

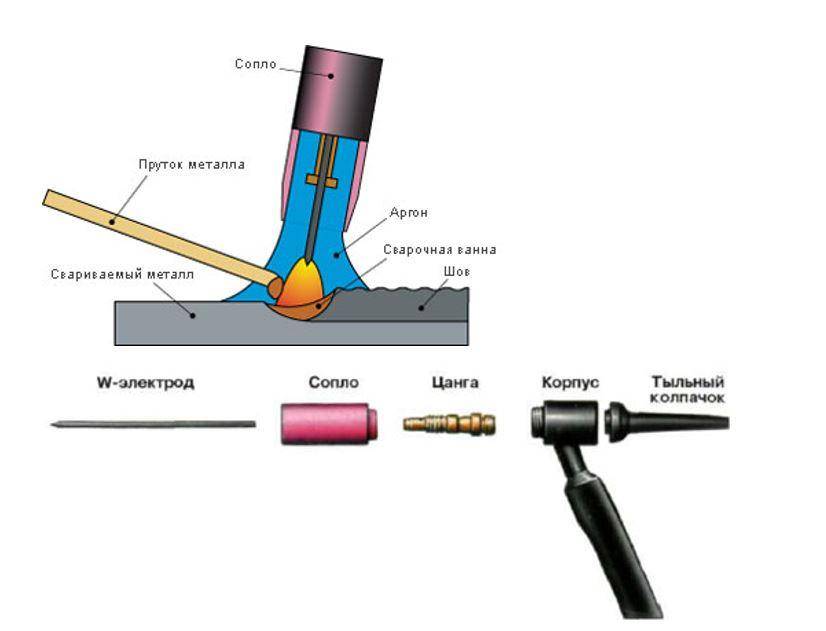
Принцип работы плазменной сварки
Характер функционирования устройств зависит от способа регулировки параметров.
Ручной метод
Для простых операций по соединению цветных и черных металлов применяется оборудование, не имеющее автоматических блоков управления. После появления плазменной дуги мастер одной рукой подносит горелку к детали, другой – подает в сварочную ванну расходный материал.
Перемещая инструмент и присадку вдоль соединения, сварщик формирует прочный шов. Процесс ручной сварки может вестись и без проволоки.

Использование автоматики
Такие плазменные сварочные аппараты применяют на производственных площадках. Оператор управляет всеми параметрами дистанционно.
Существуют автоматические установки следующих типов:
- для соединения листов металла или труб;
- однопроходные для сварки с проволокой;
- многопроходные;
- для формирования усиливающего порошкового напыления.
Автоматические устройства с проникающей дугой часто используются для сварки алюминия и сплавов на его основе.

Технология электрошлаковой сварки
Выбор сварочных материалов (проволоки и флюса)
В таблице ниже приведены рекомендованные и наиболее распространённые сочетания
свариваемых материалов и марок сварной проволоки для них:
Все сочетания, данные в таблице, можно выполнять с использованием флюса марки
АН-8 и АН-99, за исключением сталей 25ХН3МФА и 08Х18Н10Т. Сварку этих сталей
рекомендуется выполнять с применением флюса 48-ОФ-6. Химический состав этих
флюсов должен соответствовать ГОСТ 9087.
Также был разработан флюс марки АН-9, состоящий из CaF2 — 25-30%, CaO — 20-35%,
Al2O3 — 10-15%, SiO2 — 15-20% и ZrO2 — 6-10%. Этот флюс сочетает в себе металлургические
свойства флюса 48-ОФ-6 и технологические свойства флюса АН-8.
Выбор параметров режима сварки
Основными параметрами режима электрошлаковой сварки являются: падение напряжения
на участке электрод-шлаковая ванна U, скорость подачи проволоки Vе, сила сварочного
тока I, скорость сварки Vсв, глубина шлаковой ванны h, вылет электродной проволоки
l, скорость поперечных колебаний электродов Vк, количество электродов n, сечение
электрода (или сумма сечений всех электродов) S, зазор между кромками g, расстояние
между электродными проволоками d, толщина пластины плавящегося мундштука sм,
время остановки электродных проволок у ползунов t, толщина свариваемого металла
s.
Правильный выбор режимов и поддержание их на требуемом уровне обеспечивают
хорошее качество сварки. Одной из важных характеристик сварного соединения является
коэффициент формы шва f, который равен отношению ширины металлической ванны
к её глубине. Это соотношение характеризует склонность сварного шва к образованию
холодных трещин, одного из самых частых дефектов электрошлаковой сварки. Среднее
значение f составляет 1,5-4,0.
Величину сварочного тока можно определить по формуле:
I=(0,22Ve+90)n+1,2(Vсв+0,48Vп)ab,
где Vп — скорость подачи пластины; a и b — ширина и толщина, см. Размерности
всех скоростей даны в см/ч.
Скорость подачи электродной проволоки:
Vе= VсвF/S,
где F=gs, см2; S=0,071n, см2.
Практический опыт применения ЭШС показал, что параметры h, l, Vк, t почти не
зависят от толщины свариваемого металла и имеют следующие значения: h=40-50мм,
l=80-90мм, t=4-5с. Ориентировочные значения между параллельными кромками свариваемых
элементов можно выбрать из таблицы:
Выбор количества электродных проволок
Это количество выбирается, исходя из толщины свариваемого металла. Металл,
толщиной не более 50мм, сваривают одной проволокой, 50-120мм — двумя, а метал
толщиной 120-450мм — тремя электродными проволоками.







Электрошлаковая сварка плавящимся мундштуком
При выборе числа электродных проволок, следует учитывать толщину пластины плавящегося
мундштука sм. Число электродов рассчитывают по формуле:
n=[(s-40)/d]+1,
округляют до единиц. Оптимальную величину d можно выбрать, исходя из следующих
соотношений:
ЭШС пластинчатым электродом
При варке стали пластинчатым электродом, ширину пластины подбирают равной толщине
свариваемого металла. При использовании двух или трёх пластин, общая их ширина
должна быть на 15-20мм меньше толщины свариваемого металла (15-20мм уходит на
зазор между пластинами). Толщина пластинчатых электродов составляет 10-12мм.
Оптимальная скорость подачи электродов 1,2-3,5 м/ч.
Подготовка деталей к сварке
Подготовка
ведётся в два этапа: предварительный и непосредственный. На предварительном
подготавливают свариваемые кромки, придавая им необходимые геометрические форму,
размеры и класс обработки поверхностей, по которым будут перемещаться устройства,
формирующие сварной шов.
При сварке деталей из конструкционных сталей с толщиной, не превышающей 200мм,
кромки подготавливают газоплазменной резкой, а при толщине более 200мм — мех.
обработкой. При сварке
цветных металлов или легированных сталей также применяют мех. обработку.
Непосредственная подготовка включает в себя сборку деталей под сварку. Результаты,
полученные на практике, показали, что для хорошей фиксации и для устранения
деформаций, возникающих при сварке, сборку деталей выполняют с клиновидным
зазором, расширяющимся кверху. Схема сборки показана на рисунке:
В зависимости от свариваемого материала, способа электрошлаковой сварки, её
режимов и способа закрепления, угол раскрытия может составлять 1-2°. Свариваемые
детали фиксируют при помощи скоб или планок, приваренных вдоль стыка с интервалом
50-80см. По окончании сварки выводные планки и входной карман срезаются газоплазменной
резкой.
