

Технология проведения работ
Вначале необходимо подготовить рабочее место и средства защиты. Чтобы разобраться, как правильно варить трубы отопления, нужно попрактиковаться на отдельном куске металла. Для этого понадобится толстая труба и универсальный электрод диаметром от 3 мм и выше, т. к. с ним легче учиться делать швы. Процесс работы:
- На одном сварочном кабеле есть держатель. В него вставляют электрод, затем подключают кабели.
- Аппарат имеет 2 кабеля и 2 выхода тока с положительной и отрицательной полярностью. Конец одного кабеля оснащен зажимом, который подключается к детали, конец второго — это держатель для электрода. Полярность выбирают в зависимости от вида работ. Наилучший прогрев металла происходит с прямой полярностью.
- Зажечь дугу можно 2 способами. Для этого кончиком электрода постукивают несколько раз по детали или проводят вдоль шва (чириканьем).
- Какого типа получится сварной шов на трубе, зависит от наклона электрода. Основной наклон составляет 30-60°. Чтобы сделать глубокий прогрев металла, наклон электрода делают «углом назад». При этом ванна и расплавленный металл поступают за электродом. Если требуется поверхностный прогрев, тогда угол наклона меняют в противоположную сторону.
Для каждого материала и типа шва применяется свое движение электрода. Для домашних работ достаточно освоить некоторые из них
Во время работы важно следить за величиной и состоянием сварной ванны. Для этого движения ускоряют или замедляют
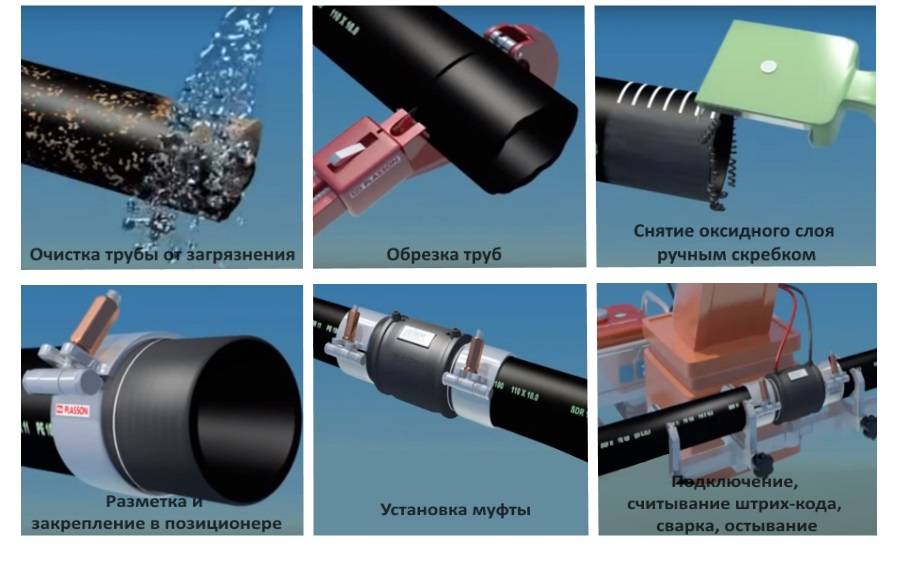
Как сварить пластиковые трубы
Сварка пластиковых труб проходит по особой технологии, т. к. из-за высокой температуры внутри них часто образовываются наплывы. Поэтому выполнять сварочные работы нужно аккуратно. Но если температура будет слишком низкой, то детали не зафиксируются. Порядок работ:
- Сварочный аппарат устанавливают на подставку и разогревают до 260° C.
- В насадку для сварки вставляют конец пластиковой трубы и подходящего диаметра фитинг таким образом, чтобы они располагались в одной плоскости.
- Если труба толстая, то уровень температуры увеличивают. Когда детали прогреются, их достают из устройства и соединяют.
Когда шов застынет, трубу проверяют на наличие протечек. Спайку изделий с большим диаметром (свыше 63 мм) проводят стык в стык. Срез торцовых труб расплавляют и соединяют, при этом сильно надавливая друг на друга. При муфтовой и раструбной спайке используют ручные приборы. Они оснащены центрирующим элементом и насадками, которые удерживают заготовки. Все детали трубопровода загоняют в разогретый сварочный аппарат и делают спайку. Чтобы детали соединились, всю работу проводят быстро.
