

Обобщенно о сварке профильной трубы
Приведем общие сведения, которые должен уяснить мастер при работе с трубным прокатом:
под воздействием высокой температуры трубы с профильным сечением в большей мере деформируются, чем круглые изделия;
при расплавлении металла внутреннее пространство трубного проката может заполниться и перекрыться, если же пустотелость изделия крайне необходима, важно контролировать отсутствие капелек металла внутри трубы;
при торцевом соединении металлопроката с профильным сечением из-за неравномерного нагрева или неправильного формирования валиков может появиться высокое напряжение на углах изделия.
Толщина стеночек металлопроката меняется в довольно широком диапазоне значений, но именно сварка тонкостенных труб требует от мастера наличия определенных знаний и навыков.
Работа с тонким металлом не так проста в сравнении со сваркой инвертором толстостенных труб, так как при работе нужно учитывать ряд важных моментов:
- для создания сварных соединений на металлопрокате требуется ток от 10 до 60 А;
- электроды для сварки тонкостенного профиля должны иметь диаметр 0,5-2 мм, но никак не более;
- шов выполняется в один проход;
- качество соединения во многом определяется скорость сваривания;
- мастер должен успеть осуществить сварку профиля до того момента, пока рабочие кромки не остынут.
При внимательном изучении описанных рекомендаций, сварка ворот своими руками из профильной трубы не составит труда даже для малоопытного мастера. Если же выполнять такую работу без знания специфики металлопроката, конструкции не получатся надежными, прочными и долговечными.
Не менее важно при работе с профильными трубами не ошибиться с выбором электрода, так как от этого зависят эксплуатационные параметры сварного шва
Сварщик должен обратить особое внимание на сечение сварной проволоки: чрезмерно тонкий электрод станет причиной нестабильности горения дуги, а электрод с большим сечением может прожигать тонкостенное изделие. Подбор диаметра сварной проволоки нужно осуществлять с учетом толщины стеночек металлопроката:
Подбор диаметра сварной проволоки нужно осуществлять с учетом толщины стеночек металлопроката:
- если сечение трубы металлопроката не превышает 2-х мм, актуален электрод с диаметром 1,5 мм;
- профильная труба с сечением 2-3 мм варится электродом с диаметром 2 мм;
- металлопрокат с сечением 4-6 мм требует применения сварной проволоки с диаметром 4 мм.
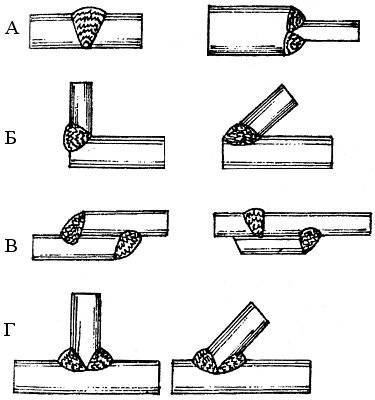
Сварка фермы или иного рода конструкций из металлического профиля может осуществляться разными способами, но наиболее популярны из них следующие варианты:
Расскажем об этом более подробно далее.
Шестеренки и Шестеренка-паразитка
Чем меньше шестерни в главной паре, тем слабее катушка. Для спиннинга нужны увеличенные шестеренки.
FluiDrive Gearling — шестерни главной пары представляют собой зубчатый механизм с плавным движением.
Digital Gear Design — маркировка катушки, в производстве которой были задействованы компьютерные технологии.
Haper Gear — катушка, зубцы шестерней которой подвергаются дополнительной механической обработке, чтобы улучшить сцепление, уменьшить люфты.
Шестерня-паразитка по форме может быть в виде квадрата или круга. Шестеренка квадратной формы способствует более ровному накручиванию лески на шпулю, в том числе и у бортиков. Шестерня-паразитка бывает также эллипсоидной формы, а каретка стыкуется с ней посредством шарниров.
Способ №1. Краб-элементы
Универсальные крепежные элементы, предназначенные для соединения профильной трубы прямоугольного/квадратного сечения. Каждый «краб» состоит из нескольких частей, которые при монтаже стягиваются болтами. Части «краба» выполняются из 1,5-миллиметрового металла, имеющего стойкое полимерное либо цинковое покрытие.
Краб-крепление для профильной трубы
Существуют такие виды краб-элементов:
- объемные (предназначены для соединения трех труб по углам или четырех внутри);
- Т-образные (предназначены для соединения трех труб);
- Х-образные (предназначены для фиксации четырех труб);
- Г-образные (предназначены для соединения двух профилей).
Разновидности креплений профильных труб краб-системой Домашние мастера используют краб-системы, чтобы без сварки собирать:
- теплицы, парники;
- стеллажи, скамейки;
- летний душ;
- клетки для питомцев, вольеры;
- беседки, навесы;
- опоры для вьющихся растений, легкие ограждения.
Такие крепежи используются в теплицах и парниках
Плюсы
- большой срок службы (до 50-ти лет);
- конструкции можно многократно собирать/разбирать;
- доступная стоимость краб-элементов;
- со сборкой справится даже неквалифицированный работник;
- универсальность.
Минусы
- нельзя соединять трубы больше 40х40 мм;
- места соединений нужно защищать от коррозии, т. к. в них скапливается влага;
- трубы можно соединять лишь под углом 90 градусов;
- если возникнет большая нагрузка на разрыв, может произойти вытаскивание труб из краб-элементов;
- гайки нужно регулярно подтягивать.
