

Техника безопасности при работе
Все техники безопасности в работе со станками одинаковы и крайне требовательны. В перечень этой техники входит следующее:
- Нельзя совать руки, где крутятся валики — это может привести к серьёзным травмам.
- Станок должен быть заземлён, чтобы избежать ударов током и пожара.
- Присутствие резиновых ковриков около станка крайне необходимо.
- Категорически запрещено производить чистку станка, во время его работы.
- Запрещено заниматься ремонтом деталей оборудования, когда станок включен в электрическую сеть.
- Перед включением станка необходимо убедиться, что все механизмы исправны.
- Перед включением убедиться в исправности электрического провода.
Соблюдение простых правил безопасности при работе с самодельным станком сохранит ваше здоровье и жизнь.
Классификация и возможности
Исполнение рассматриваемых агрегатов может быть довольно разнообразным. Классифицируют станки по следующим признакам:
- По типу привода. Самодельные мини-устройства могут иметь и ручной привод, но в большинстве случаев используют всё-таки электрический привод. При этом бытовые модели комплектуются двигателем на 220 В, а профессиональные – на 380 В.
- По типу подачи. В схеме станка может быть одна или две пары подающих роликов, соответственно, в первом случае потребуется сделать прижим обрабатываемой заготовки к столу более мощным, не исключаются также вибрации в момент врезания. Двусторонние валковые подачи более совершенны и удобны в работе. Ряд зарубежных фирм (Makita, DeWalt и др.) комплектуют свои изделия узлами автоматической подачи, но эта опция оправдывает себя лишь при значительных программах выпуска однотипной продукции.
- По числу ножевых валов. Это определяет, сколько разных профилей может одновременно обрабатывать станок. Правда, соответственно увеличится и количество операторов.
- По функциональным возможностям. Устройство рейсмусовых станков позволяет сделать не только размерную обработку полуфабриката, но и последующую его калибровку. Это исключает появление поперечных сколов, вмятин и прочих дефектов, которые могут появиться на обработанной поверхности в случае несоблюдения технологии фугования или при чрезмерно большой подаче исходного материала.
- По своим технологическим характеристикам. На практике рассматриваемое оборудование производят с диапазоном мощностей 1…40 кВт, при частоте вращения вала до 10000…12000 мин-1, ширине строгания до 1350 мм, ходе до 50 м/мин и толщине исходной заготовки 5…160 мм.
Кроме того, некоторые модели различаются способом регулировки зазоров и устройством подшипникового узла главного привода.
Прижимное устройство для строгального станка своими руками – станки, сварка, металлообработка
Оснащение строгального станка прижимным устройством делает обработку древесины качественной и безопасной. Заменить ручную подачу материала способна и заводская конструкция, и сделанная своими руками.
Ассортимент продукции машиностроительных заводов, выпускающих деревообрабатывающие станки, включает дополнительное оборудование, в том числе и прижимные устройства.
В процессе пиления или фрезерования используют прижим боковой. (Установленный на боковую поверхность станка, он фиксирует заготовку перед режущим инструментом относительно линейки).
Строгание требует удерживать пиломатериал плотно прилегающим к горизонтальной поверхности в непосредственной близости от движущихся ножей. Чтобы не делать это вручную, используют специальные приспособления — прижимные устройства. Они создают вертикальный гнёт, но не препятствуют движению заготовки по рабочему столу.
Запчасти для станков
BELMASH SD03.12.004-01 (250 мм)
BELMASH SD03.12.004-03 (200 мм)
BELMASH SD03.12.004-02 (230 мм)
Арт.: HD512 ISO7380
Арт.: HD612 ISO7380
Электродвигатель переменного тока однофазный асинхронный (для Могилев 2.4)
Конденсатор 40мкФ 450B
Электродвигатель переменного тока однофазный асинхронный (для СДМ 2000, CBS 2000)
- Назад
- 1
- 2
- 3
- Вперед
- Все
В процессе эксплуатации вышел из строя станок, а гарантия закончилась. Как поступить в таком случае? “Покупать новый”: скажете Вы. Компания Белмаш всегда думает о своих клиентах, мы нашли решение проблемы – в нашем каталоге появились запчасти для деревообрабатывающих станков.









