Применение проволки для газовой сварки
Для выполнения газовой сварки не нужно дорого оборудования и сетевого подключения к электропитанию. Однако во время этого процесса скорость нагревания металла заметно ниже, чем при дуговой, а зона воздействия тепла, наоборот, больше. Все это может привести к быстрому короблению деталей.
Производительность выполнения работ тем ниже, чем толще соединяемый металл. При этом проволока для газовой сварки используется самая обычная.
Единственное условие – приближенность к металлу, с которым проводятся работы, но температура расходного материала не должна превышать температуру плавления металла.
Чаще всего для газовой среды уместно проводить работу проволокой из:
- Углеродистой стали.
- Низколегированной стали.
- Алюминия, а также его сплавов.
- Меди и соединений с ним.
Контроль расхода сварочной проволоки
Во многих полуавтоматах с программным обеспечением существует саморегуляция дуги. Это более удобный вариант для сварщика. Контролировать скорость подачи электрода можно следующими несколькими методами.
Производится тестовый шов на рабочем металле. Если дуга не образовывается или нестабильна, необходимо увеличить значение напряжения, а скорость подачи оставляем прежней. Таким образом, используя метод проб и ошибок можно найти оптимальный режим.

Образование шва при сварке полуавтоматом
Регулировка скорости выхода электрода у полуавтомата происходит при вращении механического регулятора.
Присоединяем к системе защитный газ СО². Объем выработки смеси должен находиться в пределах 12 л/мин. Для порошковой проволоки используется меньшая скорость выхода электрода.
Related Posts via Categories
- Вес стальной, медной и алюминиевой проволоки – таблицы и формулы расчета
- Сварочная проволока для полуавтомата – выбираем правильно рабочий инструмент
- Проволока сварочная нержавейка – для неподдающихся коррозии швов
- Как выбрать и сколько надо взять вязальной проволоки для обвязки арматуры?
- Применение порошковой проволоки для полуавтомата
- Какие особенности имеет проволока оцинкованная и каковы ее разновидности?
- Сварка аустенитных сталей – обо всех тонкостях процесса понятно и просто
- Стальная оцинкованная проволока как полуфабрикат для изготовления изделий
- Пружинная проволока – по каким стандартам она изготавливается?
- Стальная проволока – готовое изделие и материал для различных конструкций
Эксплуатационные особенности
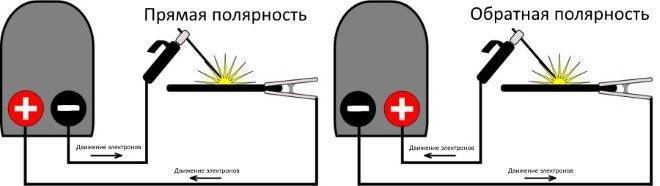
Ею, как уже говорилось, сваривают металлы при прямой полярности.
Прямая полярность означает, что положительный контакт сварочного аппарата соединяют с самой заготовкой кабелем заземления, а отрицательный контакт — с электродом посредством сварочного кабеля
В настройках сварочного аппарата выставляются минимальные скорость ее подачи и рабочее напряжение тока. Например, при использовании диаметра 1.2 мм оптимальной скоростью подачи будет 2 метра в минуту, а напряжение — 14 В.
Для нее является обычным образование толстого шлакового слоя на сделанном шве. Если шов планируется многопроходный, то этот шлак нужно тщательно удалить металлической щеткой и молотком.
Вообще же, по отзывам, — шов, практически всегда, довольно груб, имеет крупную чешую и наплывы. При неосторожных и поспешных действиях сварщика возможны непровары. Это фактически неизбежно при работе прерывистой электрической дугой.
Стальная
Проволоку различают по назначению: для сварки или наплавки.
Всего выпускается около 80 марок проволоки.
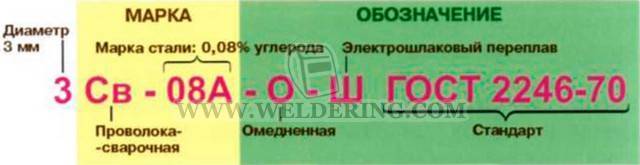
Буквы «Св» означают, что проволока сварочная. Через дефис указывают марку стали, из которой изготовлена проволока. Первая цифра соответствует содержанию углерода в сотых долях процента. Буквы означают наличие легирующих элементов в процентах, которые указываются числом, следующим за буквенным обозначением.