Полуавтоматическая сварка
Все виды сварочных работ включают в себя еще один популярный вид — сварку при помощи полуавтомата. Полуавтоматическую сварку можно назвать разновидностью дуговой сварки. Отличие заключается в том, что одновременно осуществляется подача в зону сварки проволоки и воздействие газа, который защищает все материалы от негативного воздействия окружающего воздуха, который способен замедлить процесс или даже полностью его прекратить.

Когда сваривание полуавтоматами происходит в углекислом газе, то такой вид носит название MAG, а если в инертном, то MIG. Сварочные полуавтоматы относятся к несложному виду оборудования. Его основные части состоят из источника постоянного тока, обеспечивающего подачу напряжения, и особого механизма для подачи в зону сварки проволоки, играющей роль электрода. Проволока намотана на специальную бобину. Скорость ее подачи является регулируемой.
К достоинствам этого способа относятся возможность работы в труднодоступных местах, небольшое количество отходов, получение тонкого и прочного шва, быстрота процесса. В полуавтоматах используются алюминиевые или стальные проволоки. Защита получаемого шва возможна следующими способами: флюсом; защитными газами; использованием порошкового вида проволоки. Чаще всего применяются защитные газы. Имеются стационарные аппараты и бытовые, более удобные для домашнего использования.
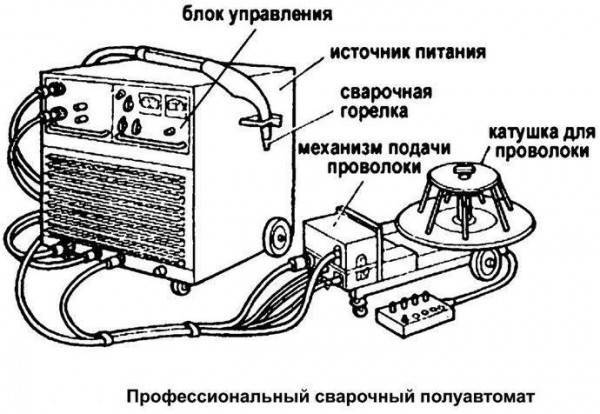
В корпусе полуавтомата находятся блок управления и источник питания. С помощью кабелей к прибору подсоединяются — механизм подачи проволоки, намотанной на катушку, и сварочная горелка.
Подача проволоки осуществляется одним из трех вариантов:
- Тянущий. Привод расположен на ручке горелки. Происходит вытягивание проволоки с бобины, на которую она намотана.
- Толкающий. Привод осуществляет подталкивание проволоки в сторону горелки.
- Тянуще-толкающая подача является гибридом двух предыдущих способов.
С помощью сварочного рукава на место работы подается газ, проволока и, в некоторых моделях, жидкость для охлаждения. Длина шланга определяет возможность работы в труднодоступных местах. Для подключения сварочного рукава используется унифицированный разъем.
В центре находится большой штуцер, через который осуществляется выход сварочной проволоки. Вверху расположены два контакта для переключения режимов. К разъему подсоединяются провода для подачи тока. К шлангу также подключается горелка. Контактный наконечник является сменной деталью. Он выбирается в зависимости от диаметров используемой проволоки. В свою очередь размер сопла зависит от диаметра наконечника.
Проволока наматывается на катушки. Они имеют различные размеров в зависимости от диаметра проволоки. Устройство подачи проволоки имеет роликовый механизм. Вращение устройства подачи осуществляется с помощью электродвигателя. Регулировка натяжения проволоки производится оператором вручную. Сварочная проволока поступает в зону сварки беспрерывно. Дуга возникает между проволокой и деталями, подлежащими сварке. Сопло служит для формирования облака газа.







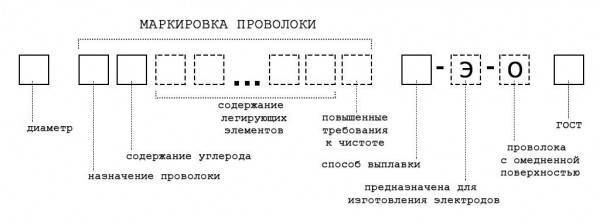