Ножевые валы рейсмусовых станков
Опубликовано admin Дек 5, 2010 в Рейсмусовые станки
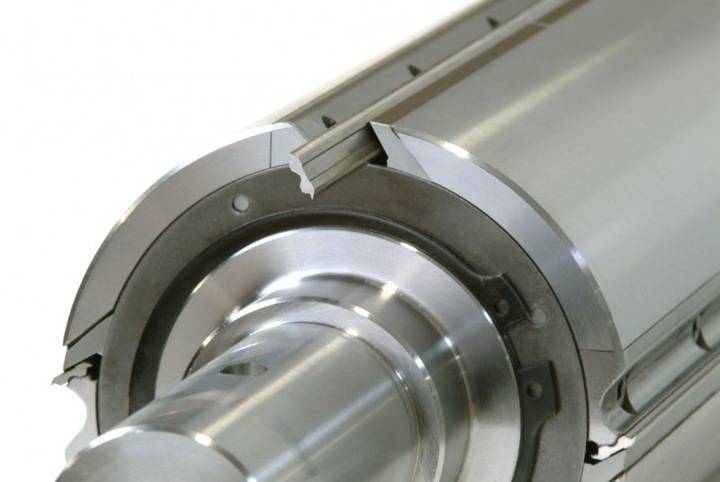
Ножевой вал представляет собой часть рейсмусового станка, соединяемую со станиной или столом через подшипники и не снимаемую со станка при смене инструмента. Съемными его элементами являются ножи для фрезерования. Основные параметры ножевого вала (длина, диаметр, число ножей) зависят от конструкции станка и его технических показателей.

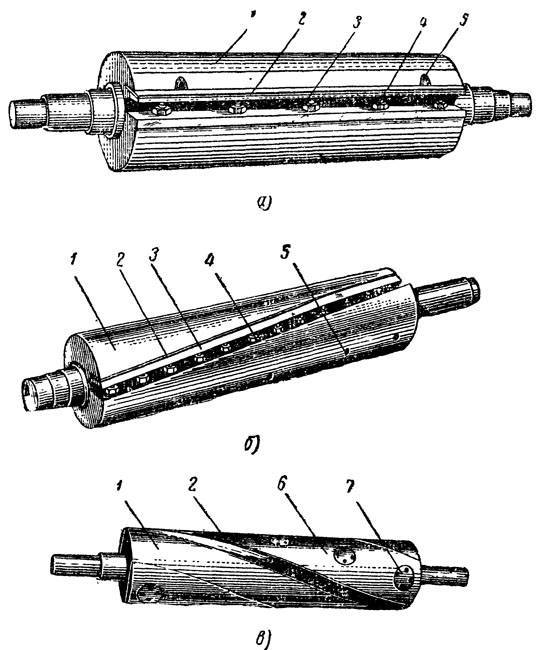
Различают следующие типы ножевых валов для рейсмусовых станков: с прямолинейным расположением ножей цельных и расчлененных; с винтовым расположением ножей цельных и расчлененных. Конструкция любого ножевого вала предусматривает возможность придания ему вращательного движения и закрепления в нем режущих ножей. Вал имеет шейки для установки его в подшипниках, консоль для закрепления приводного шкива (или полумуфту для непосредственного присоединения к валу электродвигателя) и прямые или винтовые пазы для размещения ножей и устройств для их регулирования и закрепления.
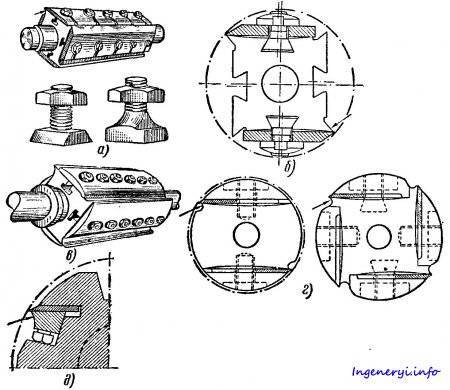
Ножевой вал с прямыми цельными ножами предусматривает закрепление плоских тонких ножей с прямолинейной режущей кромкой центробежно-клиновым способом. Нож удерживается клиновой планкой, прижимающей его к стенке паза в корпусе при вывинчивании винтов. Во время вращения вала под действием центробежных сил возрастают удерживающие нож силы трения по поверхностям корпуса и клина.