Возможные ошибки в процессе
Качество готового изделия может стать низким из-за дефекта сварного шва. Дефект может находиться внутри или снаружи изделия, а также быть сквозным. Причины, из-за которых он возникает во время сварки металлических труб отопления и других изделий:
- из-за дешевого материала низкого качества;
- из-за некачественного оборудования;
- когда нарушается технологический процесс работы;
- из-за неопытности сварщика.
Иногда сварщики делают усиление шва до 4 мм. Из-за такой ошибки он становится хрупким. Высота усиления не должна превышать 2 мм, тогда шов будет иметь максимальную прочность.
Азы электродуговой сварки
уделяется внимание правильному выполнению этой работы
Не менее важно позаботиться о соблюдении правил пожарной безопасности: для этого нелишне будет расположить неподалеку ведро с водой. Этим же обусловлен запрет на выполнение сварки на деревянном основании
Также следует уделить внимание и небольшим остаткам использованных электродов, которые не следует оставлять на рабочем месте по завершении работы. Без этого невозможно научиться правильно варить металл
Обязательно нужно удостовериться, что «зажим заземления» надежно зафиксирован. Следует убедиться, что кабель был изолирован и точно введен в специальный держатель. Перед работой для сварочного инвертора следует выбрать расчетный показатель мощности тока, при определении которого следует исходить из диаметра электрода. После этого можно зажигать дугу. Это делается следующим образом: нужно разместить электрод под углом около 60 градусов относительно изделия. Далее нужно не спеша провести им по поверхности. В этот момент возникают искры, теперь же электродом нужно коснуться металла, а затем поднять его, но не выше 5 мм.









Поэтому через равные промежутки времени нужно сокращать расстояние между ним и металлом. Приближать электрод к обрабатываемому изделию следует не спеша. Может возникнуть такая ситуация, что он прилипнет. В этом случае нужно несильно повернуть его в сторону. Если все попытки не позволяют зажечь дугу, то можно попробовать увеличить силу тока.
Когда дуга загорится, а ее пламя станет стабильным, можно уже начинать заниматься наплавлением валика. Электрод с зажженной другой нужно не спеша и плавно двигать по горизонтали, совершая несильные колебательные движения. Это приведет к тому, что жидкий металл начнет самостоятельно перемещаться непосредственно к центру дуги. При соблюдении всех рекомендаций можно выполнить надежный шов, сформированный в виде небольших волн, которые были созданы при помощи наплавленного металла.
нужно вставить новый электрод
Предварительные работы для правильной сварки труб
До того, как приступить к правильной сварке пластиковых и металлических труб круглого сечения, необходимо предварительно обработать стыки и уточнить ряд нюансов. В первую очередь, диагностируют соответствие трубы определенным техническим характеристикам, которые предъявляются к монтируемой системе, в частности, к водопроводу.
Необходимо:
- соблюдать геометрические размеры;
- иметь сертификат качества, особенно если предстоит монтаж трубопровода для подачи питьевой воды;
- чтобы труба была идеально круглой формы, так как дефекты, приплюснутое или овальное сечение заготовки не допустимы;
- контролировать толщину стенок на всей протяженности трубы – она должна быть одинаковой;
- химического состава детали должен соответствовать требованиям ГОСТа – эта информация содержится в технической документации или выясняется в процессе лабораторных исследований.

После этого можно начинать подготовку труб к стыковке и сварке.
В процессе подготовки необходимо выполнить следующие действия:
- проверить ровность среза на торце трубы, он должен составлять 90°;
- тщательно очистить свариваемый торец заготовки и 10-миллиметровую область вокруг него, пока не появится металлический блеск;
- удалить остатки масел, ржавчины, лакокрасочного покрытия с поверхности трубы, обезжирить торцы элемента.
Кроме того, следует проследить за тем, чтобы торец имел правильную конфигурацию. Угол раскрытия кромки должен быть равным 65°, показатель притупления – 2 мм. Получить нужные параметры можно за счет дополнительной обработки.