Для сварки низкоуглеродистых сталей используют шесть марок: Св-08, Св-08А, Св-08АА, Св-08ГА, Св-10ГА, Св-10Г2,
Для низко- и среднелегированных сталей — 30 марок, например: Св-08ГС, Св-08Г2С, Св-18ХГС и др.
Для сварки высоколегированных сталей применяют 41 марку проволоки Св-08Х14ГНТ, Св-12Х13 и др.
Если после буквы цифра отсутствует, то количество данного элемента не превышает 1%. Буква «А» в конце маркировки свидетельствует о пониженном содержании серы и фосфора, а буквы «АА» — о еще меньшем их количестве.
Низкоуглеродистую и легированную проволоки выпускают неомедненными и омедненными (условное обозначение — О). Омеднение защищает проволоку от окисления и улучшает токоподвод.
В конце маркировки может стоять буква «Э». «Э» означает, что проволока служит для изготовления электродов. Буквы «Ш», «ВД» или «ВИ» говорят о том, что сталь для проволоки изготовлена соответственно электрошлаковым, вакуумно-дуговым переплавом или в вакуумно-индукционных печах.
Пример условного обозначения сварочной проволоки диаметром 3 мм марки Св-08А с омедненной поверхностью из стали, полученной электрошлаковым переплавом:
Условия сварки | Рекомендуемая проволока |
Низкоуглеродистые и низколегированные стали в углекислом газе и смесях активных газов | Св-08Г2С |
Низкоуглеродистые и низколегированные стали в аргоне и гелии | Св-08ГС |
Сварка в углекислом газе на открытом воздухе | Св-20ГСЮТ |
Строительные металлоконструкции из стали 16Г2АФ в углекислом газе | Св-10ХГCН2MЮ |
Металлоконструкции из стали 10ХСНД в углекислом газе | Св-08Г2СДЮ |
Высокопрочные низколегированные стали (типа 14ХГНМ) в углекислом газе | Св-10ХН2Г2СМА |
Стали 08Х22Н6Т и 08Х18Г8Н2Т в углекислом газе | Св-08Х20Н9С2БТЮ |
Проволока для сварки среднеуглеродистых и теплоустойчивых сталей
Марка стали | Марка проволоки при сварке | |
в азоте, гелии | в углекислом газе | |
20ХГСА | Cв-15XMA, Св- 18ХГСА | Св-08Г2С |
30ХГСА | Cв-15XMA, Св- 18ХГСА | Св-10ГСМ, Св-10ГСМТ, CB-08X2CMA, Cв-15XMA, Св-18ХГСА, Св-08ХЗГ2СМ |
12XM | Cв-08XM | Св-10ХГ2СМА |
15ХМ | Св-08ХМ | Св-08ХНСМА, Св-08ХГ2СМ, Св-08ХГСМА |
12Х1МФ | Св-08ХМФА | Св-08ХГСМФА |
15Х1МФ | Св-08ХМ | Св-08X1М1ГСФ |
15X5M, 15X5, 15Х5ВФ | Cв-10X5M, Св-08Г2С | Св-08Г2С |
Стальная сварочная проволока выпускается следующих диаметров (мм): 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0 и 12,0, Проволока поставляется в мотках диаметром 150-750 мм, массой от 1,5 до 40 кг, а также намотанной на катушки и кассеты.
Поверхность проволоки должна быть чистой и гладкой, без трещин, расслоений, плен, закатов, раковин, забоин, окалины, ржавчины, масла и других загрязнений.
При необходимости проволоку очищают пескоструйным аппаратом или травлением в 5%-ном растворе соляной кислоты. Можно очищать проволоку, пропуская ее через специальные механические устройства, а также шлифовальной бумагой до металлического блеска. Перед очисткой бухту проволоки рекомендуется отжечь при температуре 150-200°С в течение 1,5-2 часов.









Обязателен сертификат с указанием предприятия-изготовителя, условного обозначения проволоки, номера плавки и партии, состояния поверхности и ее химического состава. При утере сертификата проволока может быть использована только после определения ее химического состава.
