

Как выбрать хороший сварочный аппарат?
У владельца трактора, автомобиля, дачи, дома с подсобным хозяйством всегда найдётся работа по сварке сталей, но вызов специалиста при малейшей необходимости обойдётся в копейку. За одну только установку забора сварщик может взять дороже, чем стоит хороший сварочный аппарат с маской и пачкой электродов (они разойдутся в процессе самообучения). Возможно, даже с крагами.
Чтобы выбрать лучший сварочный аппарат для дома, важно учитывать сферу и условия его применения. Один из первых критериев выбора инвертора пиковый – сварочный ток. Чем он выше, тем большим диаметром можно использовать электрод и обваривать более толстые металлы
Для ориентира см. таблицу
Чем он выше, тем большим диаметром можно использовать электрод и обваривать более толстые металлы. Для ориентира см. таблицу.
| Электрод, мм | Толщина металла, мм | Ток, А |
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
Для домашней эксплуатации достаточно аппарата, работающего с электродами до 4 мм в диаметре.
По типу сварки аппараты разделяются на:
- MMA – ручное сваривание (классика) покрытым обмазкой плавящимся электродом. Из плюсов: подходит для работы с металлами любой толщины, кроме самых тонких. Недостатки: образующийся шлак необходимо удалять, что особенно неудобно при сварке в несколько проходов. Особенность: при выборе электродов следует учитывать ток – переменный или постоянный. Работают с электродами до 4-5 мм.
- MIG/MAG – расходный материал – плавящийся электрод в инертном (MIG) либо активном (MAG) защитном газе. Применяется для соединения чёрных и цветных металлов. Электрод в виде проволоки автоматом подаётся из мотка. Метод применим лишь для работы с тонкими металлами, позволяет варить листовые материалы толщиной менее 1 мм и конструкции из профиля с толщиной стенки до 20 мм.
- TIG – аргонодуговая сварка – применяется тугоплавкий в атмосфере инертного газа электрод диаметром до 5 мм. Расходник – присадочный прут (толщиной до 1 мм), сам электрод обычно не плавится. Применяется для сваривания стали, цветных металлов, в том числе пары разнородных. Для работы нужен баллон с аргоном.
Существуют универсальные сварочные полуавтоматы типа ММА+MIG/MAG и MIG/MAG+TIG – объединяют возможности описанных выше инструментов – позволят выполнять широкий спектр работ по соединению чёрных и цветных металлов, разной толщины, их сплавов.
Также обращайте внимание на:
- Рабочий цикл или продолжительность нагрузки – так как электронные компоненты, работающие с колоссальным током, шустро нагреваются, бытовые аппараты нуждаются в регулярном охлаждении. Указывается в % для 10-минутных интервалов. Например: 40% говорит о том, что устройство может работать на токе, близком к пиковом на протяжении 4 минут, потом 6 минут ему нужно для охлаждения (также время зависит от рабочего тока и температуры окружающей среды). Может указываться несколько значений для различной силы тока.
- Защита от перепадов сетевого напряжения – показывает пиковые отклонения от нормы, для бюджетных моделей находится в пределах до 15%.
- Диапазон регулировки тока – возможность изменять силу тока позволяет адаптироваться под сварку любыми электродами в различных условиях. Зависит от аппарата, начинается из 5-20 А и завершается максимальными для него значениями в 180-250 А.
Помимо основных характеристик новичкам будут интересны такие функции, как:
- горячий старт – упростит зажигание дуги;
- форсаж дуги – автоматическое повышение тока при сближении электрода со свариваемым металлом во время розжига для предотвращения прилипания;
- антизалипание – после прилипания электрода на него не подаётся питания, пока тот не будет оторван от свариваемой поверхности;
- напряжение холостого хода – параметр показывает, насколько просто разжечь и поддержать дугу: при 80-90 В – справится даже новичок, при значениях напряжения ниже 40-50 В – работа превратится в квест, особенно начинающим.
Что выбрать для домашнего использования:
- инвертор – компактное, бюджетное и универсальное решение для домашнего мастера, нерегулярного использования в быту;
- полуавтомат – специализированный инструмент для сваривания цветных и тонких металлов, легированных сталей;
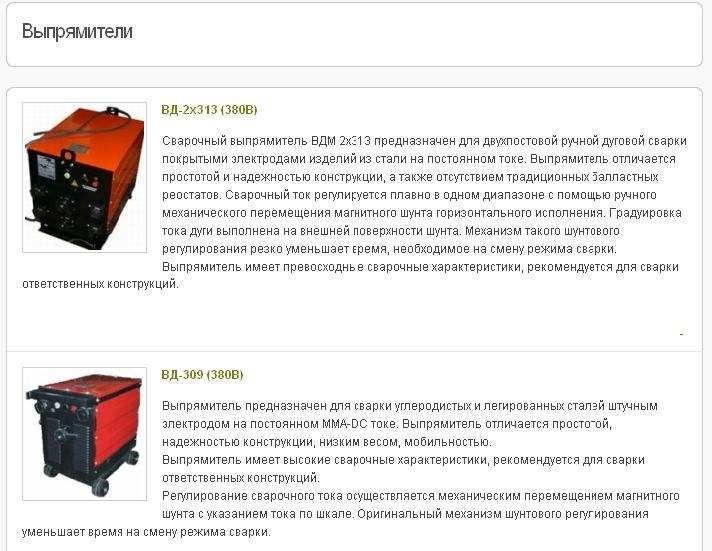
- выпрямитель – применяется для работы с цветметом, низкоуглеродистыми и высоколегированными сталями;
- трансформатор – наиболее распространённые в промышленности аппараты, целесообразно покупать для производства металлоконструкций в больших объёмах.
Варианты выбора
Если вам нужен неприхотливый аппарат, который можно долгое время использовать в любых климатических условиях, вы имеете возможность подключиться к мощной электросети и при этом вам неважна чистота шва или вы собираетесь варить только алюминиевые сплавы – выбирайте сварочный трансформатор. Он обойдется вам в 5000-17500 рублей.
Если, при сохранении требований к неприхотливости и надежности, вы желаете приобрести аппарат, которым без большого опыта и особых усилий можно делать чистые и ровные швы, обратите внимание на сварочные выпрямители. Такие представлены в ценовом диапазоне от 13000 до 19000 рублей
Если вы желаете приобрести легкий и компактный сварочный аппарат, который можно использовать как в квартире, так и на даче, ваш выбор – инвертор. Следует только определиться с бюджетом: если вы планируете использовать аппарат «от случая к случаю» для разнообразных работ по дому – вам подойдет базовая модель с ценой в диапазоне от 5000 до 9000 рублей
Если же аппарат планируется использовать часто и подолгу, лучше обратить внимание на более «продвинутые» модели ценой от 9000 до 13000 рублей
Если вы профессионально занимаетесь кузовными работами или изготовлением металлоконструкций из тонкого цветного металла, вам пригодится полуавтомат, работающий по типу MIG/MAG. Они стоят от 12000 до 33000 рублей.








