

Технология и режимы сварки
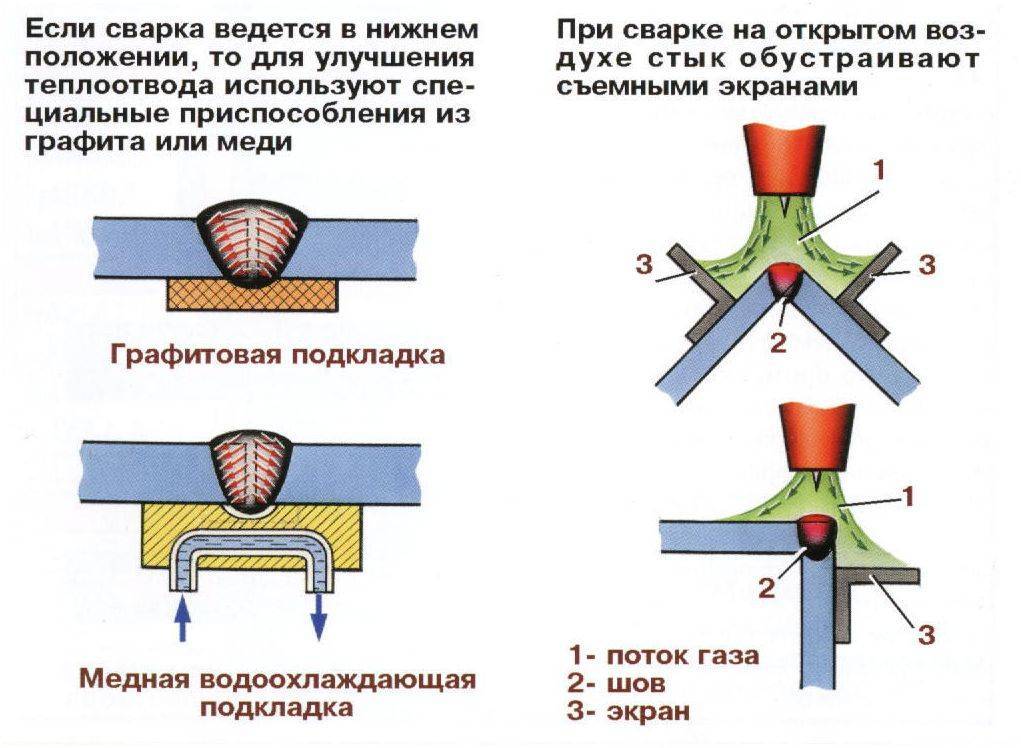
Ручную сварку титана и его сплавов проводят электродами из вольфрама постоянным током обратной полярности. В ходе работ применяют оснастку и дополнительные приспособления, обеспечивающие защиту рабочей зоны и нагретой области, прилегающей к шву, и значительных отрезком остывающего шовного материала. Это специальные удлиненные насадки с соплами для подачи инертных газов, козырьки, перфорированные подкладные пластины с подачей газа и т.д. При соединении трубопроводов трубы заполняют защитным газом изнутри.
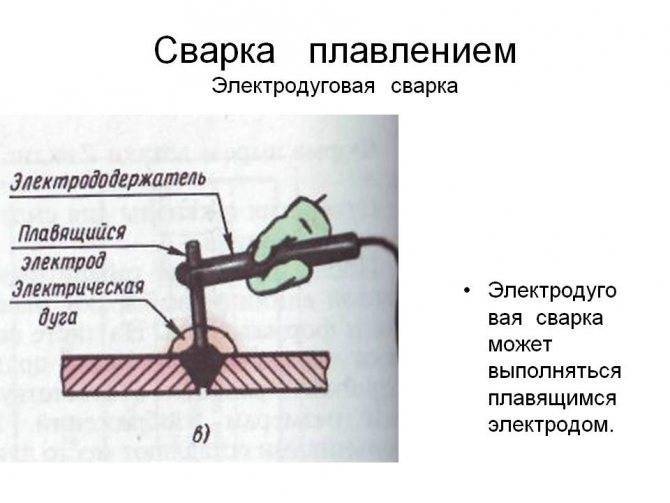
Ручная дуговая сварка
Ручная аргонодуговая сварка чаще всего применяется при изготовлении уникальных изделий или в мелкосерийном производстве, а также при выполнении работ высокой сложности, на которые не получается запрограммировать автомат.
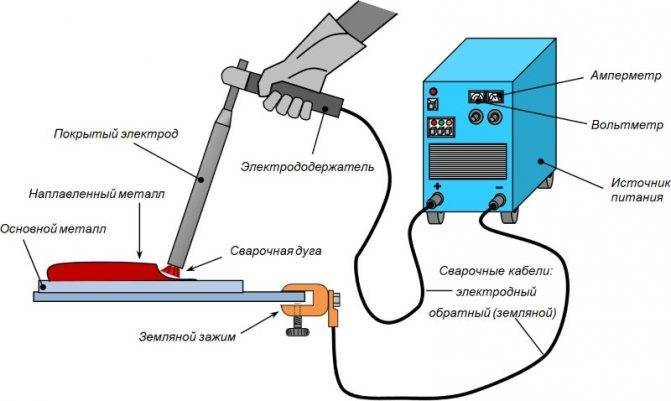
Ручная дуговая сварка
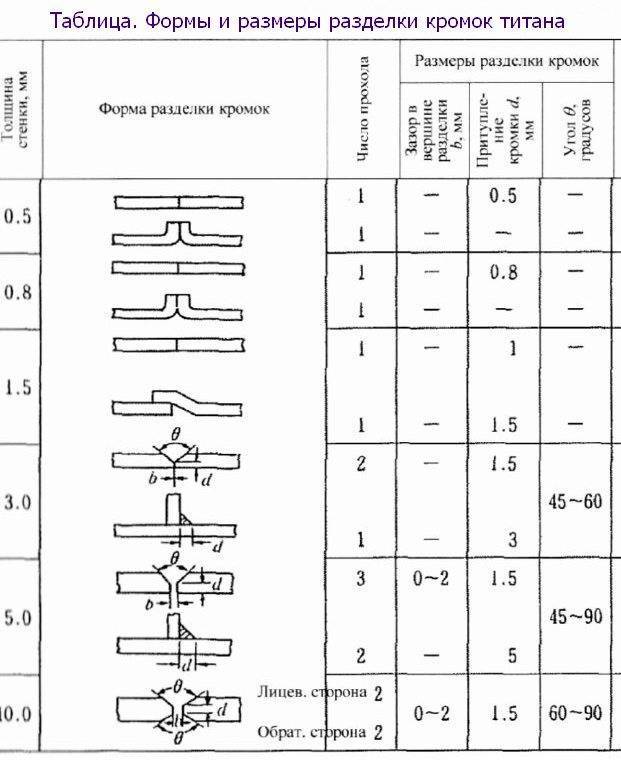
При толщине листа до 3 мм зазор следует выставлять от полмиллиметра до полутора, и сваривать можно без добавления присадочной проволоки. При использовании 1,5-миллиметрового электрода и 2-миллиетровой присадочной проволоки сварочный ток для листов толщиной 2 миллиметра выбирают около 100 ампер, а для листов в 3-4 мм — ток увеличивают до 140 ампер.