Возможна сварка полуавтоматом без применения газа. В этом случае необходимо использование особого вида проволоки, внутри которой находится флюс. Такая проволока носит название порошковой. При сгорании проволоки освобожденный флюс создает защитную среду. Если предстоит сваривание ответственных конструкций, то следует выбирать сварку с газом, что является более надежным. Необходим грамотный выбор сварочной проволоки.

Основной критерий — соответствие состава проволоки материалу свариваемых изделий. Этому поможет маркировка проволок. Выбор диаметра проволоки зависит от толщины изделий. Теория сварки металлов предполагает зависимость выставляемого сварочного тока от толщины материалов и выбранного диаметра электродов.
Необходимостью является установление скорости, с которой будет осуществляться подача проволоки, а также расход газа, устанавливаемый с помощью вентиля на редукторе. Основная особенность использования полуавтомата заключается в том, что вначале проволока подается в сторону места сварки механически, но затем ее перемещение осуществляется вручную.
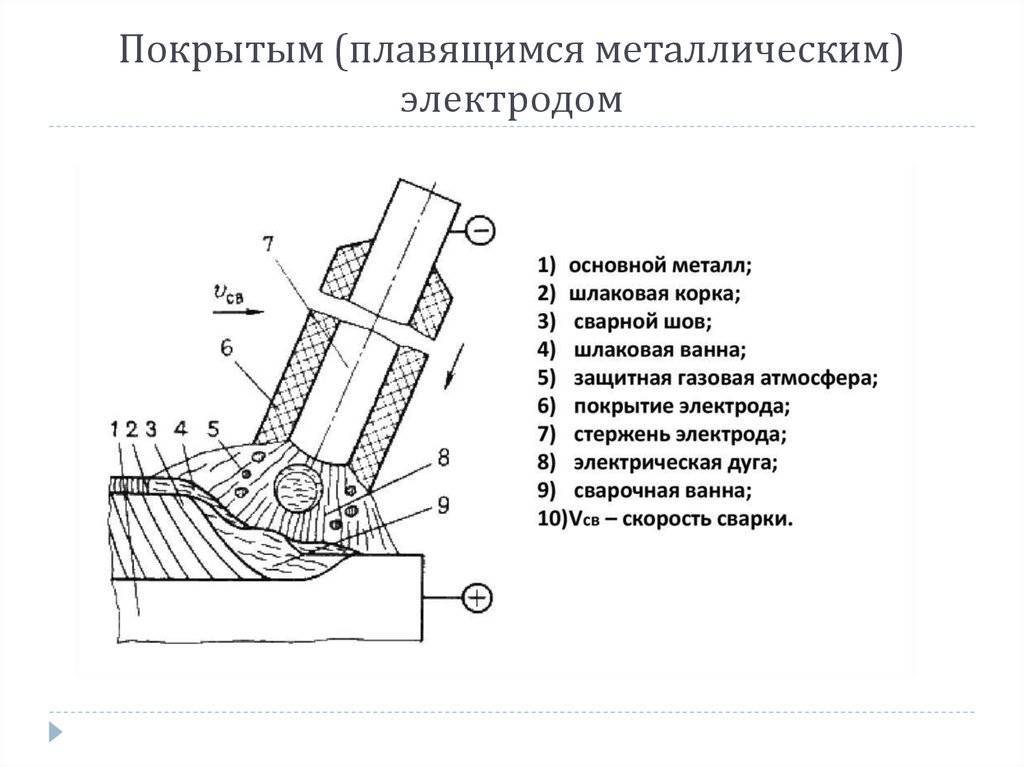
Разновидности применяемых электродов
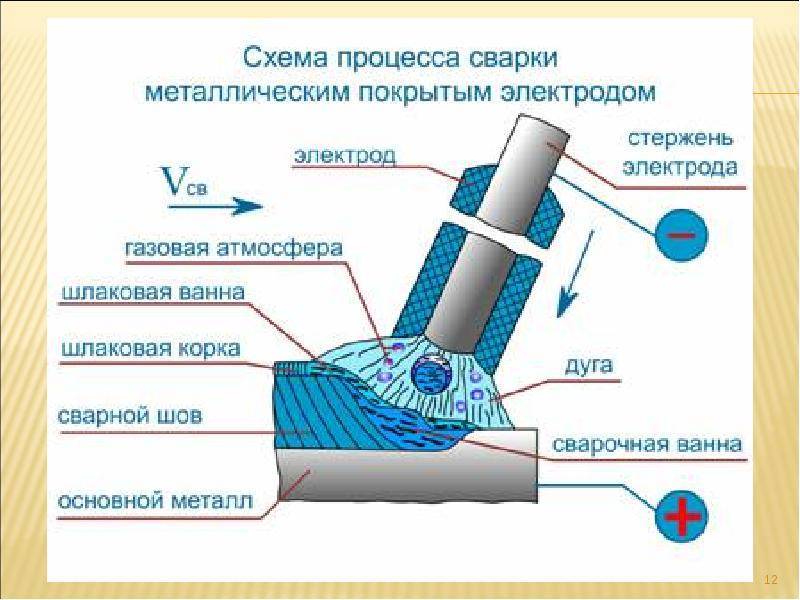
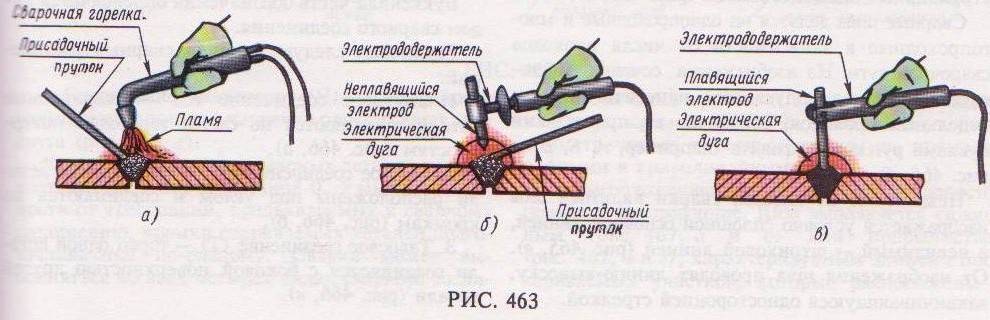
Качественный шов можно получить только при правильном подборе присадочного материала, поэтому на их разновидностях стоит заострить внимание. Сварочный электрод представляет собой стальной пруток, покрытый специальной обмазкой, которая плавится в процессе сварки и защищает шов от воздействия азота из воздуха
В случае сварки несгораемым электродом или газовой, обмазка не требуется, шов защищает инертный газ или пламя из горелки. Поэтому, в принципе, электрод, проволока и другой присадочный материал практически одно и то же.
https://youtube.com/watch?v=zjLj6lkWBto
Присадочный материал, из которого полностью состоит проволока, играет первостепенную роль в прочности шва. В процессе нагрева и плавления из сплавов выгорают легирующие элементы, ухудшая при этом качество соединения. Для того чтобы этого избежать, выбираются прутки из стали, которые по степени легирования равны соединяемым маркам или даже выше их. В случае если марки сплавов разные, степень легирования оценивается по максимально легированному сплаву. Избыток легирующих элементов компенсирует их выгорание.
Если марки сталей неизвестны, а также отсутствует возможность их определить, то используется специальный переходной (его ещё называют буферным) электрод или специальная присадочная проволока. Он позволяет сварить даже разнородные стали, например, такие, как нержавейка и простая чёрная низколегированная сталь, играя роль переходного материала.
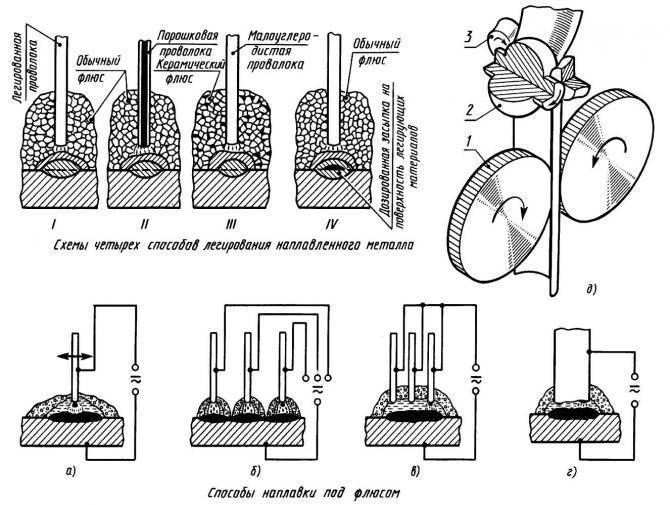
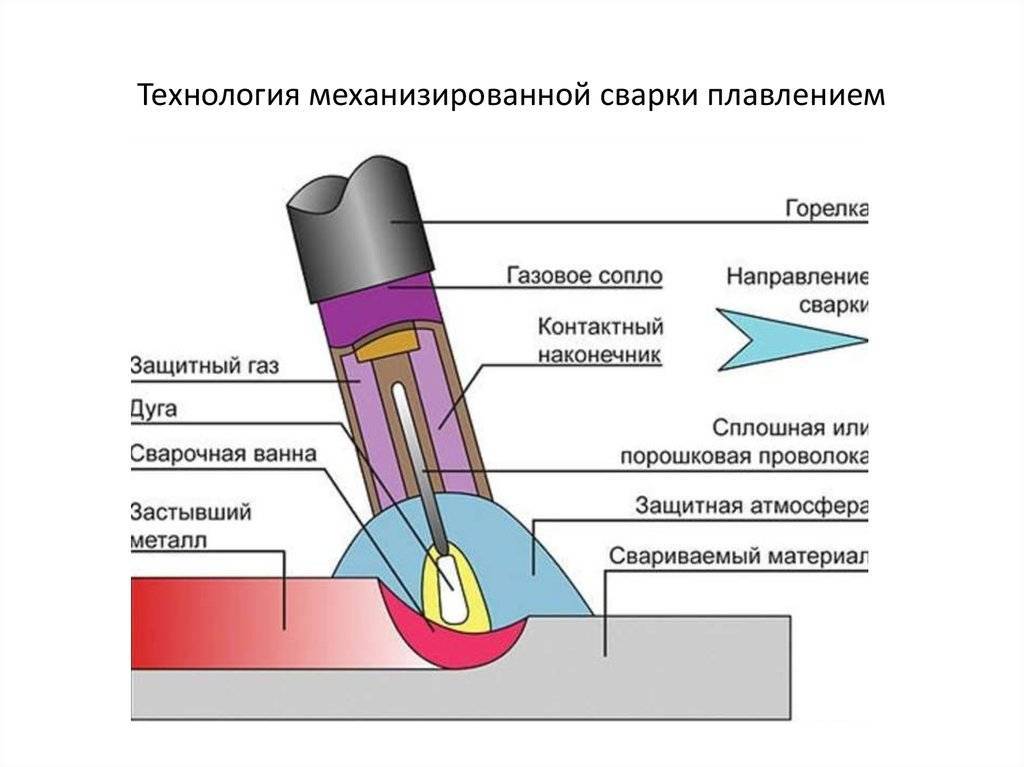
Автоматическая и полуавтоматическая сварка с использованием флюса или газа
Автоматическая и полуавтоматическая сварка с применением флюса или газа — это уже более продвинутый способ соединения металлов. Здесь часть работ механизирована, например, подача электрода в сварочную зону. Это значит, что сварщик подает стержень не с помощью рук, а с помощью специального механизма.