И наконец, если вы свариваете массивные конструкции из цветного металла или вам нужен универсальный аппарат, который может как варить тонкий алюминий, так и толстую сталь, обратите внимание на аппараты с типом сварки TIG. Кстати, большинство из них может работать и в режиме простой ручной сварки MMA
Цены на такие аппараты начинаются от 5000 рублей.
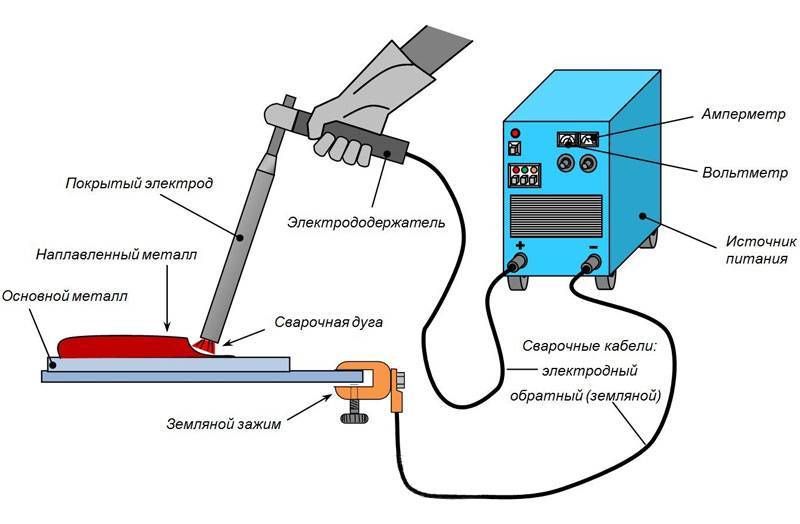
Электрическая дуга
 Температуру в тысячи градусов Цельсия обеспечивает электрическая дуга, по сути являющаяся коротким замыканием между двумя электродами, расположенными достаточно близко друг от друга. Напряжение, которое подается на электроды, увеличивается, пока не будет пробоя воздуха, являющегося изолятором.
Температуру в тысячи градусов Цельсия обеспечивает электрическая дуга, по сути являющаяся коротким замыканием между двумя электродами, расположенными достаточно близко друг от друга. Напряжение, которое подается на электроды, увеличивается, пока не будет пробоя воздуха, являющегося изолятором.
Пробой — эмиссия электронов катода. Разогреваемые током электроны выходят и направляются к ионизированным атомам анода. Затем появляется разряд, ионизируется воздух зазора, образовывается плазма, снижается сопротивление воздушной прослойки, ток усиливается, дуга разогревается, и став проводником замыкает цепь. Процесс получил название «розжиг» дуги. Стабилизируется дуга путем установления требуемого расстояния между электродами и поддержанием характеристик энергоснабжения.
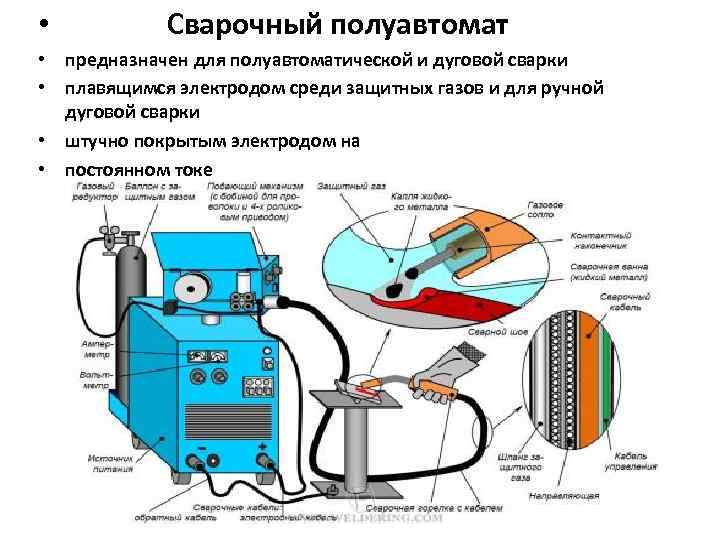
Полуавтоматические сварочные модели
Сварочные аппараты полуавтомат используются для частных работ, бытовых, для ремонта кузова автомобилей. Конструкция такой сварки состоит из:
- Выпрямителя;
- Трансформатора;
- Привода, который подает проволоку;
- Рукава, оборудованного горелкой;
- Баллона с газом.