Электрод ведут прямо, без колебаний, а наклонен он должен быть вперед по ходу шва. Если используется присадочная проволока, то она должна подаваться непрерывно, а электрод ставится перпендикулярно к заготовке.
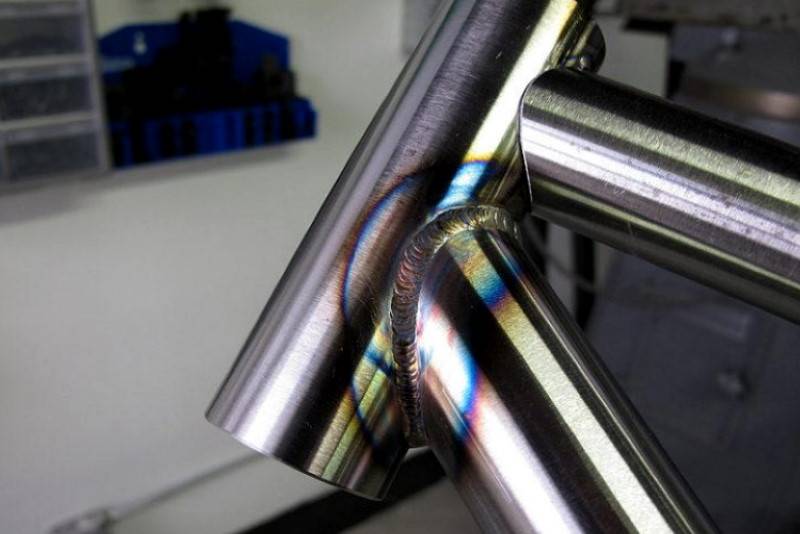
После завершения шва и отключения электродуги требуется подавать защитные газы еще как минимум полторы — две минуты, чтобы дать возможность последнему участку шва и околошовной зоны остыть до 400 °С. Такая защита препятствует образованию окислов. Окислившийся шов легко отличим по цвету:
- высококачественный шов — желтый (соломенный);
- окислившийся – серо- черный, с переходом в синеву.
Автоматическая сварка
Автоматическая сварка проводится электродами из вольфрама с применением постоянного тока.
Если используется неплавкий электрод, то рекомендуется применять прямую полярность. Рекомендованный диаметр сопел горелки, подающих защитный газ, должен быть в пределах 12-15 мм.
Розжиг и гашение дуги выполняют не на самой детали, а на расположенных рядом с началом шва планках. Это связано с тем, что в начале и конце работы дуги в ходе переходных процессов возможны броски напряжения, могущие вызвать проплавление основной детали.
Режимы аргонодуговой сварки титана
При сварке титана аргоном работают с металлом толщиной от 0,8 до 3 миллиметров.
Параметры сварки зависят от толщины листа:
- Диаметр электрода 1 -3 мм;
- напряжение 80-130 вольт;
- сила тока 45-220 А;
- скорость ведения электрода 18-22 метров в час;
- расход газа в горелке 6-12 литров в минуту;
- расход в подкладной пластине 3-4 литра в минуту.
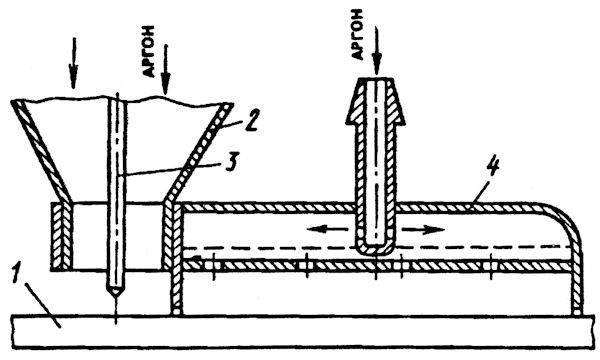
Режимы сварки титана под флюсом
При этом методе линия шва посыпается толстым слоем флюсового порошка. Облако инертных газов образуется по мере сгорания флюсового порошка в пламени электродуги и прикрывает как сварочную ванну, так и околошовное пространство.

Схема сварки под флюсом
Метод позволяет работать с более толстыми деталями – до 5 мм для стыковых и угловых соединений, а при сварке внахлест — только до 3 мм. Ток при этом используется от 250 до 330 ампер, рабочее напряжение — 24-38 вольт. Данный метод обеспечивает повышенную скорость сварки — от 40 до 50 метров в час (почти метр в минуту).
Электрошлаковая сварка титановых сплавов
Этот способ применяется реже, но позволяет достигнуть высокой эффективности при соединении заготовок из титановых сплавов с добавлением алюминия и олова. Метод весьма энергоемкий, применяются трехфазные сварочные источники. Сварочные токи достигают полутора тысяч ампер.
Применяются пластинчатые электроды сечением 12×60 мм. Они позволяют получить высококачественный шов, причем шовный материал по своим основным механическим параметрам близок к материалу деталей.
Для прессованных из титана деталей проводят сварку круглыми 8-миллиметровыми электродами. При этом не удается достигнуть столь же высоких прочностных показателей, как для пластинчатых.

При работе данным методом не рекомендуется использовать плавкие электроды из легированных сплавов, ввиду чрезмерного насыщения прессованного материала сварочными газами.
Контактная сварка титана
При контактной сварке электроды не используются для разжигания дуги, их назначение — только подвести электрический ток к рабочей зоне. Дуга разжигается непосредственно между небольшими зонами деталей, сближаемых между собой под давлением электродов. Метод применяется для сварки относительно тонких листов проката в ходе изготовления сосудов, корпусов и т.п.