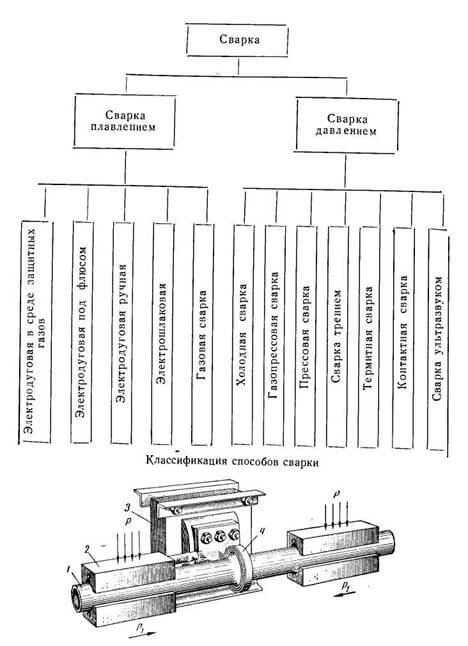
Способы сварки
Профессионалы хорошо знают, как варить профильную трубу разными методами. Поэтому они быстро и качественно выполняют поставленные задачи.






Сварка ручным дуговым способом
Этот метод часто используют специалисты. Данный способ прост в исполнении. Он позволяет получить качественный шов при использовании доступного оборудования.
Шов после сварки ручным дуговым способомИсточник content.foto.my.mail.ru
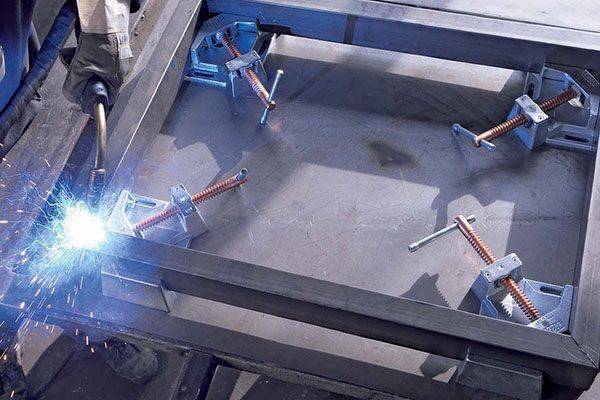
Для выполнения процесса специалисты используют инверторный или трансформаторный сварочный аппарат. Для повышения удобства проведения работ дополнительно могут применяться разные приспособления. Одними из них являются магнитные угольники. С их помощью удобнее сваривать трубные заготовки под нужным углом.
Нередко специалисты также используют центраторы. С их помощью удается быстро совместить оси деталей, когда они соединяются торцами. Применяются внешние и внутренние центраторы. Одной из разновидностей являются струбцины, позволяющие жестко закрепить изделия на ровной поверхности.
Ручная дуговая сварка используется для соединения профилированных трубных деталей с разными размерами сечения и толщиной стенок. Если профтрубы изготовлены из металла толще 4 мм, тогда их торцы предварительно зачищают, а потом обезжиривают.
Кроме того, необходимо еще знать, какими электродами варить профильную трубу, чтобы получить прочное соединение. Если толщина стенок не превышает 4 мм, тогда применяют стержни, у которых диаметр составляет от 2 до 3 мм. При этом сила тока на сварочном аппарате устанавливается в пределах от 50 А до 60 А.
Сварочные электроды 2.5 ммИсточник main-cdn.goods.ru
Электродуговой сварочный процесс в защитном газе
Соединение профтрубы таким способом выполняется при использовании неплавящихся электродов. Метод применяется для сварки тонкостенных деталей, которые предварительно очищаются и обезжириваются.
Для правильного выполнения процесса нужно тоже знать, какими электродами варить профильную трубу 2 мм. При соединении такого проката применяют вольфрамовые прутки. Их диаметр должен быть 1 мм. Если же у металлопроката толщина стенки превышает 2 мм, тогда используют электроды, у которых размер сечения составляет 1,6 мм.
Правильно выбирать также нужно диаметр сварочной проволоки. Эта ее характеристика тоже зависит от толщины металла. Если она составляет 1 мм, тогда применяют проволоку диаметром от 1 мм до 1,5 мм. Когда толщина стенки профтрубы равна 2 мм – используют проволоку, у которой размер сечения составляет от 2 мм до 2,5 мм.
Сварочная проволока для профтрубыИсточник tck-market.ru
При выполнении самого процесса профессионалы удерживают электрод на минимальном расстоянии от места сварки. Это позволяет создать максимально короткую дугу, что улучшает проваривание и повышает качество сварного соединения. Электрод перемещают только в направлении шва. При этом не совершают поперечных движений.
Важно также правильно устанавливать силу тока, когда выполняется электродуговая сварка профиля в защитном газе. Ее величина должна составлять 50-120 А. На выбор значения влияет толщина металла
На выбор значения влияет толщина металла.
При выполнении электродугового сварочного процесса в защитном газе специалисты используют:
- блок и трансформаторный или инверторный источник питания;
- газовую горелку;
- баллон с газом;
- специальные резиновые шланги;
- редуктор.
Оборудование для электродугового сварочного процессаИсточник 8.allegroimg.com
При завершении электродугового сварочного процесса сначала уменьшают напряжение. При этом газ перекрывают не сразу, а только по истечении 15 секунд после отключения тока.
Газовая сварка
При использовании этого способа сварочных работ сначала выполняют нагрев места, где соединяются два отрезка трубы. Потом в эту рабочую зону осуществляют подачу присадочного материала. В результате происходит его расплавление и заполнение зазора.
