке металла вполне можно реализовать с помощью обычной болгарки и не заморачиваться с дорогим и непростым плазменным оборудованием.
Плазменный резак обладает следующими положительными свойствам:
Высокая скорость рабочего процесса. Если сравнить ее с газовой горелкой, то скорость резки выше в шесть раз. Быстрее в природе только лазерная резка. Большая толщина металла, который он способен резать в отличие от болгарки. Плазменному резаку под силу любой тип металла
Для этого важно знать и верно выставлять необходимые режимы согласно спецификациям. Непродолжительные и несложные подготовительные работы
Не нужна зачистка поверхностей. Уникальная точность и ровность среза
Нет никаких наплывов, не нужны специальные упоры. Отсутствие каких-либо дефектов и деформаций металла благодаря невысокой температуре общего нагрева. Способность аппарата производить срезы любой формы, включая фигурные. Высокая безопасность процесса: нет баллонов с газом.
 Чертеж устройства плазменного резака.
Чертеж устройства плазменного резака.
Недостатки плазменного резака:
- Высокая стоимость аппарата.
- Нет возможности резки одновременно несколькими резаками.
- Строгие требования к положению инструмента: плазма должна быть строго перпендикулярной поверхности заготовки. Сегодня выпускаются продвинутые аппараты, способные работать под углом от 20-ти до 50-ти градусов, но они еще дороже.
- Ограничение толщины разрезаемого металла – примерно до 10-ти с. В сравнении кислородная горелка режет металл толщиной в полметра.
При всех, казалось бы, значительных минусах плазморезы очень популярны. В небольших мастерских работают ручными моделями, которых предлагается на рынке огромное множество. Сегодня плазменная резка перестала быть недоступным элитарным методом работы.
Классификация конструкций
В стационарных станках, выполняющих плазменную резку металлов, предусматриваются координатные столы двух конструктивных исполнений – портального или крестового типа.
Портальный вариант более подходит для плазменного раскроя плоских поверхностей, в то время, как эксплуатационным преимуществом стола крестовой конструкции является возможность установки дополнительных приспособлений, в частности, сверлильной головки. Портальные варианты обладают заметно большей жёсткостью, а потому устанавливаются на более мощных плазморезах. В то же время при необходимости вести плазменную резку пространственных заготовок необходимо использовать рассматриваемые узлы только крестового типа.
Поскольку при работе агрегата для плазменной резки металла не возникает больших нагрузок, то часто опорную раму изготавливают с применением профилей из высокопрочных алюминиевых сплавов. Это уменьшает общую массу станка, и облегчает процесс его монтажа.
Функциональные преимущества получают конструкции, где предусмотрена возможность зонирования рабочей поверхности. Каждая зона снабжается своим газораспределительным клапаном и системой газопроводов, чем облегчается переналадка станка на новую толщину или габаритные размеры листа.
Все виды рассматриваемых узлов оснащаются элементами, обеспечивающими безопасную работу станка: узлами смазки направляющих, устройствами отсоса выделяющихся газов, системами охлаждения и т.д.
https://youtube.com/watch?v=WuohJ7vZIQM
Виды плазморезов
Плазмотроны для плазменной резки металлов выпускаются разных модификаций по типу резки, поджига дуги, с различными рабочими параметрами.
Плазморезы по типу резки
По виду резки различают ручные аппараты и автоматические машины с ЧПУ. Здесь все зависит от выполняемых работ, максимальной толщины разрезаемого металла.









Плазморезы для ручной резки
Плазмотроны для ручной резки применяются в разных отраслях деятельности – от небольших автомастерских до промышленных предприятий. Процесс раскроя предполагает ведение резака вручную – т.е. резчик самостоятельно регулирует скорость реза.
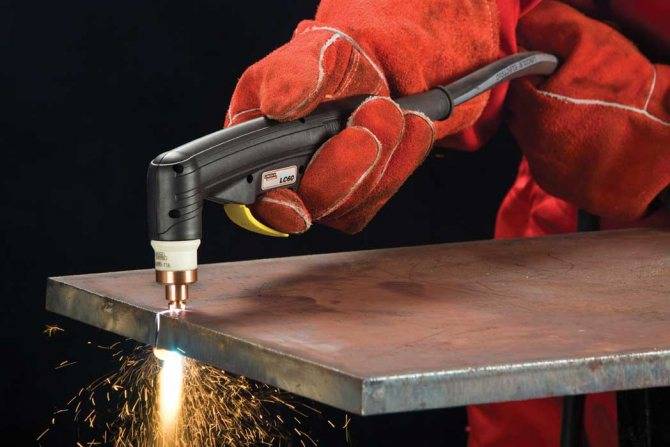
Фото 10. Ручная плазменная резка
Ручной процесс резания не обеспечивает такой высокой точности и производительности, как автоматический. Однако аппараты более компакты, что обеспечивает возможность их транспортировки. Инверторные устройства можно переносить даже вручную, так как их вес не превышает 15-20 кг.