Автоматическая сварка подразумевает механизированную подачу и дальнейшее движение электрода, а полуавтоматическая подразумевает только механизированную подачу. Дальнейшее движение электрода сварщик осуществляет вручную.
Здесь защита сварочной ванны от кислорода просто обязательна, поэтому используется газ (по аналогии с дуговой сваркой с применением газов) или специальный флюс. Флюс может быть жидким, пастообразным или кристаллическим. С помощью флюса можно значительно улучшить качество шва.
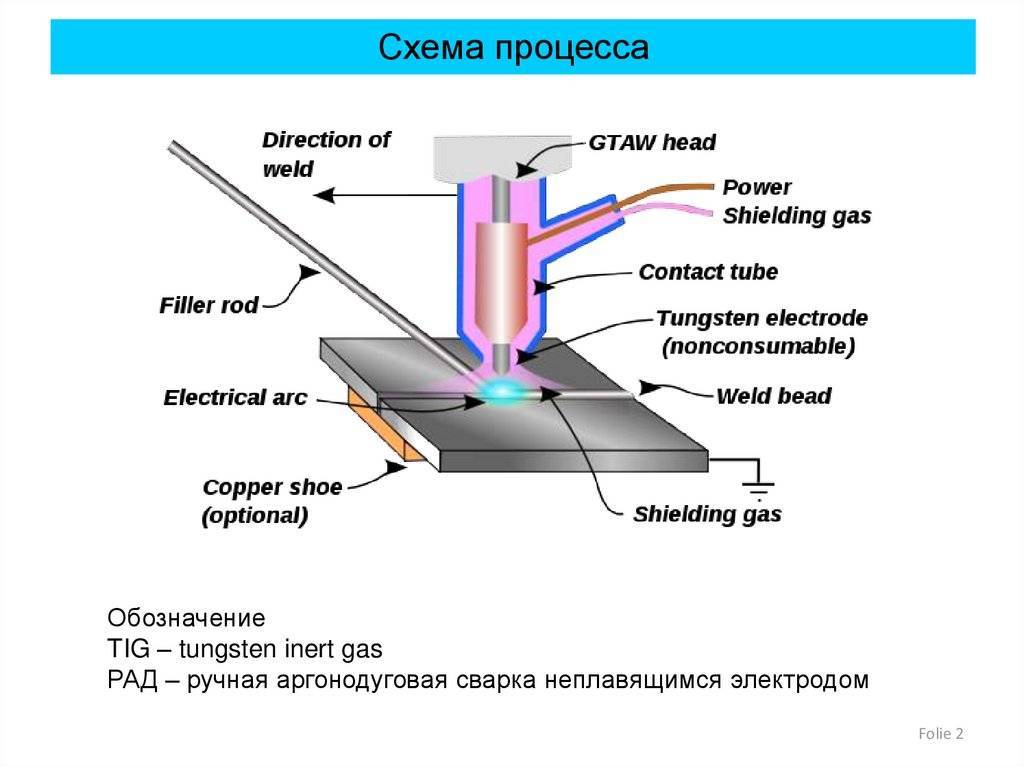
Дуговая сварка с использованием защитного газа
Способ дуговой сварки разных металлов с использованием защитного газа выполняется с помощью плавящихся и неплавящихся электродов. Технология сварки такая же, как и при классической ручной дуговой сварке. Но здесь для дополнительной защиты сварочной ванны в зону сварки подается специальный защитный газ, поставляемый в баллонах.
Дело в том, что сварочная ванна легко подвержена негативному влиянию кислорода и под его воздействием шов может окислиться и получиться некачественным. Газ как раз и помогает избежать этих проблем. При его подаче в сварочную зону образуется плотное газовое облако, не дающее кислороду проникнуть в сварочную ванну.
Приварим намертво, недорого, звоните
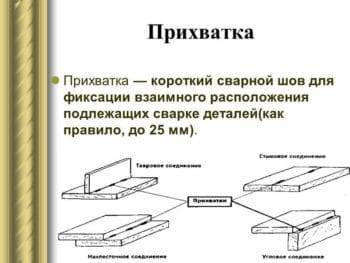
Прихватка конструкций перед сваркой.
Основные способы сварки – частое, но неверное определение классификации в данном контексте. Правильнее будет «самые популярные».
Перед вами тройка заслуженных призеров:
- Ручная дуговая – золото.
- Газовая – серебро.
- Полуавтоматическая – бронза.
Каждый призер относится к разным сварочным семействам, по идее их лучше описывать на своих законных местах вместе с близкими «родственниками». Но мы поступим неправильно – представим сварочных чемпионов в начале обзора.
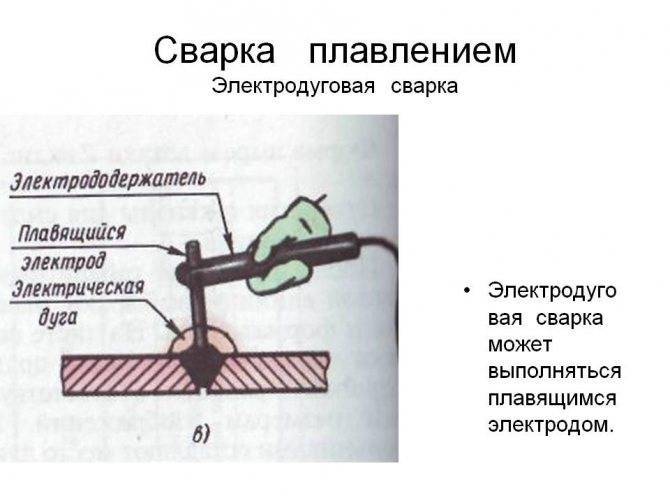
Ручная дуговая сварка РД
Народная любимица №1, самый распространенный вид в быту и в промышленности. Три главных слова в РД – простота, дешевизна, транспортабельность. Физика процесса заключается в плавке специального покрытого электрода, который оставляет за собой след в виде варочного шва. Электроды применяются разные, в зависимости от металла. Дуга – это расстояние между электродом и поверхностью металла, который играет роль второго электрода.






