

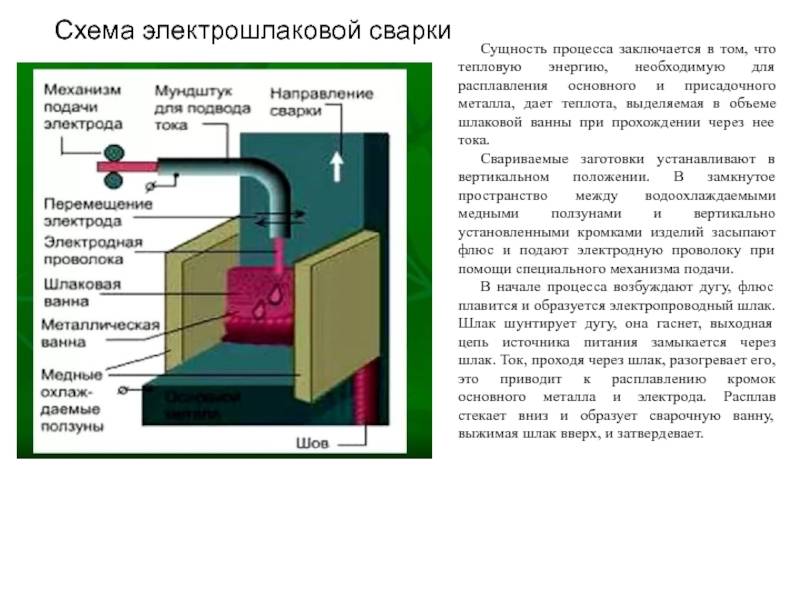
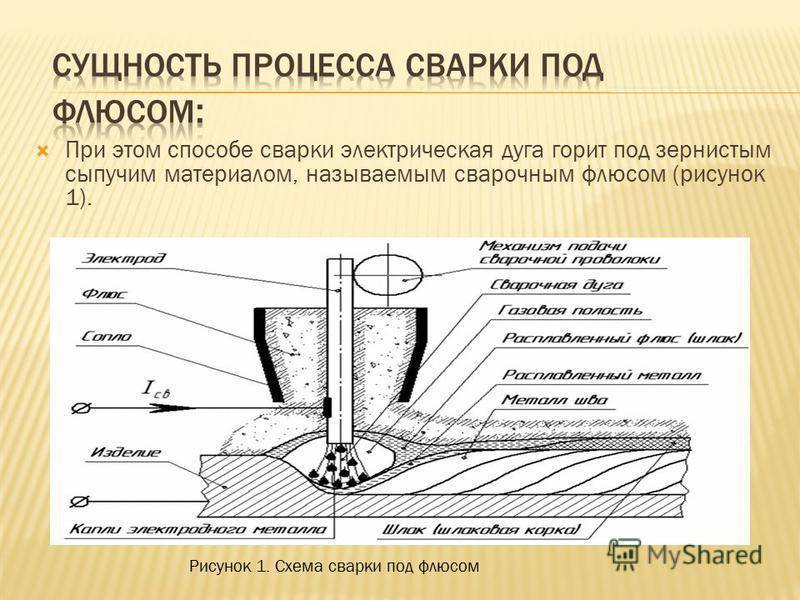
Технология выполнения ЭШС
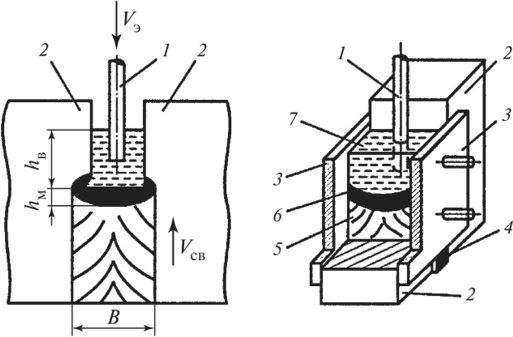
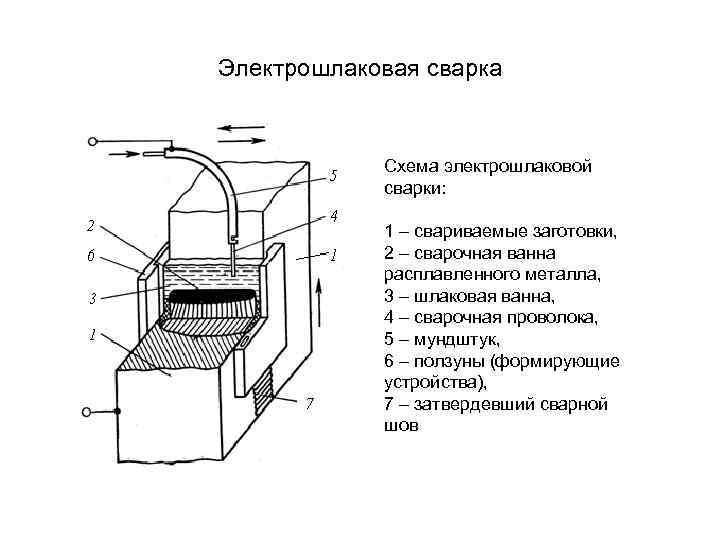
Представление о технологии процесса помогает получить следующая схема.

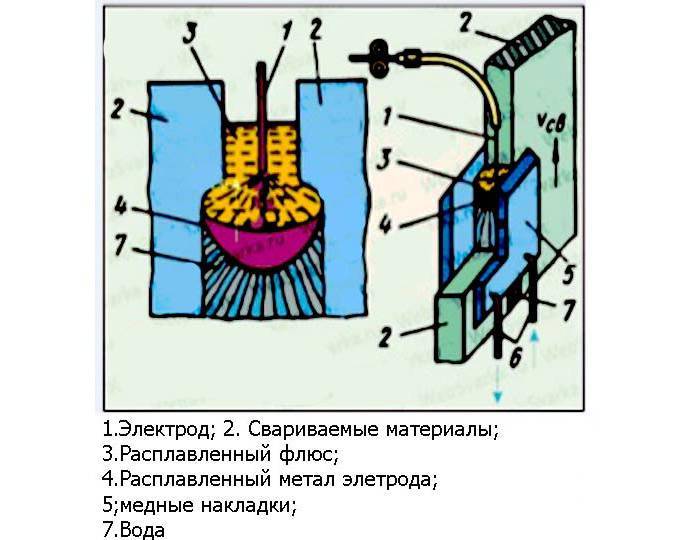
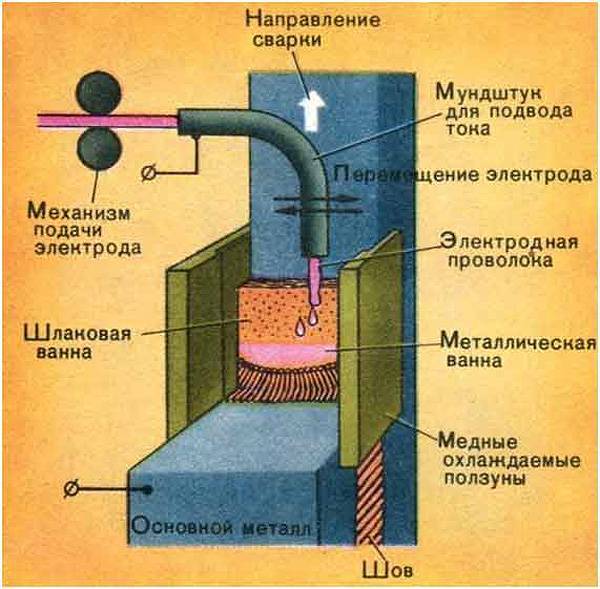
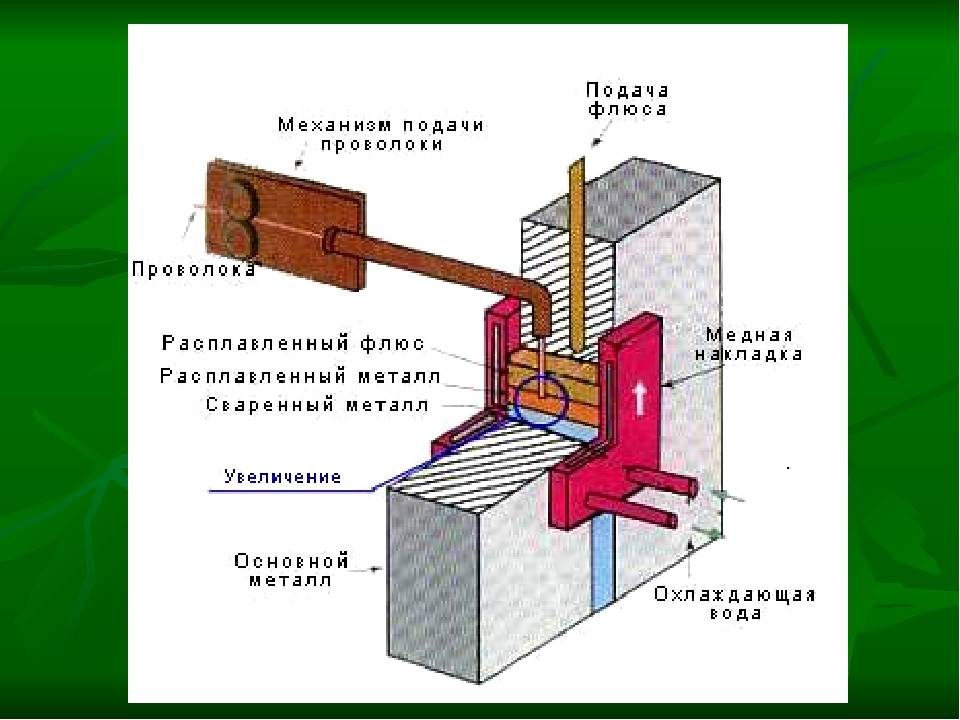
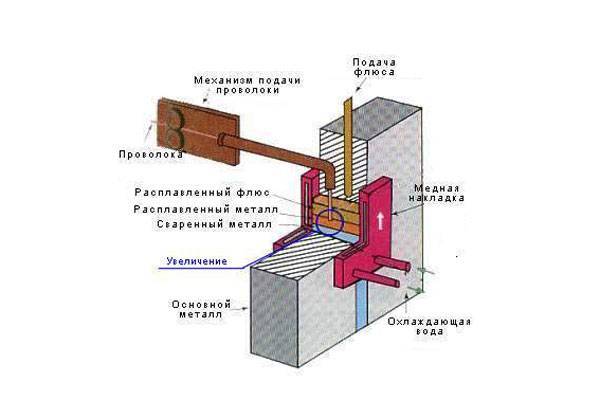
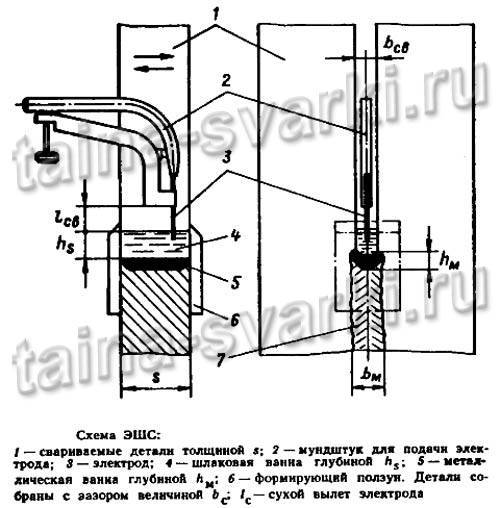
Свариваемые детали (1) выставляют так, чтобы между ними образовался требуемый зазор. Затем их взаимное расположение фиксируют технологическими П-образными скобами (на схеме не показаны), которые приваривают вдоль будущего шва через равные промежутки. Внизу зазора устанавливают начальную (2), а вверху на заготовках выводные (3) планки, которые помогают вывести усадочную раковину шва выше уровня готового изделия. Снаружи полость зазора ограничена боковыми медными ползунами (4).