Ножевой вал с винтовым расположением цельных ножей имеет в корпусе пазы, расположенные по винтовой линии, в которых устанавливают тонкие плоские ножи серповидной формы. Устройство для закрепления ножа также центробежно-клиновое (клин имеет форму, соответствующую пазу). При закреплении клином и винтами плоский тонкий серповидный нож изгибается, и его режущая кромка приобретает вид винтовой линии, несколько выступающей над цилиндрической поверхностью ножевого вала.
Преимущества вала с винтовым расположением ножей перед прямым заключается в равномерном последовательном врезании ножа в заготовку (без удара), повышении качества фрезерования и снижения шума при работе станка. Однако технические трудности изготовления, подготовки и установки серповидных ножей сдерживают широкое распространение такой конструкции.
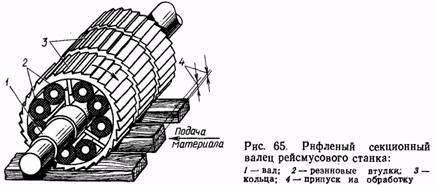
Расчленение длинных прямых или винтовых ножей на отдельные секции имеет целью сохранить основные преимущества винтового вала в более простых конструкциях и, кроме того, обеспечить возможность применения выпускаемых промышленностью твердосплавных пластин ограниченной длины для инструментов с шириной обработки 300. 1200 мм. Валы с расчлененными ножами обычно называют ступенчатыми.
Ступенчатый вал с прямолинейным расположением расчлененных ножей выполнен в виде набора отдельных секций (сборных фрез), неподвижно посаженных на вал с последовательным смещением на некоторый угол (для вала из семи секций при 4-х ножах в каждой угол смещения равен 12°).
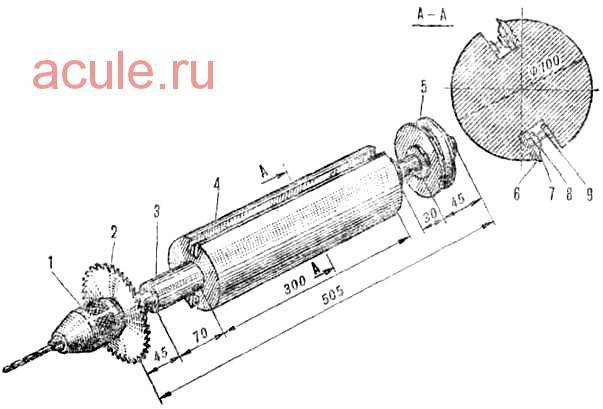
В отдельных моделях рейсмусовых станков, выпускаемых Ставропольским станкостроительным заводом, устанавливают ножевые валы с прямыми пазами, в которых винтами закрепляют клиновые планки, несущие короткие ножи (длиной 60 мм). Ножи на планках закреплены наклонно к образующей вала, т. е. занимают положение отрезков винтовой линии. Ввиду малой длины ножа и значительного диаметра вала (140 мм) режущая кромка ножа практически не отличается от прямой линии.
Планки с ножами в пазах ножевого вала устанавливаются таким образом, чтобы промежутки между ножами в одном пазу перекрывались ножом следующего ряда. Возможные незначительные выступы ножей относительно друг друга устраняются фуговкой лезвий при помощи фуговального приспособления, входящего в комплект принадлежностей к станку. Описанный ножевой вал приспособлен и для установки на нем обычных плоских ножей для фрезерования (вместо набора коротких планок устанавливают длинные нож и клин с винтами).
Прижимное устройство для фуговального станка своими руками
Особенно неудобно и небезопасно удерживать руками вблизи вращающегося ножевого вала узкие, тонкие рейки:
- большая часть ножей остаётся неприкрытой;
- чем меньше вес заготовки, тем сильнее ее «подбрасывают» вращающиеся ножи, тем труднее сохранять прямолинейность её движения по рабочему столу.
Для фугования пиломатериалов с малым поперечником опытный деревообработчик смастерил удобное прижимное устройство из 4 металлических деталей и 2 пластиковых:
- жёсткая пластина-основание;
- уголок (толстый, жесткий);
- стержень;
- брусок с отверстием под стержень — от торца к торцу;
- гибкие, упругие лепестки прямоугольной формы (2 штуки).
Пластина, брусок и стержень — одной длины.
