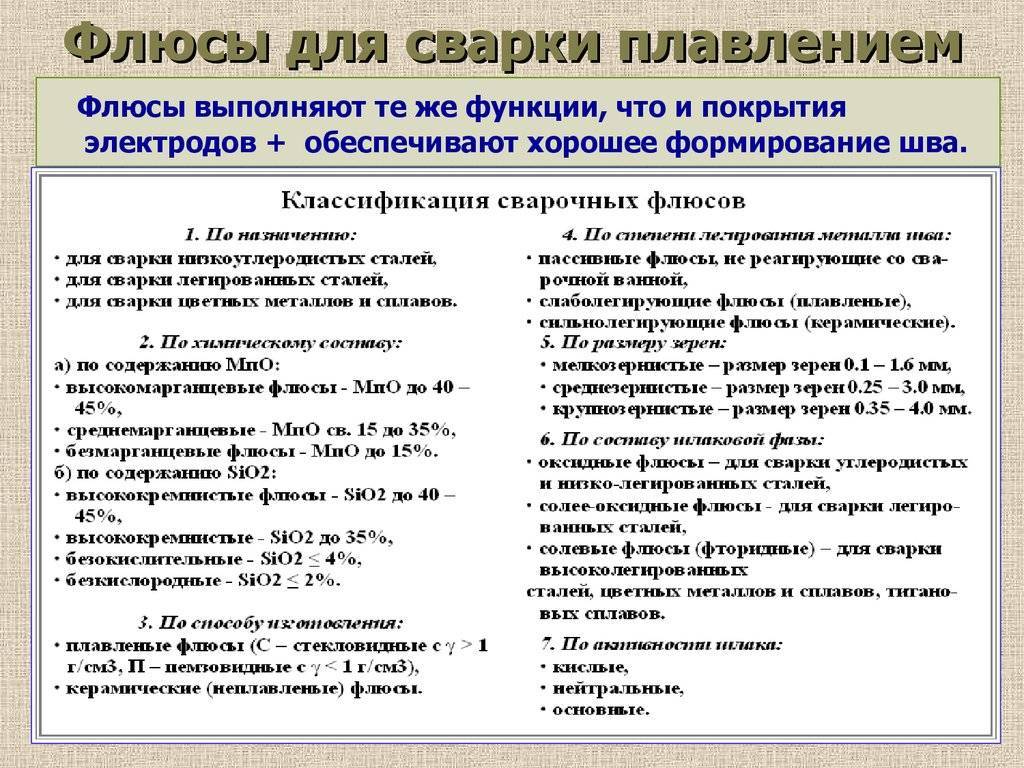
4.3. Индекс для обозначения типа флюса, характеризующий химический состав
Индексы, приведенные в таблице 1, обозначают типы флюсов в соответствии с их химическим составом.
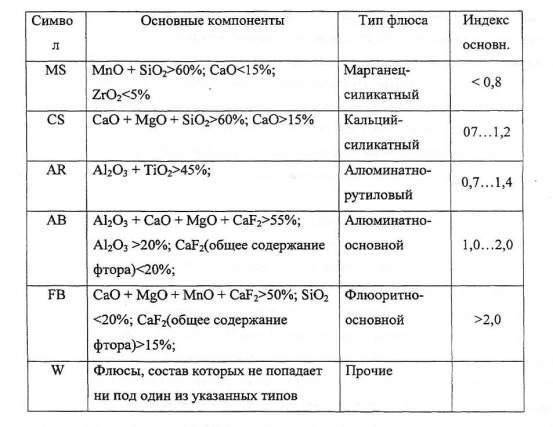
Таблица 1 — Индексы для обозначения типа флюса, характеризующие химический составa), b), с)
| Индекс (тип флюса) | Основной химический состав | Допустимое содержание, % |
MS | MnO + SiO2 | Не менее 50 |
(Марганцево-силикатный) | СаО | Не более 15 |
CS | СаО + MgO + SiO2 | Не менее 55 |
(Кальциево-силикатный) | СаО + MgO | Не менее 15 |
CGd) | СаО + MgO | Не более 50 |
(Кальциево-магниевый) | СO2 | Не менее 2 |
Fe | Не более 10 | |
CBd) | СаО + MgO | 40 — 80 |
(Кальций-магниево-основный) | СO2 | Не менее 2 |
Fe | Не более 10 | |
Cld) | СаО + MgO | Не более 50 |
(Кальций-магниево-железный) | СO2 | Не менее 2 |
Fe | 15 — 60 | |
IBd) | СаО + MgO | 40 — 80 |
(Кальций-магниево-железно-основный) | СO2 | Не менее 2 |
Fe | 15 — 60 | |
ZS | ZrO2 + SiO2 + MnO | Не менее 45 |
(Циркониево-силикатный) | ZrO2 | Не менее 15 |
RS | TiO2 + SiO2 | Не менее 50 |
(Рутилово-силикатный) | TiO2 | Не менее 20 |
AR | Al2O3 + TiO2 | Не менее 40 |
(Алюминатно-рутиловый) | ||
АВ | Al2O3 + CaO + MgO | Не менее 40 |
(Алюминатно-основный) | Al2O3 | Не менее 20 |
CaF2 | Не более 22 | |
AS | Al2O3 + SiO2 + ZrO2 | Не менее 40 |
(Алюминатно-силикатный) | CaF2 + MgO | Не менее 30 |
ZrO2 | Не менее 5 | |
AF | Al2O3 + CaF2 | Не менее 70 |
(Алюминат-фторидно-основный) | ||
FB | CaO + MgO + CaF2 + MnO | Не менее 50 |
(Фторидно-основный) | SiO2 | Не более 20 |
CaF2 | Не менее 15 | |
Z | Любой другой состав | |
a) Описание характеристик этих типов флюсов дано в приложении А. |


Как работают флюсы
- Перед сваркой на места соединений наносится толстый (40-60 мм) слой флюса.