В зазор вводится флюс, между электродом (7) и начальной планкой возбуждается дуга – она является источником тепла. Выделяемая энергия плавит флюс, формируется жидкая шлаковая ванна (5), уровень которой поднимается и шунтирует горение дуги. Теперь при бездуговом процессе тепловой энергии достаточно для расплавления материалов подаваемого в зазор электрода и кромок свариваемых деталей. Расплавленная масса стекает вниз и под слоем шлака образует металлическую ванну (8). Вытеканию металла препятствуют охлаждаемые ползуны. Далее в процессе сварки уровень жидкого металла поднимается, а в нижних слоях расплав кристаллизуется, формируя необходимый соединительный шов.
Контроль качества электрошлаковой сварки
Наиболее характерные дефекты
В большинстве случаем, сварные швы, полученные при помощи ЭШС, обладают высокими
механическими свойствами, химически однородны и с отсутствием металлических
включений, трещин, пор и шлаковых частиц. Но, при нарушении технологии сварки,
или техники выполнения швов, могут появиться дефекты,
снижающие качество сварного соединения.
К наиболее распространённым дефектам относятся горячие
трещины в металле шва и надрывы в зоне термического влияния. Горячие трещины
могут возникать при сварке любых типов стали, но чаще всего они возникают у
сталей
с большим показателем углеродного эквивалента и у сталей с содержанием углерода
более 0,2% при жёстком закреплении свариваемых заготовок и при повышенных скоростях
сварки.
Из параметров режима сварки, наибольшее влияние на образование трещин оказывает
величина силы тока, которая напрямую зависит от скорости подачи проволоки. Соответственно,
для предотвращения образования данного дефекта, следует уменьшать скорость сварки,
и выполнять предварительный подогрев до 150-500°C.
Холодные
трещины шва могут появиться при сварке среднелегированных сталей ферритной
проволокой, когда зона проплавления находится на удалении от ванны с расплавом.
Для предотвращения этих трещин сварку рекомендуется вести при малой глубине
ванны (35-40мм) и равномерном проваре.
Другие дефекты, такие как непровары, поры и неметаллические включения появляются,
как правило, при грубом нарушении технологии сварки.
Способы контроля сварных швов
Соединения, полученные ЭШС, контролируют комплексно. Этот контроль включает
в себя визуальный
осмотр сварных швов, контроль сварки на предварительно изготовленных образцах,
ультразвуковой
контроль сварных швов, магнитную
дефектоскопию, контроль
рентгеновскими лучами или же радиационный
контроль гамма-излучением.
Достоинства и недостатки
У электрошлаковой сварки много достоинств. Во-первых, сама сварка крайне устойчива при любом роде тока. К тому же, она мало чувствительна к каким бы то ни было изменения тока или даже его кратковременным прерываниям. Вам даже не нужно иметь высокую квалификацию, чтобы выполнить шов качественно.
Во-вторых, такая сварка обеспечивает очень высокую производительность труда. Этого удается достичь за счет быстрого плавления электрода. А если у сварщика есть опыт, то ЭШС-сварка и вовсе будет вне конкуренции. Даже небольшой завод сможет производить большие партии разнообразной продукции.
В-третьих, электрошлаковая сварка крайне экономична. Флюс расходуется мало (в 15 раз меньше, чем при классической дуговой сварке), электроэнергия тоже (на 10-20% меньше, чем при дуговой сварке). К тому же, применяемое оборудование и расходники стоят недорого. Для небольших предприятий это очень важный плюс.
В-четвертых, не нужно особым образом подготавливать кромки металла и качественно их обрабатывать. Это основные плюсы. Также отметим, что при ЭШС сварочная ванна хорошо защищена от кислорода.
Но не обходится и без недостатков, хоть мы и не считаем их такими уж существенными. Прежде всего, с помощью ЭШС вы сможете варить только детали, расположенные вертикально или под небольшим углом (отклонение не более 30 градусов). Это существенно сужает возможности сварщика и делает невозможной труднодоступную сварку, например.
Также нет возможности оставить сварку, скажем, в середине процесса, и продолжить ее позже. Вы не сможете варить при минусовой температуре воздухе, иначе шов будет дефектным. Не стоит забывать, что хоть вам и не придется подготавливать кромки, вы все равно потратите время на изготовление «кармана», планок и прочего.
