

Разновидности электротрубогибов
Механизм работы у электротрубогибов может отличаться. Рассмотрим некоторые разновидности таких изделий.
Наматывающие станки. В данном случае на приборе установлен специальный вал, который прокатывают по закрепленной в станке трубе, создавая тем самым сгиб нужной конфигурации.
Обкатывающие трубогибы. Такие приборы имеют парные валики. Механизм воздействия у такого оборудования называется бездорновым. Особенность таких трубогибов заключается в ограниченном угле изгиба изделий, который совпадает с диаметром зафиксированного вала. Обычно в комплекте с оборудованием данного типа прилагается набор различных валиков, призванных увеличить возможности прибора.
Изделия с вальцовочным механизмом. В подобных трубогибах установлены три ритмично работающих вальца. Оборудование такого типа часто применяют при изготовлении декоративных украшений из профильных труб.
С выдавливающим принципом действия. Это наиболее распространенный тип изделий, по форме напоминающий арбалет. При этом труба фиксируется с двух сторон, а изгиб производится способом выдавливания. Конфигурация сгиба зависит от типа насадки. Однако работа на таком оборудовании занимает достаточно много времени.
Самодельный трубогиб для профильных труб
Профильную трубу, сечение которой имеет отличающуюся от круглой форму (прямоугольную, квадратную или овальную), из-за неудобной для процесса геометрии и наличия рёбер жёсткости согнуть значительно сложнее.
Процесс создания трубогиба для профильной трубы своими руками включает в себя несколько шагов:
- На надёжном основании устанавливается широкий швеллер или ряд швеллеров, пока не будет достигнута нужная ширина.
- Монтируется рамка в виде буквы П, причем на перекладине просверливается отверстие для муфты струбцины.
- На равном расстоянии от рамки устанавливаются два ролика. На роликах крепятся звёздочки цепной передачи, приводящейся в движение ручным приводом.
- На шпильке, зафиксированной в муфте струбцины, крепится третий ролик. К верхней части шпильки приваривается рукоятка.
Сгибать профильную трубу на получившемся изделии нужно соблюдая последовательность действий:
Разновидности трубогибов
Эти механизмы предназначены для сгибания различного проката, труб и прутков без разрушения их структуры в поперечном сечении.
Принцип работы:
Механические ручные. Предназначены для деформации различных профилей небольших размеров, преимущественно из мягких металлов.
Гидравлические. В основном арбалетного типа, используются для придания рызличным профилям криволинейной формы в конкретном месте.
С храповым механизмом. Используется физическая энергия человека и при этом. достигается фиксация величины изгиба после каждого движения рычага.
С электрическим приводом. Облегчает работу, но финансовые затраты значительно выше.
Основная информация о трубогибах
Пред тем, как начать рассказ о вариантах и способах изготовления трубогибов, нужно определиться – что это такое и для чего применяется. Так вот трубогиб – это ручное приспособление или стационарный станок, который позволяет изогнуть трубу из любого материала под произвольным углом.
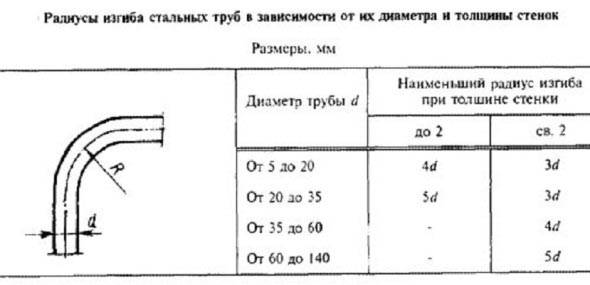
Труба может быть стальная, медная, алюминиевая или пластиковая с диаметром от 5 до 1220 мм или профильная с любым сечением. Угол загиба от 0 до 180 градусов. Данная статья предлагает вашему вниманию технологию изготовления нескольких видов этого незамысловатого устройства, изучив которую, вы за несколько часов сможете изготовить любой понравившийся экземпляр.

Устройство трубогиба с башмаками для различных углов сгибания труб
Пошаговый план сборки
Ручной трубогиб, позволяющий изменять форму профильной трубы, собирается путем выполнения следующих действий:
- подготовка каркаса, части которого соединены посредством сварки и болтов;
- установка оси вращения и роликов в соответствии с выбранным чертежом;
- работа механизма гибочного инструмента осуществляется посредством цепной передачи;
- также необходима ручка, крепящаяся к одному из роликов, с помощью которой будет обеспечиваться крутящее усилие.
Конечно при сборе следует руководствоваться и типом материала, с которым предстоит работать. Легкий, самый простой агрегат отлично подойдет для труб малого диаметра.








Технологическая последовательность изготовления аппарата выглядит следующим образом:
- с использованием шпонки на прижимном валу размещаются шестерни, подшипники и кольца;
- в кольцах проделываются отверстия, необходимые в установке прижимного ролика;
- после окончания подготовительных работ все детали конструкции собираются в соответствии с заранее подготовленным чертежом;
- в конечном этапе подвешиваются полки с закрепленными на них пружинами, а также устанавливаются боковые ролики, к одному из которых прикреплена ручка.