Сварочный процесс происходит при помощи проволоки, плавящейся в электрической дуге. Регулировать ток можно ступенчато. Полуавтоматические модели могут работать с газом или без (есть возможность переключения), исключительно с газом, либо совершенно без газа.

К преимуществам подобных аппаратов можно отнести высокую производительность, отличные швы, которые получаются на разнообразных материалах.

К минусам таких аппаратов относят то, что они разбрызгивают металл, огромные затраты материала на угар.

Технические характеристики и критерии выбора лучших аппаратов
Составные части сварочного инвертора.
Разберемся с техническими характеристиками аппаратов, предлагаемые их производителями – попробуем сформировать рабочий список:
- Номинальный сварочный ток или мощность инвертора. Одна из главных характеристик, всегда присутствует в паспорте прибора. Это сила тока, при которой аппарат работает ровно, стабильно, без перегрева и перегрузки. Этот показатель тесно связан со следующим – ПН.
- ПН – продолжительность нагрузки. Очень важный критерий об отношении рабочего времени ко времени, нужном на перерыв из-за перегревания. Параметр указывается в процентах. Если, например, ПН указана в 60%, то аппарату после десяти минут работы нужно остывать такие же десять минут.
- Диапазон скачков напряжения: есть инверторы, которые способны стабильно работать в условиях, когда напряжение скачет на 20 – 30%. Такая характеристика особенно важна для работы в сельской местности. Сварочный инвертор, работающий лишь при стабильном напряжении в 220 В, не годится в условиях нестабильной электросети.
- Диапазон регулировки сварочного тока. Чем шире этот диапазон, тем универсальнее прибор, с помощью которого можно варить и тонкие металлические листы, и массивные литые детали. У бюджетных моделей для домашнего пользования такой диапазон очень скромный: 150 – 200А.
- Снижение напряжения холостого хода – R.D.Речь о снижении напряжения до безопасного уровня 10 – 12В в момент простоя аппарата. Нужный уровень тока мгновенно возвращается при касании электродом заготовки.
- Диаметр электродов для сварочных работ обычно находится в интервале от 1,4 мм до 6,0 мм. Этот показатель зависит от силы тока, генерируемого инвертором. Допускаемые размеры диаметра всегда указываются в технических характеристиках приборов. При покупке аппарата лучше выбирать модели хотя бы с небольшим запасом по этому критерию на всякий случай. «Всяким случаем» является риск прыжка напряжения в сети вниз.
- Температурные условия эксплуатации. Важнейший критерий для российских регионов, особенно в холодных климатических поясах. Обычно приемлемым температурным диапазоном считаются показатели от -15°С до +40°С. Но если вы живете в регионе с холодными зимами, ищите приборы с более широкими температурными показателями. Не забывайте, что хранить инверторный аппарат нужно с учетом этих же цифр: если это склад, он должен быть отапливаемым. Заодно заметим, что сварочные аппараты в виде инверторов не любят лишней влаги из-за риска образования конденсата. Капризен не сам аппарат, капризны его электронные схемы: что есть, то есть. Температурная чувствительность считается одним из недостатков инверторов в целом.
- Вентиляция. Кроме слишком низких или слишком высоких температур и повышенной влажности электронные схемы инверторов не любят пыли. Здесь нужно делать разницу: если профессиональные и промышленные аппараты обязательно должны иметь в своем составе специальные туннельные системы вентиляции, то для бытовых ручников эти требования не являются такими уж критичными. Тем не менее любой инвертор нужно чистить от пыли дважды в год по крайней мере.
- Форсаж дуги – отличная дополнительная функция, полезная особенно для новичков. Это автоматическое повышение сварочного тока при приближении электрода к поверхности заготовки. В результате снижается риск залипания, повышается качество дуги, исчезают брызги расплавленного металла.
- Горячий старт – еще одна дополнительная опция для быстрого поджига дуги: это опять автоматическое повышение силы сварочного тока, но на этот раз в момент зажигания сварочной дуги. Очень повышает общую комфортность работы и, следовательно, настроение.
- Антиприлипание или антистик – третья дополнительная опция: в момент прикасания электрода к поверхности металлической заготовки сварочный ток автоматически отключается на очень короткое время. При отнимании электрода он сразу же восстанавливается.
График напряжения и выходного тока.
Теперь нужно решить, какие именно сварочные аппараты инверторного типа вам нужно рассмотреть с точки зрения технологического процесса сварки и режима работы.
Таких типов всего три:
- MMA – приборы для ручной дуговой сварки;
- MIG/MAG – полуавтоматические аппараты;
- TIG – автоматы для сварки в аргоне.
Третьим пакетом будут не «голые» автоматы TIG для аргонной сварки, а универсальные инверторы, позволяющие работать по разным технологиям, в том числе TIG. Нас ведь интересует обзор и выбор самого подходящего инвертора для домашнего пользования или небольшой частной мастерской – как правильно выбрать сварочный инвертор для своих нужд. Промышленными автоматами пусть занимаются крупные производства, они разберутся без нас.