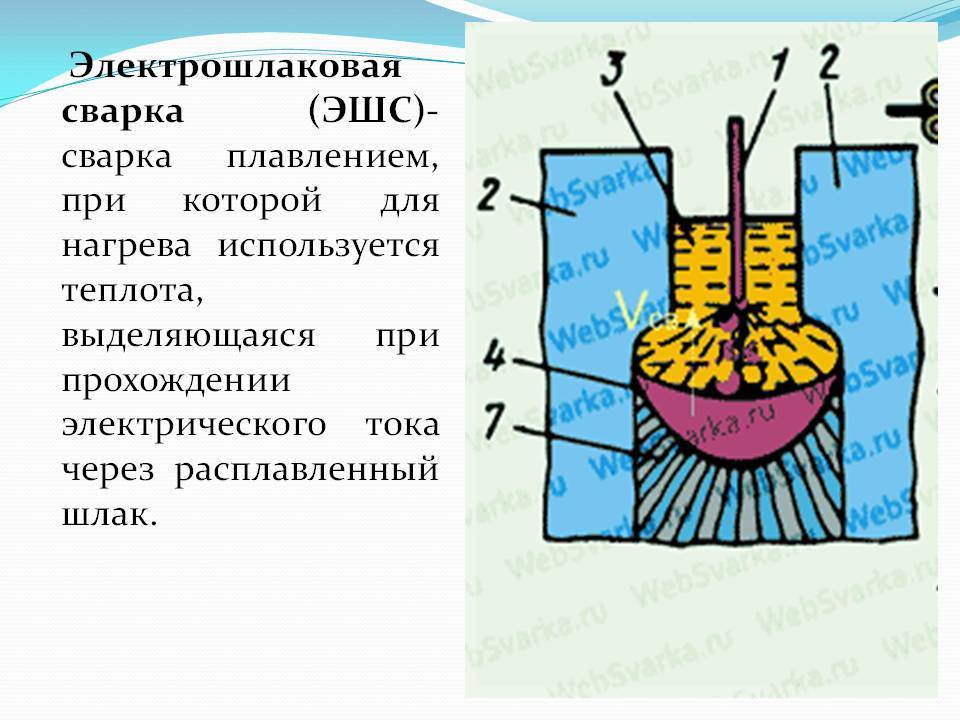
Электрошлаковая сварка
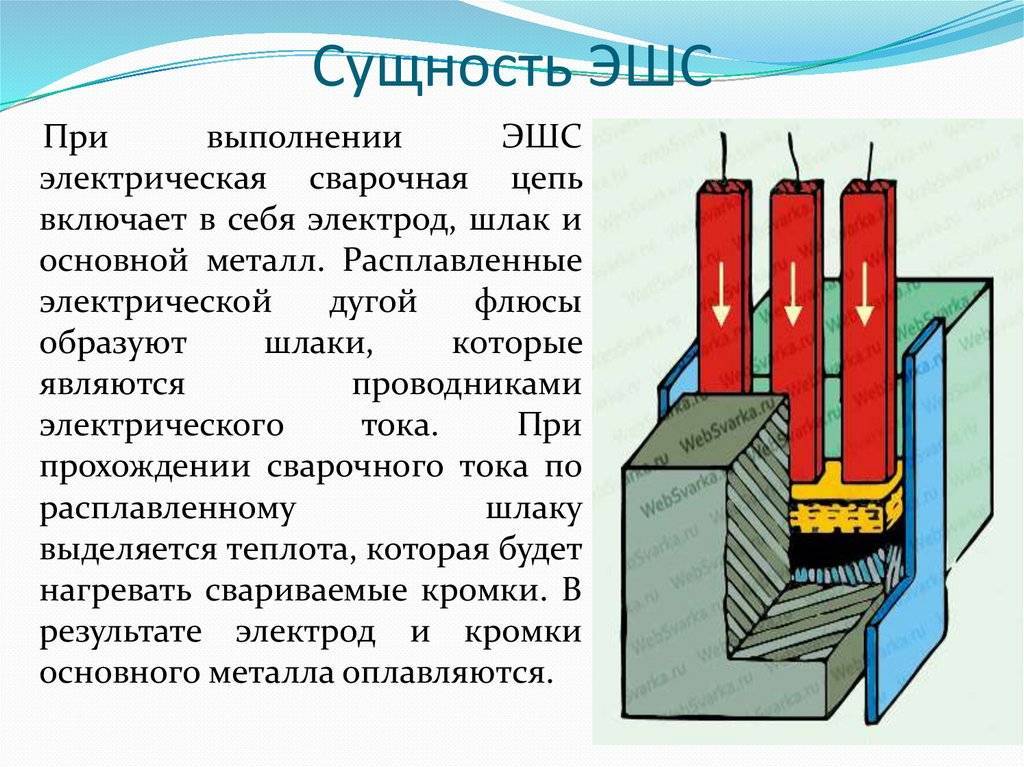
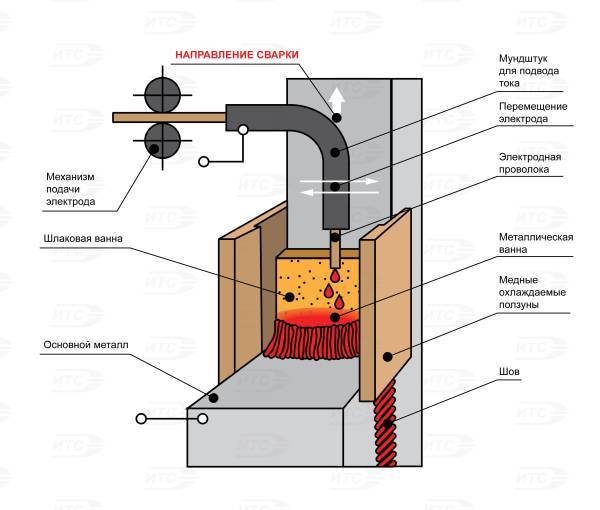
Электрошлаковая сварка (ЭШС) позволяет сваривать металлические детали толщиной до 60 см. Принцип ЭШС состоит в том, что в зазор между торцами двух свариваемых металлических деталей помещают шлаковую массу. Эта масса расплавляется электрической дугой, создаваемой между электродом и металлическими деталями. После расплавления шлака дуга гаснет, а через шлаковую массу протекает ток, который при правильно подобранных параметрах сварки равномерно нагревает сварочную ванну до высоких температур.

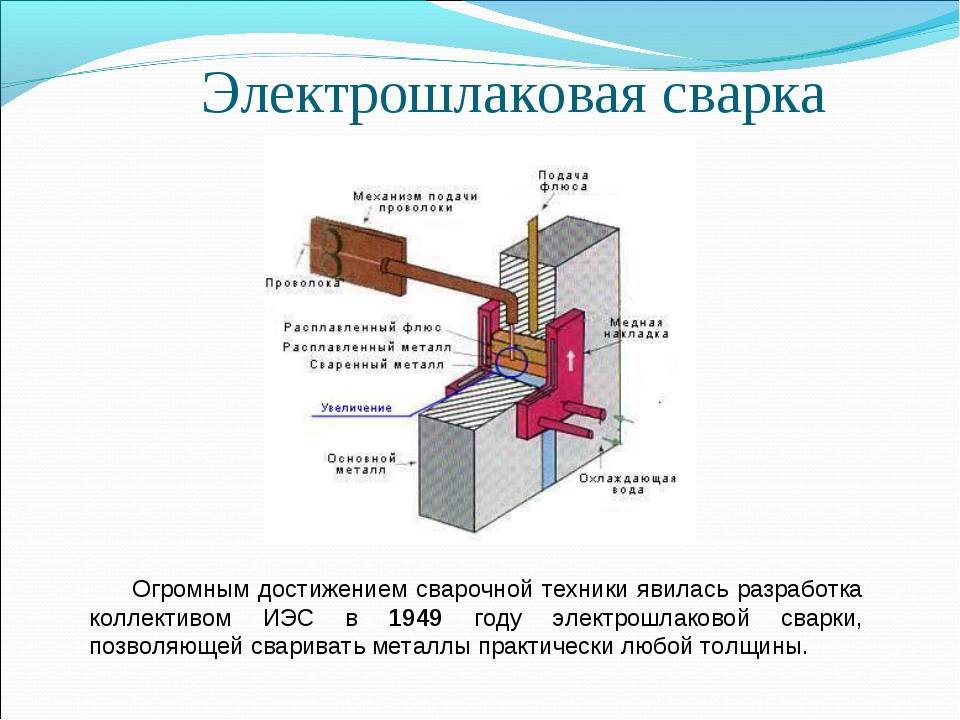



В шлаковую массу добавляется присадочный материал, который плавится вместе со шлаком и краями соединяемых деталей. Поскольку расплавленный металл тяжелее шлака, то он опускается вниз зазора и там застывает. Расплавленная масса же поднимается вверх. В результате этого процесса происходит сварка вертикального зазора.
Для того чтобы расплав не вытекал за пределы зазора, сбоку с двух сторон ставятся специальные пластины – ползуны. Они охлаждаются водой и постепенно перемещаются вверх.
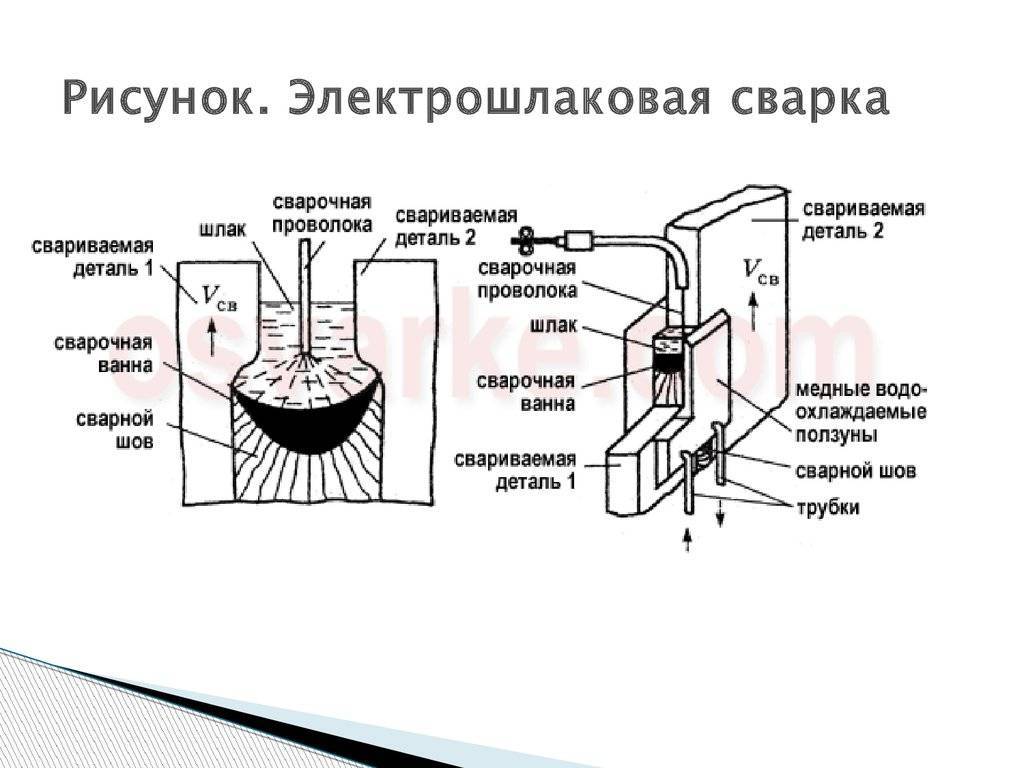
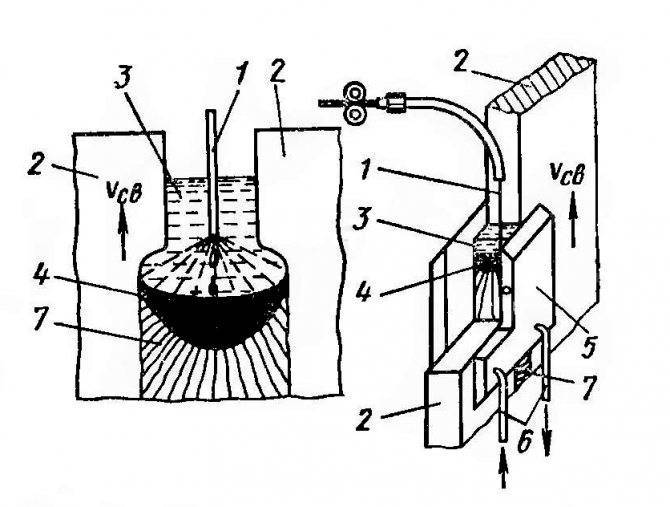
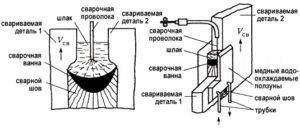
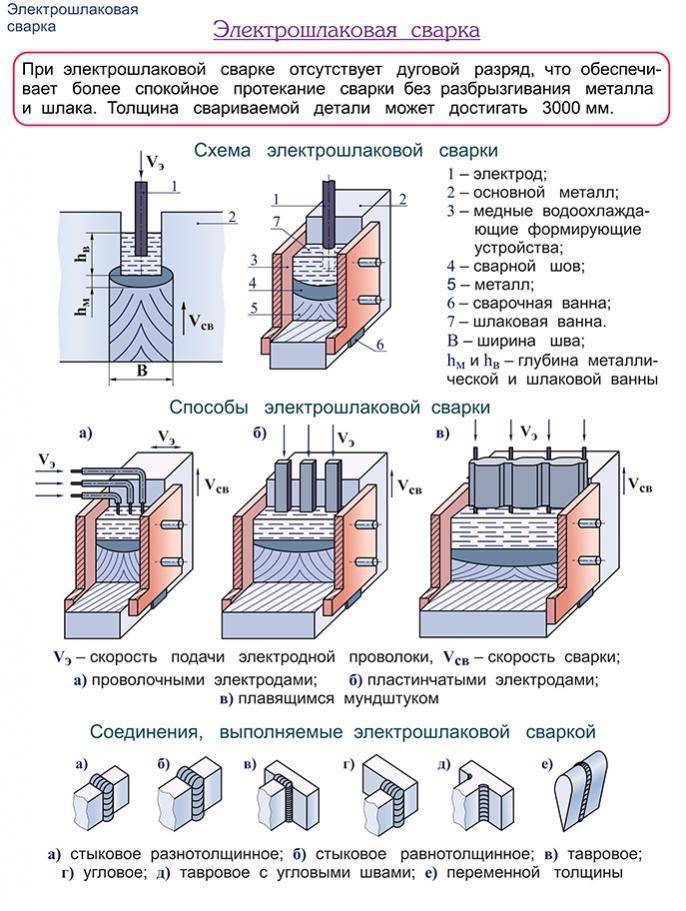
 Схема электрошлаковой сварки
Схема электрошлаковой сварки
Существует три метода осуществления ЭШС:
- В расплав непрерывно подается присадочный электрод, который расположен в горизонтальной плоскости.
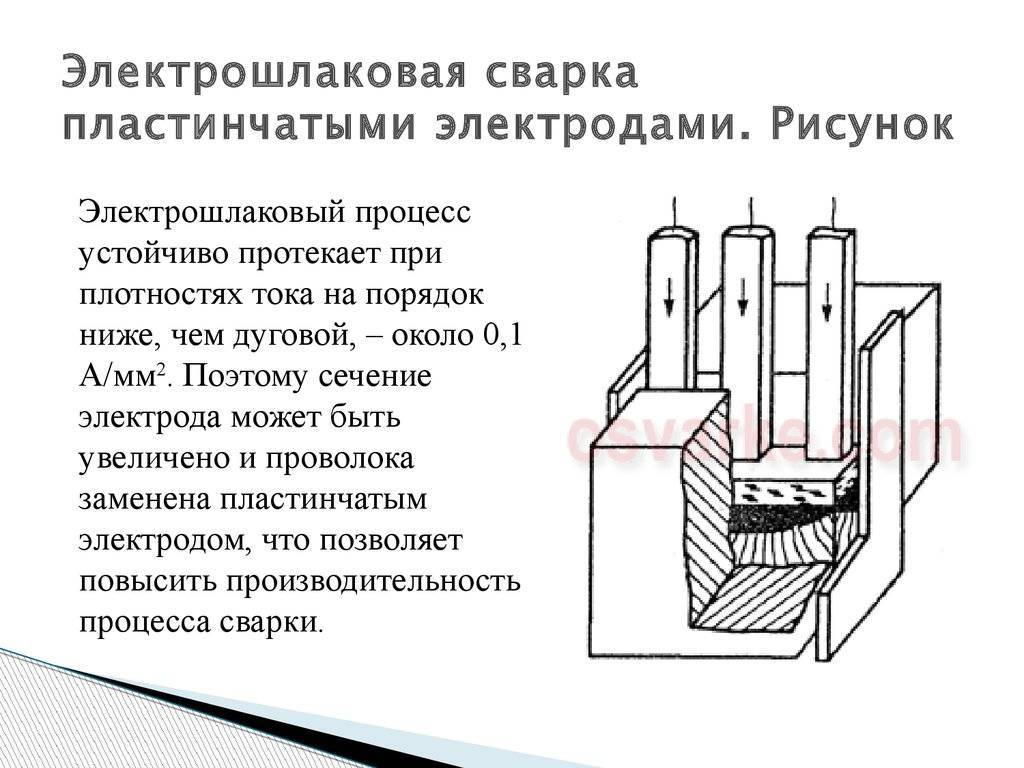
- Используются пластинчатые электроды, которые заменяют собой ползуны. Благодаря перекрытию зазора, создается эффективный расплав, что позволяет соединить зазоры деталей без добавления присадки.
- Объединение первых двух методов. При этом используются пластинчатый и плавящийся электроды.
Преимущества и недостатки ЭШС
Основные достоинства ЭШС:
- защита шва от воздействия атмосферы жидким шлаком;
- малая чувствительность процесса к изменению величины тока и даже его кратковременному прерыванию;
- сварка толстого металла за один проход;
- возможность сваривать необработанные торцы деталей;
- малый расход электроэнергии и дешевизна шлаков;
- высокий КПД.
Недостатки ЭШС:
- возможна сварка только вертикальных швов или швов под острым углом к вертикали;
- при прерывании процесса возникают дефекты, которые нельзя исправить;
- шов имеет крупнозернистую структуру, что ограничивает применение изделия при низких температурах (шов становится ломким);
- для организации ЭШС необходимо иметь довольно большое количество приспособлений.
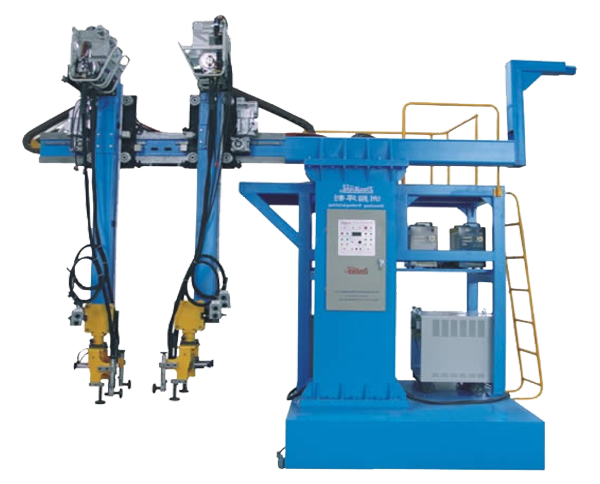
Оборудование
Для выполнения операций ЭШС используются автоматы или полуавтоматы. Второй тип оборудования используется редко, так как вручную перемещать тяжелое оборудование по вертикали для человека довольно трудно.
Автоматы для ЭШС обычно включают:
- автоматически двигающийся сварочный аппарат с медными ползунами;
- источник питания;
- устройства подачи флюса и проволоки;
- систему управления.
В зависимости от конструкции автоматы для ЭШС могут быть подвесные или самоходные (рельсового или безрельсового типа).
Какие применяют флюсы
Флюсы и шлаки для электрошлаковой сварки это одно и тоже. Данная субстанция является ведущей, и она должна соответствовать определённым условиям:
- обеспечение старта реакции в максимально короткий промежуток времени и с любым напряжением;
- проплавление кромок на высоком уровне;
- высокие атрибуты и прочность готового шва;
- простота очистки излишков по завершению действий.
Также для каждой процедуры требуется выбирать свою разновидность вещества. Например, для низколегированных или углеродистых типов железа предназначен АН-8. Режимы его прокалки составляют 400-500 °С. В химический состав гранул входят оксиды кремния, марганца, кальция, магния, алюминия. В наплавленном металле будет содержаться 0,12% фосфора и 0,1% серы.
Для высоколегированных предназначен АН-22. Эта материя похожа на стекловидное строение жёлтого цвета. Что касается режима прокалки, то он должен доходить 650-800 °С.

Флюс для электрошлаковой сварки
При обработке нержавейки используются флюсы АН-45 и его аналоги. Однако при расплавлении данного вещества наблюдается большое выделение фтористых газов, что является главным недостатком. Технологические свойства имеют следующий характер:
- Хорошее образование шва с плавным переходом к основе изделия.
- Низкая склонность к образованию сколов и трещин.
- Размер зёрен может быть 0,25-3,0 мм.
- Удовлетворительная определимость шлаковой корки.