Существуют также некоторые нюансы при сборке. Так, прижимной ролик необходимо не только фиксировать с помощью шпонок, но и дополнительно прикручивать к полке. Данный вал следует монтировать к полке с приваренными заранее гайками для пружин.
Натянуть цепь поможет магнитный уголок, использующийся в качестве держателя. Домкрат необходимо устанавливать на подвесной платформе с применением болтовых соединений и сварки.
Чертеж трубогиба.
В интернете можно найти большое количество фото и видео, посвященных изготовлению трубогиба с гидравлическим приводом. Подобный агрегат оснащается гидроцилиндром, нагнетателем и упорами. Стоит сразу отметить, что данная сборка является более сложной и трудоемкой.
Обычно конструкция инструмента включает в себя:
- гидравлический домкрат с большой грузоподъемностью;
- башмак;
- два-три ролика;
- швеллер;
- толстые металлические пластины.
Выше приведены лишь самые главные составляющие, на самом деле сборка потребует большего количества деталей в зависимости от выбранной конструкции.
Сделать подобный агрегат можно по схемам из интернета.
В основном они включают в себя следующие технологические процессы:
- изготавливается каркас, на который будут установлены ролики и башмак;
- на нижнюю платформу, выполненную из металлической пластины, монтируется домкрат;
- самая трудная часть сборки – это подбор вальцов необходимого размера, чтобы они плотно прижимались к трубе;
- ролики и башмак фиксируются с помощью болтов, закручивающихся в заранее проделанные отверстия в соответствии с выбранной схемой.
Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
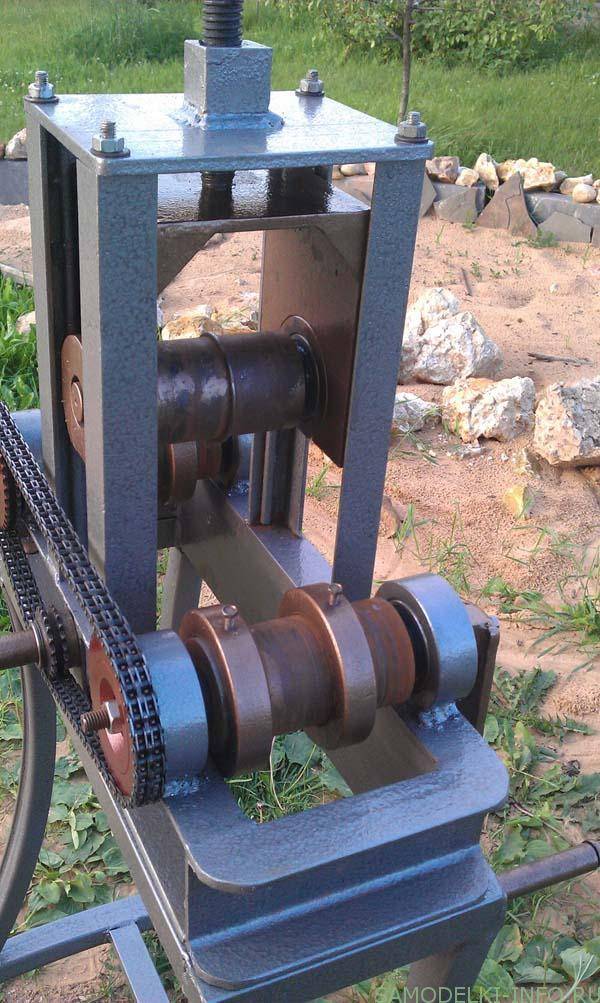
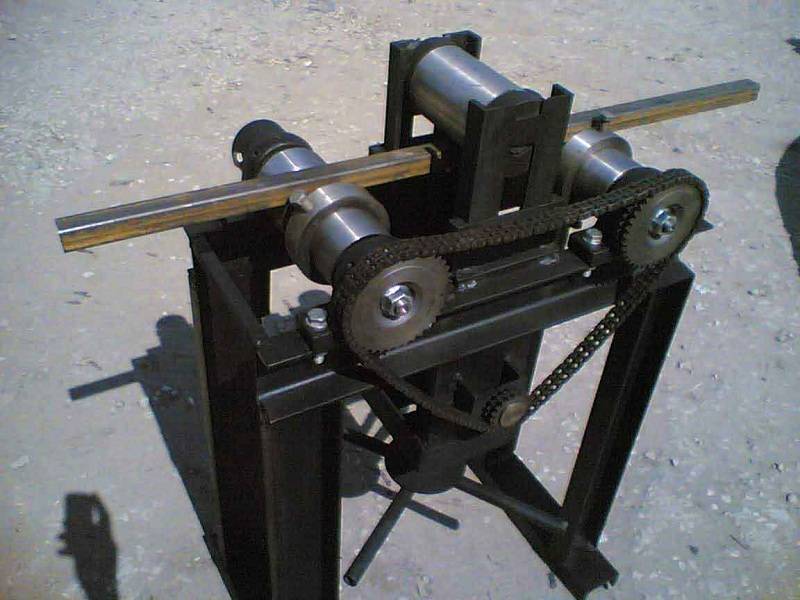
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.. Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями
Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
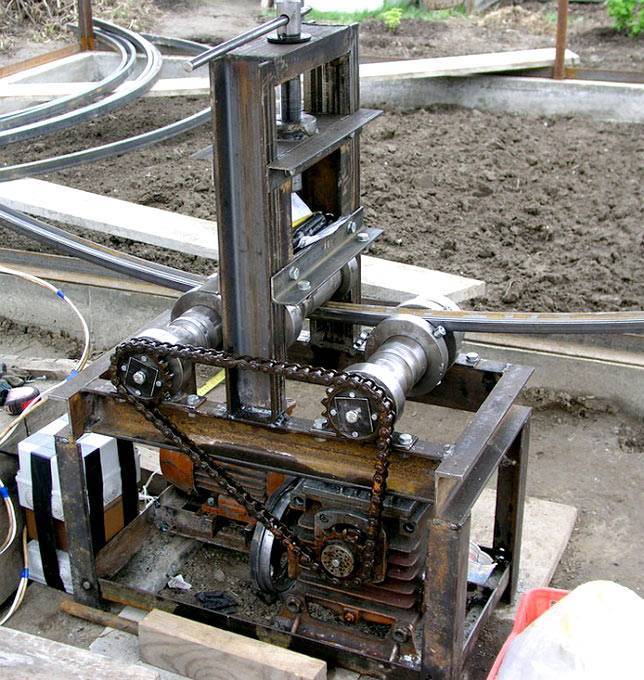
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
Инструктаж по использованию трубогибов