Проволока для дуговой сварки в инертных газах
Марка стали | Марка проволоки |
Хромистых | |
08X13 | Св-12Х13, Св-08Х14ГНТ |
08X17Т | Св-07Х25Н13, Св-06Х25Н12ТЮ, Св-08Х25Н12ТЮ, Св-10Х17Т |
15X25T | Св-06Х25Н12ТЮ, Св-08Х25Н13БТЮ, Св-10Х17Т |
0X13 1X13 | Св-10Х13, Св-06Х14 |
2X13 | Св-08Х14ГТ |
Высоколегированных | |
12X18H10T, 12X18H12T, 08Х19Н10Т | Св-06Х19Н9Т |
03X18H11 | Св-01Х19Н9 |
08Х22Н6Т | Св-07Х25Н13 |
08Х18Н12Б | Св-07Х19Н10Б |
10Х17Н13М2Т, 08Х17Н15М3Т, 08X21Н6М2Т | Св-06Х19Н10М3Т |
08Х20Н14С2 | Св-04Х19Н9С2 |
10Х23Н18 | Св-10Х20Н15, Св-07Х25Н13 |
06Х23Н28МДТ | Св-01Х23Н28М3Д3Т |
03X16H15M3 | Св-04Х19Н11МЗ |
08Х18Г8Н2Т | Св-08Х20Н9С2БТЮ |
Контроль расхода сварочной проволоки
В процессе сварки на полуавтомате, необходимо вести учёт расхода проволоки для сварки и газовых смесей. Это обеспечивает экономию расходных материалов на производстве и ведёт к снижению себестоимости самих работ.








На расход проволоки для сварки оказывают влияние такие показатели как:
- химический состав металла;
- диаметр и качество самой проволоки;
- данные технических характеристик рабочего полуавтомата для сварки;
- проведение сварки в среде нейтрального газа.
Во многих случаях, расход используемой сварочной проволоки считается до 1,5 % от веса всей конструкции. А вес проволоки превышает вес наплавляемого материала до 6%, так как имеют место угар и отходы.
Нормы расхода определённых марок проволоки на метр сварочного шва определяются по формуле М = НР ∙ КР. (где М – масса наплавляемого металла, напрямую зависящая и от металла, и от вида сварочного шва). КР – коэффициент расхода используемой проволоки (значение берётся из таблиц). Исходя из данной формулы рассчитывают потребность в сварочной проволоке не только для конкретного вида работ, но и для всего предприятия в течение времени.
Популярные марки
Наиболее востребованными марками сварочной проволоки, представленными на отечественном рынке, являются:
- Св-08ГСМТ. Этот тип изделия относится к медным материалам и применяется он в сварных операциях с использованием автоматов и полуавтоматов. Проволока хорошо работает с углеродистыми металлами и сплавами, которые содержат низкий процент легирующих компонентов. Она отличается высоким уровнем сопротивления к растягивающим нагрузкам. Данный параметр находится в диапазоне 1000-1300 МПа. Эта марка проволоки широко используется для соединения тонкостенных деталей, работающих под большим давлением. Сварка осуществляется в среде защитных газов (аргона и углекислоты);
- Св-06Х19Н9Т. Данная марка проволоки предназначена для работ с нержавеющей сталью в среде защитных газов. Благодаря содержанию таких элементов, как хром, марганец и никель, она обладает хорошей стойкостью к коррозии. Используется при производстве изделий пищевой промышленности;
- ПП2ДС. Это представитель порошковой проволоки. Данная марка позволяет осуществлять операции при сильном ветре, чего не может себе позволить сварка в среде защитных газов. Проволока предназначена для соединения деталей из стали (углеродистой и низколегированной), чугуна и цветных металлов. Используется в судостроении и нефтяной промышленности;
- OK Autrod 19.40. Эта проволока от зарубежного производителя ESAB. Она используется для работ с прокатом из алюминиевых бронз и для наплавки антикоррозионных слоёв на металлические детали. Её предел текучести составляет 175 Мпа, а прочность достигает 400 МПа. Сварочные операции производятся в чистом аргоне. Данное изделие применяется в химической промышленности и автомобилестроении.