Особенности универсальных полуавтоматов
Большой сложности в том, как варить сварочным полуавтоматом универсального типа, нет. Но у этой техники есть свои нюансы, которые могут повлиять на решение, покупать универсальную модель или же обойтись обыкновенной:
- Цена. Стоимость немалая за счет того, что несколько видов техники объединено в одной модели. Купить универсальный аппарат, конечно, выйдет дороже, чем обыкновенный. Но если сравнивать приобретение двух различных аппаратов с одним универсальным, последний обойдется дешевле.
- Надежность. В этом техника не уступает тем моделям, которые выпускаются с одной основной функцией. Однако, если универсальный сварочный инвертор 3 в 1 выйдет из строя, то недоступными окажутся все 3 аппарата, тогда как в одиночном исполнении другие окажутся работоспособными, ведь они не зависят друг от друга.
- Компактность. Это одно из главных преимуществ техники такого типа. Универсальные модели выполняются в одном или двух корпусах, но могут сочетать в себе несколько аппаратов сразу, что намного проще для размещения и подключения, чем любой другой вариант.
- Работа с любыми типами металла и соединений. Благодаря большому количеству различных вариантов, техника может справиться с любой задачей самым лучшим образом. Здесь не придется идти на компромиссы, выбирая ручную, точечную или полуавтоматическую сварку. Всегда можно подобрать наиболее подходящий вариант.
Это интересно: Сварочный трактор — что это такое и как использовать?
Советы
Сварочное оборудование довольно травмоопасно. Поэтому каждому начинающему сварщику будет полезно ознакомиться со следующими рекомендациями, которые дают опытные профессионалы сварного дела:
Производство сварочных работ допустимо только в спецодежде и при наличии средств защиты.
Во время сварочного процесса проволоку нужно держать таким образом, чтобы направление брызг металла было обратным от сварщика.

Необходимо следить, чтобы не было контакта с токонесущими проводами. Также в рабочем состоянии нельзя касаться электрического держателя, рабочей поверхности и горелки.


Пространство, где проходят сварочные работы, должно хорошо проветриваться и вентилироваться.

Помните о необходимости сразу же, как закончились работы, обесточить оборудование. Его ни в коем случае нельзя оставлять включённым.

Позаботьтесь о том, чтобы рядом с местом, где будет проводиться сварка, не было легко воспламеняющихся вещей.

Поверхность рабочих элементов обязана регулярно очищаться и обезжириваться.

Площадка, где планируется проводить сварку, должна быть очищена от присутствия домашних питомцев и домочадцев.

Оборудование для сварки нельзя использовать для размораживания чего-либо.