Технологически процесс может незначительно отличаться в зависимости от типа гибочного устройства. Так, пошаговая инструкция для станка с винтом выглядит следующим образом:
- Обрежьте профильную трубу по размерам, указанным в чертежах.
- Установите ролики в начальное положение для загрузки профиля.
- Загрузите трубку между катками: два внизу, один сверху.
- Затяните гибочный ролик, закрутив винт с некоторым усилием.
- Проворачивайте ручку, чтобы протянуть профиль в одну и другую сторону.
Для малых радиусов придется затягивать винт и повторять процедуру несколько раз. Периодически проверяйте правильность геометрии шаблоном или по результатам контрольных замеров.

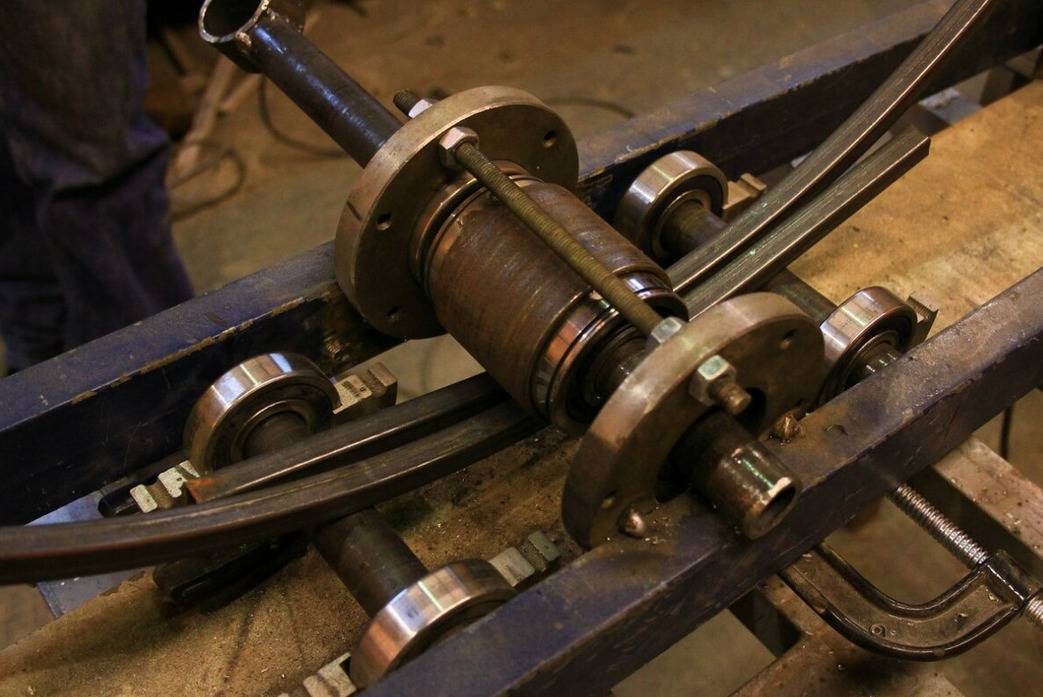
Последовательность изготовления конструкции трубогиба
Итак, теперь непосредственно об этапах работы, которые выполняются самостоятельно:
- после того, как валы заказаны, приступают к изготовлению основания под самодельный трубогиб. Для него подойдет толстая металлическая пластина (не менее 10 мм) квадратной формы. Для крепления основы к столу необходимо просверлить четыре отверстия по углам пластины, либо же приварить к металлическому столбу, замурованному в пол;
- по центру пластины с помощью сварки крепят штифт такого же диаметра, как и малый тройной вал;
- следующим этапом необходимо изготовить поворотный механизм. Для этого три металлические пластины сваривают в виде буквы П (ширина пластин более 50 мм), причем высота конструкции зависит от диаметров большого и малого вала: в этой высоте должны поместиться полностью подвижный шкив и половина стационарного;
- для монтирования валов потребуется просверлить несколько отверстий. Ножки буквы П находятся на расстоянии друг от друга, чуть большем, чем высота валов. К верхней планке конструкции приваривают ручку, длиной около 25 см, на которую впоследствии надевают трубку-рычаг;
- большой штифт монтируется в первую очередь и закрепляется шплинтами за пластиной в виде буквы П, а малый вал надевают вместе со всей конструкцией;
- для оборудования стопора трубы к станине приваривают еще один штифт, установленный вертикально. Он будет служить в качестве упора.