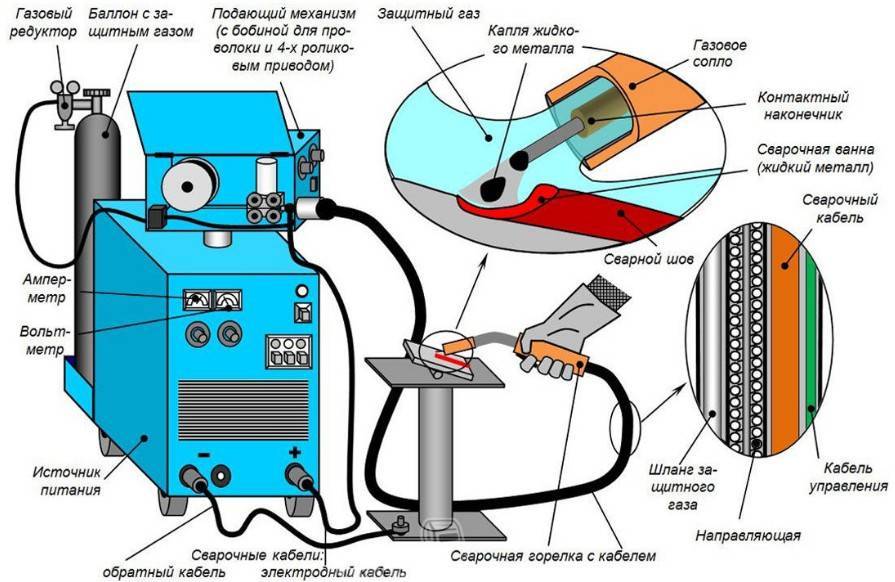
Процесс сварки с применением полуавтомата

Процесс сварки полуавтоматом.
В обычных условиях этим аппаратом варят черные металлы, нержавеющую сталь, алюминий. Сварка происходит под слоем инертного защитного газа. Для этого используется чаще всего углекислый газ, аргон, иногда гелий и смеси этих газов. Источником питания полуавтоматического сварочного аппарата является постоянный ток. Минусовая клемма подключается к изделию. Главный рабочий орган установки — сварочная горелка особой конструкции, подающая в зону сварки специальную сварочную проволоку с флюсом или с защитным газом.
Перед работой аппарат нужно настроить:
- Подобрать необходимую рабочую силу тока.
- Настроить нужную скорость подачи сварочной проволоки методом замены шестерен, которые входят в комплект поставки полуавтомата.
- Попробовать аппарат в работе. Если все параметры настройки были подобраны правильно, агрегат даст устойчивую и мощную сварную дугу, а также нужное количество защитного газа или флюса.
Если аппарат настроен, сварщик приступает к работе, соблюдая все основные принципы и тонкости сварного дела.
На что обратить внимание
Отдельно обращаем ваше внимание, что недостаточно просто выбрать тип проволоки и приступить к сварке. Необходимо заранее знать, какой тип работ вы будете выполнять
Поскольку каждая проволока предназначения для выполнения определенной работы. Согласитесь, проволока для сварки полуавтоматом вряд ли подойдет для резки. Также у проволоки может быть различный диаметр. Он подбирается исходя из толщины свариваемого металла. Чем толщина больше, тем больше диаметр проволоки. Диаметр может быть от 0.8 до 12 миллиметров. Самый популярный – 3 миллиметра.
Как мы уж писали выше, проволока может быть предназначена для сварки различных металлов. По этому признаку тоже можно классифицировать проволоку. Например, в магазине продается титановая сварочная проволока, которая применяется для сварки титана.

Также перед сваркой необходимо ознакомиться с составом. Ведь сварочная проволока отличается еще и по своему наполнению, а также легированности. Именно поэтому для правильного подбора присадочного материала нужно знать состав сварочной проволоки.
Отдельная тема — это маркировка сварочной проволоки. Об этом мы поговорим далее.
Лучшая омедненная сварочная проволока
Сварочная проволока этого типа применяется при сварке углеродистых и конструкционных сталей. Внутри она состоит из обычного металла, а наружное покрытие обогащено медью, что уменьшает количество брызг и задерживает образование трещин в горячем состоянии. Это подходит и для сварки чугуна.
Проволока имеет повышенное сопротивление на разрыв и отлично подойдет для применения в гараже, на даче и производстве, где требуется сварка «черного железа».
СВ-08Г2С-О (0.8 мм; катушка 5 кг) Кедр
Отечественный продукт для сварки в инертных газах. Удобная бабина легко устанавливается в барабан. Катушки присадочного материала весом 5 кг хватает на долго.
+ Плюсы СВ-08Г2С-О (0.8 мм; катушка 5 кг) Кедр
- Пригодна для всех углеродистых и низколегированных сталей. Шов действительно ровный и чистый благодаря отсутствию брызг.
- Получается глубокий провар.
— Минусы СВ-08Г2С-О (0.8 мм; катушка 5 кг) Кедр
- Подходит не ко всем полуавтоматам по креплению к барабану (используется еврокатушка).