Особенности аргонной с варки
Процесс – аргонодуговая сварка происходит в среде инертного газа аргона, отсюда и название сварочного процесса. Использование аргона в сварке при соединении двух металлов – это защита от окисления, которая может произойти за счет соприкосновения с кислородом в воздухе. То есть, аргон покрывает зону сварки и не дает кислороду проникнуть в зону сопрягаемых поверхностей.









Сам режим сварки может производиться ручным способом, полуавтоматическим и автоматическим. Существует классификация режимов, которые зависят именно от вышеописанных способов и вида электрода, участвующего в процессе сварки. Два вида электродов: плавящийся и неплавящийся. Ко второму виду относится вольфрамовая проволока, с помощью которой можно гарантировать прочное и надежное соединение двух металлов, даже разнородных.
Итак, классификация режимов сварки аргонодуговой:
- Ручная сварка аргоном, где используется неплавящийся электрод – его маркировка РАД.
- Аргоновая сварка автоматическая, где применяется неплавящийся элемент – ААД.
- Аргонно дуговая сварка автоматического типа, где используется плавящийся электрод – ААДП.
Техника сварки аргоном
Знание некоторых правил облегчит проведение процесса сварки аргоном и позволит добиться высокого качества сварного шва.
Чем длиннее сварочная дуга, тем шире шов и меньше его глубина, что снижает качество шовного соединения. Поэтому рекомендуется неплавящийся электрод держать как можно ближе к стыку свариваемых деталей.
Чтобы создать узкий и глубокий шов, необходимо придерживаться только продольного движения электрода и горелки. Отклонения в сторону (поперечные движения) уменьшают качество сварочного соединения
Поэтому при сварке аргоном необходима аккуратность и внимание сварщика.
Присадочная проволока и неплавящийся электрод должны находиться только в зоне сварки, прикрытыми аргоном. Это не даст возможности кислороду и азоту проникнуть внутрь зоны.
Подача присадочной проволоки должно проводиться плавно и равномерно. Резкая подача – это разбрызгивание металла в большом количестве
Процесс подачи не самый простой, все приходит с опытом.
Есть такой показатель – проплавленность. В аргонной сварке он определяется самим сварочным швом. Если он имеет округлую и выпуклую форму, то это говорит о низком его качестве. Проплавление поверхности было проведено недостаточно.
Присадочная проволока подается перед горелкой с неплавящимся электродом. К тому же ее подача производится под углом. Эти требования обеспечивают ровность сварочного шва и его небольшую ширину. Просто так удобно контролировать сам сварочный процесс.