Газовая сварка профтрубы может выполняться правым или левым способом. Во время реализации первого варианта присадочный материал перемещается за газовой горелкой. Данная техника отличается тем, что место соединения хорошо прогревается. При этом сварщику ничто не закрывает обзор. Он хорошо видит рабочую зону. Поэтому удается снизить расход газа и увеличить производительность. Технология в основном применяется при сваривании профтруб со стенками толщиной более 5 мм.
Технологические особенности газовой сваркиИсточник ds02.infourok.ru
Вторая разновидность техники используется, когда осуществляется сварка тонкостенного металлопроката. Левый способ отличается тем, что присадочная проволока перемещается впереди газовой горелки.
Какими электродами варить профильную трубу?
Так, как для изготовления профильных труб используют конструкционную сталь обычного образца, можно воспользоваться стандартными, самыми распространенными электродами. К примеру, марка ОМА-2 идеально подойдет для данной цели. В состав изделий данной марки входят концентрат титана и ферромарганец.
Видео — Применение различных электродов:
Также многие опытные сварщики рекомендуют использовать электроды с маркировкой на упаковке МТ-2. Они, как правило, задействуются вместе со сварочными выпрямителями. Основной критерий при выборе – устойчивая дуга и равномерный расход присадочных материалов.









Разновидности электродов
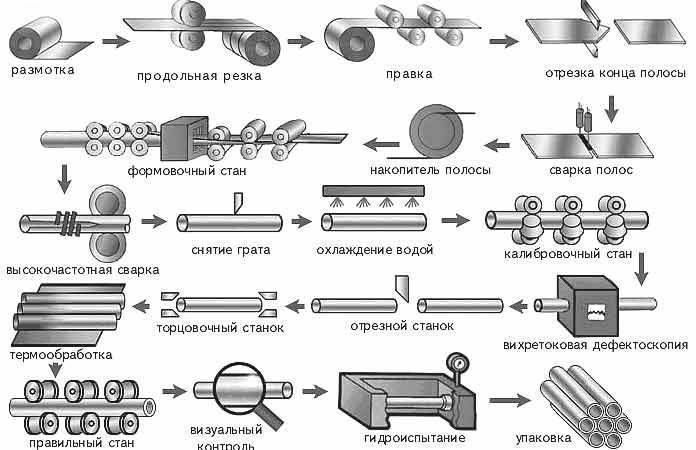
Изготовление толстостенных труб
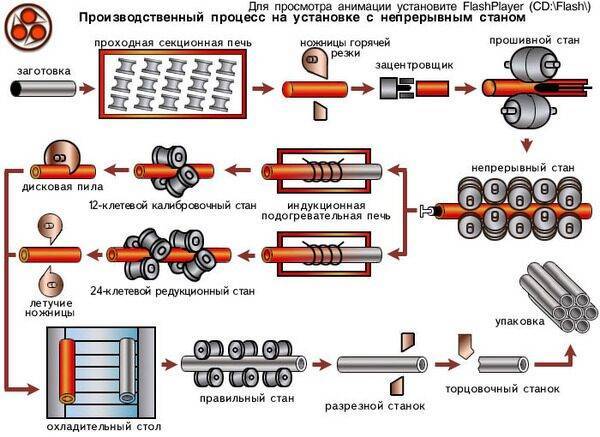
В отличие от электросварных аналогов, где заготовка производится путем сворачивания в цилиндр плоского металлического листа заданной толщины, исходным материалом для изготовления бесшовной трубы служит монолитная стальная заготовка цилиндрической формы. На промышленных предприятиях используется две технологии, способные превратить металлическую штангу в полое изделие необходимого сечения и протяженности:
Горячая деформация
Используется преимущественно при производстве изделий толстостенного формата.
Последовательность изготовления здесь включает следующие этапы:
- Стальная массивная штанга цилиндрической формы помещается в печь и разогревается до фиксированной температуры, при которой стальной сплав делается мягким и пластичным, но еще не обладает текучестью.
- Разогретая заготовка попадает на мощный прошивной пресс, который превращает монолитную болванку в полый цилиндр. Специалисты называют его гильзой. Внешне она уже похожа на готовую трубу, но пока не обладает идеальной формой и необходимыми размерами.
- Последовательно проходя через группы вальцов, раскатывающих и вытягивающих металл, заготовка приобретает заданные габариты: длину, диаметр и толщину стенок.
- Далее, изделие остужается и подвергается финальной калибровке, после чего разделывается на отрезки необходимой длины и отправляется на склад.
Процедура изготовления регламентируется ГОСТ 8732-78. Метод горячей деформации плохо подходит для производства тонкостенных изделий, поскольку дает недостаточно высокое качество поверхности материала и более высокую погрешность по толщине стенок.
https://youtube.com/watch?v=bJlMDTRYvBY
Холодная деформация
Отличие этой технологии заключается в том, что раскаленная заготовка остужается сразу после прошивочного пресса, и через формовочные вальцы пропускается уже холодной. Затем, перед финальной калибровкой труба вновь разогревается и остужается, чтобы убрать из металла области внутренних напряжений, сделать его более пластичным и податливым. Все этапы изготовления труб способом холодной деформации регламентируются ГОСТ 8734-75.