ГАЗОВАЯ ЗАЩИТА СВАРОЧНОЙ ВАННЫ
Существуют три варианта защиты:
- струйная с использованием специальных приспособлений
- местная в герметичных камерах малого объема
- общая в камерах с контролируемой атмосферой (ВКС-1, ВУАС-1, УСБ-1)
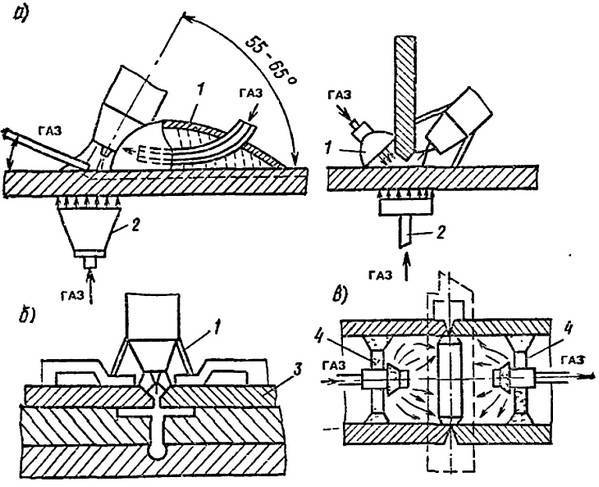
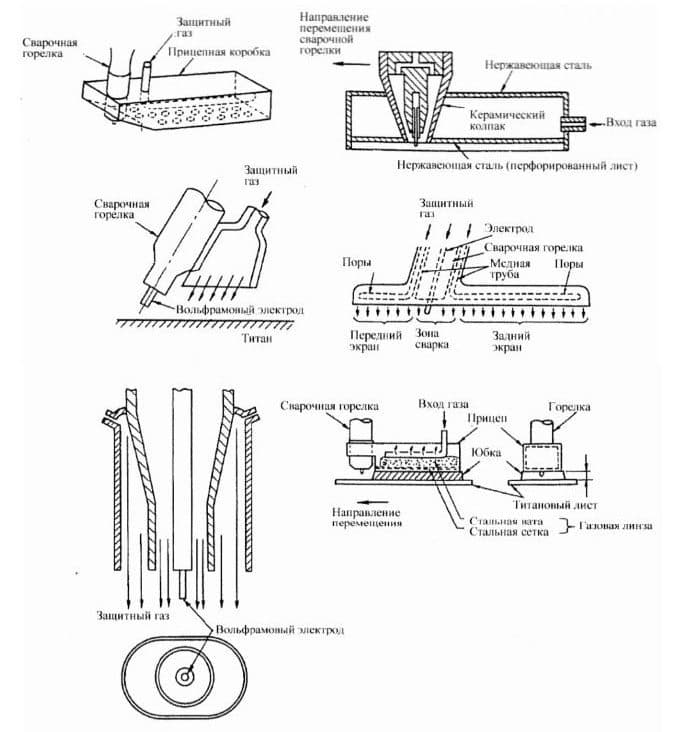
При аргонодуговой сварке титана W-электродом следует применять сварочные горелки с возможно большим газовым соплом, создающим обширную зону защиты. Поток аргона через сопло должен быть ламинарным, что достигается газовыми линзами, установленными внутри сопла. Расход газа в зависимости от режима сварки колеблется от 8 до 20 л/мин. Если сопло горелки не гарантирует надежной защиты, то его дополняют специальной насадкой, коробом или другим приспособлением. Дополнительные защитные устройства изготавливают из нержавеющей стали. Внутри имеются рассекатели и газовые линзы. Насадка, прикрепляемая к газовой горелке для защиты кристаллизующейся сварочной ванны, должна иметь ширину 40-50 мм и длину от 60-120 мм в зависимости от режима сварки. Для сварки трубчатых конструкций, кольцевых поворотных и неповоротных стыков применяют местные или малогабаритные защитные камеры.
1- дополнительная насадка; 2 — газовая линза
Качество защиты определяют по внешнему виду металла шва. Серебристая или соломенного цвета поверхность шва свидетельствует о хорошей защите. Желто-голубой цвет указывает на нарушение защиты, хотя в отдельных случаях такие швы считаются допустимыми. Темно-синий или синевато-серый цвет с пятнами серого налета характеризует низкое качество шва.
https://youtube.com/watch?v=AgnuYc3kbHE
Предварительная подготовка
Титан, в отличии от других металлов, весьма требовательный к чистоте поверхности перед сваркой. Поэтому предварительная подготовка при аргонодуговой сварке играет первоочередную роль. Чтобы получить более крепкий, красивый сварочный шов, потребуется внимательно изучить несколько простых правил. Для начала объязательно обезжиривайте поверхность металла, ведь титан, его сплавы, а также некоторые другие металлы отрицательно реагируют даже на жировые выделения рук. Кроме того, при очистке и обработке металла лучше всего носить безворсовые перчатки, не забывайте об этом. Небольшие жирные пятна могут негативно повлиять на качество сварного шва. То же самое касается и чистоты перчаток, краг. Теперь обратимся непосредственно к обработке, предварительно обсудив вопрос безопасности.
Опасности при подготовке
Ацетон является весьма популярным растворителем для обезжиривания металлических поверхностей. Но при этом данное вещество весьма токсично. Во-первых, ацетон неприятный на запах и весьма опасен. Он относится к четвертому классу опасности для организма человека. Вдыхание умеренных и высоких концентраций ацетона в течении коротких промежутков времени может вызвать раздражение глаз, носа, горла, легких. Кроме того, это вещество провоцирует увеличение частоты пульса, головные боли, тошноту, рвоту. В особо сложных случаях возможна клиническая кома. Во-вторых, есть более безопасные и не менее эффективные средства для подготовки поверхности сварного шва. Сварщики с многолетним стажем работ рекомендуют использовать для таких целей денатурированный спирт. Он наносится на металл посредством безворсовой ткани. Денатурат – это в основном чистый спирт с добавками, которые делают его вкус весьма ужасным. Другие добавки, входящие в состав, вызывают рвоту, что предотвращает пьяницам употреблять денатурат (так как он может привести к слепоте). Сварка титана аргоном требует очистки металла от окиси. Для этого используют щетку из нержавеющей стали. Она должна использоваться только для титана. Сварщики-профессионалы стараются держать такие щетки в отдельном контейнере. Благодаря этому они остаются чистыми. Если нет специально отведенного контейнера, можно просто пометить любой другой.