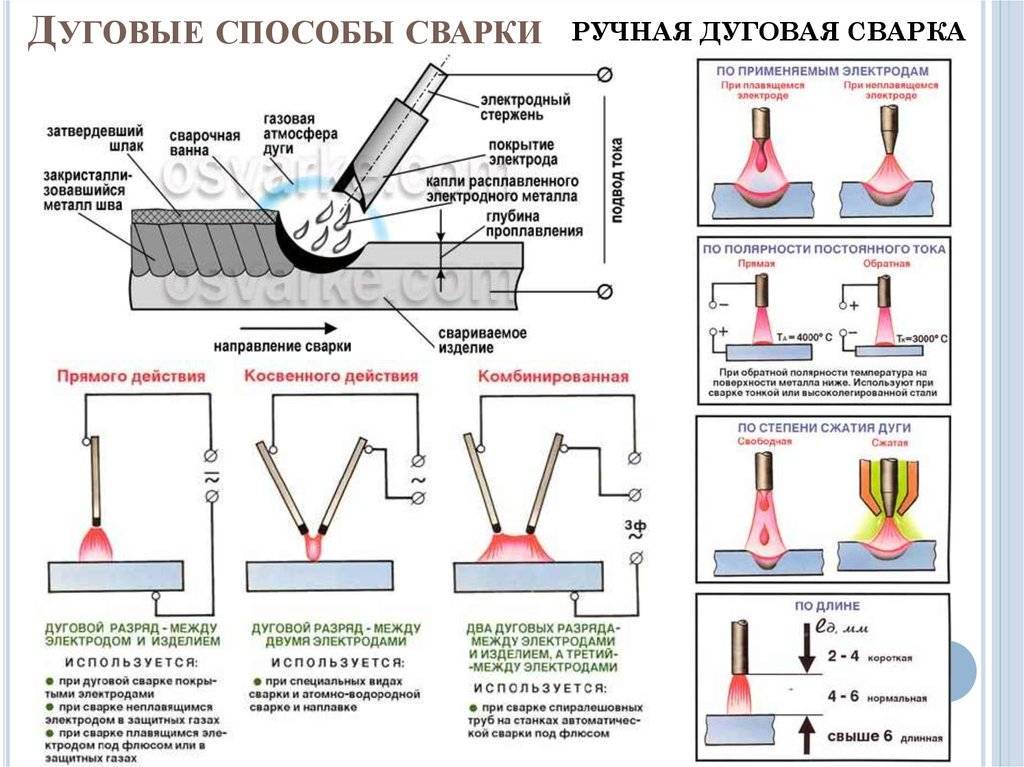
По сути дуга представляет собой сильнейший разряд в газовом пространстве (воздухе). При РД плавятся три предмета: края двух соединяемых поверхностей с электродом. Чем лучше смешиваются продукты тройной плавки (для этого электрод двигают влево и вправо), тем качественнее шов.
Сварка РД имеет серьезные преимущества перед другими видами:
- способу РД легко научиться;
- варить можно в любых положениях в пространстве;
- варить можно самые разные металлы, в продаже есть электроды на любой вкус;
- доступное транспортабельное оборудование
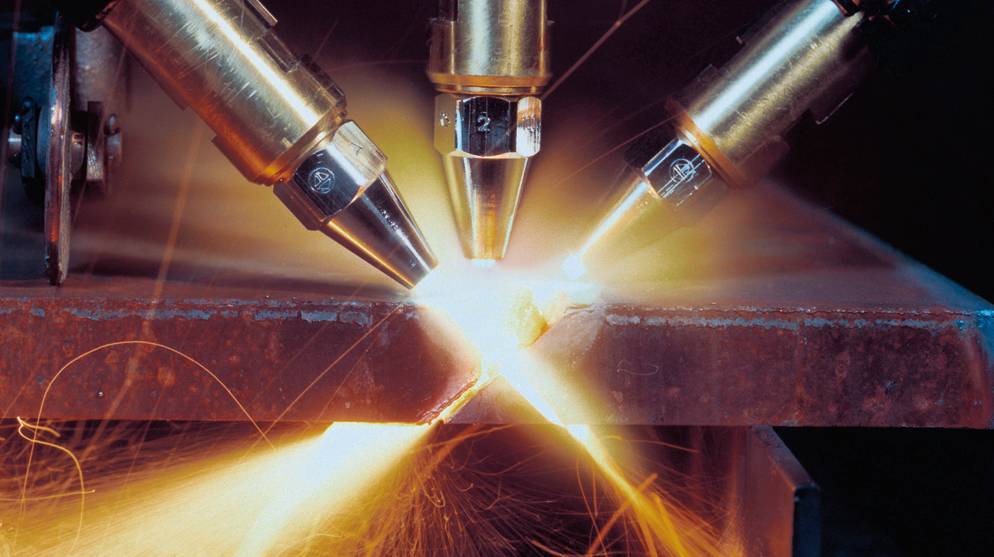
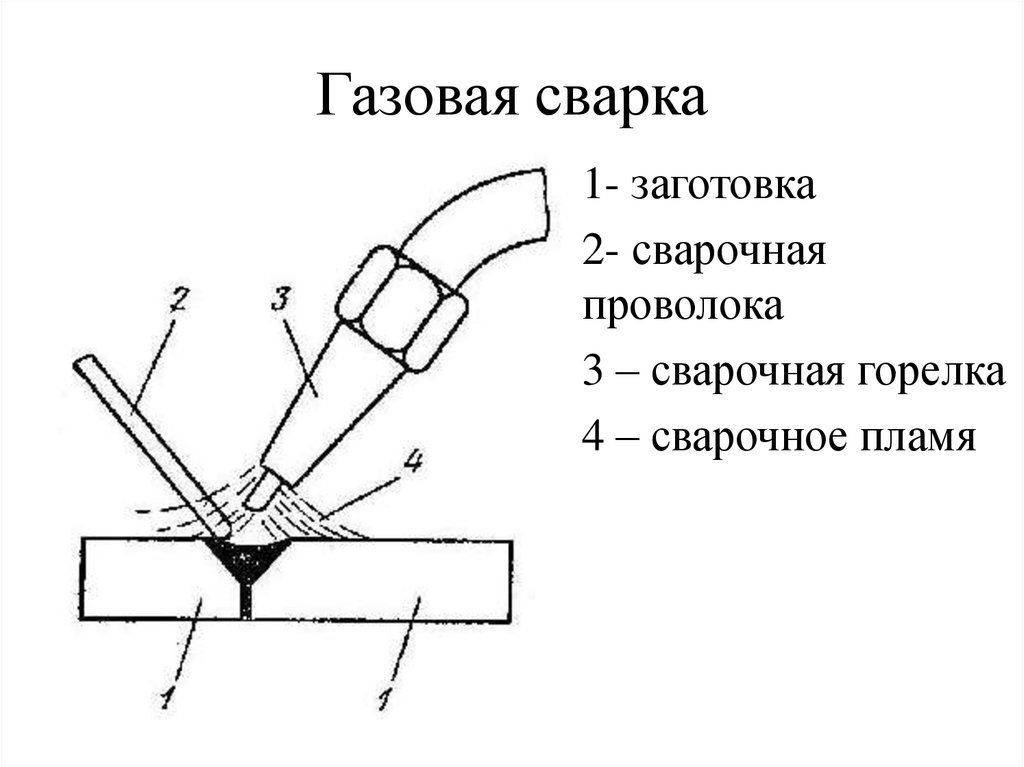
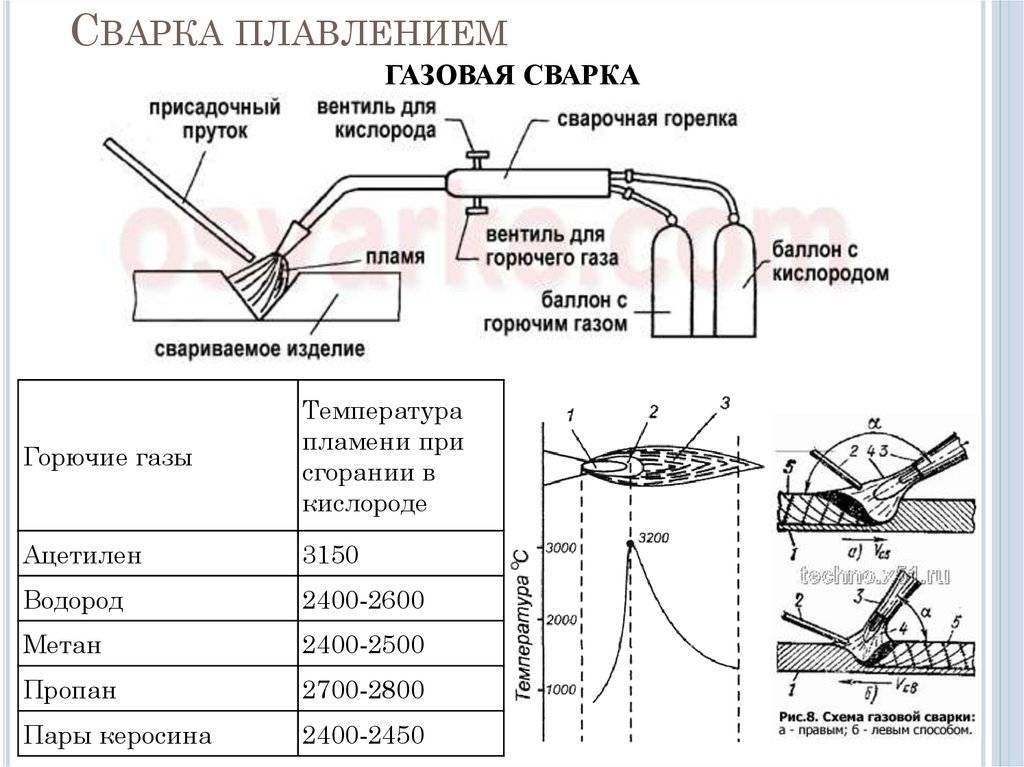
Газовая сварка

Народная чемпионка №2, заслуженная серебряная медаль. Вот когда сварщики возят с собой газовые баллоны: им нужна смесь кислорода с каким-нибудь горючим газом – ацетиленом, пропаном или бутаном. Физика процесса – тоже плавление, но тепло подается не электродом, а газовой горелкой. Металл поверхностей плавится факелом горелки, процесс происходит плавно и довольно медленно. Чем толще слой металла, тем медленнее он плавится.