После того, как самодельный трубогиб собран, необходимо провести испытания.
Для этого лучше всего использовать остатки гофры, а не новый материал.
- Если нужно согнуть трубу без сплющивания места изгиба, то ее заполняют песком.
- Тонкостенные изделия легко гнутся холодными, а дюймовые лучше разогреть.
Облегченные модели трубогибов
Существует несколько способов изготовить более простой конструкционно самодельный трубогиб. Для первого варианта устройства, с помощью которого можно легко согнуть стальные и алюминиевые трубы, понадобится деревянный шаблон, толщиною чуть больше, чем обрабатываемая гофра.
Для изготовления шаблона используют доски, которые выпиливают под наклоном. Это необходимо для того, чтобы сгибаемый материал не выскользнул за шаблон. Соединенные доски фиксируют на поверхности стола или на другом удобном основании. На нем же крепят и упор, с помощью которого будет производиться изгиб.
Обрабатываемый материал помещается между шаблоном и упором, затем медленно гнется с противоположного конца. Для облегчения работы можно воспользоваться рычагом, который вставляют либо в саму трубу, либо поверх нее. Не рекомендуется гнуть трубу в центре шаблона, поскольку можно ее поломать. Это наиболее простая конструкция трубогиба.
Второй способ похож на предыдущий, только в качестве шаблона используются металлические крючки, которые закрепляют поверх фанерного листа по линии предполагаемого изгиба. Преимущество данной конструкции заключается в том, что крючки можно переставлять для изменения радиуса трубы.
Преимущества и недостатки ручных трубогибов
Основные достоинства ручных устройств:
- Ручной трубогиб обладает небольшими габаритными размерами и весом. Гибка труб с их помощью возможна практически в любом месте: в мастерской, на дачном участке, в гараже или на строительной площадке. Как правило, необходимость в трубогибе для круглых труб возникает в тех местах, где прокладывают инженерные системы.
- Еще одно преимущество заключается в том, что с помощью таких устройств легко осуществляется гибка труб из мягкого металла или же тонкостенных изделий.
- Ручной агрегат достаточно мобилен: при необходимости его с легкостью можно перенести в любое место.
- С работой на ручном трубогибе справится даже самый неопытный пользователь: принцип его работы настолько прост, что не разобраться в нем просто невозможно.
Однако, наряду с достоинствами, существуют и недостатки использования подобного прибора. Один из наиболее важных: отсутствие возможности изогнуть трубу большого диаметра. Также затруднительной будет гибка толстостенной гофры.
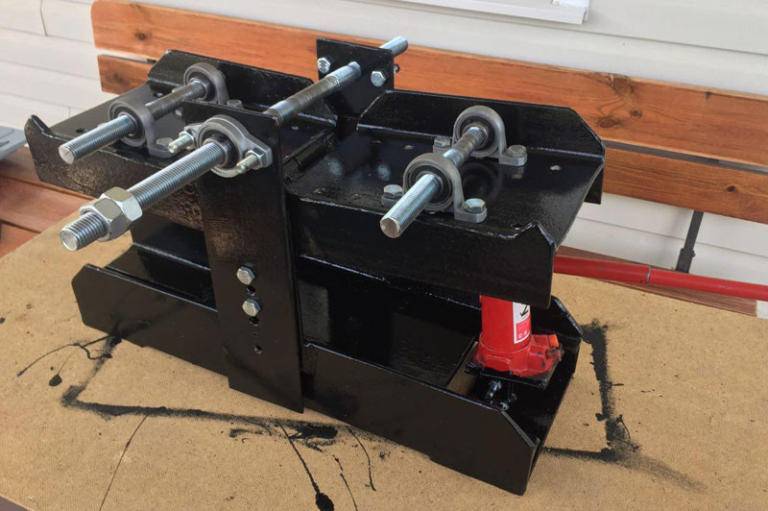
Самодельный гидравлический трубогиб
Гидравлические трубогибы имеют немало преимуществ по сравнению с ручными приспособлениями, но все они обуславливаются сложностью конструкции. Поскольку гидравлическое оборудование отличается сложностью, то и хлопот с его самостоятельной сборкой будет гораздо больше. Для сборки такого трубогиба потребуется прочная основа, п-образная металлическая деталь, вал, шкив, цепь и гидравлический шток.