Защитный газ
Титан весьма чувствителен к другим газам и характеризуется высокой химической активностью. Из-за этого при сварке требуется использовать чистые инертные газы.
Применяя аргон в качестве защитного газа, мы получаем более глубокий провар, относительно узкую зону температурного влияния на основной металл.
Если использовать гелий, то переходная зона между швом и основным металлом будет более плавным. Данный газ дает больше тепла, повышая производительность работ при сварке деталей со средней и большой толщиной. В отличии от аргона, гелий имеет расход в 1.5 – 2 раза больше. Иногда может использоваться смесь этих защитных газов. Они могут обеспечить дополнительные преимущества.
Сварка титана аргоном — технология TIG сварки
Хорошие результаты при сварке титана можно получить лишь соблюдая чистоту поверхности свариваемых деталей (кромок) и самого присадочного металла. Кроме того, требуется правильная настройка, подбор соответствующих параметров сварочного аппарата. Неправильная техника сварки практически во 100% случаев будет сопровождаться появлением сварных дефектов. Предварительно, перед началом работ, выполните продувку самой горелки, прочистите ее и защитную насадку. Не забывайте про подкладки, применяемые для обратной стороны сварного шва. Они дают возможность проверить остался ли еще воздух в системе.
Обычно сварка титана аргоном не требует предварительного нагрева. В случае, если есть подозрения на влажность металла, наличие конденсата — стоит обязательно сделать нагрев (до 70 °C).
Для зажигания дуги при TIG сварке титана лучше всего применять высокочастотное зажигание. Сама длина сварочной дуги в случае с применением присадочной проволоки составляет 1 -1.5 сечения электрода. Если присадки нет, то длина дуги должна быть равна диаметру используемого вольфрамового электрода.Не забывайте, царапины, которые могут получиться от касания вольфрамовых электродов к металлу при сварке, могут сохранять частицы вольфрама. Затухание дуги при завершении работ должно быть постепенным. Другими словами, плавно понижать ток. Защита сварного шва, околошовной зоны проводится и после выключения дуги, доведя температуру ниже 427 °C.
Возможные дефекты
При сварке титана, если она не производится лазером, возможны дефекты. Согласно ГОСТ, дефекты появляются из-за несоблюдения технических условий, нарушения технологии, после чего конструкция становится непригодной.
По ГОСТ дефекты бывают следующих видов:
- трещины;
- поры;
- твердые образования;
- несплавления;
- неправильный шов;
- иные дефекты.
Трещины-разрывы в шве или прилегающих местах, согласно ГОСТ, недопустимы, так как создается центр разрушения.
Образование разрывов объясняется высоким содержанием в расплавленном металле углерода, никеля, водорода, фосфора. При сварке лазером вероятность образования трещин сводится к нулю.
Для устранения трещин нужно засверлить концы дефекта, затем устранить трещину механическим путем и строжкой, после этого участок зачищается и заваривается.
Поры, согласно ГОСТ — это полости, заполненные газом. Образуются из-за высокого газообразования.









Место с порами нужно переварить, предварительно зачистив механическим путем, так как дефект ослабляет конструкцию.
Твердые включения по ГОСТ – это инородные металлические и неметаллические вещества в шве, снижающие прочность шва и концентрирующие напряжение, поэтому место с дефектом вырубают до здорового участка и удаляют строжкой, затем заваривают.
Видео:
Несплавления по ГОСТ — это отсутствие соединения между металлом и швом. Образуются при дуговой сварке из-за нерасплавления части кромки стыка.
Это может произойти, если неправильно выбрана форма угла, плохо зачищены кромки, неправильно выбран режим сварки. Такие дефекты снижают прочность шва. Место дефекта нужно вырубить, зачистить и вновь заварить.
Нарушение формы по ГОСТ — отклонение формы шва от установленных требований.
Причинами возникновения могут послужить колебания напряжения в сети, неправильный угол наклона и др. Последствием могут быть внутренние дефекты шва.
Для устранения место дефекта заваривается тонким швом электродом небольшого диаметра.
Возможные дефекты при сварке
Одним из самых серьезных дефектов является образование пор. Это газовые примеси в структуре металла, в формировании которых участвовал водород. Исключить этот изъян можно двумя условиями – выполнением качественной всесторонней зачистки перед сваркой и обеспечением эффективной защиты нагретого металла в процессе обработки. Еще одной проблемой может стать появление окислов, которые переходят от места создания шва к цельной структуре. Кстати, от этого недостатка полностью страхует холодная сварка титана. Отзывы самих пользователей свидетельствуют, что предотвратить этот дефект при термической обработке помогает именно долговременное поддержание газовой защиты аргона уже после завершения процесса. Индикатором для снятия защиты станет нормализация температуры шва.

Как подготавливают детали
Для сварки титана необходимо полностью изолировать свариваемые поверхности от атмосферы, поэтому, как правило, используют автоматическую или полуавтоматическую сварку.
Ручная сварка титана возможна, но только если используется специальная сварочная горелка с керамическим соплом, через которую на свариваемые участки подается под давлением инертный газ — аргон, который вытесняет воздух.
При этом обратная сторона шва должна быть изолирована от атмосферы плотно прилегающими стальными либо медными накладками. Для обеспечения наилучшего качества шва используют перфорированные накладки, в отверстия которых подается аргон.
В случае полуавтоматической или автоматической сварки она проводится в специальной капсуле, заполненной аргоном либо гелием. Сварка титановых труб может производиться без помещения трубы в защитную газовую среду целиком, но при этом сама труба должна быть герметизирована и заполнена аргоном изнутри.
Другим важным нюансом является зачистка и обезжиривание свариваемых поверхностей на 20 мм от линии стыка. Необходимо удалить оксидную пленку, которая всегда присутствует на поверхности титанового изделия.
Работать необходимо в перчатках, поскольку руки, даже чистые, могут оставить на кромке потожировые следы, которые приведут к ухудшению сварного шва.