Нельзя начинать и заканчивать сварку аргоном резко, потому что это открывает доступ кислорода и азота в зону сваривания. Поэтому рекомендуется сварку начинать после 15-20 секунд, как будет начата подача в стык соединения двух металлов инертного газа. И заканчивать (убирать присадочную проволоку) до того, как будет выключена горелка. На это обычно дается 7-10 секунд.
Резкая подача – это разбрызгивание металла в большом количестве. Процесс подачи не самый простой, все приходит с опытом.
Есть такой показатель – проплавленность. В аргонной сварке он определяется самим сварочным швом. Если он имеет округлую и выпуклую форму, то это говорит о низком его качестве. Проплавление поверхности было проведено недостаточно.
Присадочная проволока подается перед горелкой с неплавящимся электродом. К тому же ее подача производится под углом. Эти требования обеспечивают ровность сварочного шва и его небольшую ширину. Просто так удобно контролировать сам сварочный процесс.
Нельзя начинать и заканчивать сварку аргоном резко, потому что это открывает доступ кислорода и азота в зону сваривания. Поэтому рекомендуется сварку начинать после 15-20 секунд, как будет начата подача в стык соединения двух металлов инертного газа. И заканчивать (убирать присадочную проволоку) до того, как будет выключена горелка. На это обычно дается 7-10 секунд.
Стыки свариваемых металлических деталей перед началом работ необходимо очистить и обезжирить.
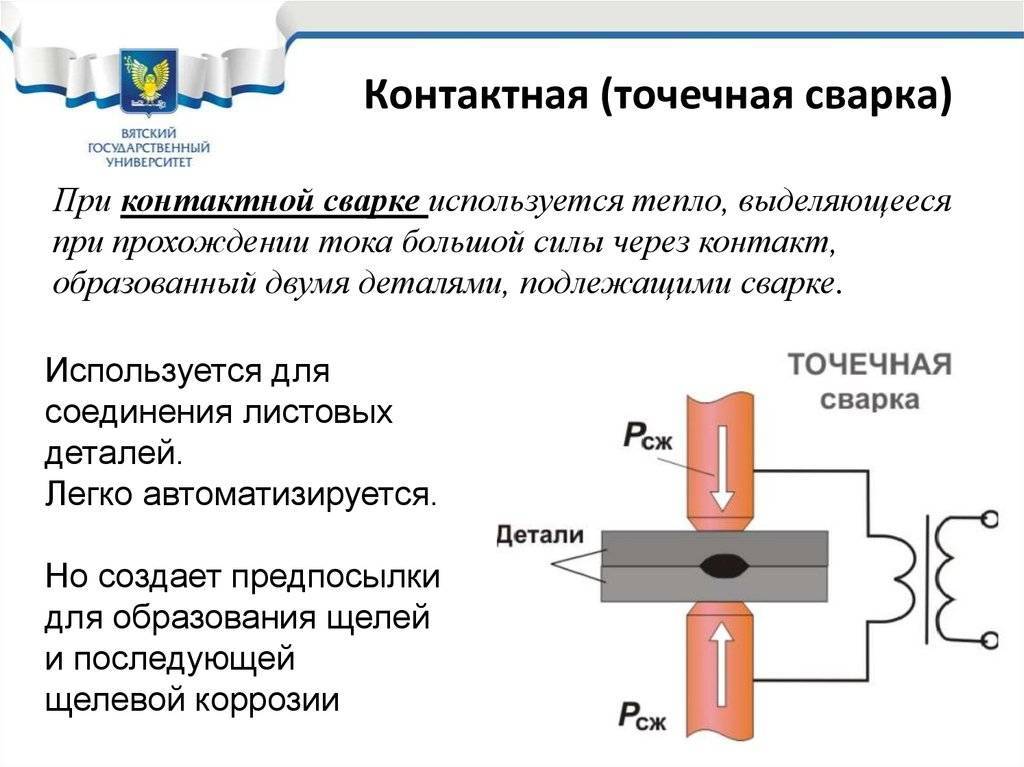
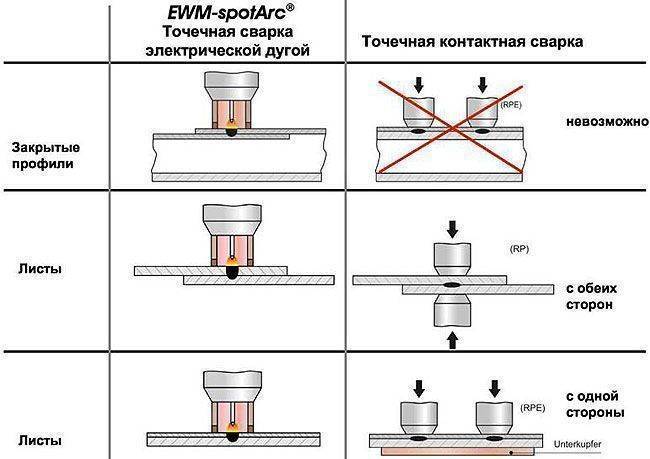
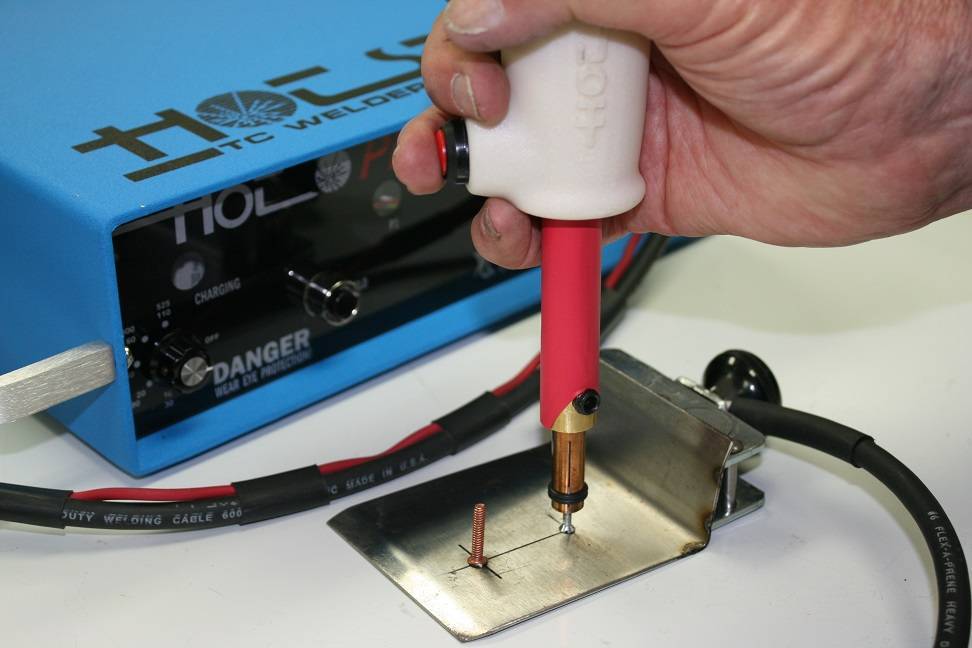
Точечный сварочный аппарат
Они бывают переносным, удобными для дома, и стационарными, устанавливаемыми преимущественно на заводах. Кроме того, оборудование может предназначаться для односторонней (в виде пистолета и шланга, с обратным молотком) и двухсторонней сварки, предназначенной для соединения листов металла внахлест. Она востребована в автосервисе для кузовного ремонта.
Преимущества такой технологии следующие:
- низкие расходы на электричество и расходные материалы;
- высокую эффективность;
- не нужен опытный сварщик;
- не прожигает детали толщиной 0,5-1,0 мм.
Исходя из того, какие бывают типы сварочных аппаратов, выбирают модель, которая будет отвечать всем требованиям покупателя.
Инверторы
Отличие сварочных аппаратов инверторного типа заключается в более высокой частоте. Данная модель была разработана для сварки в условиях постоянного напряжения, обеспечиваемого присутствием электрогенератора и соединительных проводов.