- Не пригодна для работы в среде активных газов (углекислоты) — нужно быть внимательным при выборе для сварки кузовов авто и тонких металлов под вентиляцию.
Вывод. Это лучшая сварочная проволока для полуавтоматов в тех случаях, где важна максимальная чистота металла после накладки шва. Она отличается минимальным количеством брызг, благодаря чему расположенная рядом резьба или лицевая поверхность останутся неиспорченными.
OK Autrod 12.51 (0.8 мм; 5 кг) ESAB
Шведский продукт от именитого бренда, изготавливаемый на производственных мощностях в Чехии. Выпускается в еровкатушках весом по 5 кг и соответствует ГОСТу СВ-08Г2С-О.
+ Плюсы OK Autrod 12.51 (0.8 мм; 5 кг) ESAB
- Шов сохраняет хорошую ударную вязкость даже при понижении температуры до -20 градусов — в таком случае показатель составит 90 Дж/см2.
- Ровный хороший шов без наплывов.
- Мягкое горение сварочной дуги.
— Минусы OK Autrod 12.51 (0.8 мм; 5 кг) ESAB
Вывод. Хорошая проволока, подходит для заделки трещин в рамах различного оборудования и механизмов. Она имеет предел прочности 560 МПа, поэтому устойчива к растяжениям при ударах. Швы выполненные полуавтоматом с этой проволокой имеют повышенную крепость.
Это интересно: Разделка кромок под сварку — виды, ГОСТ, формы, углы
Важные параметры при выборе сварочного полуавтомата
Узнав разновидности аппаратов и возможности работы с газами перейдем к ключевым параметрам. Чтобы понять какой сварочный полуавтомат лучше купить для гаража или домашней мастерской стоит разобраться в четырех характеристиках, влияющих на возможности по сварке.
Диаметр проволоки и сварочный ток
Выбирая сварочный полуавтомат нужно отталкиваться от толщины свариваемого металла. Для кузовных элементов авто или ремонта корпусов электрического оборудования нужна малая сила тока и небольшой диаметр проволоки, чтобы избегать прожогов. Если выбрать маломощный аппарат, то он не проплавит стороны, а лишь наложит расплавленный металл сверху, что не будет иметь удерживающей силы. При мощном полуавтомате, но малом диаметре проволоки последняя расплавится не успев достигнуть соединяемые детали.









Вот примерная таблица подбора режима сварки полуавтоматом:
| Толщина металла, мм | Диаметр проволоки, мм | Сила тока, А |
|---|---|---|
| 0.5-1.0 | 0.6 | 10 – 30 |
| 1.2-2.0 | 0.8 | 45 – 100 |
| 2.5-4.0 | 1.0-1.2 | 120 – 200 |
| 5.0-8.0 | 1.6 | 150 – 350 |
| 9.0-20.0 | 1.6 | 300 – 500 |
Следовательно, если в приоритете сварка емкостей и листовой стали с толщиной до 2 мм, то достаточно самой простой модели с силой тока 150 А и катушкой с проволокой диаметром 0.8 мм. Но заварить швеллер таким полуавтоматом уже не получится. Если в перспективе предстоит варить различные по толщине металлы, то лучше выбрать модель с большим диапазоном и возможностью устанавливать проволоку разного диаметра.
Напряжение питающей сети
Немаловажно при выборе полуавтомата учитывать и параметры сети. Бытовые модели на 220 В можно подключить в мощную переноску и варить во дворе дома или гараже
Но они ограничены пределом силы тока в 250 А
Чтобы вести сварку на более высоком токе потребуется трехфазный ввод. Если в гараже есть такая возможность для подключения, то стоит заказать полуавтомат на 380 В, что расширит его возможности. Комбинированный тип, способный переключаться и работать как от 220, так и от 380 В оправдан только в случае выездной деятельности, когда часто приходится менять рабочее место, а будущие параметры сети неизвестны
Но они ограничены пределом силы тока в 250 А. Чтобы вести сварку на более высоком токе потребуется трехфазный ввод. Если в гараже есть такая возможность для подключения, то стоит заказать полуавтомат на 380 В, что расширит его возможности. Комбинированный тип, способный переключаться и работать как от 220, так и от 380 В оправдан только в случае выездной деятельности, когда часто приходится менять рабочее место, а будущие параметры сети неизвестны.