Перед сваркой титан дополнительно подвергают травлению с использованием смеси соляной кислоты с водой и фторидом натрия — 350 мл HCl, 650 мл дистиллированной воды, 50 г фторида натрия. Температура травления — 60-65 °C, время — около 10 минут.
После травления титан подвергают тщательной шлифовке. Для механической обработки используют наждачную бумагу до № 12, проволочные щетки, шаберы. Необходимо удостовериться, что края свариваемых деталей ровные, на них отсутствуют заусенцы и трещины. Точно так же зачищается и присадочная проволока. Только после этого можно приступать к сварке титана.
Источники питания
Источник питания постоянного тока DC прямой полярности (DCSP) используется для TIG сварки титана. Для MIG сварки требуется источник тока обратной полярности (DCRP). На сварочной горелке должно быть дистанционное управление силой тока, чтобы не нарушать процесс сварки и контролировать охлаждение сварного шва при помощи защиты инертным сварочным газом. Желательной характеристикой аппарата для TIG сварки титана является ножная педаль управления током, высокочастотным зажиганием и таймерами защитного газа, для предварительного и окончательного продува.


Первичная защита расплавленной сварочной ванны
Первичная защита обеспечивается правильным выбором сварочной горелки. Горелки для аргонодуговой TIG сварки титана и его сплавов должны быть оснащены большим (18-25 мм) керамическим соплом и газовой линзой.
Сопло должно обеспечивать адекватную защиту для всей расплавленной сварочной ванны. Газовая линза обеспечивает равномерный, не турбулентный поток инертного газа.
Как правило, для первичной защиты используется аргон из-за его лучших характеристик стабильности дуги. Аргонно-гелиевые смеси могут быть использованы при более высоком напряжении и для большего проникновения в металл.
Определение расхода и эффективность сварочного газа для первичной защиты должны быть проверены до начала сварочных работ на отдельной титановой пластине. Незагрязненные, т.е. защищенные сварные швы должны быть яркие и серебристые по внешнему виду.
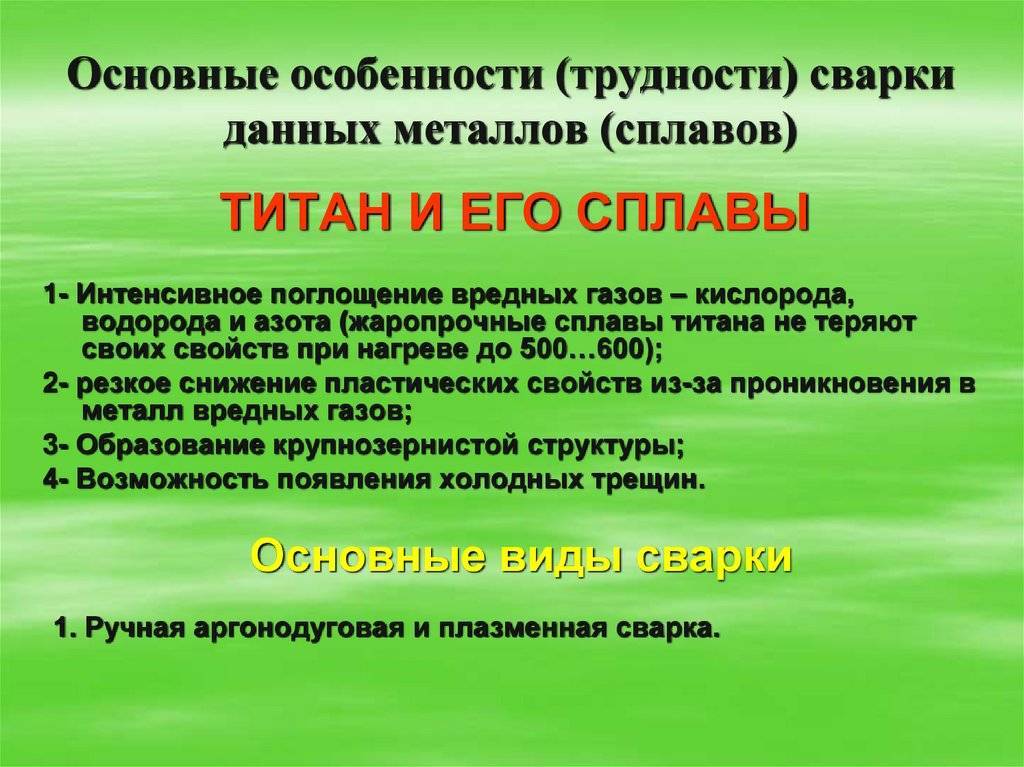
Особенности сварки
Основная трудность сварки титана — это необходимость надежной защиты металла, нагреваемого выше температуры 400 °C, от воздуха, так как на его поверхности под действием воздуха образуется оксидная плёнка. Металл обладает высокой химической активностью по отношению к кислороду, азоту и водороду при его нагреве и расплавлении. Водород в небольшом количестве сильно ухудшает свойства титана.
К основным способам сварки титана и его сплавов относятся:
- дуговая сварка в среде инертных газов неплавящимся или плавящимся электродом;
- дуговая сварка титана под флюсом;
- электрошлаковая сварка;
- электронно-лучевая сварка;
- контактная сварка.