Крепится прижимное устройство на планку-линейку, закреплённую на столе перпендикулярно оси вращения ножевого вала. (Линейка устанавливается на ребро и служит упором, вдоль которого движется обрабатываемая заготовка).
Внимание! Неработающая часть режущего фуговального барабана должна быть закрыта выдвижной заслонкой. К тыльной плоскости упорной планки-линейки, вровень с её верхней кромкой крепится уголок (разъёмным или сварным соединением)
К одной из плоскостей уголка заранее приварен (или жёстко прикручен) одним своим торцом металлический стержень. (Место его присоединения зависит от поперечных размеров бруска)
К тыльной плоскости упорной планки-линейки, вровень с её верхней кромкой крепится уголок (разъёмным или сварным соединением). К одной из плоскостей уголка заранее приварен (или жёстко прикручен) одним своим торцом металлический стержень. (Место его присоединения зависит от поперечных размеров бруска).
Располагают уголок на линейке так, чтобы стержень оказался в зоне строгания, под прямым углом к оси ножевого вала и параллельно столу.
Поперечные размеры бруска должны позволять поворачивать его вокруг стержня, уже закреплённого на линейке. При этом верхняя его грань должна оказаться вровень с верхним ребром линейки.








Одной из боковых граней брусок, приваривается к пластине-основанию — вровень с её краем. В результате основание, посредством бруска, может надеваться на стержень и принимать одно из положений:
- рабочее — горизонтально над столом, опираясь на линейку;
- «откинутое» в сторону.
К пластине, с той же стороны, что и брусок, крепятся два прямоугольных пластиковых лепестка. Гибкость прижимов позволяет заготовке продолжать движение, а упругость — прижимает её к рабочей поверхности.
Расположить лепестки на пластине следует так, чтобы они оказались по обе стороны от ножевого вала. При строгании деревянная заготовка направляется рукой вдоль линейки и, оказавшись над ножами, проходит под лепестками.
Внимание! Короткую заготовку (до 40 см) или узкую (до 3 см) на рабочему органу фуговального станка направляют с помощью толкателя. Важна еще одна деталь, которая не позволит устройству подниматься во время работы, поворачиваясь вокруг стержня
Зафиксирует пластину в рабочем положении простое соединение шип-паз:
Важна еще одна деталь, которая не позволит устройству подниматься во время работы, поворачиваясь вокруг стержня. Зафиксирует пластину в рабочем положении простое соединение шип-паз:
- шип — на торце бруска;
- отверстие (строго напротив шипа) — в примыкающей грани уголка.
Такое самодельное прижимное устройство для обработки тонких реек не регулируется по высоте: силу прижима определяет лишь упругость лепестков. Оно надёжно, удобно, долговечно, а при достаточной ширине закроет незадействованную часть ножей.
Продукция
Наш ассортимент – станки для работы по дереву и дополнительное оборудование к ним, с которыми вы сможете воплощать идеи в обустройстве быта. Они станут частью вашей мастерской и вашей жизни. В наших изделиях реализованы уникальные разработки конструкторского бюро. Надежность, продуманность, безопасность – вот, что отличает продукцию Белмаш в первую очередь.
Ассортиментная политика учитывает требования рынка, поэтому новинки не имеют прямых аналогов. Инновации и контроль при изготовлении дают уверенность в качестве продукта.
Простота, удобство и средний ценовой сегмент позиционируют бытовые деревообрабатывающие станки Белмаш как оптимальный выбор для домашнего мастера.
Классификация
Существуют различные виды этих установок в зависимости от разнообразных факторов. По виду привода выделяют:
- Станки ручного привода.
- Станки с электрическим приводом.
Большинство таких станков комплектуются электрическим двигателем, чтобы облегчить работу. У бытовых разновидностей двигатель рассчитан на 220 В, а у профессионального оборудования – 380 В.
Количество ножевых валов способствует разделению на:
- Односторонние – обладают верхним ножевым валом.
- Двусторонние – кроме верхнего ножевого элемента в рабочей зоне расположен еще один, который принимает заготовку первым.
По выполняющим функциям рейсмусовые станки могут применяться не только для обработки заготовки, но и для последующего процесса калибровки. В этом случае исключается возникновение диаметральных скалываний и других недостатков на обрабатываемой детали.
На основании технических свойств установки подразделяются на станки разной мощности, частоты вращения вала, ширины строгания и толщины исходного элемента. Еще возможно разделение в зависимости от скорости процесса.