Обе технологии позволяют получать изделия с неизменным показателем толщины стенок на всей протяженности, способные работать в условиях колоссальных показателей давления. Каждое готовое изделие обязательно проходит тестовые испытания, где его тщательно проверяют на изгиб, сплющивание, оценивают химический состав металла и способность успешно работать с агрессивными средами.
https://youtube.com/watch?v=dvadzbrtgnQ
Виды сварочных работ для соединения профильных труб
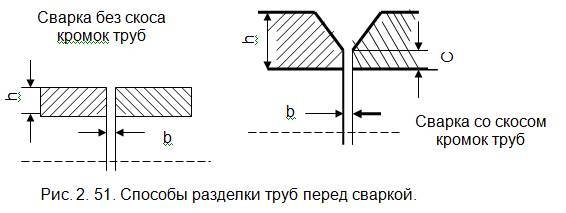
От толщины стенок зависит как способ сварки, так и особенности подготовительного этапа работ:
- Для труб с толщиной стенок от 4 мм и выше, концы изделий обрабатывают фаскоснимателем – под углом от 25 до 50 градусов. Это позволит в будущем создавать несколько слоев сварки, что обеспечивает шву надежность и прочность.
- Тонкие трубы варятся одним швом. Чтобы он получился идеальным, рекомендуется жесткая фиксация изделия. Зажимы снимаются только после полного остывания шва.
- При большом диаметре и толщине, срезы сначала прихватывают по линии соприкосновения и только затем производят основное сваривание.
- Скорость работ должна соответствовать плавке металла без его растекания.
Для сваривания профильных труб применяют следующие виды сварочных работ:
- контактная сварка;
- электродуговая;
- газовая.
Электродуговая сварка
Особенность этого вида сварочных работ в том, что он дает возможность соединять трубы даже в труднодоступных местах. Выполняется с помощью сварочного аппарата и электродов.
При горении элемент начинает плавиться, расплавляя и обволакивая срезы стыков.
Последовательность работы:
- После соприкосновения с электрода с поверхностью, как только появилась дуга, инструмент быстро отводят на несколько миллиметров выше среза.
- Движения производят плавно вдоль линии соприкосновения, без пропусков, чтобы металл успевал оплавиться, но не стекал каплями.
- По технологии предусмотрено постоянное горение, перерывы позволительны только для смены электрода.
- В конечной точке дугу придерживают пару секунд, чтобы исключить возникновение трещин или расслоения.
Для бытовых, то есть обладающих небольшой мощностью, электросварочных аппаратов, достаточно иметь подключение к однофазной проводке.
Сварочный трансформатор способен преобразовывать переменный ток из домовой сети в постоянный, что и необходимо для сварки. Однако оборудование не в состоянии поддерживать постоянство или стабильность дуги, поэтому часто к нему приобретается выпрямитель.
Для начинающих наиболее удобно производить дуговую сварку с помощью инвертора, потому что в таком случае предусмотрено изменение импульсного режима, при котором исключается залипание электрода, это обеспечивает постоянную силу тока, что стабилизирует длину электрической дуги.
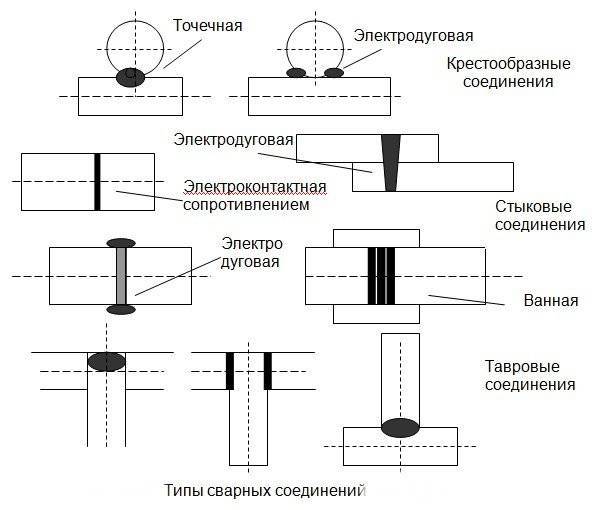
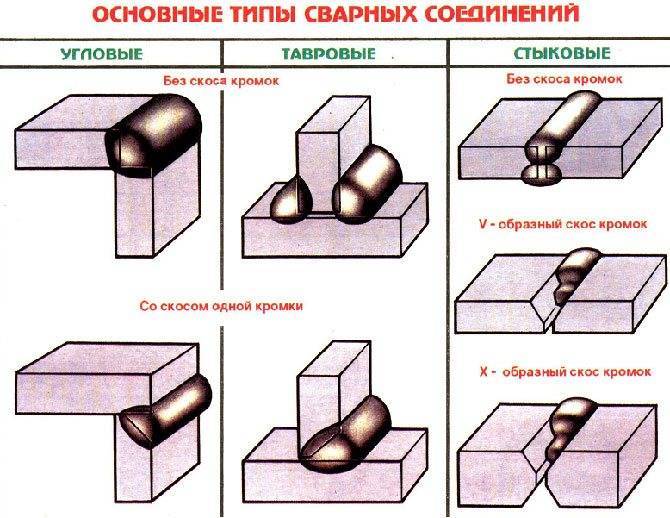
Дуговая сварка дает возможность соединять трубы разными способами: внахлест, встык, под углом, тавровым швом. При этом качество соединения целиком зависит от выбора электрода.
Выбор электродов
Для профильных труб используются электроды, имеющие характеристики, соответствующие металлам или сплавам, а также толщине изделий. От правильно подобранных параметров зависит прочность и качество шва.
Существует два основных вида электродов: плавящиеся и неплавящиеся, для которых дополнительно применяются с присадкой из проволоки оловянной или латунной с добавлением фосфатов.
Диаметр электрода всегда подбирается в соответствии толщиной стенок труб и их диаметром.
Электрод должен быть всегда меньше или равняться толщине профиля:
- диаметр расходника 1,5 мм подходит для изделий толщиной до 2 мм;
- 2 мм – для труб, толщиной от 2 до 3 мм;
- 4 мм — для толщины стенок от 4 до 6 мм.