Плюсы:
- высокий КПД;
- малогабаритность;
- лёгкий вес;
- удобство эксплуатации;
- высокий уровень качества работы;
- высокая устойчивость электродуги;
- изначально ровная поверхность стыков;
- возможность работы в значительном диапазоне тока;
- устойчивость к перегрузкам;
- возможность использовать новичкам;
- универсальность в отношении электродов.
Трансформаторы
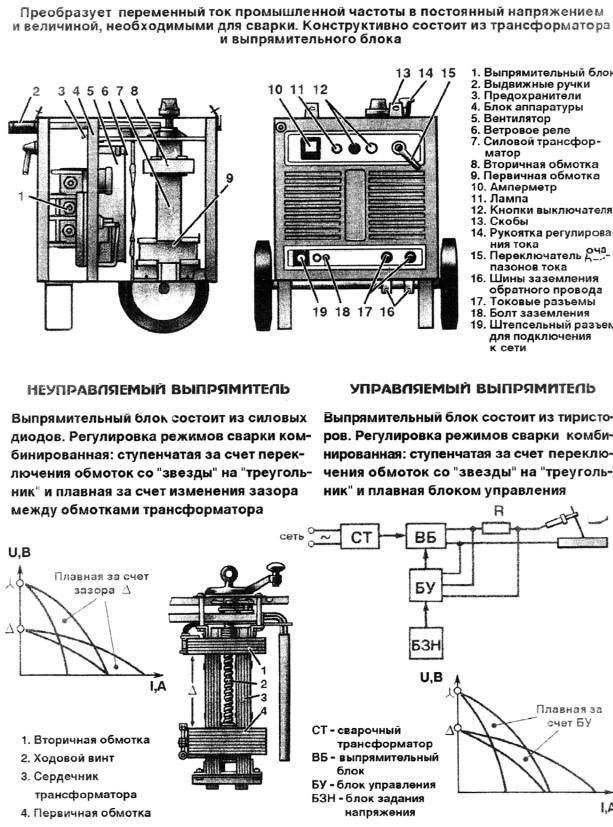
Это одна из наиболее простых конструкций сварочного оборудования. Принцип действия аппарата трансформаторного типа заключается в преобразовании переменного электрического тока большего напряжения в переменный ток меньшего напряжения.

Результатом данного процесса и является сваривание. Для такого агрегата предпочтительнее использовать рутиловые или фтористо-кальциевые электроды диаметром 1,5-2,5 мм. Преимущества трансформатора:




- простое конструкционное решение;
- надёжность;
- относительно низкая стоимость;
- лёгкость эксплуатации;
- высокий КПД.

К недостаткам относятся:
- значительные габариты;
- большой вес;
- высокая энергозатратность;
- зависимость от напряжения.