Изготовление гидравлического самодельного трубогиба выглядит так:
- Первым делом нужно установить вал на основе;
- К одному торцу вала крепится шкив, а ко второму – цепь, после чего можно устанавливать следующий вал и соединять его цепью с первым;
- В нижней части конструкции нужно вырезать проем для движения штока;
- Далее устанавливается третий ролик, который и является основным элементом, изгибающим трубы;
- Вал третьего ролика устанавливается в пазах основы.
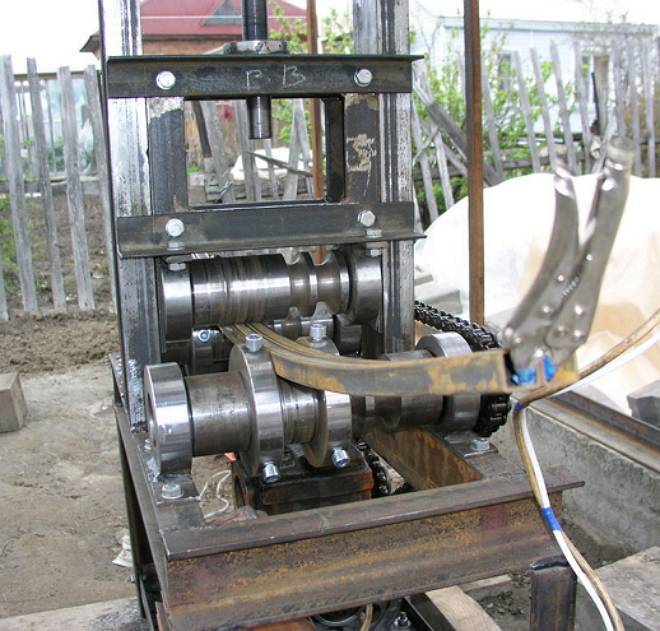
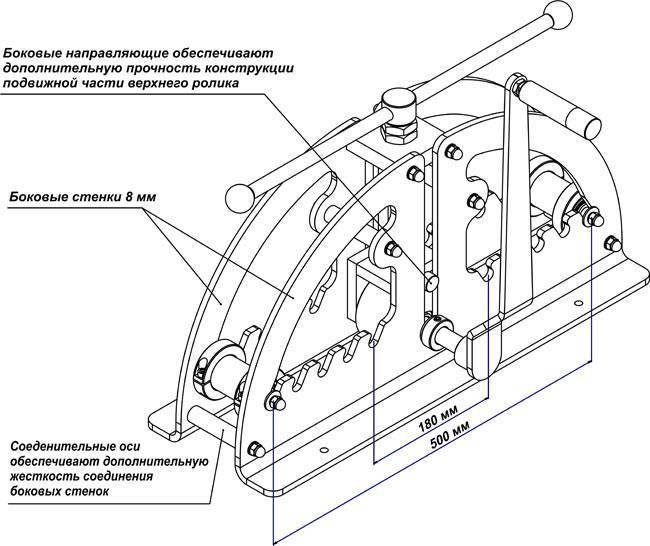
Трубогиб со средним подвижным роликом
Инструмент состоит из следующих деталей:
- Сварного корпуса, закрепляемого на ровной опоре или слесарном верстаке.
- Двух симметрично расположенных сменных роликов, профиль которых должен соответствовать внешним размерам заготовки.
- Среднего подвижного ролика, свободно вращающегося на оси.
- Направляющих.
- Ручного привода подвижного ролика. В качестве такого привода может быть, например, цепная или зубчатая передача.
- Рукоятки с рычагом.
Самым ответственным моментом является профилирование подвижного ролика трубогиба. Радиус закругления при переходе от боковой части стенки к торцевой (касается прямоугольных труб) должен быть на 0,2…0,5 мм больше, чем соответствующий параметр для заготовки. Если он больше – изгиб переходит в свободный с недопустимым искажением формы исходного сечения. Если меньше – происходит защемление участка сгиба, что увеличивает прикладываемое усилие и способствует складкообразованию.
При проектировании формы роликов важно помнить, что гибка должна выполняться в направлении минимального размера сечения, тогда изгибающий момент и, следовательно, энергозатраты снижаются. С этой же целью все оси вращения роликов трубогиба стоит изготовить с подшипниками.
Трубогиб из автомобильных ступиц
Найти достаточное количество роликов разного диаметра или сделать их самостоятельно достаточно сложно. Поэтому мастера часто используют ступицы от автомобиля.









Недостаток заключается в массивности инструмента, но он получается более универсальным, надёжным и устойчивым. Может использоваться для гибки профиля с толстыми стенками.
Конструкция состоит из:
- 3 ступиц. 2 должны перемещаться, последняя фиксируется жёстко вдоль оси приспособления.
- 2 оси приваренные оси небольшой длины.
- Поворотный механизм для регулирования расстояния между ступицами.
- Направляющая по оси. Можно применить швеллер.
- Ограничительные элементы.
- Внутренний швеллер, использующийся как направляющий. Должен иметь ограничители.
- Поворотная рукоять.
Трубогибы – конструкция и разновидности
Если для изготовления конструкции необходимо согнуть профильную трубу по радиусу, то с этим легко справится трубогиб, с помощью которого можно сделать изгиб до угла в 180 градусов. Это устройство способно изменить конфигурацию труб из нержавейки, металлопластика, алюминия. При этом изгиб производится по требуемым размерам и форме.