Газовая сварка
Используется в случаях, когда нет возможности подключения сварочного оборудования к электричеству. Способ небезосновательно считается затратным: необходимо приобретение баллонов с ацетиленом и кислородом. Также требуется опыт работы.
Газовая сварка подходит для соединения труб со средней или толстой стенками. Тонкие изделия не поддаются обработке – расплавляются, деформируя металл, шов не получается без пропусков.








Для проведения работ необходимо иметь:
- баллон с ацетиленом (бутаном или пропаном) и кислородом;
- редуктор,
- газовую горелку и к ней набор наконечников;
- присадки;
- флюсовый порошок;
- шланги необходимой длины для подачи газа к месту сварки.
Перед сваркой подготовленные срезы покрывают флюсом. Соединение происходит с помощью присадочной проволоки. Тонкостенные трубы рекомендуется по технологии соединять справа налево, с введением присадки вслед за пламенем горелки. Для более 5 мм – уже слева направо и присадочный материал прокладывается перед горелкой.
После окончания работы и остывания швов, их зачищают и покрывают антикоррозийным составом.
https://youtube.com/watch?v=7_k6hZ0SyPo
Метод контактной сварки требует применения специального оборудования. В процессе соединения труб происходит пропускание электротока путем давления электродов на металлическую поверхность, в результате этого металл деформируется и образуется очень прочный шов. Такую сварку проводят для соединения конструкций промышленных объектов.
Как правильно сваривать тонкие профильные трубы своими руками
При проведении работ в бытовых условиях чаще всего сваривают профили инвертором, отличающимся малым весом, удобством в работе, широким диапазоном регулировок и наличием дополнительных функций, облегчающих проведение работ.
Второй важной задачей является определение правильной полярности подключения электродов. Общеизвестно, что плюсовой контакт имеет более высокую температуру нагревания, и при правильной полярности «минус» подается на держатель электрода, а «плюс» на корпус детали
Соответственно, при сваривании элементов с большой толщиной, лучше использовать обратную полярность.
Рис. 12 Подготовка и соединение своими руками труб
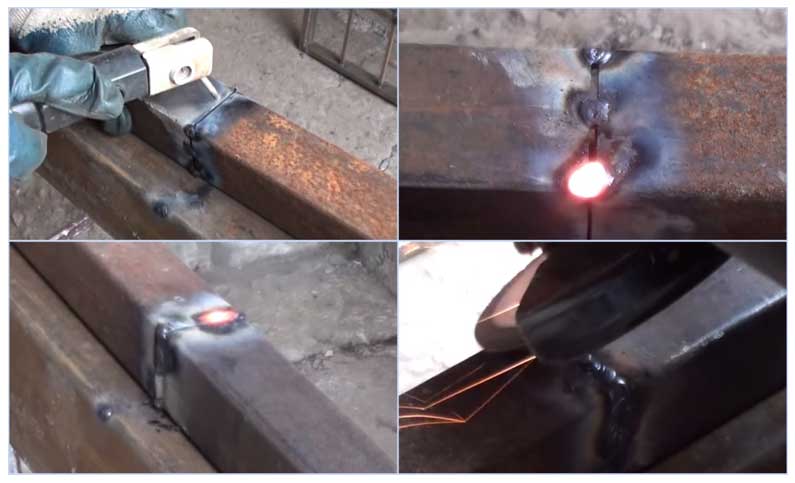
Сварка профильной трубы встык инвертором
Перед проведением работ готовят ровную поверхность на удобном расстоянии от поверхности земли, в качестве опоры лучше использовать толстостенные профили квадратного или прямоугольного сечения, на которые будет укладываться соединяемый металлопрофиль. Сварочные работы после помещения труб на ровную поверхность проводят в следующей последовательности:
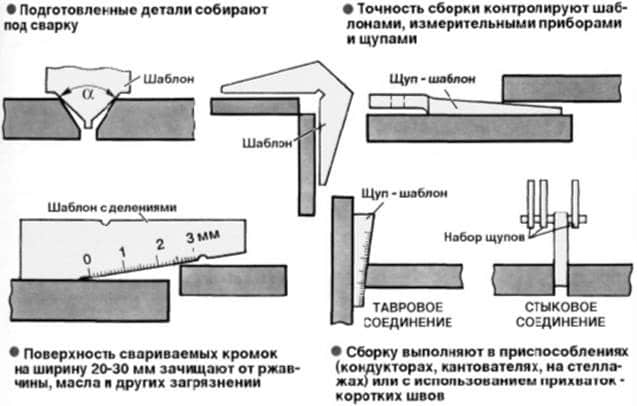
- Подготавливают профильные трубы к сварке. Для этого их торцы обрезают болгаркой под прямым углом и очищают от ржавчины той же болгаркой или наждачной бумагой.
- Выравнивают обе заготовки. К их боковым стенкам прикладывают металлический уголок или любой ровный и длинный предмет с плоской поверхностью, если профиль имеет сварной шов, он должен совпадать. Расстояние между торцами для качественного провара должно составлять от 1 до 2-х миллиметров.