ОСНОВНЫЕ ПАРАМЕТРЫ СВАРОЧНОГО АППАРАТА
Очень важным параметром при работе сварочного аппарата, независимо от его устройства, является продолжительность включения (ПВ) при различных значениях сварочного тока. Тут у разных производителей разные методики измерений
В европейском стандарте EN 60974-1 принимается во внимание продолжительность сварки при температуре 40 °C до первой остановки аппарата от перегрева, и ПВ высчитывается исходя из отношения этого времени к 10-минутному рабочему циклу. При более приближенных к реальности условиях по методике итальянской компании Telwin (t = 20 °C, работа с перерывами) учитывается в первую очередь количество электродов, которые можно использовать за этот период времени
Разумеется, ПВ, рассчитанный по второй методике, заметно выше и при выборе аппарата надо уточнить, как именно его считали. Впрочем, в процессе работы редко приходится жечь подряд несколько электродов на полной мощности без перерыва, и аппарат с заявленным «европейским» ПВ в 10–20 % будет работать до отключения столько же, сколько с 60–80 %-ным ПВ, рассчитанным по «телвиновской» методике.
Важным параметром и первым, на что обычно обращают внимание, считается диапазон изменения сварочного тока. Он косвенно указывает на мощность аппарата
Чем она больше, тем большего размера электрод можно установить и тем больше будет ПВ при работе небольшими электродами при равной силе тока. Для бытовых целей и работы ходовым 3-миллиметровым электродом всем видам трансформаторов с лихвой хватает максимальной мощности в 150 А, для инверторов — и того меньше, при этом токе они спокойно варят «четверкой». Следует учитывать, что на коробке с электродами обычно указывают рекомендуемые токи при работе с трансформаторами или выпрямителями, инвертор при таких токах уже может резать металл.
Еще один важный параметр — ток холостого хода. Он может находиться в пределах 60–85 В: чем выше, тем проще зажечь дугу.
Некоторые модели сварочных аппаратов способны функционировать совместно с устройствами для сварки аргоном, выпускаются также модели, работающие в полуавтоматическом режиме (сварка проволокой). Для бытового применения они не очень интересны — подобные опции требуются редко, а стоимость их гораздо выше, чем у простых моделей. Но если планируется работа на профессиональном уровне с различными видами металлов и тонкими листами, эти функции будут весьма полезны.
Инвертор
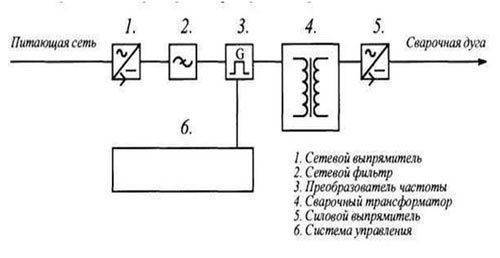 Рис.3 Принципиальная схема сварочного инвертора
Рис.3 Принципиальная схема сварочного инвертора
Сварочное оборудование представляет собой:
- первичный блок выпрямителя;
- силовой трансформатор, понижающий показатель стационарного напряжения до уровня холостого хода;
- блок полупроводниковых деталей: силовые транзисторы (инвертор), стабилизирующий дроссель, сглаживающий пульсации тока;
- высокочастотный трансформатор;
- вторичный выпрямитель для перевода переменной компоненты в постоянную;
- блоки стабилизации, регулировки и управления.
Перевод стационарного тока в сварочный осуществляется:
- Сетевое напряжение (220 V, 50 Hz) преобразуется в постоянный ток на первичном выпрямителе.
- Инверторный блок (транзисторная группа) трансформирует ток в переменный с высокой частотой (десятки килогерц).
- Напряжение посредством высокочастотного трансформатора понижается с одновременным возрастанием силы тока.
- Вторичный выпрямитель преобразует переменную составляющую в постоянную. Далее ток направляется на электрод.
 Рис.4 Пример внутренней компоновки инвертора, расположение на фасадной панели ручек управления и клемм
Рис.4 Пример внутренней компоновки инвертора, расположение на фасадной панели ручек управления и клемм
Преимущества инвертора
- Обеспечение высоких показателей стабильности электродуги.
- Независимость от колебаний напряжения в электросети.
- Возможность изменять рабочие показатели тока в широком диапазоне.
- Работа на переменном и постоянном токе любыми видами электродов с флюсовой обмазкой.
- Малое образование брызг расплавленного металла.
- Соединение широкого перечня металлов, в том числе со слабой свариваемостью: конструкционная сталь, чугун, цветные металлы и сплавы (медь, алюминий).
- Обеспечение работы в режимах MMA (ручная дуговая), TIG (неплавящимся электродом в среде газов), MIG/MAG (плавящимся электродом в среде защитных газов).
К дополнительным плюсам относятся:
- Функция «HotStart» (горячий старт). Упрощает зажигание дуги. Отсутствует привычное залипание электрода, как у сварочного трансформатора.
- Функция «ArcForce» (буквально, форсаж дуги). Основное назначение — поддержание стабильности дуги при нештатных режимах.
Основные характеристики:
- Сварочный ток. Определяет толщину обрабатываемого материала.
- Диаметр электрода. Показывает на диапазон применяемых электродов.
- Стационарное напряжение. Сварочный аппарат спроектирован для эксплуатации в одно- или трехфазной сети.
- Мощность. Влияет на толщину обрабатываемого металла, продлевает ресурс оборудования при штатных режимах без перегрузок.
Плазменная сварка
В аппаратах плазменной сварки в качестве источника тепла используется поток плазмы — высокотемпературного ионизированного газа. Температура в рабочей зоне достигает 30 тысяч градусов, что в несколько раз превышает температуру, достигаемую с помощью электрической дуги. Такая высокая энергетика процесса позволяет соединять детали толщиной до сантиметра за один проход, а за несколько проходов надежно сваривать и толстостенные детали.










К сварочной горелке подводят поток рабочего газа, кроме того, на ней действует контур водяного охлаждения.