Конструкция трубогиба
Конструкция такого инструмента зависит от его разновидности. Однако обязательными элементами являются:
- гидроцилиндр – основная часть станка, выполняющая силовую функцию;
- открытая или закрытая рама;
- два трубных упора;
- нижняя и верхняя планки;
- нагнетательное устройство, рукоятка и перепускной клапан, расположенные на задней части корпуса конструкции;
- выдвижной шток, который обеспечивает гибочное усилие трубогиба;
- пружина, с помощью которой выдвижной шток возвращается назад;
- цапфа или упор конструкции, концы которой вставляются в отверстия на планках.
Сверху основной части станка может быть расположена проверка для уровня и пробка для заливки масла. На резьбовую часть инструмента наворачиваются планки установки, которые являются сварной конструкцией. Нижняя планка крепится фиксирующей гайкой, а верхняя прижимается двумя винтами и замком.
Для установки опор на поперечных пластинах устройства предусмотрены специальные отверстия. Снизу трубогиба имеются резьбовые отверстия для установочных болтов, которые регулируются по высоте.
Изгибаемая труба на такой конструкции располагается на ручье, который расположен в середине ее упора. Обеспечивающие сгибание сегменты должны быть изготовлены из стального точного литья.
На сегодняшний день все чаще для изготовления различных сооружений используются имеющие тонкую стенку профильные трубы. Поэтому конструкционный чертеж трубогиба для таких заготовок несколько отличается. Чтобы во время изгиба трубы не произошла деформация ее поперечного сечения, ролики по профилю следует выбирать такого же сечения, что и изделие.
Разновидности трубогибов
Имеющиеся в продаже профессиональные устройства для гибки труб могут иметь ручной, электрический или гидравлический привод.
самыми удобными считаются электромеханические инструменты
Конструкция с ручным приводом применяется для гибки труб небольшого диаметра.
Оснащенные гидроприводом трубогибы способны изогнуть заготовку, диаметр которой может быть до трех дюймов. Поэтому предназначен такой инструмент для выполнения масштабных работ.
Кроме этого, трубогибы могут различаться по способу воздействия на изделие, с помощью которого оно будет изогнуто. К таким способам относится:
- Арбалетный метод, при котором труба опирается на два стационарных ролика и гнется между упорами под воздействием расположенного на штоке шаблона.
- Намотка – при таком способе изгиба заготовка сначала приживается к ролику конструкции. Затем в точке гиба ставится упор. Ролик начинает вращаться и наматывать трубу между собой и упором. При этом шаблон и изделие подвижны.
- Обкатка является самым простым способом изгиба трубы. На таком устройстве шаблон неподвижен. Труба просто зажимается, а прижимной ролик перемещается и гнет трубу вокруг шаблона.
- Метод прокатки или вальцовки подразумевает собой использование трех вращающихся роликов. Один из них является центральным, а два опорными. На заготовку давит центральный ролик, поэтому относительно опорных элементов он должен быть установлен в соответствии с необходимым радиусом изделия.
давление от штока передается на заготовку в верхней точке шаблона
Практически не имеет недостатков метод прокатки. Именно вальцовкой в заводских условиях изготавливаются стальные отводы. Этим же способом намного легче и эффективнее делать изгиб профильных труб.
Изготовление ручной роликовой модели
Изготовление ручного трубогиба своими руками производится из одних стальных деталей без использования особых механических приспособлений. Это устройство предназначено для локального изгиба трубы. Для деформирования профиля используется прямое ручное усилие, поэтому трубогиб должен быть оснащен длинным и прочным рычагом.
Далее будет рассмотрен процесс изготовления двухроликового трубогиба, крепящегося к опорной станине. Размеры инструмента могут отличаться от предложенных, в зависимости от потребностей и материалов.
Необходимые материалы и инструменты
Деформация труб – трудоемкий процесс, для которого необходимы хорошие и прочные материалы, иначе вместо профиля можно погнуть сам рабочий инструмент.
Для изготовления механического ручного радиального трубогиба понадобятся:
- Сварочный аппарат.
- Два ролика из прочной стали (например, марки 1045), которые прошли предварительную токарную обработку. Диаметр большего – 100 мм, а меньшего – 60 мм. Оба толщиной 35 мм и радиусом наружной полости 0,5 дюйма.
- Стальная труба диаметром не менее 1,5 дюймов с толстой стенкой (минимум 3 мм). Она будет служить рычагом, поэтому минимальная её длина 1,5 метра.
- Четыре стальные полоски размером 15 х 6 см и толщиной 4-5 мм для фиксации основания трубогиба в тисках, опоры трубы и изготовления ручки. Также понадобится 20-25 см стальной пластины шириной 60 мм и толщиной 3 мм.
- Два болта: первый диаметром 0,75 дюйма и длиной 60 мм для большого ролика, а второй диаметром 0,5 дюйма и длиной 40 мм для маленького ролика.
- Стальная пластина 300 х 300 мм и толщиной минимум 3 мм.
- Тиски.