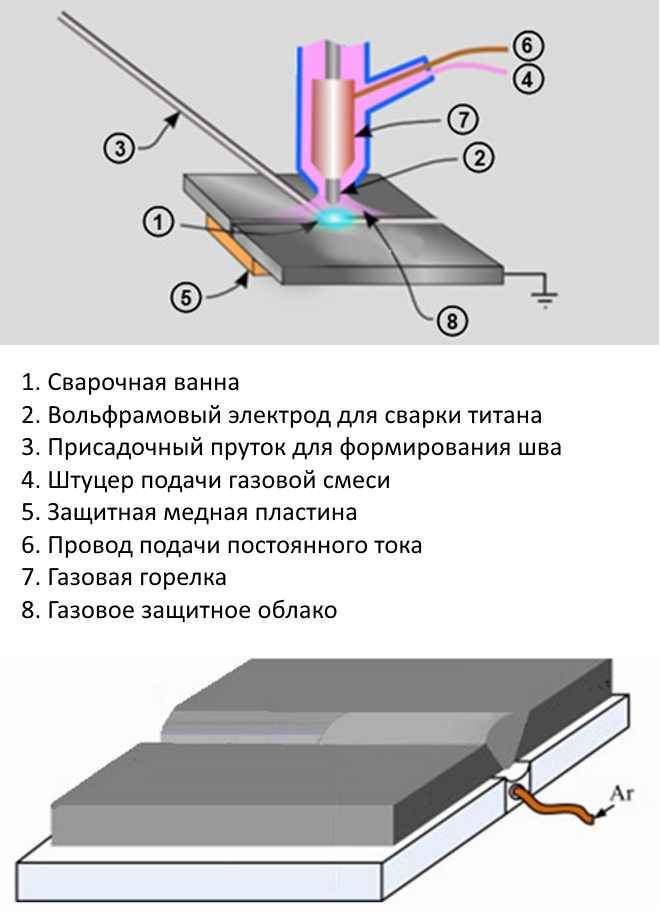
Дуговая сварка титана проводится в среде газа аргона или в его смесях с гелием. Сварку производят под местной защитой. Газ проходит через сопло горелки с насадками, увеличивающими зону защиты. С обратной стороны стыка свариваемых деталей устанавливают медные подкладные планки с канавкой, по длине которой равномерно подают аргон. При сложной конструкции деталей сварка проходит с общей защитой в специальных камерах с контролируемой атмосферой. Камеры могут представлять собой камеры-насадки для защиты части свариваемого узла, жесткие камеры из металла или мягкие камеры, сделанные из ткани и имеющими смотровые окна и встроенные рукавицы для рук сварщика. В камеры помещаются свариваемые детали, сварочная оснастка и горелка. Для крупных узлов применяют большие металлические камеры объёмом до 350 м3, в них устанавливают сварочные автоматы и манипуляторы. Из камеры откачивается воздух, она наполняются аргоном, через шлюзы в камеры входят сварщики в скафандрах и проводят сварку.
Титановые сплавы из-за высокой химической активности сваривают дуговой сваркой в инертных газах неплавящимся и плавящимся электродом, дуговой сваркой под флюсом, электронным лучом, электрошлаковой и контактной сваркой. Расплавленный титан жидкотекуч, его шов хорошо формируется при всех способах сварки.
Дуговую сварку титановых сплавов выполняют плавящимся электродом (проволока диаметром от 1,2 до 2,0 мм) на постоянном электрическом токе обратной полярности в режимах, обеспечивающих мелкокапельный перенос электродного металла. Защитной средой при этом является смесь — 20 % аргона и 80 % гелия или чистый гелий. При этом увеличивается ширина шва и уменьшается его пористость.
Титановые сплавы можно также сваривать дуговой сваркой под бескислородными фтористыми флюсами сухой грануляции марки АНТ1, АНТЗ для толщины 2,5…8,0 мм и марки АНТ7 для толстого металла. Сварка ведётся с использованием электродной проволоки диаметром от 2,0 до 5,0 мм с вылетом электрода на 14 — 22 мм на медной подкладке или на флюсовой подушке. Структура металла сварного шва в результате модифицирующего действия флюса получается более мелкозернистой, чем при сварке титана в инертных газах.
Это интересно: Сварка нержавейки электродом — как выполнить качественный шов в домашних условиях?
Как подготавливают детали
Для сварки титана необходимо полностью изолировать свариваемые поверхности от атмосферы, поэтому, как правило, используют автоматическую или полуавтоматическую сварку. Ручная сварка титана возможна, но только если используется специальная сварочная горелка с керамическим соплом, через которую на свариваемые участки подается под давлением инертный газ — аргон, который вытесняет воздух.
При этом обратная сторона шва должна быть изолирована от атмосферы плотно прилегающими стальными либо медными накладками. Для обеспечения наилучшего качества шва используют перфорированные накладки, в отверстия которых подается аргон.
В случае полуавтоматической или автоматической сварки она проводится в специальной капсуле, заполненной аргоном либо гелием. Сварка титановых труб может производиться без помещения трубы в защитную газовую среду целиком, но при этом сама труба должна быть герметизирована и заполнена аргоном изнутри.
Другим важным нюансом является зачистка и обезжиривание свариваемых поверхностей на 20 мм от линии стыка. Необходимо удалить оксидную пленку, которая всегда присутствует на поверхности титанового изделия.
Работать необходимо в перчатках, поскольку руки, даже чистые, могут оставить на кромке потожировые следы, которые приведут к ухудшению сварного шва.
Перед сваркой титан дополнительно подвергают травлению с использованием смеси соляной кислоты с водой и фторидом натрия — 350 мл HCl, 650 мл дистиллированной воды, 50 г фторида натрия. Температура травления — 60-65 °C, время — около 10 минут.
После травления титан подвергают тщательной шлифовке. Для механической обработки используют наждачную бумагу до № 12, проволочные щетки, шаберы. Необходимо удостовериться, что края свариваемых деталей ровные, на них отсутствуют заусенцы и трещины. Точно так же зачищается и присадочная проволока. Только после этого можно приступать к сварке титана.
Как правильно подготовить детали для сварки титана аргоном
Сварка титана аргоном проводится при полной изоляции свариваемых поверхностей от атмосферы, поэтому чаще всего применяются автоматическая или полуавтоматическая технология.
Безусловно, ручная сварка этого металла возможна, но для нее используется специальная горелка с керамическим соплом: через нее под давлением подается инертный газ, аргон, который вытесняет воздух.
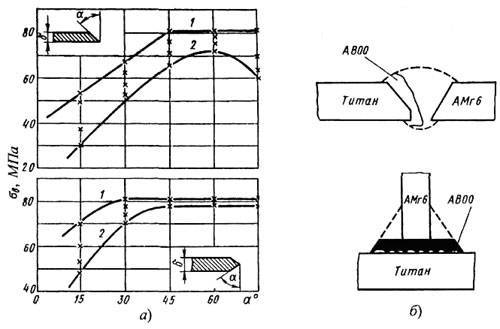
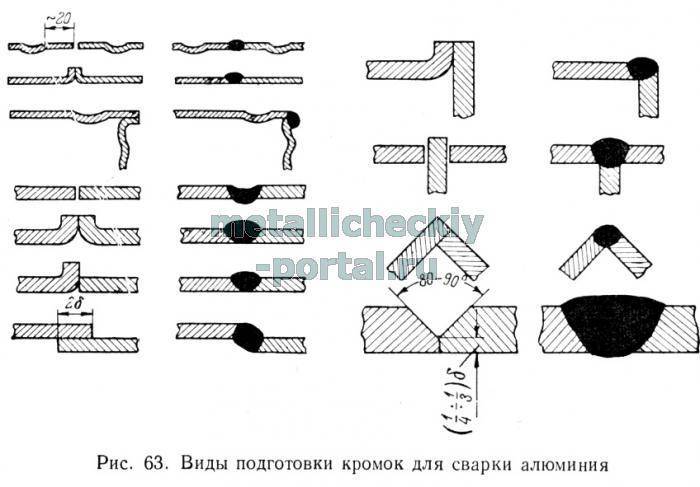
На схеме показаны приспособления для защиты шва газом и его подачи в повышенном объеме.