Но для частного дома и дачи стоит учесть еще и возможность варить при пониженном напряжении. Когда ток падает с 220 до 190 В и ниже, то некоторые аппараты просто «не тянут», дуга еле горит, а металл в сварочной ванне вместо жидкого похож на пластилин
Тогда нужно обращать внимание на модели с диапазоном входящего напряжения 140-230 или 170-230 В
Потребляемая мощность
Потребляемая мощность влияет на производительность и оказываемую нагрузку на сеть. Для бытовых нужд лучше выбирать полуавтоматы с мощностью 3-4 кВт. Это поможет не спалить розетку от перегрева, автомат не будет выбивать, а показателя хватит, чтобы проварить листовой металл или уголок толщиной до 3 мм.
Если в гараже предусмотрено небольшое производство по изготовлению дверей и ворот, то нужен более мощный автомат и проводка. Тогда можно выбрать агрегат на 5-6 кВт, расширяющий возможности по сварке. Для частных цехов используют оборудование от 7 кВт.
Учитывая показатель мощности стоит помнить, что ее рабочее значение немного ниже потребляемого. Изначально нужно предусматривать запас в 20%, но если в доме частые просадки сети, то этот запас должен быть еще больше.
Присадочная проволока для сварки металла: основные разновидности
Проволока для сварки может быть типовой, порошковой или активированной. Причем все три разновидности предполагают совершенно разные способы производства и ориентированы на различное применение.
Типовая проволока
Это обычная цельная проволока постоянного сечения используется в процессе сварки под флюсом. В качестве последнего применяется либо инертный газ (как вариант – углекислота), либо паста, нанесенная на поверхность сварочного шва.
Классический пример подобного изделия — присадочная проволока для сварки аргоном в TIG режиме (неплавкий электрод и ручная подача). Этот вид присадочного материала «тянется» из стали или цветного металла и поставляется к месту работы в бухтах. Причем проволоку можно вводить в сварочную ванну вручную или «заправить» в барабан подающего механизма сварочного полуавтомата.
Порошковая проволока
Вторая разновидность – флюсовая проволока на порошковой основе – выглядит и используется совершенно по-другому. Она представляет собой тонкостенную трубу, внутри которой содержится смесь порошкового флюса и металла.
Такую проволоку используют в процессе сварки в среде инертного и активного газа (MIG и MAG технологии). Сфера применения подобной проволоки – сварка конструкционных и низколегированных сталей. Кроме того, такая проволока может использоваться и для подводной сварки, и в процессе формирования принудительного сварочного шва и в иных специальных режимах.
Активированная проволока
Третья разновидность сварочной проволоки – активированная – представляет собой доработанный типовой вариант, который покрывают порошкообразным флюсом. Такая проволока используется в процессе ручной или полуавтоматической сварки в среде углекислого газа. Основная сфера использования такой проволоки – сварка конструкционных сталей.
Покрытие наносят на проволоку электролитическим способом. В итоге, активированная проволока не отличается по рабочим характеристикам от типового варианта с постоянным сечением. Ведь 5-7 процентов флюса распределяются по поверхности стального «стержня» практически микронным слоем.
Особенности техники сварки
Принципиально сварка с ее использованием не отличается от сварки с помощью широко используемых плавящихся электродов. Формируемый сварной шов отлично виден все время работы, что облегчает наложение в несколько этапов.
Из-за особенности технологии формируемый шов уступает по прочности созданному с помощью плавящихся электродов. Поэтому, для предупреждения еще большего снижения качественных показателей, нужно тщательно настраивать до начала работ подающие ролики. Это стабилизирует подачу и устранит случайные ее деформации, замятия и обрывы.
Особенности применения порошковой проволоки

Сварка ею часто используется при монтаже крупных металлических конструкций в необычных условиях (например, на высоте или напротив — под землей). При всем, довольно высоком качестве шва, он не подходит для сварки высоко нагруженных соединений и труб, рассчитанных на значительное рабочее давление.
Порошковая проволока для полуавтомата имеет широкую номенклатуру сортов — они отличаются материалом оболочки и составом порошка. Это нужно учитывать при сварке разных металлов или их сплавов. Для каждого из них требуется свой сорт.








Еще одной особенностью работы с нею является выставление на сварочном полуавтомате прямой полярности до начала работы. Так как это обычно делается переключением клемм внутри корпуса аппарата, то заодно стоит и откалибровать прижимные ролики, обеспечивающие подачу расходника из бобины.