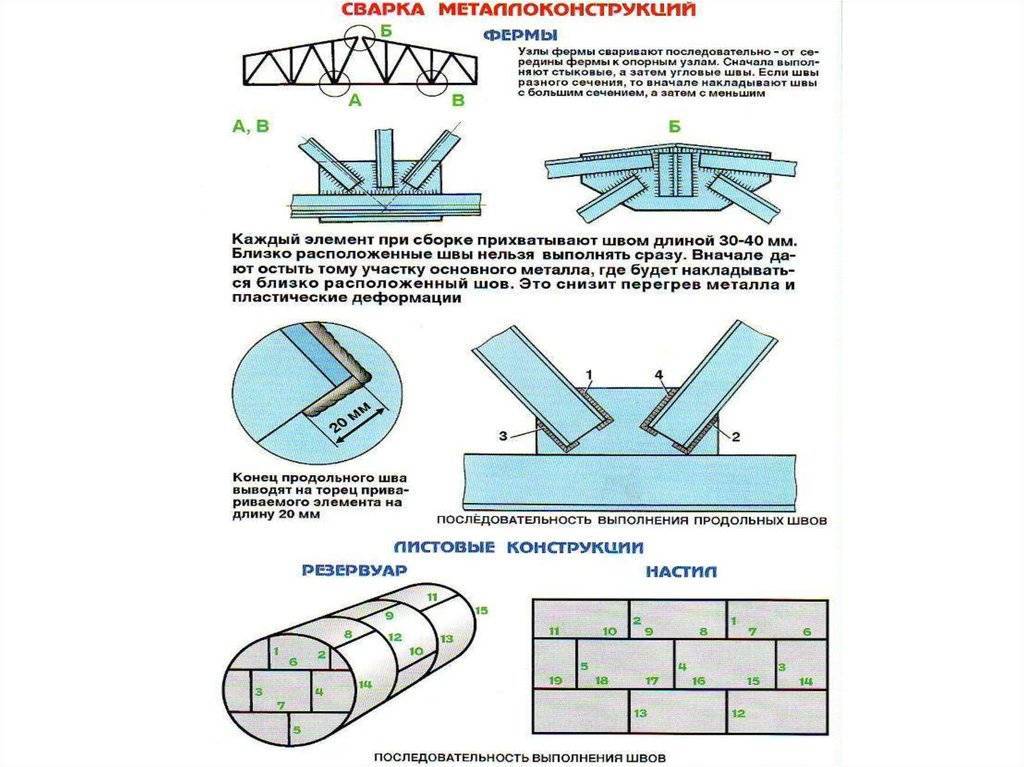
- С помощью точечной сварки рутиловым электродом производят соединение трубного профиля в нескольких местах. Вначале это делают посередине, затем приваривают угловые кромки, если необходима высокая точность, соединяют все четыре угла и центральные кромки.
- Производят сварку от краев к центру, стараясь равномерно прогревать шов, не задерживаюсь на одном участке, затем переворачивают заготовку и повторяют операцию с другой стороны. Новичкам лучше проводить сваривание короткими участками с отрывом, следя за тем, чтобы кромки успевали оплавляться — это позволит избежать прожигания металла.
- По окончании работ шлаковое покрытие сбивают, если необходимо получить ровную и гладкую поверхность, выступающий шов защищают болгаркой.
Рис.13 Как варить профильную трубу 2 мм. в стык
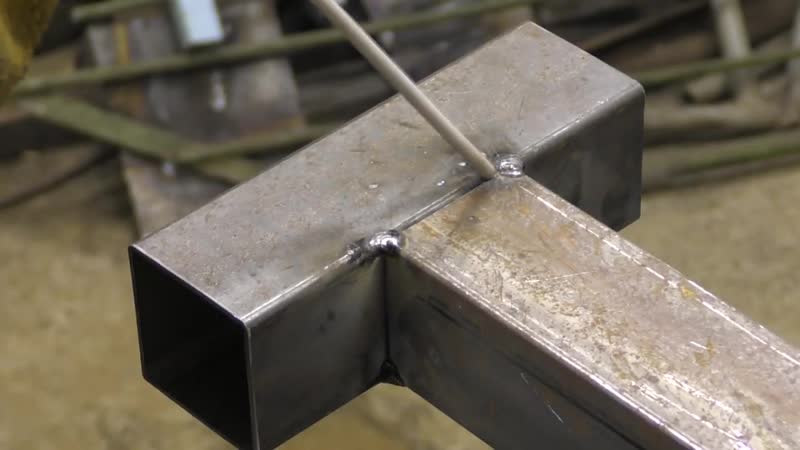
Как сварить профильные трубы под 90 градусов при тавровом соединении
Подготовительные операции производят по приведенной выше схеме, порядок выполнения основных работ следующий:
- После соединения деталей делают прихватки боковых кромок с двух сторон.
- Вначале сварку проводят в углах, непрерывно перемещая электрод мелкими круговыми (против часовой стрелки) или зигзагообразными движениями снизу вверх — это позволяет выгонять шлак из сварочной ванны. Угол наклона электрода должен составлять 45 градусов относительно горизонтальной плоскости
- Далее сваривают боковые кромки, расположенные в одной плоскости.
При сварке прожигает профильную трубу — что делать
Для борьбы с прожогами используются следующие методы:
- Сварку проводят с отрывом короткими участками или точечно.
- Для предотвращения перегрева внутрь соединения вставляют отрезок массивного металлического бруса с сечением, максимально приближенным к внутренним размерам заготовок.
- Уменьшают расстояние между кромками заготовок.
- Работают в режиме максимально низкого выходного тока.
- Увеличивают скорость перемещения электрода.
Рис.14 Сваривание тонкой профильной трубы при тавровом соединении
Отвечая на вопрос, какими электродами варить профильную трубу 2 мм, отвечаем, для сварки тонкостенного профиля 2 мм электродуговым способом чаще всего используют рутиловые электроды диаметром 2-3 мм в прямой полярности подключения. Новичкам при проведении работ в связи с отсутствием опыта, следует принимать меры для борьбы с прожогами или использовать более простую полуавтоматическую сварку.