Как правильно варить трубы электросваркой
При помощи электродуговой сварки можно создать следующие виды соединений металлических элементов:
- Соединение, при котором изделия стыкуются друг с другом по одной оси;
- Перпендикулярное соединение труб;
- Угловое соединение. При этом нужно знать, как выполняется сварка труб под углом 45 градусов;
- Соединение внахлест.
Тяжелее всего работать с потолочным швом, с которым возникает масса неприятных нюансов:
- Соединение крайне неудобно устанавливать – жидкий металл постоянно стремится вниз, а учитывая то, что трубы находятся высоко, то капли могут еще и лететь в сторону человека, работающего со сварочным аппаратом.
- Место сварки очень плохо видно, поэтому для создания качественного шва приходится пользоваться зеркальцем – а это крайне неудобно, особенно в одиночку.
- Иногда возникают ситуации, в которых достать электродом до места соединения попросту невозможно, поэтому его приходится изгибать.
Человеку, не имеющему достаточного опыта в проведении сварочных работ, вряд ли удастся сварка круглых труб при помощи потолочного шва. Впрочем, он необходим далеко не всегда. При соединении трубу иногда можно вращать, и такой возможностью не стоит пренебрегать. В любом случае, перед чистовой сваркой конструкции стоит взять пару обрезков труб и попрактиковаться на них.
Заключение
Знание того, как правильно сварить трубу электросваркой, поможет в проведении сварочных работ. Грамотно подобрав электроды и качественно выполнив все работы, можно создать надежный сварной шов, который сможет проработать много лет без каких-либо нареканий.
Сварка стальных труб
Сварка труб круглого сечения производится беспрерывным швом. То есть, если процесс начался с одной точки, то он должен закончиться на ней же, не отрывая электрода от свариваемой поверхности. При сварке труб большого диаметра (свыше 110 мм) одним электродом заполнить шов невозможно. Поэтому необходимо применять многослойную сварку, где количество слоев определяется толщиною стенок труб. К примеру:










- Если толщина стенки 6 мм, то достаточно и двух слоев металла.
- 6-12 мм – сварка производится в три слоя.
- Больше 12 мм – больше четырех слоев.
Внимание! Многослойная сварка производится с одним требованием. Перед нанесением последующего слоя предыдущих должен остыть.
Сборка трубопровода
Перед тем как сваривать трубы, чтобы упростить поставленную задачу, необходимо собрать сварочный стык. То есть, устанавливаете трубы согласно конструкции сборки, зажимаете их, чтобы они не двигались и не смещались. После чего делается прихватка. Это когда делается точечная сварка в одном месте, если трубопровод собирается из изделий большого диаметра, то прихватку можно делать в нескольких местах.
В принципе, все готово, можно варить трубопровод. Казалось бы, на этом разговор о сварке можно было бы и завершить. Но для начинающих сварщиков он только начинается, потому что сварочный процесс, связанный со сборкой трубопроводов, это большое количество нюансов. Вот только некоторые из них, которые необходимо взять на вооружение.
- Варить трубы толщиною более 4 мм можно коренным швом, это когда металл заполняет пространство между кромками во всю глубину, и валковым, когда сверху шва образуется валик высотою 3 мм.
- При соединении труб диаметром 30-80 мм вертикальным швом технология чуть отличается от нижнего расположения шва. Сначала заполняется объем 75%, затем остальное пространство.
- При многослойной технологии сварки горизонтальный шов варится двумя слоями так, чтобы последующий наносился в противоположном направлении, чем предыдущий.
- Точка соединения слоя нижнего не должна совпадать с такой же точкой слоя верхнего. Замковая точка – это конец (начало) шва.
- Обычно при сварке труб последние надо все время поворачивать. Делают это вручную, поэтому необходимо знать, что оптимальный сектор поворота 60-110°. Просто в этом диапазоне шов располагается в удобном для сварщика месте. Его длина самая максимальная, и это позволяет контролировать беспрерывность шовного соединения.
- Самое сложно, как считают многие сварщики, это поворачивать трубопровод сразу на 180° и при этом соблюсти качество сварного шва. Поэтому при таком повороте рекомендуется технологию сварки изменять. То есть, сначала проваривается шов на глубину до 2/3 одним или двумя слоями. Затем трубопровод поворачивается на 180°, где шов заполняется полностью в несколько слоев. Далее опять идет поворот на 180°, где шов до конца заполняется металлом электрода. Кстати, такие стыки называются поворотными.