В чем газовая сварка лучше других способов:
- отлично варятся цветные металлы;
- оборудование проще, чем электрических методов;
- возможность контролировать смесь и пламя;
- не нужен мощный источник энергии, метод автономен.
Без минусов не обойтись, «газовые» недостатки следующие:
- очень медленный нагрев поверхностей;
- низкая концентрация тепла из-за рассеивания;
- высокая стоимость электричества.
По стоимости электричества дуговые способы могут поспорить с газовыми: при РД электричество тоже тратится нещадно. Но в итоге газовый метод из-за своей «тихоходности» обходится значительно дороже.
Важно! Там, где есть пара слов «горючий газ», обязательно присутствует вторая пара «техника безопасности». Правила по безопасности хорошо регламентированы, но выполнение требований несет дополнительные затраты денег и времени
Кстати, газовой сварке больше 100 лет – вот она, нержавеющая классика, аплодисменты.
Полуавтоматическая сварка
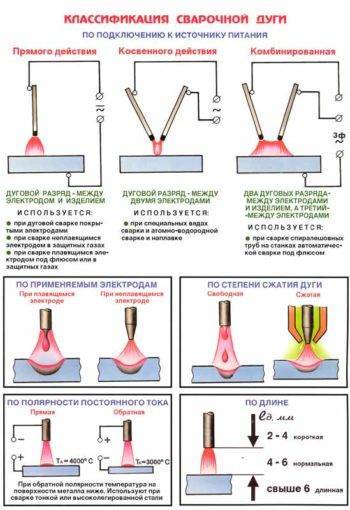
Классификация сварочной дуги.
Бронзовый чемпион, замыкает популярную тройку, но по своим перспективам легко обойдет первых призеров. По сути это вид знакомого нам дугового вида, прогрессивная эволюция РД. Отличается большим количеством технологических нюансов, вариантов, инструкций. Нам достаточно знать то, что «автоматическая часть» метода – это подача сварочной проволоки.
Ручная часть – сам процесс сварки с контролем подачи проволоки. Варить можно с газом (углекислым газом для новичков, аргоном для профессионалов), можно без газа, с подачей прямого тока. Вариант без газа любят в гаражах и на дачных участках, в этом случае нужна специальная порошковая или флюсовая проволока. Когда она горит, образуется газ с парами, которые защищают область горения.
Полуавтомат – безальтернативный метод на СТО: кузовные работы проводятся только с его помощью. В полуавтомате используются газ и специальная проволока вместо привычного электрода. Газ из горелки с проволокой подаются в сварочный рукав. В итоге процесс защищен от воздействия внешней среды. Режимы процесса определяет сварщик в зависимости от толщины металла.
У полуавтоматического метода серьезные преимущества перед другими видами:
- отличное качество шва;
- высокая скорость работы;
- удобство в работе;
- варятся как цветные и черные металлы;
- можно варить заржавевшие или оцинкованные металлы;
- широкий выбор материалов, скромные финансовые затраты.
Варим металлы
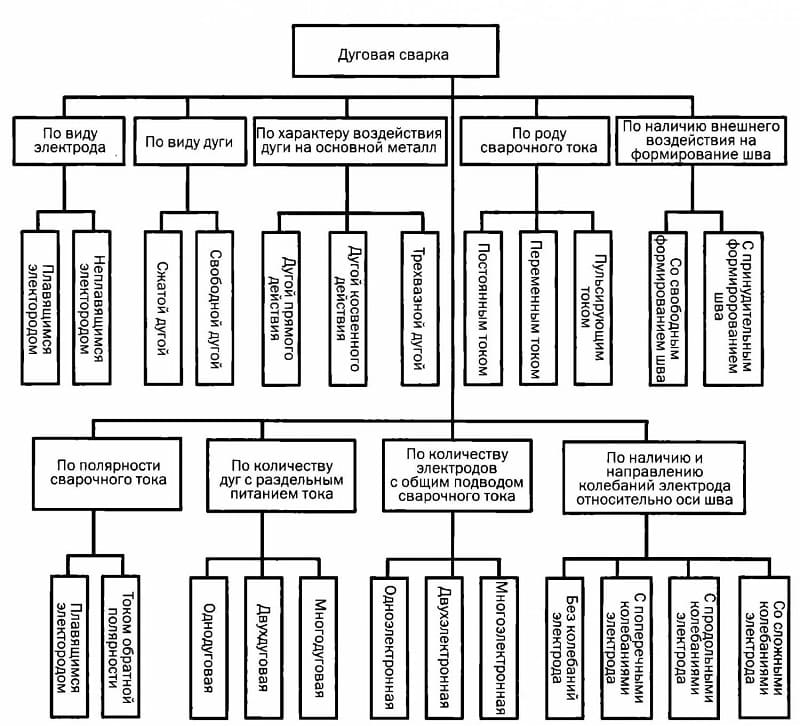
С народными любимцами разобрались, приступаем к «правильным» классификациям.