Виды наиболее популярных видов профиля
- Холоднодеформированные, электросварные. Это трубы, которые после электросварки подверглись холодному деформированию.
- Холоднодеформированные и горячедеформированные, бесшовные. Холоднодеформированная бесшовная труба – это деталь без шва. Ее размер задается заранее и формируется путем холодной деформации. Бесшовные горячие детали из стали производятся методами горячей и холодной прокатки, а также путем отправочного и безотправочного волочения.
- Электросварные, то есть, прямошовные трубы из углеродистой и незколегированной стали.

Профильные детали также могут подразделяться на виды в зависимости от типа сечения: квадратные, прямоугольные, овальные, многогранные и так далее.
Сварка квадратных труб может осуществляться следующими методами.
- Электродуговым
- Газовым
- Контактным
Ниже рассмотрим каждый метод более подробно.
Отличия плазменного генератора Горыныч от ближайших аналогов
- Одним из основных отличий данного устройства от аналогичных является его высочайшая экологичность. Выделение вредных или токсичных веществ во время работы равняется нулю. Более того, во время интенсивного испарения воды воздух насыщается кислородом.
- Следует отметить также большую рабочую емкость пистолета. Всего в него помещается порядка 100 граммов воды или спиртового раствора, и этого с избытком хватит на 20-25 минут непрерывной работы.
- Также стоит отметить невероятную неприхотливость к уровню напряжения, которое можно подавать на прибор. Его диапазон может колебаться от 130 и до 240 Вольт и на всем диапазоне генератор способен выдавать устойчивый поток плазмы.
Конструкция угловой струбцины для сварки
Зачастую струбцины выпускаются в нескольких модификациях и предназначены для сварки металлических труб под определённым углом (от 30 до 90 градусов). Могут изготавливаться в разных видах в зависимости от ширины труб, их количества и угла сварки.







Отличительными особенностями любой угловой струбцины являются:
- толщина губки – прижимные губки имеют большую толщину для повышения степени жёсткости соединений. Как результат: сварочный шов не выгибается во время проведения сварки;
- материал изготовления прижимных винтов – в процессе сварки часто происходит разбрызгивание расплавленных частиц металла, которые оседают на близлежащих поверхностях. При попадании на резьбовые части может происходить их спайка и как следствие выход со строя струбцины. Во избежание этого на них устанавливаются медные либо омедненные прижимные винты. Медь, в свою очередь, не даёт прилипать брызгам и увеличивает период эксплуатации сварочного оборудования;
- рабочая поверхность – для работы электродами под необходимыми углами в местах стыковки деталей струбцина увеличивает рабочую зону.

Сама струбцина состоит из подвижного элемента и основной рамы. Подвижная часть обычно оснащается дополнительными специальными зажимами – винтом или рычагом, регулирующими степень сжатия деталей. С помощью подвижного элемента контролируется расстояние между инструментом и губками.
Благодаря максимальной подвижности конструкции устройства струбцина может удерживать материалы разного размера и сечения. А при использовании нескольких угловых устройств можно сформировать любые расположения конструкций для более комфортной и оперативной сварки. В большинстве своём зажимные элементы рассчитаны для сварки материала с максимальным диаметром 390 мм.Угловая струбцина для сварки имеет Т-образную форму ручки, которая позволяет передавать образующееся при работе зажимное усилие на обрабатываемые детали. А чугунные скобы при проведении сварочных работ способны выдерживать даже самый высокий нагрев.
Выбирая струбцину углового типа необходимо учитывать вид планируемых работ. Так, к примеру, G-струбцины обычно применяются для фиксации заготовок небольшой толщины. При необходимости осуществления монтажа металлических изделий, имеющих большую толщину, стоит воспользоваться угловой струбциной F-формы, оснащённой регулируемым зажимным элементом.
Струбцина может устанавливаться в любых типах помещений в мастерских или гаражах на рабочем столе с ровной поверхностью.
Электродуговая сварка
Ручная дуговая сварка широко используется во всех отраслях народного хозяйства и в быту для соединения элементов металлических конструкций. Ее отличительными свойствами по сравнению с другими видами сварных соединений являются:
- Относительно невысокая стоимость сварочного аппарата и расходных материалов, которыми являются электроды.
- Получение высокого качества сварных соединений распространенных марок металлов, включая нержавеющие сплавы.
- Возможность производства сварных работ во многих труднодоступных местах — этому способствует малый вес и простота подключения оборудования к электричеству.

Рис. 7 Сваривание тонкой профильной трубы – вид швов
Проведение работ с использованием электродуговой сварки состоит из следующих этапов:
- Готовят торцы труб к свариванию, для этого их очищают от ржавчины, после чего заготовки устанавливают на необходимом расстоянии для заполнения шва металлом от расплавленного электрода, часто для этого используют специальные приспособления.
- Включают сварочный аппарат, выставляя необходимый ток по встроенному индикатору, вставляют электрод в держатель, подключенный к сварочному аппарату, второй конец закрепляет на трубе.
- Фиксируют положение свариваемых деталей относительно друг друга точечными наплавлениями (прихватки), после чего производят электросварку с использованием защитной одежды, маски и рукавиц сварщика.
- По окончании работ сбивают окалину и очищают шов металлической щеткой.
Полуавтоматическая сварка металл инертный газ (MIG)
Благодаря современным технологиям появилась возможность в бытовых условиях правильно сваривать профильные изделия наиболее простым способом, не требующим большого опыта и многолетней подготовки по специальности сварщик.