- Но есть и неповоротные стыки, это когда труба к трубе приваривается в неподвижной конструкции. Если трубопровод расположен горизонтально, то варить стык между его частями надо, разделив его на две части. Сварка начинается с нижней точки (потолочной) и перемещается к верхней. Точно также сваривается и вторая половина стыка.
И последний этап в технологии сварки труб – это контроль качества шва. Его необходимо обстучать молотком, чтобы сбить шлак. Затем визуально проверить на наличие трещин, выемок, сколов, прожогов и не проваров. Если трубопровод предназначен для жидкостей или газов, то после сборки в него запускают воду или газ, чтобы проверить на предмет протечек.
Процесс сварки на самом деле мероприятие ответственное. И только опыт сварщика может с первого раза гарантировать качество конечного результата. Но опыт – дело наживное. Предлагаем посмотреть видео – как правильно варить стальные трубы.
Оцинкованные трубы.
Сварка оцинкованных труб имеет свои нюансы. Во время сварки цинк, который входит в состав трубы, начинает «пениться» — то есть, на поверхности трубы появляются белые хлопья. Чтобы этого не происходило, необходимо тщательно обработать место сварки труб кислотой – соляной или серной.
Вообще, когда речь идет о сварке оцинкованных труб, надо помнить о том, что при нагревании до высоких температур, необходимых для выполнения сварных работ, такие трубы начинают выделять в воздух опасные вещества. Поэтому нужно пользоваться во время сварочного процесса таким средством индивидуальной защиты, как респиратор. Кроме того, само помещение, в котором ведется сварка, должно постоянно проветриваться. Также можно применять и специальные маски сварщика со встроенной принудительной вентиляцией. Первыми признаками отравления подобными вредными веществами являются сладковатый привкус во рту и неприятные ощущения в горле.
Сварка оцинкованных труб чаще всего ведется с применением флюса HLS-B. Это позволяет сохранить неповрежденным покрытие трубы, на которое воздействует высокая температура. Флюс наносится на поверхность трубы толстым слоем на площадь, немного большую, чем площадь шва. При этом горелка должна быть меньше на 2 номера, чем при сварке стальной трубы, а в газовом пламени должно содержаться много кислорода.
Таким образом, сварка тонкостенных труб — это довольно трудоемкий процесс, требующий от сварщика большой аккуратности и терпения. Главное – соблюдать последовательность выполнения всех этапов процесса, и тогда вполне возможно добиться высокого качества выполнения работ, даже если вы не являетесь квалифицированным сварщиком.
Обработка кромок
Перед тем, как варить трубы отопления, потребуется обязательная их проверка на наличие сертификатов качества, соответствие ТУ и монтажному проекту. Необходимо тщательно проверить, отличаются ли кромки соединительной арматуры трубопровода по форме и размерам. Если нет, то необходимо достигнуть данных характеристик путем дополнительной мехобработки.
Для этой цели по трубам небольшого диаметра можно пройтись фаскоснимателями, торцевателями, труборезами или шлифовальными машинками. Если диаметр трубного изделия большой, то лучше воспользоваться гидроабразивной резкой, фрезерным устройством или шлифовальной машинкой.

При обязательных захлестах или врезке катушек можно прибегнуть к термическим методам сварки, например:
- воздушно-дуговой резке с последующей шлифовкой изделия на величину не более полмиллиметра;
- газокислородной с дальнейшей обработкой краев абразивом;
- резке и строжке особыми электродами без мехобработки;
- воздушно-плазменной резке с обработкой, не превышающей миллиметр.
Подготовка труб к сварке

Сварочный процесс начинается именно с подготовки. В первую очередь нужно выбрать электроды, которыми трубы и будут свариваться. Здесь два критерия выбора: материал, из которого делается металлический стержень, и обмазка – материал, покрывающий стержень.
Для сварки металлических труб используются плавящиеся электроды и неплавищиеся. В первых стержень плавится, во вторых нет. Во втором случае используется дополнительный материал – присадка, которая и заполняет собой сварочный шов. Практика показывает, что сварка труб плавящимися электродами сегодня в бытовых условиях используется чаще. Просто потому что этот способ проще.