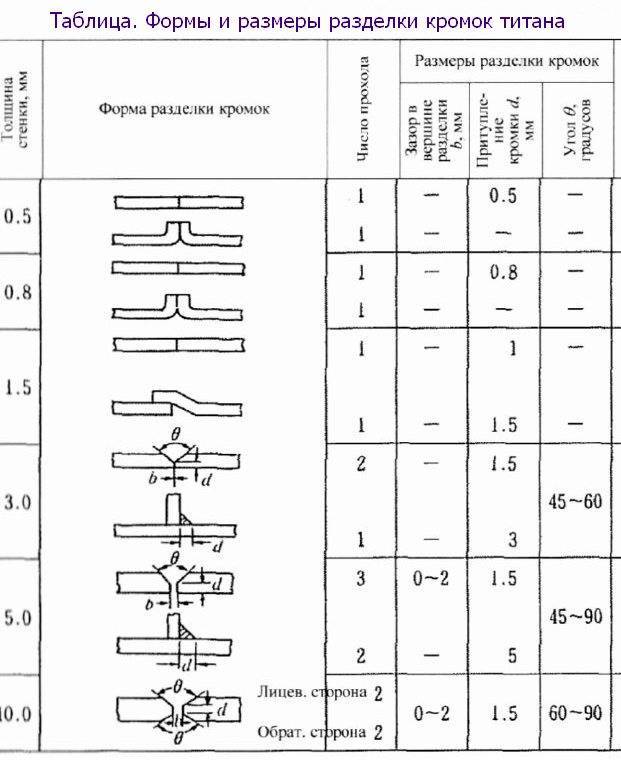
Перед сваркой титана аргоном подготавливают кромки и присадки, поэтому также приводим таблицу разделки кромок.
Необходимо зачистить металлические поверхности стальной щеткой, «шкуркой», обезжирить.
Одним из самых распространенных растворителей для обезжиривания металлических поверхностей является ацетон, но у него резкий запах, он довольно токсичен. Об этом говорит тот факт, что ацетон относится к 4 классу опасности. При вдыхании в течение небольших отрезков времени его умеренных и высоких концентраций появляется раздражение глаз, дыхательных путей, повышенная частота пульса, головные боли, тошнота, рвота и даже возможна клиническая кома.



![Сварка титана аргоном, полуавтоматом - [технология и видео]](https://101benzopila.ru/wp-content/uploads/1/e/9/1e96c84c4248e38ab9908e90b7fd9c01.jpeg)




Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Поэтому стоит выбирать более безопасные, но эффективные составы для очищения поверхности металла. Один из вариантов – денатурированный спирт, его наносят на металл безворсовой тканью. Это спирт с добавками, из-за которых его употребление в пищу становится невозможным. С одной стороны, они имеют ужасный вкус, а с другой – вызывают рвоту, и даже могут стать причиной слепоты.
Перед соединением детали из титана подвергают травлению смесью соляной кислоты с водой и фторидом натрия в следующей пропорции: 350 мл HCl, 650 мл дистиллированной воды, 50 г фторида натрия. На травление уходит около 10 минут при 60 – 65 °C.
Еще один способ, позволяющий удалить оксидную пленку – это смесь из 2 – 4 % фтористоводородной кислоты и 30 – 40% азотной кислоты. Травление длится 30 секунд, а температура не превышает 60 °C.
После этого металл тщательно шлифуют при помощи наждачной бумаги до № 12, проволочных щеток, шабер
Важно убедиться, что получились ровные края деталей без заусенец и трещин. Аналогично зачищается и присадочная проволока для сварки титана аргоном
Далее пора переходить к сварке.
Работа в среде защитного газа аргона ведется с помощью присадочных материалов. Последние делятся на группы по составу (палладий, ванадий, алюминий) и содержащейся в них доле кислорода. В таблице есть характеристики присадок из титана и его сплава:
Очень важно, чтобы прутки и проволока при сварке титана не выходили из-под газовой защиты, так как присадки загрязняются на воздухе. Аргонодуговая технология требует применения постоянного тока прямой полярности и вольфрамовых электродов
Иногда приходится использовать специальные приспособления, в которые поступает инертный газ, вытесняя воздух
Аргонодуговая технология требует применения постоянного тока прямой полярности и вольфрамовых электродов. Иногда приходится использовать специальные приспособления, в которые поступает инертный газ, вытесняя воздух.
Возможна сварка титана аргоном при помощи медных, стальных подкладок. В них делают отверстия для подачи газа.
Для соединения труб используют специальные фартуки с разным закруглением, чьи характеристики определяются диаметром трубы.
Полуавтоматическую или автоматическую технологии осуществляют в специальной капсуле, заполненной аргоном либо гелием. Если речь идет о трубах, их не помещают в защитную среду, а герметизируют и заполняют аргоном.
Еще одно немаловажное требование к такой работе – это наличие перчаток на руках, ведь даже чистые руки оставляют на кромке потожировые следы. Последние негативно сказываются на качестве сварного шва
Технология сварки титана — описание и пошаговая инструкция с видео
Данный металл не относится к категории редких. В земной коре его значительно больше, чем, к примеру, свинца, цинка или меди. В титане удачно сочетаются небольшая плотность и прочность сплавов на его основе, а если учесть стойкость перед коррозией даже в агрессивной среде, то интерес к нему во многих отраслях промышленности вполне понятен.
Высокая цена на Ti (22-й элемент таблицы Менделеева) объясняется тем, что его обработка – процесс довольно сложный и затратный. Эта статья познакомит читателя с технологиями сварки титана.