В процессе работы могут понадобиться и другие общехозяйственные инструменты: молоток, пилки, наждачная бумага, линейка и т.п. Вышеуказанные ролики предназначены исключительно для труб диаметром 1 дюйм, но исключив из них углубление по окружности, можно получить универсальный инструмент для изгиба металлического профиля.








Процесс изготовления трубогиба
Когда все необходимые детали и инструменты собраны в одном месте, можно приступать непосредственно к изготовлению трубогиба:
- Приготовить чертеж с разметкой расположения основных элементов.
- Проверить совместимость отверстий в роликах диаметру болтов.
- Просверлить в двух металлических планках по два отверстия диаметром 0,5 и 0,75 дюймов. Расстояние между осями отверстий должно быть ровно 80 мм (сумма радиусов обеих роликов).
- Сделать в опорной станине отверстие в центре диаметром 0,75 дюйма. Вставить в него соответствующий болт, не высовывая его с обратной стороны. Приварить болт к металлической пластине.
- Взять просверленные металлические пластины размером 15х6 см, 0,5-дюймовый болт, меньший ролик, полоску стали 35 х 60 мм и сварить из них конструкцию в виде буквы «П», предварительно вставив болт с надетым роликом в соответствующие отверстия.
- Приварить концы болта к металлическим планкам. Должна получиться своеобразная рогатина с отверстием большего диаметра ближе к открытому краю.
- К основанию получившейся рогатины нужно приварить трубу-ручку.
- Приварить опорную планку для трубы на металлическую станину. Расстояние от линии планки до оси центрального болта должно равняться радиусу большого ролика плюс 0,5 дюйма.
- Приварить внизу станины планку 15 х 6 см для фиксации в тисках.
- Вставить в рогатину большой ролик, насадить конструкцию на центральный болт и накрутить сверху гайку.
- Зажать трубогиб в тисках и провести первые испытания.
Важные нюансы изготовления:
Галерея изображений
Фото из
Материалы для ручного трубогиба
Вкрученный и приваренный центральный болт
Приваривание болта к П-образной конструкции
Формирование опорной планки на основании
Приваренная снизу основания фиксирующая планка
Насаживание рогатины на центральный винт
Вид роликового трубогиба сбоку
Покрашенный готовый роликовый трубогиб
Слабым местом во всей получившейся конструкции являются сварочные швы, поэтому им в процессе изготовления трубогиба уделяется особое внимание
Как устроен трубогиб?
Конкретная конструкция приспособления зависит, прежде всего, от его предназначения, однако в обязательном порядке трубогиб включает в себя:
раму; пару трубных упоров; гидроцилиндр; планки (верхняя/нижняя).
Заметим также, что рама может быть как открытой, так и закрытой. Что касается гидроцилиндра, то он – это главная часть приспособления, которая выполняет силовую функцию.
Также в схеме трубогиба своими руками присутствует нагнетательное устройство, которое размещается на тыльной части корпуса; в этом же месте располагается винт перепускного клапана, рукоятка. А вот сверху цилиндра имеется пробка, посредством которой внутрь заливается масло и проверяется его уровень. Размещенная внизу планка агрегата накручивается на резьбу, находящуюся спереди корпуса, а затем прижимается специальной фиксирующей гайкой. Дополнительно планка крепится замком и парой винтов.

Для ручного усиления применяется выдвижной шток, возвращающийся назад благодаря пружине, которая располагается в цилиндре. Планки трубогиба выполнены как сварная конструкция. На поперечных пластинах имеются отверстия, посредством которых устанавливаются упоры. В нижней части корпуса есть еще резьбовые отверстия для установочных болтов, регулируемые по высоте.
Рассматривая трубогиб своими руками, нельзя не отметить тот факт, что профильные трубы с тонкими стенками пользуются в последние годы все большей популярностью, более того, они дают возможность создавать долговечные и привлекательные конструкции, а также экономить на строительных работах. Именно из таких труб сегодня делают теплицы, различные навесы. Чем же отличается профильная труба от обыкновенной? Прежде всего, поперечным сечением, которое в данном случае не круглое, а овальное, прямоугольное либо квадратное. Именно этим и объясняются конструктивные особенности трубогиба для данного типа труб – ролики должны быть такого же сечения, что и сгибаемые изделия, в противном случае сечение последних может быть деформировано.
Виды и особенности конструкции профилегибов
Станки, способные придавать изгиб профильным трубам, отличаются по конструкции от обычных инструментов. Профильные материалы обладают повышенной прочностью. Соответственно, для того чтобы их согнуть, необходимо приложить больше усилий.










Кроме того, обычно изгиб профильной трубы обладает большим радиусом. В связи с этим конструкция профилегиба включает в себя три ролика. Из них, в зависимости от предпочтений мастера, подвижным может быть:
- левый ролик;
- средний ролик;
- правый ролик.
Ролик для трубогиба
В случае если подвижным является средний ролик, крайние элементы крепятся к корпусу неподвижно. Они слегка приподнимаются над плоскостью основания. В случае если подвижным является один из крайних роликов, то он движется вместе с основанием. Другие в это время остаются недвижимыми.