Известны модели с различным методом регулирования просветов и схемой подшипникового модуля основного привода.
По виду строгания различают две категории оборудования:
- Станки для продольной нарезки.
- Станки для поперечной нарезки.
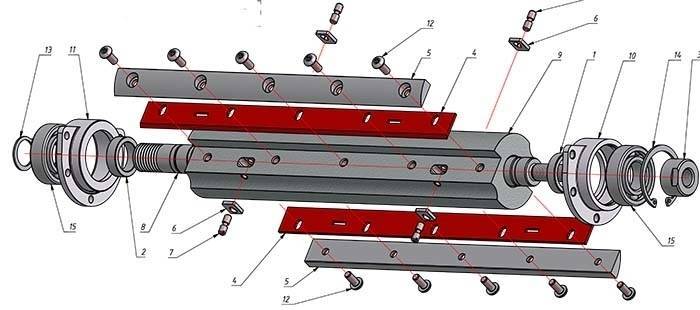
Клинья для фуговальных и рейсмусовых станков как купить или заказать
Изготовление прижимных клиньев для ножей в строгальный вал для фуганков и рейсмусов производиться только под конкретный экземпляр станка. В разные годы выпуска оборудования профили пазов могли меняться даже для одной модели станка. В связи с этим купить готовый клин для ножа не получиться.










Возможные причины необходимости замены клиньев:
- Отсутствует (утеряны отдельные клинья) полный комплект.
- Прижимные клинья собраны с разных станков и имеют существенный разновес, т.е. нет возможности собрать одинаковые попарно вывешенные наборы. Невыполнение условия равенства масс клиньев вызывает разбалансировку вала и увеличение ударной нагрузки на опорные подшипники. Как следствие быстрый выход подшипников из строя. Если быть точным, то вывешивается попарно весь набор элементов строгального вала:
- строгальный нож после заточки (3)
- Клин (4)
- расклинивающие болты (5)
- выталкивающая пружина (6)
- Сорвана резьба в отверстиях для крепления расклинивающих болтов. Для восстановления клина часто имеется возможность перенарезки резьбы большего ремонтного размера:
Для быстрого заказа и оценки стоимости работ необходимо указать точные размеры профиля клина.
- Если клин для повторения имеется в наличии. В этом случае необходимо указать размеры профиля клина. Для этого :
- Чистый лист бумаги прижимаем «грязным пальцем» по торцу клина – получаем контур рисунка
- Обводим (выделяем) получившийся контур карандашом или шариковой ручкой
- Производим замеры каждой стороны клина и указываем эти размеры на рисунке
- Фотографируем получившийся эскиз профиля с размерами телефоном и отправляем к нам на почту по адресу: 9816050@gmail.com
- Если клина нет в принципе. Тогда необходимо провести обмер самого паза на строгальном валу (7) выделено на рисунке выше красным цветом, куда будет вставляться весь набор: клин – болт – строгальный нож. Мы сами просчитаем размеры клина в чистом виде.
Хочется добавить, что при заказе нового клина правильно заказать и расклинивающие болты. Они имеют:
- Квадратную головку, что исключает срывание шлица при затяжке.
- Термически обработанный винт имеет большую твердость
- Равный вес всех болтов
Предлагаем болты следующих размеров:
Какие строгальные станки оснащают прижимным устройством
При выравнивании поверхности ручным инструментом (фуганком) заготовку фиксируют на верстаке. Нож, закреплённый в колодке, движется по её поверхности.
При машинной обработке реализуется один из принципов:
- рабочий орган движется возвратно-поступательно относительно неподвижной заготовки;
- слои древесины срезают стальные ножи, вращающиеся вокруг стационарной оси вращения, а обрабатываемый материал — прижимается к режущему механизму и продвигается (за один проход на всю свою длину).
На заметку. Скорость вращения вала выбирает мастер в зависимости от плотности древесины (для сосны — больше, для более плотных орешника, вишни — меньше).
Во втором случае нет холостого хода, что снижает энергоёмкость машинного строгания. В движение ножевой вал приводит электродвигатель.
Строгальные агрегаты различаются и способом подачи материала, а так же количеством режущих инструментов, их расположением, максимальной толщиной снимаемого слоя, наибольшей шириной строгания.