Встречаются и менее популярные разновидности. Например, АН-9, АНФ-1, АНФ-7. Каждый из компонентов отличается химическим составом, температурой плавления и внешним видом, которые должны ещё и соответствовать ГОСТу.
Где применяется
Основная область применения – тяжелое машиностроение.
Возможности использования:
- соединение толстостенных листов и деталей (бронекорпусов кораблей, валов гидравлических турбин, станин мощных прессов и прокатных станов, брони танков, барабанов котлов высокого давления);
- сварка металлов, имеющих разный химический состав;
- сооружение кожухов домен;
- производство сварно-кованых и сварно-литых конструкций;
- изготовление металлургического оборудования, толстостенных цилиндров.
Метод также применяют для сварки металла небольшой толщины (14-30 мм), например, монтажных стыков корпусов судов на стапеле.
Способы электрошлаковой сварки
Имеется 3 направления ЭШС, каждое из которых имеет собственные наплавки:

- Обеспечение сварочного скрепления за счет проволочных электродов.
- Соединение при помощи плавящегося мундштука.
- Сварка производится электродами с большой площадью сечения.
Процесс сварки, обеспечивающийся электродами проволочного типа, широко распространен в современной промышленности. Он может проводиться с применением 1, 2, 3 электродных проволок с отсутствием колебаний либо совместно с ними. Также ЭШС может производиться проволочными электродами без непосредственного поступления мундштука в сварной зазор.



Процесс получения рабочего шва благодаря использованию плавящегося мундштука считается распространенным универсальным типом соединения заготовок различной толщины, а также криволинейных деталей. Плавящийся мундштук имеет вид нескольких пластин либо объединенных стержней, в которых имеются специальные каналы для подвода электрического тока и проволоки.
Режимы электрошлаковой сварки основываются на использовании шлака в качестве основного теплового источника в процессе сварки.

Аппараты для электрошлаковой сварки
Особенностью любого агрегата, предназначенного для электрошлаковой сварки, считается минимальный общий расход флюсовых материалов. Данные устройства могут обеспечивать соединение отличных по толщине деталей в условиях одного прохода сваркой. При этом разделывать кромки не требуется, а производительность ЭШС существенно превосходит флюсовую сварку многослойного типа, которая выполняется автоматом.
Аппаратные устройства сварки обеспечивают подачу электродов непосредственно к месту контакта заготовок. Также они поддерживают постоянную устойчивость любой электрошлаковой операции. Частой практикой решения подобных задач является применение для сварочных работ автоматических агрегатов, которые способны передвигаться вертикально более равномерно и плавно, нежели тяжелые полуавтоматические устройства.
Любой агрегат, обеспечивающий качественную ЭШС, отвечает общим требованиям реализации этой разновидности сварочных работ:
- Техническое устройство должно создавать и поддерживать зазор, разграничивающий части ванны.
- Должна поддерживаться возможность вертикального формирования текущего соединительного шва.
- Сварочный шов должен создаваться в условиях одного подхода.