Рис. 8 Принцип работы МИГ
Полуавтоматическая сварка в среде инертных газов (МИГ) является эволюционным шагом в развитии обычных электродуговых способов, в сравнении с которыми она имеет следующие преимущества:
- Вместо электрода в сварочную ванну через горелку автоматически подается специальная проволока диаметром от 0,6 до 1,2 мм., намотанная в бобины — это автоматизирует процесс и сокращает время на смену электродов.
- Вместе с проволокой через сварочный рукав на горелку подается инертный газ (обычно это смесь углекислого газа с аргоном) — это препятствует образованию шлака и повышает качество шва.
Благодаря данной технологии полуавтоматическая сварка имеет следующие преимущества перед электродуговыми аппаратами:
- Позволяет сваривать тонкие заготовки с толщиной от 0,5 мм.
- Варит сталь, нержавейку, чугун, алюминий и цветные металлы.
- При проведении работ нет шлака и практически отсутствует дым — это менее вредит здоровью, повышает качество шва по сравнению с электродуговыми методами.
К недостаткам МИГ можно отнести громоздкость (требуется массивный баллон с газом и система подачи провода в горелку) и невозможность проведения работ на сильном ветру, выдувающим газ из зоны сваривания.
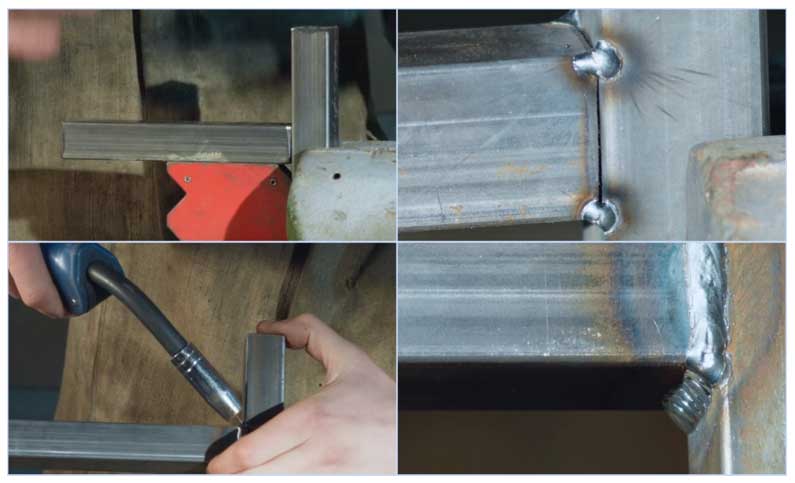
Рис. 9 Сварка тонкостенных профильных труб в среде инертного газа
1 Сварка профильной трубы – общая информация
Традиционно сварка применяется в тех ситуациях, когда для монтажа канализационных и водопроводных систем используются металлические трубы. Хотя и пластиковые современные трубопроводы можно сваривать, просто данный процесс требует применения специальных закладных элементов. Профильные трубы из металла все же намного чаще подвергаются сварке, а популярность их использования обусловлена рядом факторов:
- доступной стоимостью;
- малой подверженностью металла всевозможным деформациям, зачастую неизбежным при эксплуатации трубопроводов;
- относительно малой массой изделий (несомненно, их вес выше, чем у пластиковых труб, но это не так критично, как можно было бы подумать);
- превосходной надежностью в процессе службы и долговечностью.
Кроме того, профильные трубы из металла дают возможность монтировать ту систему, которая вам необходима
И совсем неважно то, насколько она сложна и необычна. В любом случае она будет эксплуатироваться без сбоев на протяжении очень долгого времени
При этом, как было сказано, сам процесс сварки профильных труб объективно простой и недорогой.

Сейчас для водопроводов и канализационных систем чаще всего применяют профильные трубы следующих видов:
- холоднодеформированные электросварные;
- горяче- и холоднодеформированные бесшовные;
- электросварные.
По типу сечения они могут быть самыми разными. Не только традиционными – квадратными или прямоугольными, но также и овальными, и даже многогранными
В принципе, не столь важно, по какой технологии изготавливают профильные трубы, какую форму сечения они имеют. Потребителей больше интересует их экономичность и прочность, а этими характеристиками данные конструкции не обделены

В связи с тем, что профильные трубы производятся из углеродистых и низколегированных видов стали (нержавеющие трубы встречаются очень редко), соединять их допускается по широко распространенным технологиям сварки:
- электродуговой;
- газовой;
- контактной.
Рассмотрим их более подробно, уделив внимание имеющимся нюансам для каждой технологии
Особенности электросварки

Сварка трубопроводов должна осуществляться по определённому алгоритму
Важно уделить особое внимание поворотным стыкам. Если варить приходится в сложных условиях, то под рукой следует держать небольшое зеркальце. Если есть необходимость, то конец электрода нужно подогнуть, выполнив работу неповрежденной частью
Если есть необходимость, то конец электрода нужно подогнуть, выполнив работу неповрежденной частью.
Довольно распространенной ситуацией является сварка под углом 30 ° к поверхности изделия. Накладка шва при этом осуществляется по окружности. Он может быть однослойным на стыках изделий из низколегированных сталей. Дополнительной прочности можно добиться, выполнив повторный шов. Чем более внушительной окажется стенка трубы, тем больше проходов следует выполнить, их должно быть 2 или больше.









По кругу следует варить трубы большого диаметра. Их соединение осуществляется до половины шва. Затем участки очищаются от шлака и накрываются следующим швом на расстоянии в 1,5 см от предыдущего. Завершить работу необходимо соединением навара с небольшим нахлестом. Без очистки от шлака работы выполнять дальше не рекомендуется, так как добиться хорошего результата не получится.