Как самостоятельная рабочая машина строгальный станок может быть:
- фуговальным (для выравнивания поверхности);
- рейсмусовым (для плоского калибрования заготовки из массивной древесины, «в толщину»).
Прижимной механизм решает задачу безопасного строгания в размер на станке фуговальном.
Фуговальный станок
Фуговальные станки рассчитаны на подачу материала вручную. Их основные части:
- рабочая поверхность из двух столов;
- ножевой вал, заглублённый между ними;
- электромотор и привод.
Различаются фуговальные агрегаты размером рабочей поверхности, мощностью, шириной строгания, диаметром окружности резания ножевого вала, скоростью его вращения, числом резцов. Высоту снятия материала за один проход регулируют перепадом высот загрузочного и принимающего стола. Её выбирают в зависимости от размера заготовки, вида древесины, обычно она не превышает 3 мм.
После пуска двигателя барабан вращается, лезвия срезают слои древесины, которые в виде стружки выводится за пределы станка. Цикл повторяется, пока вся заготовка не перейдет с загрузочного стола на приёмный.
Работа на фуговальных станках — с открытым ножевым барабаном — сопряжена с риском соприкосновения человека с резаками и движущимися элементами. Прижимное устройстве освобождает мастера от необходимости приближать руки к резцам, закрывает всю зону строгания вне зависимости от ширины пиломатериала.
Источник
Преимущества и недостатки использования прижимного устройства
Достоинства строгания с прижимным устройством:
- пропадает нужда приближать руки к режущему устройству станка;
- возможна обработка тонких пиломатериалов;
- заготовка примыкает к лезвию по всей ширине с одинаковым давлением, строгание происходит на одинаковую глубину;
- устройств достаточной ширины закрывает ножевой вал целиком;
- регулировка прижимного усилия позволяет задать оптимальный угол образуемый передней гранью резца и плоскостью резания;
- обрабатываемая деталь не отрывается от подающей и принимающей поверхностей стола, не образуются сколы, задиры.
На заметку. Чем меньше угол резания при строгании, тем вероятнее появление отщепов, заколов. Слишком большой угол чреват заламыванием стружки.








Использование прижимного устройства может приводить к затратам времени: на настройку прижимов, а также на демонтаж перед обработкой детали большой толщины.
Классификация станков для обработки поверхности
Подобные станки бывают трёх видов:
- односторонние;
- двухсторонние;
- четырёхсторонние.
Однако независимо от количества обрабатываемых сторон, от которого зависит точность и качество детали, основным элементом является применяемый режущий инструмент. С его помощью на деревообрабатывающем оборудовании производят: доски высокого качества, погонажные изделия (плинтусы, наличники, паркет), элементы строительной отделки. Используя различные виды такого инструмента, с хорошо заточенными ножами можно производить конечную отделку любой поверхности (горизонтальной, вертикальной, наклонной).
При изготовлении деревянных изделий применяется более подробная классификация таких станков:
- продольно строгальные;
- поперечно строгальные;
- рейсмусовые;
- фуговальные.
На современном оборудовании часто несколько операций совмещается. Это позволяет экономить время на доведение деталей до нужного качества и сократить затраты энергии.
Источник
Классификация строгальных валов
В строгальных станках применяются следующие виды режущих валов:
- горизонтальные верхние;
- горизонтальные нижние;
- прямые;
- валы с фасонными ножами;
- шейперные;
- секционные.
По геометрическим размерам все они делятся на две категории: тонкие и толстые. К толстым относятся валы, имеющие толщину от 8 до 12 мм. Их длина составляет от 50 до 1200 мм. Наиболее часто строгальные валы изготавливают длиной 200 мм, 400мм и ножевой вал 600 мм. Ширина варьируется от 80 до 100 мм. К тонким относятся ножи с размерами: толщина 2,5-5 мм, длинна такая же, как у предыдущих, ширина равна 40 мм.
По форме они бывают круглые и квадратные. Современные производители выпускают большое количество разновидностей строгальных ножей. Это вызвано постоянным совершенствованием технологии обработки деталей, стремлением дизайнеров создавать всё боле оригинальные конструкции, борьбой за экономию ресурсов и сокращением времени на обработку.