Дополнительными устройствами, обеспечивающими качественную сварку, являются: проволочные ролики, отвечающие за постоянство подачи проволоки, мундштук со способностью передачи тока, дополнительные ползунки с удерживающими планками и водные охлаждающие трубки.
Преимущества и область распространения технологии ЭШС
Технология электрошлаковой сварки имеет достоинства, из-за которых она активно используется на современных заводах:
- В процессе создания сварочного соединения отпадает необходимость разделения кромок.
- Любой шов, созданный по технологии ЭШС, создается в условиях чрезмерного наплавления. Коэффициент наплавки предоставляет серьезную экономическую выгоду любому предприятию.
- Относительно осевых плоскостей симметрия шва полностью сохраняется. Это преимущество проявляется при соединении заготовок с предстоящей корректировкой.
Область применения электрошлаковой сварки сосредотачивается как в строительных сферах, так и на производственных площадках. Благодаря ЭШС изготавливаются массивные станины, выполняется установка турбин, создание прочных соединительных швов для установки огромных барабанных конструкций и тяжелых устройств для котельных помещений. Производственное применение этой технологии заключается в сборку крупных конструкционных проектов.
В итоге, экономическая составляющая и качество получаемого стыкового соединения при использовании электрошлаковой сварки имеют достойные показатели, но чрезмерная термическая зона существенно ограничивает сферу применения этого типа сварки.
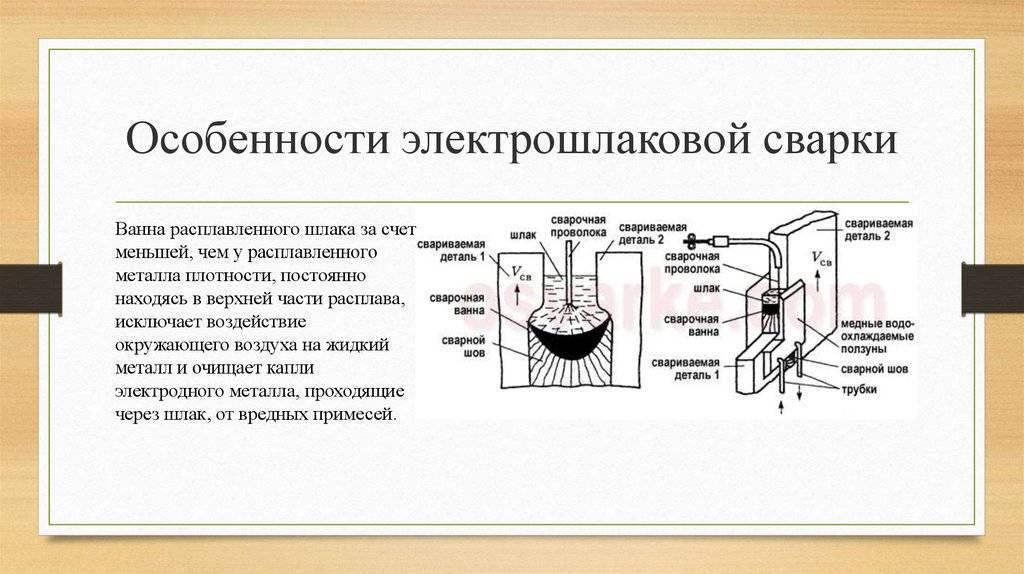
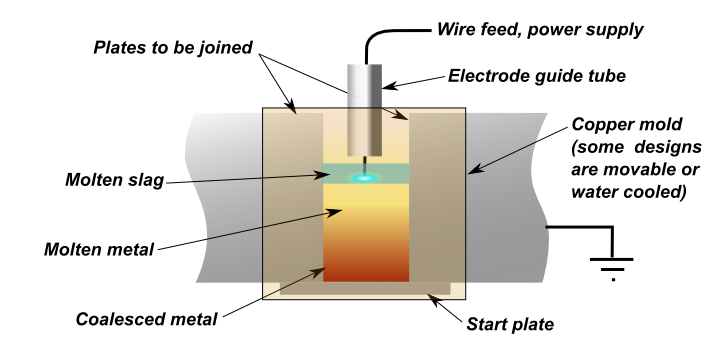
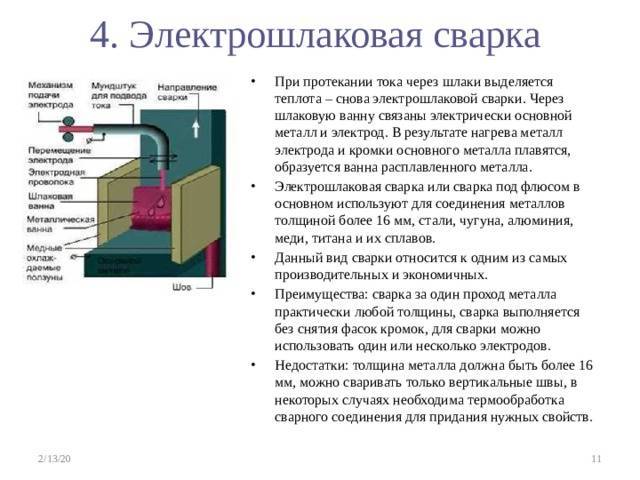
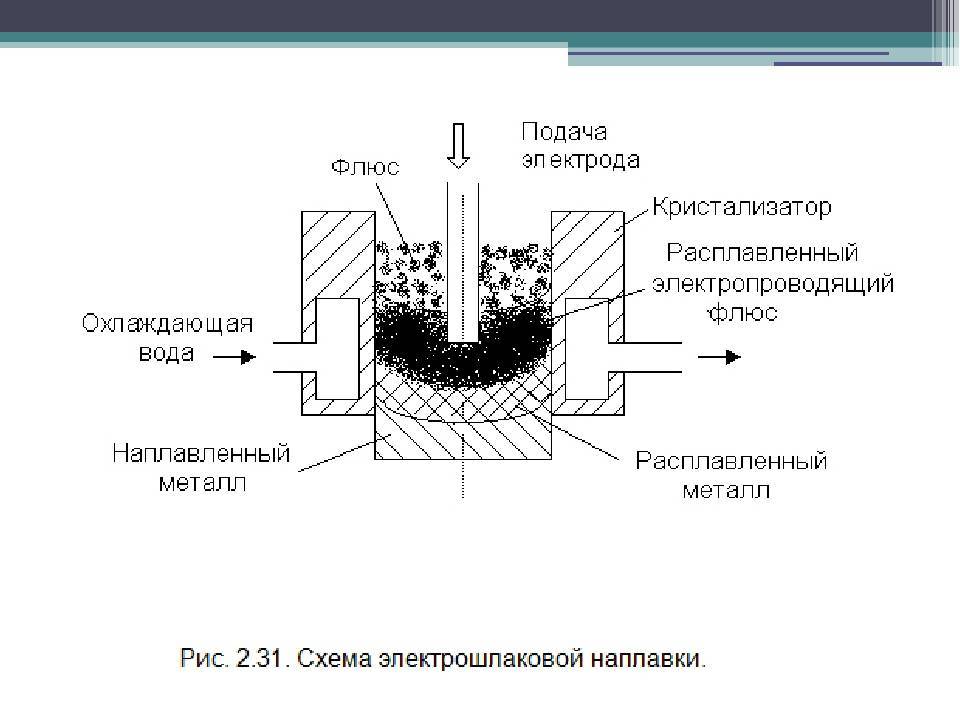
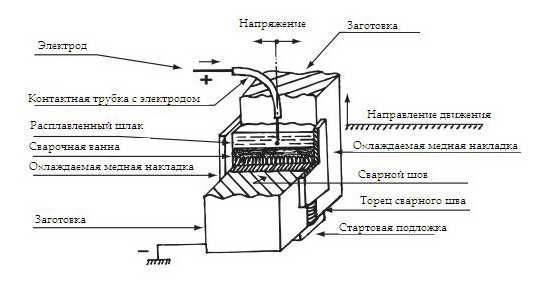
Сущность процесса электрошлаковой сварки
В процессе электрошлаковой сварки, электрический ток, подающийся через ванну
расплавленного шлака, расплавляет основной и присадочный металл и поддерживает
постоянную температуру расплава. Этот процесс стабилен при глубине шлаковой
ванны в пределах 35-60мм. Ванну легче сформировать при
вертикальном положении сварного шва. Наименее удобно электрошлаковую сварку
выполнять в нижнем положении. Для принудительного охлаждения расплава и
формирования сварного шва, в большинстве случаев, применяются медные устройства
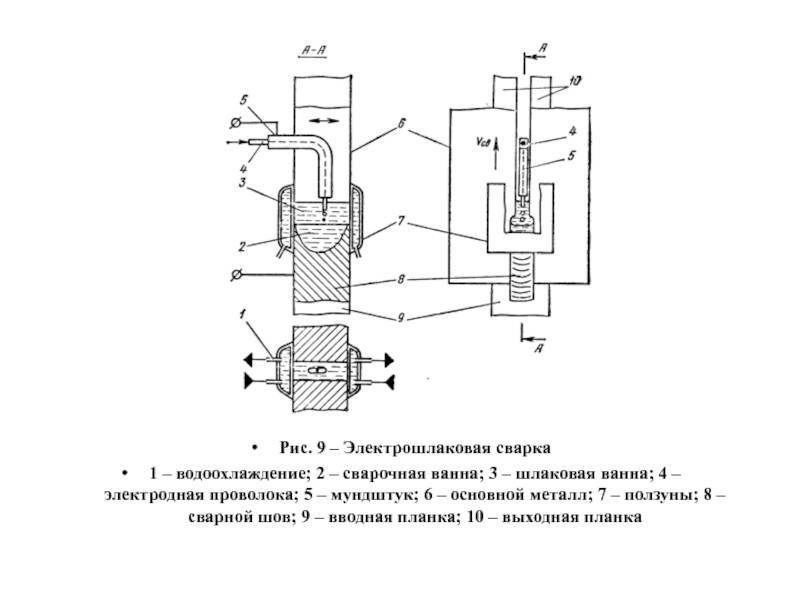
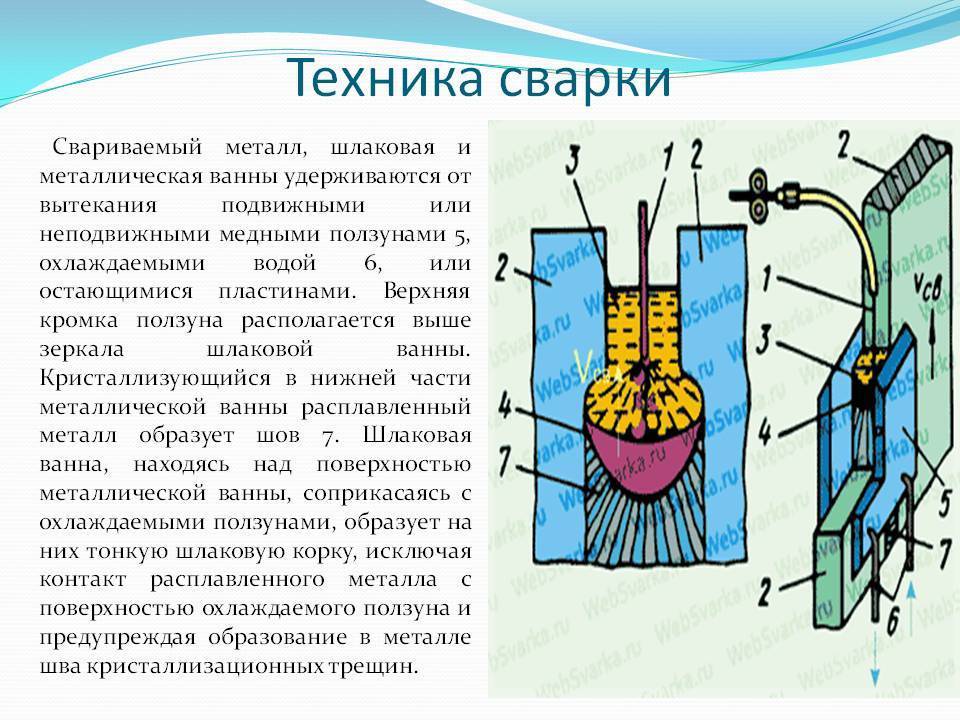
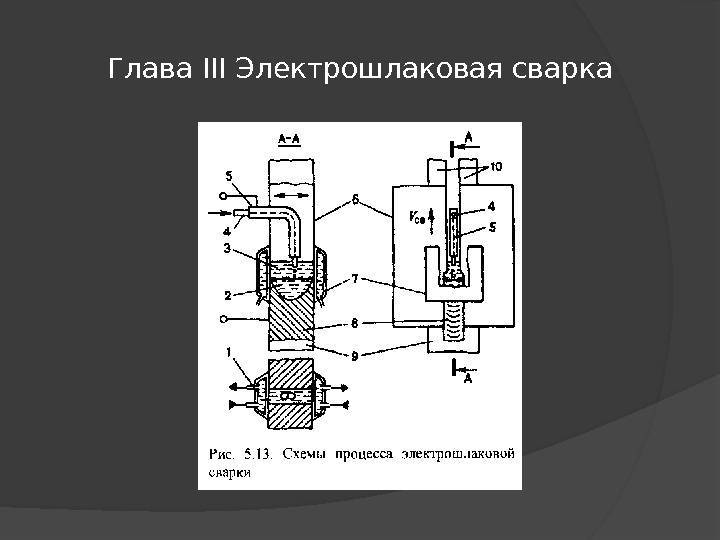
с водным охлаждением. Схема электрошлаковой сварки показана на рисунке:
При электрошлаковой сварке весь электрический ток подаётся к шлаковой ванне,
а через неё к электроду и свариваемым кромкам. Стабильность этого процесса возможно
только благодаря постоянной температуре расплавленной шлаковой ванны. Температура
расплава может достигать 1900-2000°C.



Большая часть тепловой энергии из шлаковой ванны передаётся в металлическую
ванну, а от неё — к свариваемым кромкам через капли электродного металла. Распределение
всей тепловой энергии, выделяющейся в шлаковой ванне, распределяется следующим
образом: 20-25% тепла расходуется на расплавление сварочной проволоки, 55-60%
идёт на расплавление основного металла, 4-6% уходит на расплавление флюса и
поддержание стабильно температуры шлаковой ванны, а 12-16% составляют потери
тепла через ползуны и теплоотвод в свариваемых деталях.