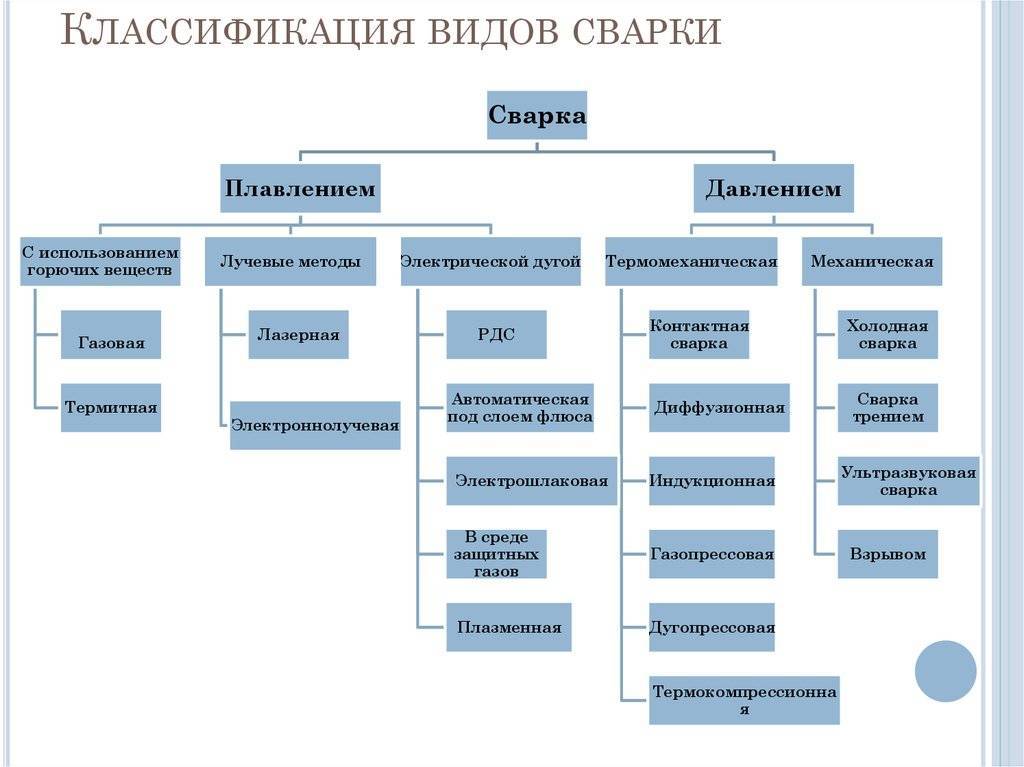
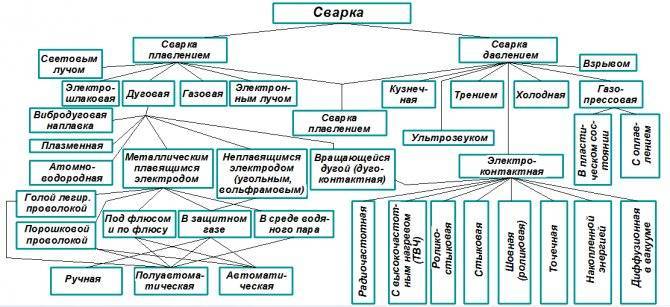
Начнем с настоящих тяжеловесов – типов сварки металлов, которые подразделяются на три группы по:
- Физическим признакам.
- Техническим признакам (механизация, непрерывность процесса, защита металла).
- Технологическим признакам (отдельные классификации для каждого способа – например, виды электродов).
По физическим признакам мы имеем три главных класса для всех видов сварки металлов:
Термический класс – сварочный процесс заключается в плавлении тепловой энергией:
- газовой;
- дуговой;
- лазерной;
- лучевой, термитной и т.д.
Важно! Основные виды сварки плавлением – самые распространенные в быту и в промышленности. Это самый густонаселенный класс, подавляющее большинство сварочных методов относится к нему. Механический класс с использованием механической энергии:
Механический класс с использованием механической энергии:
- ультразвуковой;
- холодной;
- трением;
- взрывом и т.д.
 Таблица сварки металлов.
Таблица сварки металлов.
Термомеханический класс, способы совместного действия тепловой энергии и давления:
- кузнечные;
- диффузионные;
- контактные и т.д.
В качестве примера варки металлов представляем МАДП – механизированную аргонодуговую сварку плавящимся электродом. Настоящий гибрид для электро-газового соединения металлов. Без него невозможная сварка цветных металлов или сложных сплавов.





Преимущества МАДП:
- соединение любых сплавов;
- устойчивость формы изделия из-за слабого нагрева;
- электроды нужно менять редко;
- широчайшая сфера использования;
Недостатки:
- сложно для новичков;
- невысокая скорость выполнения.
Как варить автоматической сваркой
Процесс состоит из нескольких этапов, первым из которых является подготовка оборудования и свариваемых деталей.
Инструменты и необходимое оборудование
Помимо сварочного агрегата, придется приобретать:
- контактные губки;
- тракторные сопла;
- флюсовые конусы;
- ролики для распрямления проволоки;
- токоподводы.

Придется приобрести ролики для распрямления проволоки.
Режимы автоматической сварки
Чтобы шов получился прочным и однородным, нужно правильно настроить аппарат. При выборе режима учитывают такие факторы:
- толщину свариваемых деталей;
- геометрическую форму соединения;
- протяженность шва;
- глубину плавления кромок деталей.
Для подбора режима используют прилагаемые к инструкции таблицы.
Пошаговая инструкция
Автоматизированную электродуговую сварку ведут так:
- Осматривают оборудование. При обнаружении неисправностей к сварке металла приступают только после их устранения. При необходимости аппаратуру очищают от загрязнений. Сварку не выполняют в слишком маленьких, слабо освещенных или запыленных помещениях.
- Проверяют соответствие диаметра сопла горелки толщине проволоки. От сечения присадки зависит и выбор наконечника. При наличии брызг в сопле его тщательно очищают.
- Проверяют правильность подключения кабелей, осматривают роликовые механизмы. Эти детали не должны иметь следов грязи или ржавчины.
- Проверяют наличие флюса в бункере.
- Подготавливают детали, тщательно зачищая кромки шлифовальным кругом. Заправляют аппарат расходными материалами, устанавливают нужный режим.
- Запускают процесс сварки. Выполняют заключительную обработку шва.
Преимущества и недостатки автоматической сварки
К достоинствам автоматизации процесса относятся:
- Отсутствие необходимости длительной настройки и регулировки устройства. Использование специальных программ облегчает процесс подготовки оборудования.
- Высокая производительность. Агрегат не делает перерывов, качество его работы не зависит от профессионализма мастера.
- Уменьшение объема отходов. Количество забракованных заготовок зависит не от человеческого фактора, а от правильности настройки агрегата.
- Ровность и прочность шва. Автомат формирует однородное сварное соединение одинаковой высоты. Наплывы или прожоги появляются крайне редко.
- Экономичный расход проволоки, газа, электрической энергии.
- Возможность сварки в труднодоступных местах, замкнутых емкостях, опасных условиях (при высокой температуре или загазованности).
Недостатками автоматического оборудования считают низкую маневренность, необходимость дополнительной настройки при смене операций, высокую стоимость.
Требования к качеству сварочных швов
Перечень требований, предъявляемых к сварным соединениям, определяется назначением готового изделия. Однако есть обязательные требования, в соответствии с которыми должен выполняться сварной шов. По твердости и прочности он не должен уступать металлу заготовок.
Для визуального контроля шов очищают от шлака и окалины, которые образуются при сварке плавлением. Ширина шва должна быть одинаковой по всей длине, поверхность мелкочешуйчатой. Не допускается наличие наплывов, пропусков, сужений. Если на металле есть поры или трещины шов бракуется.
Вид сварки плавлением выбирают в зависимости от решаемых задач. Когда приходится часто работать вне помещения удобней будут переносные дуговые аппараты или газовая горелка с баллонами. При работе на одном месте лучше выбрать полуавтоматический вариант, а для массового производства автоматический.
Требования к сварочным швам
Требования, которые могут предъявляться к сварочным швам, по большей мере зависят от конечного назначения готовой конструкции. Тем не менее можно выделить несколько общих требований, которым должны удовлетворять соединения такого типа. Твёрдость и предел прочности сварного соединения должны иметь такие же показатели (или близкие), как и показатели основного металла. Испытания проводят на специальном оборудовании с образцом готового изделия.