Общая информация
Не зная свойств и особенностей металла и его сплавов, понять все нюансы сварки достаточно сложно.
- Плотность титана (г/см³) – 4,51.
- Прочность (МПа): металла – в пределах 267 – 337, сплавов – до 1 230.
- Температура плавления (ºС): 1668.
Специфические свойства металла
- Способность титана к самовозгоранию в кислородной среде.
- Низкая теплопроводность.
- Превышение значения температуры более 400 ºС инициирует активность металла.
- Титан интенсивно поглощает водород и бурно реагирует на контакт с азотом.
- Под воздействием углекислого газа, паров воды быстро окисляется.
Кроме этого, необходимо учитывать и то, что металл может находиться в одной из двух стабильных фаз, которые обозначают латинскими буквами α и β. Чем они характеризуются?
- Фаза α – в таком состоянии титан находится при температуре окружающей среды. Структура – мелкозернистая, и металл полностью инертен к скорости охлаждения.
- Фаза β – в такое состояние титан переходит при температуре от 880 ºС. Зерно становится крупнее, и появляется чувствительность к охлаждению (скорости процесса).
Указанные фазы можно стабилизировать, введя в металл определенные добавки и легирующие элементы – O, N, Al (для α) или V, Cr, Mn (для β). Поэтому титановые сплавы, в зависимости от вида присадок, делятся на группы:
- ВТ1 – ВТ5.1 Их называют α – сплавы. Обладают пластичностью, хорошо свариваются, однако термообработка не повышает их прочность.
- ВТ 15 – 22. Группа β – сплавов свариваются намного хуже, причем возможно появление холодных трещин. Размеры зерен структуры при этом увеличиваются, а это отражается на качестве соединения сегментов в худшую сторону. Плюс в том, что термообработка частично повышает прочность сплава.
- ВТ4 – 8, ОТ4. Группа α + β, по сути, промежуточное звено. Свойства таких сплавов во многом определяются видом и процентным содержанием введенных добавок.
Электрошлаковая сварка
Сварка титана с нержавейкой или другими сплавами может проводиться при помощи электрошлакового сваривания. Данный метод сваривания часто применяется для сплава марки ВТ5-1, который состоит из 3 % олова и 5 % алюминия. Листы из этого сплава производится методом прессования и прокаткой в тонкие листы. А вот толстостенные конструкции не прокатывают, они подвергаются ковке.

Так как сваривают титан с толстыми стенками? Толстостенные заготовки свариваются в условиях из защитного газа аргона с применением флюса марки АН-Т2. Во время данного процесса обязательно применяют переменный ток, подача которого в область сварки производиться при помощи трехфазного трансформатора.
Важные особенности электрошлаковой сварки титана:
- для того, чтобы сварить заготовки с толстыми стенками требуется выставить мощность тока на 1600-1800 ампер с показателем напряжения в 14-16 вольт;
- зазор между заготовками должен составлять 2,6 см;
- расход аргона должен составлять не больше 8 литров на 1 минуту;
- масса засыпаемого флюса — 130 грамм;
- при этом стоит с особой внимательностью относиться ко всем требования данного сварочного процесса, их полное соблюдение сможет обеспечить высокое качество сварочного шва;
- электроды для сварки титана должны соответствовать по размеру диаметра. Обычно рекомендуется использовать расходники с размером диаметра в 12 мм. Если они будут иметь размер в 8 мм, то показатель прочности падает до 80 %;
- не стоит использовать легированные и титановые электроды, они снижают показатель пластичности в сварочном соединении.
Нюансы работы
На качество шва, кроме квалификации сварщика, влияют правильно подобранный состав газа, электрод и режимы работы аппарата.
- Аргон способствует созданию узкого и глубокого канала сварки. Расход меньше в 1.5-2 раза, по сравнению с гелием. Последний повышает теплоотдачу электродуги, увеличивает скорость обработки (соответственно, производительность);
- Электрод изготавливается из вольфрама. Но, при всех своих свойствах, чистый вольфрам (W) не может обеспечить оптимальный режим процесса. Добавка оксида лантана (La2O3) дает возможность увеличить силу тока до 50%, снизить загрязнение сварочной ванны вольфрамом, продлить срок эксплуатации электрода;
- Угол заточки электрода влияет на глубину проплавления. Диапазон параметров 30-45°. Увеличение показателей снижает глубину расплава. Качественный шов получается при низкой шероховатости (полировка) конуса электрода;
- Прямая полярность обеспечивает концентрацию теплового потока на детали, что способствует более глубокому проплавлению. Обратная — снижает глубину шва. Применима при стыковке тонколистовых материалов (до 1.5-2 мм).
Технология сварки титана — описание и пошаговая инструкция с видео
Данный металл не относится к категории редких. В земной коре его значительно больше, чем, к примеру, свинца, цинка или меди. В титане удачно сочетаются небольшая плотность и прочность сплавов на его основе, а если учесть стойкость перед коррозией даже в агрессивной среде, то интерес к нему во многих отраслях промышленности вполне понятен.
Высокая цена на Ti (22-й элемент таблицы Менделеева) объясняется тем, что его обработка – процесс довольно сложный и затратный. Эта статья познакомит читателя с технологиями сварки титана.
Общая информация
Не зная свойств и особенностей металла и его сплавов, понять все нюансы сварки достаточно сложно.

- Плотность титана (г/см³) – 4,51.
- Прочность (МПа): металла – в пределах 267 – 337, сплавов – до 1 230.
- Температура плавления (ºС): 1668.
Специфические свойства металла
- Способность титана к самовозгоранию в кислородной среде.
- Низкая теплопроводность.
- Превышение значения температуры более 400 ºС инициирует активность металла.
- Титан интенсивно поглощает водород и бурно реагирует на контакт с азотом.
- Под воздействием углекислого газа, паров воды быстро окисляется.

Кроме этого, необходимо учитывать и то, что металл может находиться в одной из двух стабильных фаз, которые обозначают латинскими буквами α и β. Чем они характеризуются?
- Фаза α – в таком состоянии титан находится при температуре окружающей среды. Структура – мелкозернистая, и металл полностью инертен к скорости охлаждения.
- Фаза β – в такое состояние титан переходит при температуре от 880 ºС. Зерно становится крупнее, и появляется чувствительность к охлаждению (скорости процесса).