Теперь, что касается обмазки электродов. Здесь несколько позиций, где используются различные материалы для образования защитной поверхности.
- Рутиловые.
- Кислотные.
- Рутилово-кислотные.
- Целлюлозные.
- Рутилово-целлюлозные.
- Основные.
У каждой позиции свои плюсы и минусы, поэтому при выборе необходимо учитывать условия сварки трубопроводов. Но есть среди них универсальный вариант – это электроды с основным покрытием. К данной категории относятся такие марки электродов, как УОНИ, ОЗС, ВИ, ЭА, НИАТ, ОЗШ и другие менее известные. Начинающим сварщикам рекомендуется проводить сварку труб электродами УОНИ.
Перед тем как сварить две трубы, необходимо понять, что существует несколько видов сварных соединений.
- Встык, когда две трубы располагаются напротив друг друга.
- Внахлест, так обычно соединяются две трубы разного диаметра, или одинакового диаметра, только одна из труб развальцовывается, то есть, ее диаметр механическим способом увеличивается.
- Тавровое соединение, когда два трубопровода стыкуются в перпендикулярных плоскостях.
- Угловое соединение, когда стык производится под углом меньше 90°.
Кстати, вариант под номером один кажется очень простым. Но в нем таится сложность самого процесса. Во-первых, варить такой шов лучше в нижнем положении, это когда электрод в стык соединения подается сверху. Во-вторых, проварить металл надо во всю толщину стенки.
И еще несколько полезных советов.
- Для сварки трубопроводов встык и тавр лучше всего использовать электроды диаметром 2-3 мм.
- Режим сварки, то есть, величина устанавливаемого тока должна быть в пределах 80-100 ампер. При сварке внахлест силу тока нужно поднять до 120 А.
- Заполняемость сварочного шва должна быть такой, чтобы над плоскостью трубы металл поднимался на 2-3 мм.
- Сварка профильных труб (квадратных) производится точечно. То есть, сначала сваривается небольшой участок на одной стороне, затем на противоположной, после на соседней и далее на противоположной соседней. После чего производится полная сварка стыков. Цель – чтобы труба не покоробилась в процессе ее нагрева.
Перед тем как варить трубы электросваркой, их необходимо подготовить. В основном это касается кромок. Вот последовательность, как это надо делать.
- Проверяются геометрические размеры на соответствие проводимому монтажу трубопроводов. Могут стыковаться трубы с разной толщиною стенки, что может привести к не провару толстой трубы или к прожогу тонкой.
- В разрезе трубопровод должен быть круглым, а не овальным или другой формы. Это просто обеспечит качество сваренного стыка и упростит сам процесс.
- Стенки труб должны быть без дефектов: трещин, заломов, расширений и так далее.
- Срез кромки должен быть прямым (90°).
- Кромки защищаются до металлического блеска (используется щетка, наждачка). Длина зачищаемого участка – не меньше 1 см от кромки.
- Удаляются масляные и жировые пятна, краска, обязательно торцы обезжириваются при помощи любого растворителя.
И хотя электроды УОНИ не являются капризными, то есть, с их помощью можно заварить даже ржавые детали, на качество шва влияют любые дефекты металла. Поэтому стоит уделить немного времени для подготовки кромок трубопровода.
Рекомендации по выполнению сварки профильных труб
Специалисты рекомендуют соблюдать правила при выполнении сварочных работ при монтаже конструкций из профильных труб для создания более качественных соединений:
- Резку металла лучше производить пилой, предназначенной именно для этих целей, чтобы срез был ровным без выемок и выступов. Все искривления до начала сварки необходимо выровнять.
- Металл не должен быть покрыт окалиной или ржавчиной. Поверхность должна быть чистой и гладкой. Работы выполняются машиной для шлифовки или щетками по металлу.
- До сборки отдельных элементов рекомендуется выложить всю конструкцию и проверить на совместимость и размеры все основные и вспомогательные детали.
- После окончания сварочных работ с использованием крепежей, швам дают остыть и только после этого снимают с фиксации.
Рекомендуем ознакомиться: Как изготовить и установить защитный вытяжной зонт на дымоход
Как варить тонкие трубы?
Тонкие трубы лучше варить сразу одним швом, но большинству любителей это не по силу. Новички предпочитают сначала произвести точечную сварку и уже потом переходить к формированию шва.