Принцип действия такого инструмента достаточно прост и основывается на холодном прокате. Профильная труба помещается между трема валами. Давление, которое сгибает металл, создается центральным, средним роликом. Если трубу необходимо согнуть только на одном конкретном участке, необходимо использовать специальный точечный станок. Прокатный станок позволяет получить арочный профиль.
В зависимости от того, за счет приложения какой силы работает станок, выделяют следующие виды профилегибов:
- механический. Изгиб создается за счет ручного давления;
- гидравлический. Дополнительно применяется гидравлический домкрат, при помощи которого и создается давление;
- электрический. Станок оснащен электродвигателем, который создает сгибающее усилие;
- электрогидравлический. Электродвигатель приводит в действие гидроцилиндр.
Если станок предназначен для труб небольшого сечения, подойдет инструмент с ручной протяжкой. В противном случае протянуть профиль будет невозможно без специальных приспособлений (к примеру, электродвигателя).
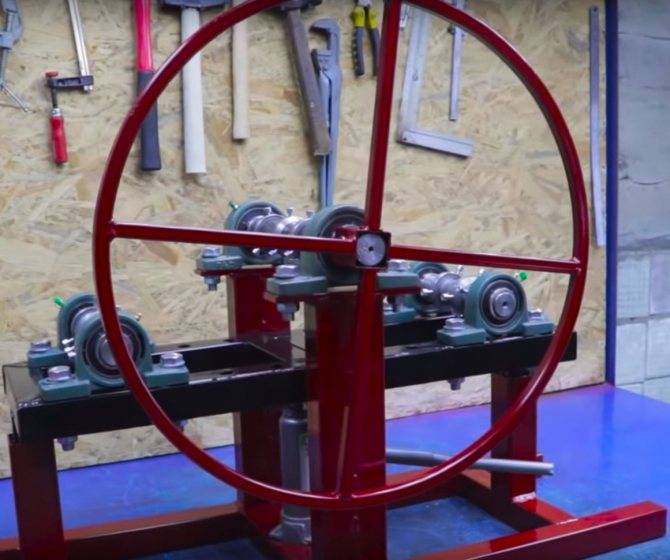
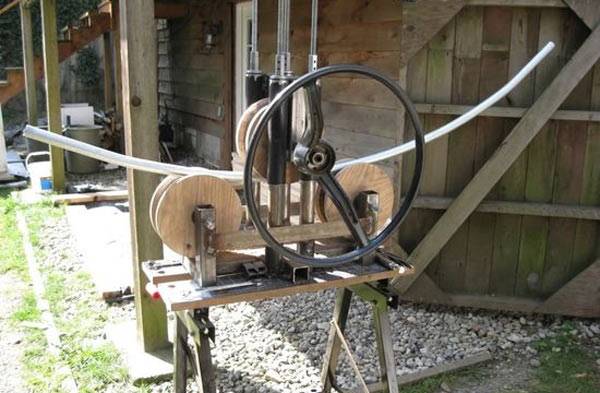
Изготовление улиткового трубогиба
Собирать трубогиб следует четко по схеме. Ознакомьтесь с фото трубогиба, выполненного своими руками, и разными вариантами чертежей. Подберите подходящую схему и при необходимости скорректируйте размеры.
Далее следуйте данной инструкции:
- Сварите станину из швеллеров (можно заменить толстой стальной пластиной или 1 швеллером достаточной ширины).
- Смонтируйте подшипники на валы, которые затем приварите к станине.
- Наденьте звезды на валы и смонтируйте на них цепь.
- Вырежьте направляющие для механизма прижима и приварите на станину.
- Смонтируйте подшипники на вал прижима и соберите пресс-механизм. В качестве боковых ограничителей применяйте швеллеры или толстые стальные полоски.
- Изготовьте основу под втулку и приварите ее к конструкции. Завинтите винт прижима.
- К верхнему концу винта и валу приварите трубчатый вороток.
- Смажьте подшипники и проверьте работу механизма.
После монтажа рекомендуется покрасить механизм, чтобы предотвратить развитие коррозии. Для упрощения работы можно установить пружину, возвращающую пресс в исходное положение.
Электрический привод
Чтобы пропустить заготовку через станок с помощью механической ручки, потребуется приложить немало усилий. Поэтому механизация ручного труда – цель вполне обоснованная.
Гнуть трубы «с чашкой кофе в руках» поможет подходящий электродвигатель и небольшой механический редуктор. Эти устройства устанавливаются на раму трубогибочного станка в соответствии с подготовленными чертежами. Ведущую звездочку, установленную на валу редуктора, можно соединить с опорными валами металлической цепью (например, от ГРМ легкового автомобиля).
Человек
Лет 15 валялась в гараже электроталь на 380В, все думал, куда ее приспособить. Весит 40 кг, а поднимает – до 500 кг. Давно уже купил маленькую таль, которая при весе 8 кг поднимает столько же. Так вот: разобрал, удалил все лишнее, после чего получился электродвигатель и редуктор в одном флаконе. Весит это хозяйство 6–7 кг.
Мы рассмотрели основные элементы трубогибочного станка, который при желании и определенной смекалке вполне можно изготовить самостоятельно. В заключение статьи поговорим о том, как правильно использовать это оборудование, чтобы не испортить заготовку.