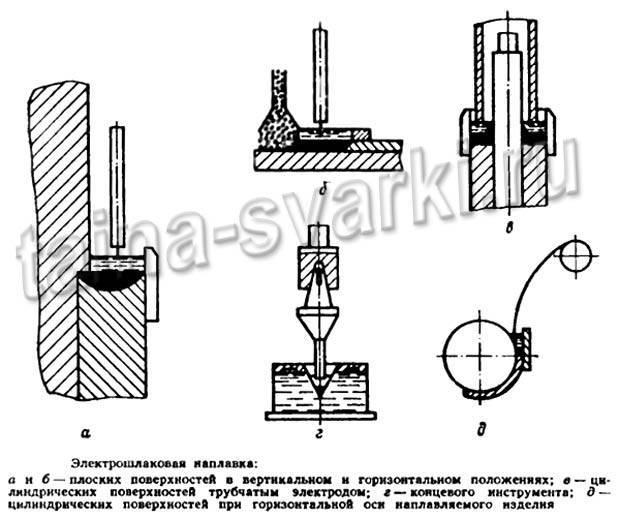
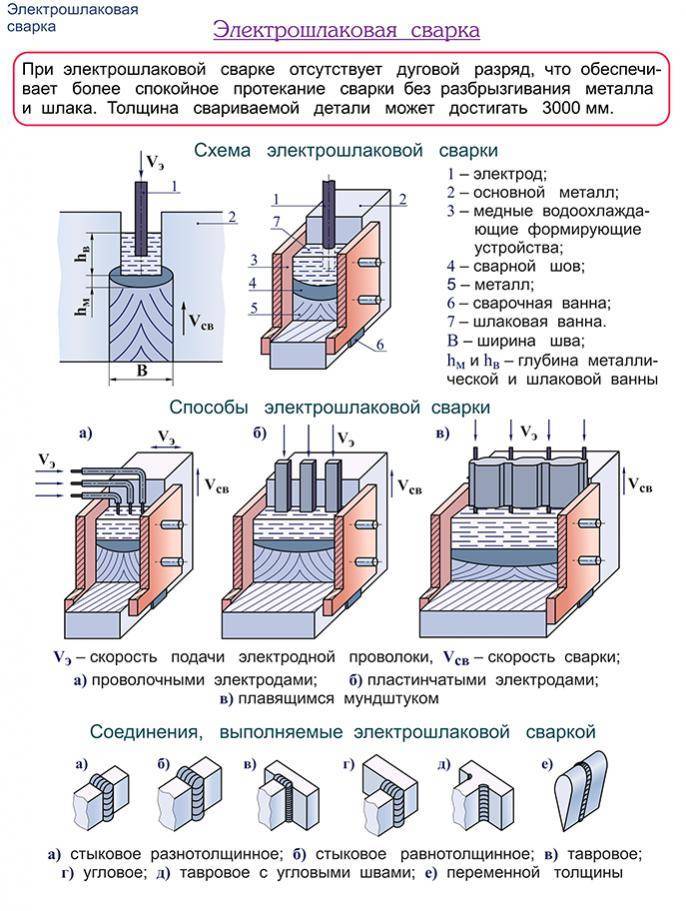
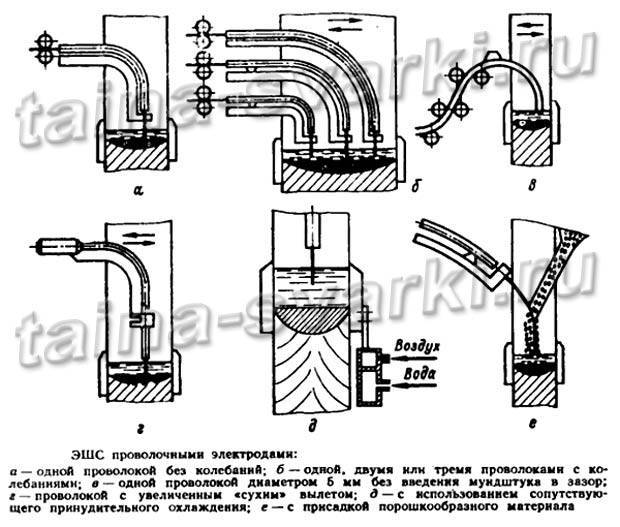
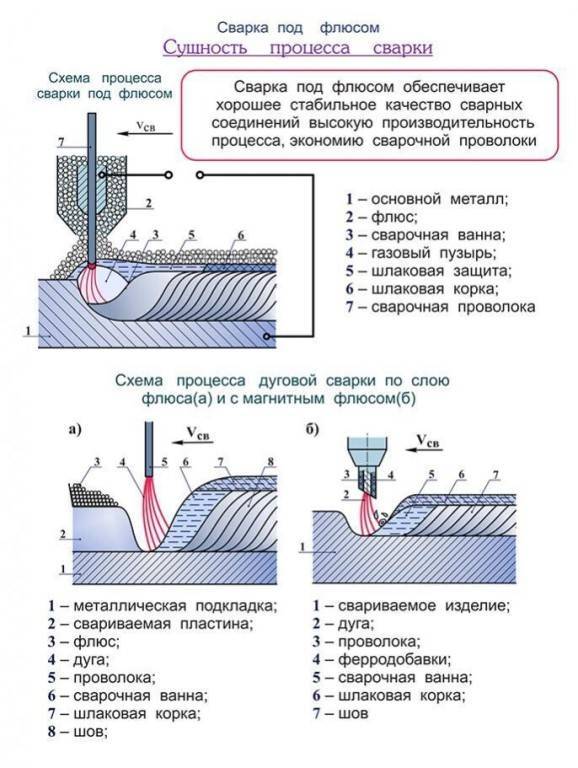
Основные схемы процесса
Электрошлаковый процесс может быть применён не только для сварки, но и для
наплавки, переплава и отливки. Электрошлаковую сварку (ЭШС) можно выполнять
проволочными электродами, плавящимся мундштуком, или же электродами большого
сечения. На рисунке ниже представлены схемы ЭШС проволочными электродами:
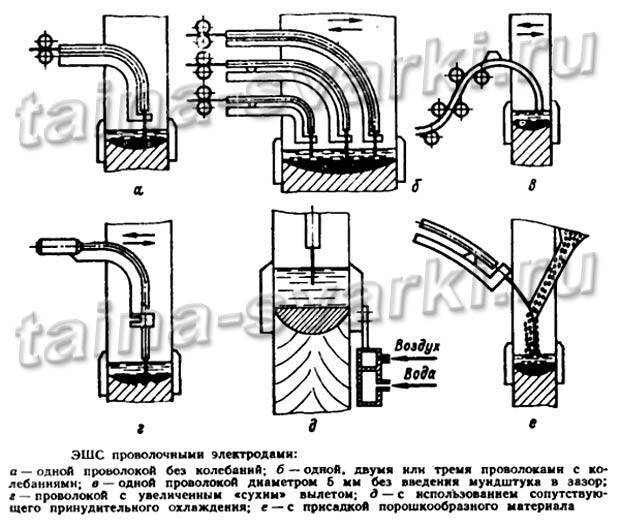
На практике наибольшее распространение получили схемы а и б, они позволяют
сваривать металл толщиной от 20 до 450мм с помощью проволоки диаметром 3мм.
Схема в предназначена для сварки металла, толщиной до 120мм. Схема г в 1,5-2
раза производительнее схем а и б. А схема д узконаправлена и предназначена для
сварки низколегированных сталей толщиной до 100 мм без последующей термообработки.
Схема е применяется при монтаже крупных изделий больших габаритов без последующей
термообработки. Толщина свариваемого металла до 60мм. Сварку по этой схеме отличает
высокая производительность и повышенные мех. свойства сварного шва. Все эти
схемы можно выполнить на обычном сварочном оборудовании.
На следующем рисунке представлены схемы электрошлаковой сварки мундштуком и
электродами большого сечения:
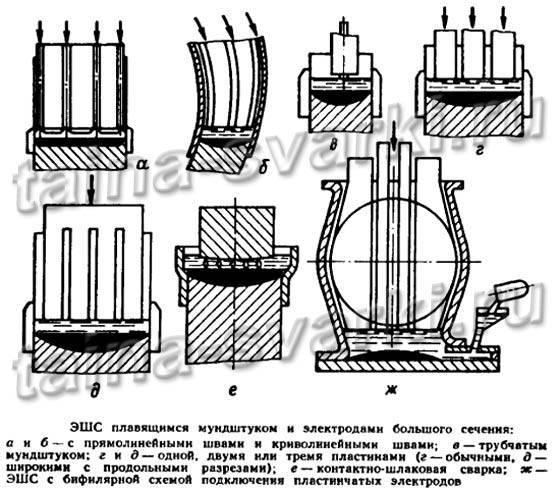
Схемы а-в выполняются плавящимся мундштуком и предназначены для сварки металла
очень большой толщины, более 450мм при помощи прямых и криволинейных швов. При
сварке сталей и сварке титана этим способом применяется проволока диаметром
3-мм.
Схемы г-ж выполняются электродами большого сечения. По схеме г сварка выполняется
одной, двумя, или тремя пластинами, подключенными к общему, или разным источникам
сварочного тока. По схеме д сварку выполняют одной, двумя, или тремя пластинами,
имеющими продольные разрезы. На схеме е изображён процесс контактно-шлаковой
сварки. Схема ж представляет собой сварку пластинчатыми электродами с бифилярной
схемой подключения электродов к источнику питания. Такой способ сварки редко
применяется для сварки сталей, он получил наибольшее распространение при
сварке алюминия, или при сварке
меди.
Типы сварных соединений и виды сварных швов
На рисунках ниже представлены типы сварных соединений и виды сварных швов,
которые можно выполнить при помощи электрошлаковой сварки:
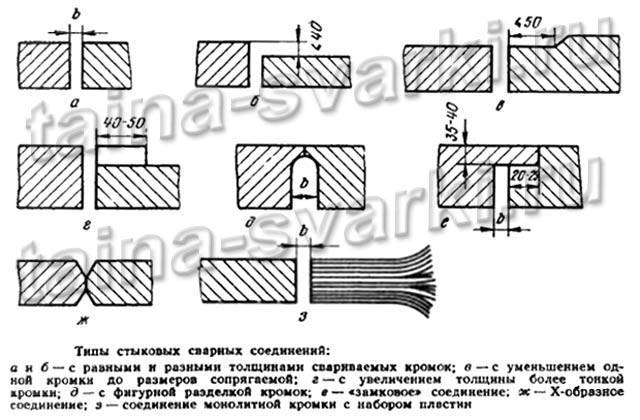
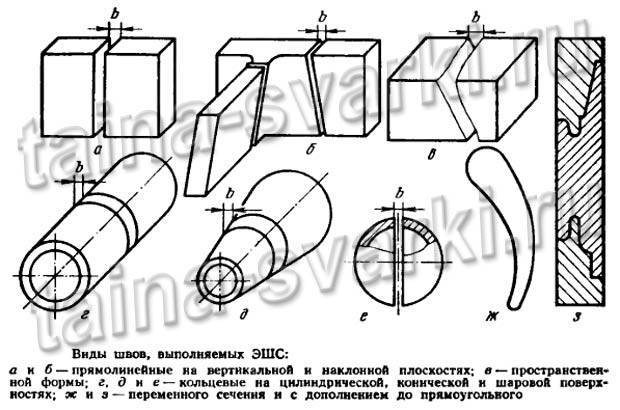
При
сварке стыкового шва между двумя кромками, обычно, предусматривается технологический
зазор, являющийся одним из важных параметров режима сварки. Все конструктивные
элементы сварных кромок и сварных швов для электрошлаковой сварки регламентированы
в ГОСТ 15164.