Обеспечить комфортную и качественную работу таким образом может только инвертор, с установленной силой тока не выше 60 А.
Как соединить профильную трубу под прямым углом
Прежде всего, трубы должны быть правильно обрезаны, а срезы подготовлены к работе. Для надежности все элементы конструкции фиксируются, чтобы под собственной тяжестью труб не произошло смещение. В качестве подсобных приспособлений для установления точности применяются уголки, косынки или магнитные угольники.
Сама сварка проводится в два этапа. Сначала осуществляется черновое соединение, проверяются необходимые линейные значения, положение вертикального элемента. После остывания осуществляют оформление чистового шва.
Основные сложности сварки под давлением
Проблемы, возникающие при сварке водопроводных труб без остановки подачи жидкости:
- Подача воды приводит к постоянному отводу тепла из сварочной ванны, что ухудшает адгезию расплава с основным материалом. Быстрое затвердевание ванны не позволяет расплаву заполнить зазор между сопрягаемыми поверхностями.
- Образующийся при нагреве жидкости пар ухудшает видимость рабочей зоны и насыщает расплав пузырьками воздуха. Полученный шов обладает пониженными механической прочностью и устойчивостью к коррозии.
- При ремонте труб, расположенных на расстоянии более 1800-2000 мм от поверхности пола, вода заливает одежду и инструмент, что приводит к утечке напряжения. Из-за его низкого значения удар током не наносит вреда здоровью человека. Стекающая по электроду жидкость препятствует розжигу дуги, которая гаснет из-за естественной дрожи руки сварщика.
Можно ли сваривать оцинкованные трубы?
Трубы из оцинковки сваривать не запрещается. Этот материал используется повсюду — на водо- и газопроводах, в отопительных системах. Сложно представить, чтобы монтаж происходил вовсе без сварки, учитывая столь широкое применение оцинкованного материала в трубопроводах различного назначения. Стыковка этим способом регламентируется СНиП 3.05.01-85 о внутренних санитарно-технических системах.
Трудности сваривания
Главная проблема — во время сварки в районе воздействия горелки выгорает слой защиты из цинкового покрытия. Это провоцирует быстрое развитие коррозии. Есть и другое, не менее существенное затруднение: от нагревания цинк начинает интенсивно испаряться. При попадании в дыхательные пути мастера он вызывает удушье, ожоги слизистой, острое отравление.
С использованием флюса
Точки сварки покрываются особым веществом – флюсом. Он не дает цинковому покрытию выгорать и превращаться в летучий газ. Флюс забирает долю тепла, а цинк под ним плавится, переходит в вязко-жидкое состояние и равномерно обволакивает сварное соединение, соединяя концы оцинкованных отрезков.
Ручная электродуговая
В этом способе сварки оцинкованных поверхностей применяются специальные электроды под высокие токи. Сущность методики – уменьшить время теплового воздействия на соединяемые заготовки, когда цинк за время сварки не достигает точки превращения в газ и не испаряется.










Эта технология чаще всего применяется не только при строительстве газопроводов и строительных конструкций, но и при прокладке водопровода.
Альтернативные способы соединения
Оцинкованные трубы допускается соединять резьбами и муфтами. В последнем случае результат гарантирует 100 % герметичность только при регулярном обслуживании стыков. Нарезать резьбу на оцинкованной трубе не так уж и просто. Есть вариант использовать заводские резьбы и сгоны. Но, опять же, их необходимо приваривать. Все это способно существенно поднять стоимость работ.
Какой способ лучше
- Работы проводятся быстро, если их выполняют квалифицированные сварщики.
- В сравнении с резьбовым или фланцевым обеспечивается неразъемное соединение, которое не нуждается в дальнейшем обслуживании.
- Сварка позволяет выполнять большие объемы работ за короткий отрезок времени — например, при прокладке многокилометровых трубопроводов.
На оцинкованных трубопроводах разъемное соединение – резьбовое, фланцевое, с помощью компрессионных и накладных муфт – используется не так часто и только в тех случаях, когда сделать нужно немного. Например, при замене радиатора в квартире необходимо удлинить подводку. Тогда на отрезке существующей оцинкованной трубы нарезают резьбу и муфтой, угловыми фитингами присоединяют отрезок другой.