Визуально контроль качества шва проверяют следующим образом. После завершения сварочных работ, производится очистка швов от шлака и окислов, также убираются все вспомогательные приспособления. Шов должен быть однородным, мелкочешуйчатым и иметь равномерную ширину. Наплывы, прожоги, сужения или перерывы должны отсутствовать. Металл, который наплавлен должен быть однородным, не иметь пор или поверхностных трещин.
Сварка автомат: что это
Процесс формирования шва автоматическим способом сводится к следующим операциям:
- постоянному обновлению плавящегося электрода;
- поддержанию необходимых для получения качественного шва условий (подаче защитного газа или флюса в сварочную ванну);
- равномерному перемещению дуги по рабочей зоне с заданной скоростью;
- формированию сварного соединения.
Отличие от полуавтоматической
Разница между технологиями минимальна. Процессы различаются степенью механизации операций. Полуавтоматические аппараты имеют более простое строение. Они снабжены устройствами подачи расходного материала на держатель. Сварщик отвечает за перемещение дуги, направляет ее в нужную сторону.
При автоматической сварке все процессы контролируются оборудованием.
Инвертор и автомат
Автомат от инвертора отличается тем, что при его использовании не нужно осуществлять операции вручную. Сварщик выполняет роль настройщика, выставляя нужный режим. Инвертор использует те же расходные материалы, однако технология сварки с его использованием отличается от автоматической. Агрегат требует ручной настройки силы тока, напряжения, скорости подачи проволоки.

При использовании автомата не нужно осуществлять операции вручную.
Принцип работы
Автоматический аппарат регулирует:
- расстояние между свариваемыми заготовками и электродом;
- силу тока;
- скорость движения стержня;
- глубину прогрева свариваемых деталей.
Главным параметром является напряжение дуги, зависящее от длины. При использовании плавящегося электрода автомат обеспечивает равномерную подачу проволоки. Это помогает поддерживать стабильную длину дуги. Нарушение равенства параметров наблюдается при скачках напряжения, неправильной обработке свариваемых деталей, влиянии магнитного поля. Сварочный автомат нивелирует эти нарушения, восстанавливая нужную длину дуги. При программировании оборудования применяют 2 принципа регулировки:







- самостоятельный, срабатывающий при постоянной скорости выведения проволоки;
- принудительный, при котором характер подачи проволоки зависит от напряжения дуги.
Принцип саморегулирования лежит в основе ряда простых сварочных аппаратов, подающих проволоку с постоянной скоростью. При использовании агрегатов с принудительной регулировкой при увеличении длины дуги возрастает ее напряжение.
Общая информация
Что такое сварка? Каковы основы сварки? Эти вопросы задаю многие начинающие умельцы. По сути своей, сварка — это процесс соединения разных металлов. Соединение (его также называют швом) формируется на межатомном уровне с помощью нагрева или механической деформации.
Теория сварки металлов очень обширна и невозможно в рамках одной статьи описать все нюансы. Также как невозможно описать все способы сварки металлов, поскольку на данный момент способов около сотни. Но мы постараемся кратко классифицировать методы сварки, чтобы новички не запутались.
Итак, на данный момент возможна термическая, термомеханическая и полностью механическая сварка деталей из металла или других материалов (например, пластика или стекла). При выборе способа сварки учитывается каждый нюанс: толщина деталей, их состав, условия работы и прочее. От этого зависит технология сварки металла.

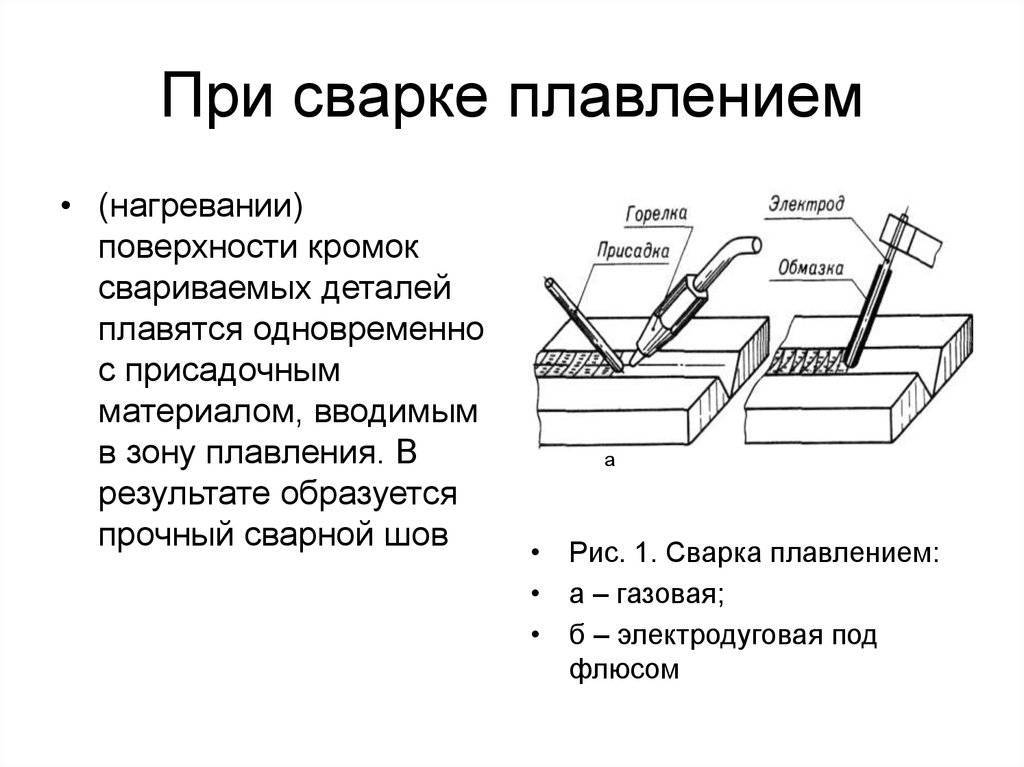
Термическая сварка — это процесс соединения деталей только с помощью высоких температур. Металл плавится, образуется надежное сварное соединение. К термическим методам относится, например, дуговая и газовая сварка (о них мы поговорим позже).
Термомеханическая сварка — это процесс соединения деталей с помощью высоких температур и механического воздействия, например, давления. К такому типу принадлежит контактная сварка. Деталь нагревается не так сильно, как в случае обычной термической сварки, а для формирования шва используется механическая нагрузка, а не плавление металла как такового.
Механическая сварка — процесс соединения деталей без применения высоких температур и вообще тепловой энергии. Здесь ключевой элемент — механическое воздействие. К такому типу относится холодная сварка, ультразвуковая сварка или соединение деталей трением.
Также существует классификация способов сварки по техническим признакам. Используя такую классификацию можно довольно кратко описать все имеющиеся типы сварки. Они делятся на:
- Сварку в защитной среде (для защиты может использоваться флюс, инертный газ, активный газ, вакуум, защита может быть комбинированной и состоять из нескольких материалов сразу).
- Сварку прерывистую и непрерывную.
- Сварку ручную, механизированную, полуавтоматическую, автоматическую, роботизированную.
Если вы ранее не сталкивались со сваркой и все перечисленное выше кажется чем-то запутанным и непонятным, то не беспокойтесь. Далее мы расскажем, какие самые популярные методы сварки используются в домашних и промышленных условиях.
Вам будем дана характеристика основных видов сварки и некоторые особенности, которые нужно учесть. Кстати, многим видам сварки мы посвящали отдельные статьи, которые вы можете прочесть, открыв рубрику «Виды и способы сварки» на нашем сайте.