Самые простые имеют цилиндрическую конструкцию, в которую вмонтированы специальные ножи. Таким образом, создаётся режущий инструмент для деревообрабатывающего станка.
Секционный — конструктивно выполнен в виде отдельных секций. Такая конструкция позволяет осуществлять подачу заготовок, у которых имеется различная толщина. Подобная конструкция строгального вала значительно снижает время на обработку детали.
Шейперный вал отличается от остальных тем, что сами ножи располагаются по спирали. Кроме этого они повёрнуты на небольшой угол относительно направления оси самого вала. Применение такой конструкции позволяет обеспечить плавный вход ножей в обрабатываемую деталь. Повышается качество обрабатываемой поверхности и исключается эффект надрыва поверхности деталей.

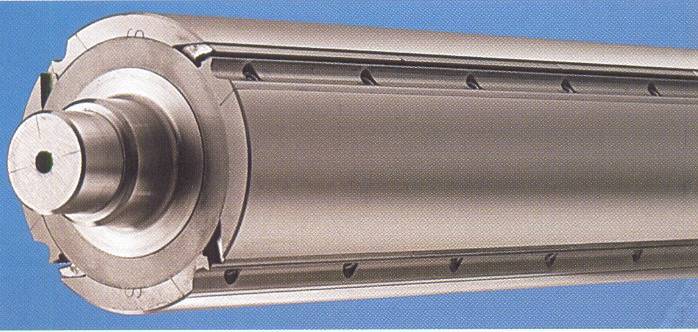
Шейперный вал «кукуруза»
Особое место занимают строгальные валы, которые имеют наименование «кукуруза». Их конструкция достаточно многообразна. Самыми простыми являются шейперные. Они представляют собой стержень, на котором нарезано специальное сечение. С его помощью осуществляют обработку детали. Более сложные, относящиеся к классу кукуруза – это режущий инструмент наборной конструкции. Отдельные детали представляют собой резцы, расположенные таким образом, что они отдалённо напоминают кукурузный початок. Если подходить более строго к терминологии, они имеют более точное наименование — фрезы.
Сегодня многие производители ножей для рейсмусов и фуганков пытаются добиться многофункциональности, высокого качества обработки и снижения уровня шума. Так ножевой вал JET «helical» относится к категории сегментированных строгальных валов. В своём составе он имеет большое количество лезвий, выполненных из твёрдых сплавов. За счёт этого удалось добиться высокого качества обработки и существенно снизить уровень шума.








Приобрести ножи Jet можно в компании Стербруст на странице «Ножи и валы Helical».

Ножевой вал JET «helical»
В этом же направлении двигались разработчики ножей «Xylent». После нескольких лет научной и экспериментальной работы им удалось создать ножи с пониженным уровнем шума. Этот вал специально был разработан для рейсмусовых, фуговальных и комбинированных станков Scm.
К высококачественным строгальным ножам профессионалы относят ножи марки Tersa (Терса). Их конструкция имеет следующую особенность. Ножи устанавливаются в специальные выемки на валу, которые крепится на шпинделе станка или в головку фрезы.

Строгальный вал Tersa
Наиболее распространёнными и относительно недорогими являются строгальные валы, которыми оснащаются деревообрабатывающие станки муравей. К этому классу относиться и строгальный вал Белмаш. Он достаточно прост и оснащён тремя ножами, но показывает достаточно неплохое качество обрабатываемых поверхностей.

Ножевой вал Белмаш
Принцип работы
Схема устройства рейсмуса.
Принцип работы станка заключается в плоском строгании поверхности древесной заготовки. Самым главным орудием данного станка является вал с ножами, который и производит основную работу. Суть заключается в следующем.
Деревянная доска подаётся руками или автоматически, специальными прижимными валиками. Материал обрабатывается с одной стороны, как правило, сверху. В некоторых случаях снизу и сверху.
Ножевой вал регулируется на необходимый уровень толщины, а доска проходит полноценное строгание. В результате получается идеально гладкая поверхность.
Совет: Прежде чем начать строгание, необходимо подготовить заготовку на фуговальном станке, чтобы достичь идеально ровной поверхности!
Рейсмусы относятся к высокопроизводительным станкам по древесной обработке. Ведь ручным рубанком много дел не сделаешь. Для необходимого результата достаточно настроить оборудование на нужные габариты и тогда, можно производить детали партиями.