 Ролики должны давить на нее ровно с такой силой, чтобы обеспечивать ее движение и фиксацию. Никакая деформация прижимными роликами недопустима — это приведет к порче и застреванию проволоки в кабель канале сварочного полуавтомата.
Ролики должны давить на нее ровно с такой силой, чтобы обеспечивать ее движение и фиксацию. Никакая деформация прижимными роликами недопустима — это приведет к порче и застреванию проволоки в кабель канале сварочного полуавтомата.
И, напоследок, следует заняться наконечником горелки. Прежде чем порошковая проволока для полуавтомата покажется при подаче из горелки, наконечник нужно открутить. И лишь после ее выхода накрутить обратно, но уже без сопла. Так как газ не подается то в сопле нет нужды.
Главное — подобрать оптимальное соотношение диаметра в наконечнике и толщины подаваемого электрода — они должны быть максимально близки, но не совпадать. Сам наконечник загодя рекомендуется покрыть специальным веществом, защищающим от налипания капель расплава и шлака.
Related Posts via Categories
- Вес стальной, медной и алюминиевой проволоки – таблицы и формулы расчета
- Проволока сварочная нержавейка – для неподдающихся коррозии швов
- Как выбрать и сколько надо взять вязальной проволоки для обвязки арматуры?
- Применение порошковой проволоки для полуавтомата
- Какие особенности имеет проволока оцинкованная и каковы ее разновидности?
- Стальная оцинкованная проволока как полуфабрикат для изготовления изделий
- Пружинная проволока – по каким стандартам она изготавливается?
- Стальная проволока – готовое изделие и материал для различных конструкций
- Св-08Г2С – проволока для высококачественной наплавки и сварки
- Сварочная проволока – надежное соединение металлов
Лучшая активированная сварочная проволока
 Активированная проволока чаще всего применяется для сварки в среде с углекислым газом, а также его смесями и в газовой среде. Она состоит из порошка, который наполняет электрод всего лишь на 7% от общего веса оболочки.
Активированная проволока чаще всего применяется для сварки в среде с углекислым газом, а также его смесями и в газовой среде. Она состоит из порошка, который наполняет электрод всего лишь на 7% от общего веса оболочки.
Активирование проволоки СВ-08Г2С, являющейся основой, происходит с помощью солей щелочноземельных и щелочных металлов, которые могут легко ионизироваться.

СВ-08Г2С-О
- выпускается в форме мотков, пластиковых или каркасных кассет до 18 кг;
- химический состав: Mn — от 1,81% до 2,10%; С — от 0,051% до 0,12%; Si — от 0,71% до 0,95%; P — до 0,031%; S — до 0,026%;
- упаковка — продается в водонепроницаемой двухслойной бумаге, тарной ткани, деревянных контейнерах;
- диаметр — от 0,8 мм до 4,0 мм;
- применение — обработка в защитных газах конструкций из стали низкоуглеродистых и углеродистых.
ER 5356
- выпускается в форме пластиковых кассет по 1, 5, 7 кг, пластиковых тубусах 5 кг;
- химический состав: Mn — до 0,151%; Si — до 0,26%; Cr — до 0,12%; Fe — до 0,41%; Mg — до 5,1%;
- упаковка — продается в двухслойной водонепроницаемой бумаге, тарной ткани;
- диаметр — от 0,8 мм до 5,0 мм;
- применение — обработка алюминиево-магниевых металлический конструкций с защитном газе.
 Плюсы: Плюсами сварки с помощью активированного вида считаются:
Плюсы: Плюсами сварки с помощью активированного вида считаются:
- увеличение устойчивости горения дуги, что значительно улучшает шов и его качество формирования;
- этот вид может подвергаться многократным перегибам, не сплющиваясь и не сминаясь при этом в подающем ролике;
- благодаря низкой теплопроводности щелочного металла, который входит в состав, происходит защита от потери тепла сварочной зоны.
Минусы: Недостатками данного вида являются:
- данный вид не предназначен для сварки без защитной газовой среды;
- использование технического газа для защиты ведет к дополнительным затратам и снижению производственных показателей.
За 25 лет в ХХ веке был сделан прорыв в улучшении электрода для сваривания. Разработка содержания, покрытия и методы их изготовления для дуговой сварки дали огромный толчок для дальнейшего усовершенствования данного приспособления.