Разъемное соединение вместо сварки используется для подключения к трубопроводу дополнительных устройств, например, счетчиков
Важно понимать, что такое соединение в отличие от сварки и пайки не обеспечивает 100 % герметичности и нуждается в периодическом обслуживании независимо от того, какая рабочая среда циркулирует по оцинкованному трубопроводу – жидкость или газ
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод









Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Контроль качества сварного соединения
Завершив электросварку, наружным осмотром определяется наличие прожогов, пор, свищей и других видимых дефектов. Для выявления микротрещин, незаметных невооруженным глазом, обычно смонтированный участок подключают к отопительной системе. Если на швах не появятся капельки воды, работа проведена качественно. Такой способ проверки приемлем в частном доме, где систему можно заполнить в любое время.
В квартирах с центральным отоплением проверку качества сварных соединений в летний период проводят с помощью компрессора. На концы труб ставятся заглушки, стыки обмазываются мыльной пеной, закачивается воздух под давлением. Места, где есть изъяны, определяются по пузырькам на их поверхности.
Замену или монтаж новых труб отопления лучше делать летом, чтобы большую часть сварочных операций выполнять на улице. Вблизи от места работы в помещении не должно быть легковоспламеняющихся материалов. Если опыта сварки труб пока маловато сначала можно сварить несколько ненужных обрезков, чтобы потом не портить новые заготовки.
Что такое оцинковка
Оцинкованная труба для водоснабжения представляет собой стальную трубу, внутренняя и внешняя поверхности которой покрыты тонким слоем цинка – металла, не подверженного процессу коррозии. Долголетие трубопровода напрямую зависит от качества, прочности и толщины наносимого покрытия. Оцинковка производится несколькими способами:
- электрогальванический – способ, в основе которого лежит электролиз (под воздействием электрического тока цинк из электролита оседает на стальной поверхности), позволяет получить ровный слой цинка толщиной 10-25 мкм, но не самой высокой адгезии и наличием пористости;
- горячая оцинковка – стальную трубу с тщательно шлифованной, очищенной поверхностью погружают в емкость с расплавленным цинком (450оС), который обволакивает ее, формируя плотное, толщиной 40-200 мкм, покрытие. Поверхность может иметь наплывы, заливание резьбы;
- термодиффузионный – способ получения наиболее качественного покрытия путем обработки стальной трубы парами цинка под действием высокой температуры в закрытой емкости. Частицы цинка «встраиваются» в структуру стальной поверхности, обеспечивая надежное сцепление. Слой получается плотным, равномерным, прочным.
Оцинкованные трубы для водопровода обладают рядом преимуществ:
- прочность, устойчивость к нагрузкам, гидроудару, механическим повреждениям, износоустойчивость;
- снижена шероховатость внутренней поверхности, что увеличивает пропускную способность и значительно замедляет зарастание сечения трубы;
- устойчивость к коррозии;
- рабочая температура 20оС – 140оС;
- рабочее давление 1,6 МПа;
- минимальное тепловое расширение, стабильность конструкции трубопровода;
- средний срок службы 20 лет.
Как правило, в бытовом и промышленном внутридомовом водоснабжении применяется труба круглая оцинкованная диаметром 20-160 мм из углеродистой стали обыкновенного качества или углеродистой качественной конструкционной стали, бесшовная либо электросварная прямошовная.
По толщине стенки бывают обычные (2,5-4,5 мм), легкие (2-4 мм) и усиленные (4-5 мм). Масса трубного изделия после оцинковки увеличивается на 3%. Длина мерная, кратная мерная (4-12 м).
Оцинкованные трубы для холодного водоснабжения при бесперебойной подаче питьевой воды безопасны для здоровья человека, так как ПДК цинка не превышает 5 мг/л (суточная норма цинка 10-15 мг).
Применяются оцинкованные трубы для организации автономного водоснабжения при обустройстве скважин, однако это не предусмотрено СНиП и ГОСТом. Внутри скважины нет достаточного водообмена, из-за влияния углекислоты состав воды вследствие химических реакций значительно ухудшается. Грунтовая среда не исключает электрохимической коррозии в местах стыков.