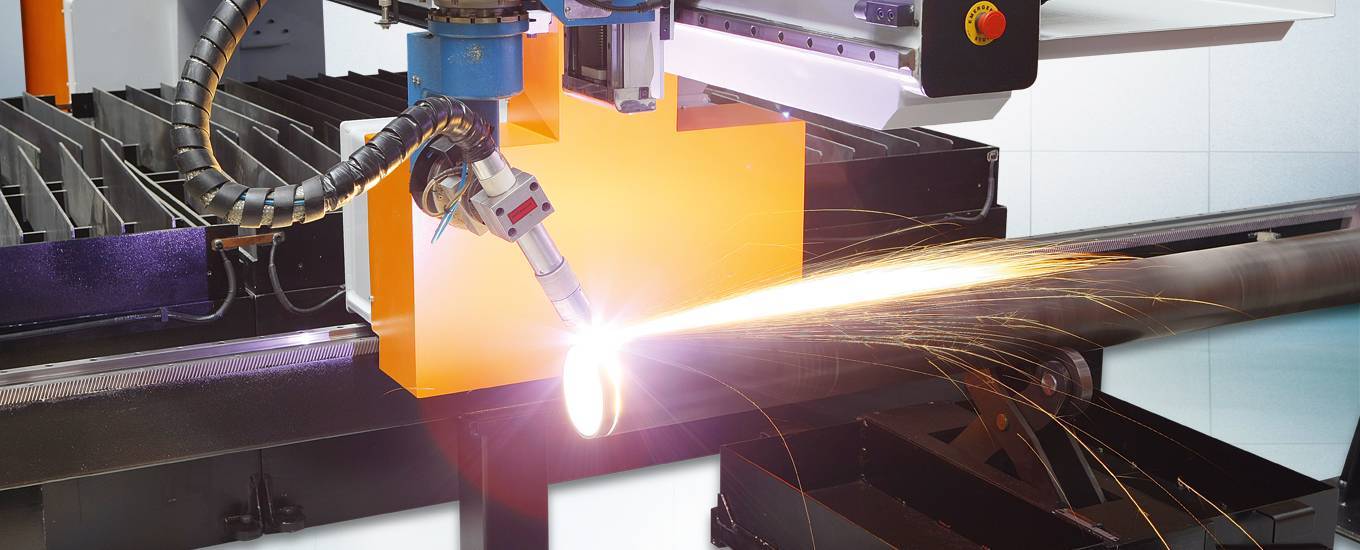
Плазморезы для автоматической резки
Плазматроны для автоматической резки отличаются конструкцией – она зависит от типа оборудования, на которое будет устанавливаться устройство. Автоматический процесс раскроя отличается повышенной производительностью, обычно выполняется на специальном столе, на который укладываются листы разрезаемого металла. Также машины бывают портативного типа для резания небольших заготовок. Управляются ЧПУ (числовым программным управлением), что минимизирует человеческий фактор.

Фото 11. Автоматическая плазменная резка
Основные преимущества:
- высокая скорость резания;
- повышенная точность и качество реза;
- автоматизированная настройка рабочих параметров (силы тока, давления газа, расстояния между соплом и заготовкой) с учетом толщины и марки металла.
Плазморезы по типу используемого газа
Плазмотроны работают с разными газами – инертными, восстановительными, химически активными и их смесями. Выбираются они в зависимости от марки обрабатываемого металла:
- Сжатый воздух – черные металлы и медь толщиной до 60 мм, алюминий до 70 мм.
- Азот – алюминий и медь толщиной до 20 мм, малоуглеродистые низколегированные стали до 30 мм, с высоким содержанием легирующих элементов до 75 мм, латуни до 90 мм, титан неограниченной толщины.
- Азотоводород – медь, алюминий и их сплавы толщиной до 100 мм.
- Смесь на основе азота и аргона – высоколегированные материалы толщиной до 50 мм.
- Аргон и водород – высоколегированные стали, алюминиевые и медные сплавы толщиной до 100 мм.
Плазморезы по типу поджига дуги
Производятся с дугой прямого и косвенного действия. Дуга прямого действия возбуждается в результате протекания электрического тока между катодом (неплавящимся электродом) и анодом, в качестве которого выступает металлическая заготовка. Дуга косвенного действия поджигается между катодом и соплом, но такие устройства применяются гораздо реже.
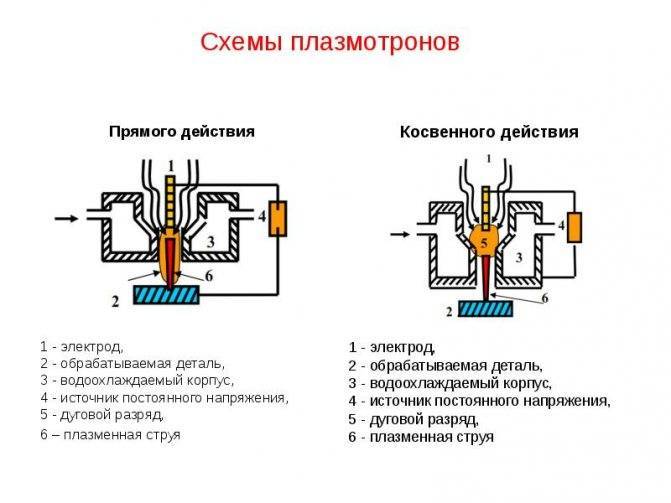
Рисунок 12. Схемы плазмотронов прямого и косвенного действия
- Водяное – оборудуются в основном профессиональные модификации, непрерывно работающие на протяжении длительного времени. Циркуляция жидкости в них обеспечивается специальным насосом.
- Воздушное – оснащаются полупрофессиональные и бытовые модели. Внутренние элементы горелок охлаждаются за счет прохождения сжатого воздуха или газа по каналам. Такие устройства отличаются меньшим ПВ, в процессе работы требуются перерывы.