В случае ЭШС в стык при разной толщине свариваемых деталей, либо утончают более
толстую кромку, либо к более тонкой приваривают дополнительную пластину для
уравнивания толщины.
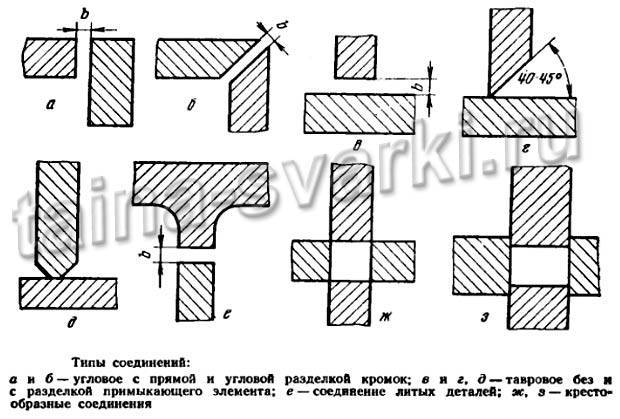
Электрошлаковая сварка
угловых соединений и тавровых на практике встречается реже, чем стыковых.
Если ЭШС выполняется плавящимся мундштуком, то на сварных кромках делают V-
или К-образную разделку. Прямолинейные швы выполняются в вертикальном положении.
Допустимая величина наклона составляет 15-20°. Выполнение кольцевых швов возможно
на цилиндрической, конической или сферической поверхностях.
Подготовка деталей к сборке и сварке
Пригодность деталей к ЭШС в основном определяется чистотой обработки торцевых поверхностей свариваемых кромок и состоянием боковых поверхностей кромок, по которым будут перемещаться устройства, формирующие шов.
Для сварки металла толщиной до 200 мм торцевые поверхности кромок подготовляют газорезательными машинами. Величина отдельных гребешков и выхватов не должна превышать 2—3 мм, а максимальное отклонение от прямоугольности реза должна быть не более 4 мм. При толщинах металла свыше 200 мм, а также для кольцевых швов и деталей из легированных сталей в большинстве случаев применяют механическую обработку.




Боковые поверхности деталей, выполненных из проката, обычно зачищают от ржавчины и окалины наждачными кругами. Боковые поверхности литых и кованых деталей подвергают механической обработке на ширину 60—80 мм от торца кромки с чистотой R 80— R 40. В тех случаях, когда применяют для сварки неподвижные формирующие устройства (медные водоохлаждаемые или стальные привариваемые), боковые поверхности литых деталей не обрабатывают.
При сборке стыковых соединений прямолинейных швов смещение кромок (депланация) не должно превышать 2—3 мм. При сварке деталей разной толщины перед сборкой более толстую кромку сострагивают или на тонкую кромку устанавливают по всей длине стыка выравнивающую планку, которую после сварки сострагивают. При сварке деталей разной толщины используют специальные ступенчатые ползуны. Случайные смещения кромок не должны превышать 1—2 мм.
Допуски на смещение кромок для кольцевых швов меньше. Максимальная разность диаметров стыкуемых деталей не должна превышать ±0,5 мм, а наибольшее смещение кромок при сборке должно быть не более 1 мм. При сварке кольцевых швов цилиндрических изделий большого диаметра с малой толщиной стенки, свальцованных из проката без механической обработки кромок, смещение кромок не должно превышать 3 мм.
При сборке под сварку для уменьшения депланации листов обычно используют шайбы-пластины с двумя круглыми отверстиями или другие приспособления. Эти пластины пропускают в зазор между листами, а в отверстия (диаметром ≈40 мм) забивают цилиндрические клинья со скосом.
Перед сваркой сборочные приспособления следует удалять и заменять закрепляющими устройствами, которыми чаще всего служат скобы, привариваемые с тыльной стороны стыка. При большой толщине листов, когда скорость сварки невелика, вместо скоб можно применять пластины, привариваемые односторонними швами с лицевой стороны и удаляемые в процессе сварки, фиксирующие скобы или пластины устанавливают через 500—800 мм. Пластины приваривают так, чтобы шов заканчивался за 60—80 мм от торцевой поверхности кромок.
Для получения точных размеров готового сварного изделия необходимо собирать детали с зазором, учитывающим деформации соединяемых деталей при сварке. Следует различать расчетный, сварочный и сборочный зазоры. Сварочный зазор обычно принимают на 1—12 мм больше расчетного.
В действительности изделие собирают с большим так называемым сборочным зазором. Сборочный зазор в нижней части стыка равен сварочному зазору. В верхней части стыка сборочный зазор следует увеличивать на 2—4 мм на каждый метр длины стыка.
Электрошлаковые швы формируют с помощью водоохлаждаемых ползунов или медных подкладок, а также приваривающимися подкладками или замковыми соединениями.
Для начала электрошлакового процесса и выведения его за пределы сварного соединения используют входной карман и выходные планки.
Способы сваривания
Электрошлаковая сварка подходит не для всех металлов, но ее область применения нельзя назвать узкой. Ее используют обычно для соединения низкоуглеродных и среднеуглеродных сталей, чугуна, цветных металлов (вплоть до титана и алюминия), реже — для легированных сталей.
Применяют при производстве массивных, крупногабаритных деталей (толщина порядка 100-600 мм), переплавке отходов.
 На практике используется 3 основных методики сварки. Первая подразумевает непрерывную подачу в расплав присадочного электрода, направляемого в горизонтальной плоскости. Движение электрода носит возвратно-поступательный характер, чтобы обеспечивалась максимальная плотность контакта.
На практике используется 3 основных методики сварки. Первая подразумевает непрерывную подачу в расплав присадочного электрода, направляемого в горизонтальной плоскости. Движение электрода носит возвратно-поступательный характер, чтобы обеспечивалась максимальная плотность контакта.
Вторая электрошлаковая методика — это сварка габаритными пластинчатыми электродами, которые фактически заменяют собой медные ползуны.
В этом случае присадка используется в меньшей степени — электроды сами плотно перекрывают зазор и обеспечивают эффективный расплав: торцы деталей соединяются без присадки. Но в этом случае электроды должны быть подогнаны по форме к деталям, это узкоспециализированный способ.
Третья методика основана на соединении первых двух. В ней присутствует и пластинчатый электрод, и особый плавящийся электрод. Первый во время всего процесса электрошлаковой сварки остается неподвижным, второй подается в зону расплава и является, по сути своей, присадкой.
Также существуют два разных принципа работы установок электрошлаковой сварки. Устройства, в которых реализован первый способ, работают с твердой шлаковой смесью, которую самостоятельно расплавляют. Установки, работающие по второму принципу, используют жидкую, предварительно расплавленную в печи смесь.




Первым для начала работы необходим более мощный пусковой ток, потому что много энергии тратится на доведение шлака до жидкого состояния. Вторым, соответственно, требуется находящаяся неподалеку плавильная печь.
Достоинства
У электрошлаковой сварки есть ряд несомненных достоинств, которыми нельзя пренебрегать при организации производственных процессов.
- Возможность обеспечения стабильной и качественной структуры шва при соединении деталей, имеющих значительную массу и толщину.
- Нет нужды в предварительном снятии фасок на кромках и последующей обработке готового изделия для удаления шлака.
- В случае одновременного использования нескольких электродов появляется возможность наложения сварочного шва по всей длине за один проход, что существенно сокращает сроки работ и ускоряет производство.
Причины, по которым шлаковые включения образуются
Довольно часто только осваивающие сварочные технологии специалисты задаются вопросом почему много шлака при сварке образуется на соединительных стыках. Появление таких включений обусловлено разными факторами:
- металл быстрее обычного остывает и шлак попросту не успевает выйти за пределы сварочной ванны;
- низкое качество электродов, используемых при сварке. При этом неравномерно происходит плавление и в сварочную ванну попадают частички электрода;
- при низких значениях раскисления металла образуется много шлака при сварке. Это процесс, при котором из уже мягкого металла устраняются молекул кислорода. Они ухудшают механические свойства металла и разрушают его структуру;
- некачественная подготовка и зачистка от грязи, ржавчины и масел свариваемых кромок;
- высокие значения поверхностного натяжения шлака препятствуют всплытию его на поверхность;
- применение флюса или электродов из тугоплавких металлов и с большим удельным весом;
- не соблюдении режимов и технологии сварки, например, неправильно подобранный угол наклона или же неподходящая скорость перемещение электрода.
Чтобы осуществлялась сварка без шлака или же с минимальным его количеством, желательно обратиться за помощью к опытным сварщикам. Если вы хотите самостоятельно сваривать, то следует научиться сваривать самые простые элементы и только потом приступать к более сложным.