- Электрод вводится в зону сварки, происходит поджиг дуги.
- Под воздействием высоких температур (до 6000 °C) флюс с его низкой плотностью быстро плавится в газовом пузыре, изолируя сверху сварную ванну, перекрывая к ней доступ газовых, водяных паров и других химических веществ.
- Имея высокое поверхностное натяжение, таким же образом расплав флюса предотвращает интенсивное разбрызгивание металла.
- Это позволяет значительно увеличить ток дуги (до 1000-2000 Ампер) без серьезных потер материала электрода и с сохранением хорошего качества шва.
- Под воздействием флюса в зоне дуги происходит концентрация тепловой мощности — в результате плавление металла происходит быстрее.
- При этом металлом заполняются все стыки, независимо от состояния кромок.
- Изменяется материальный баланс сварного шва — 60-65% процентов в нем составляет металл свариваемых деталей, и только остальное — это металл сварочного электрода.
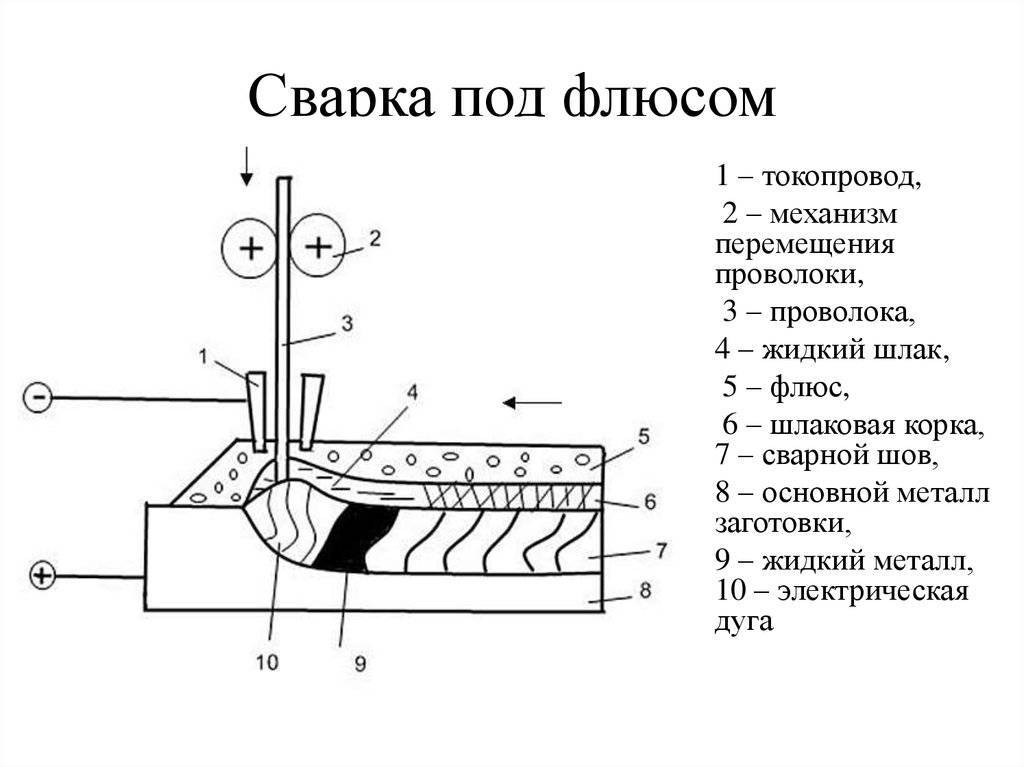
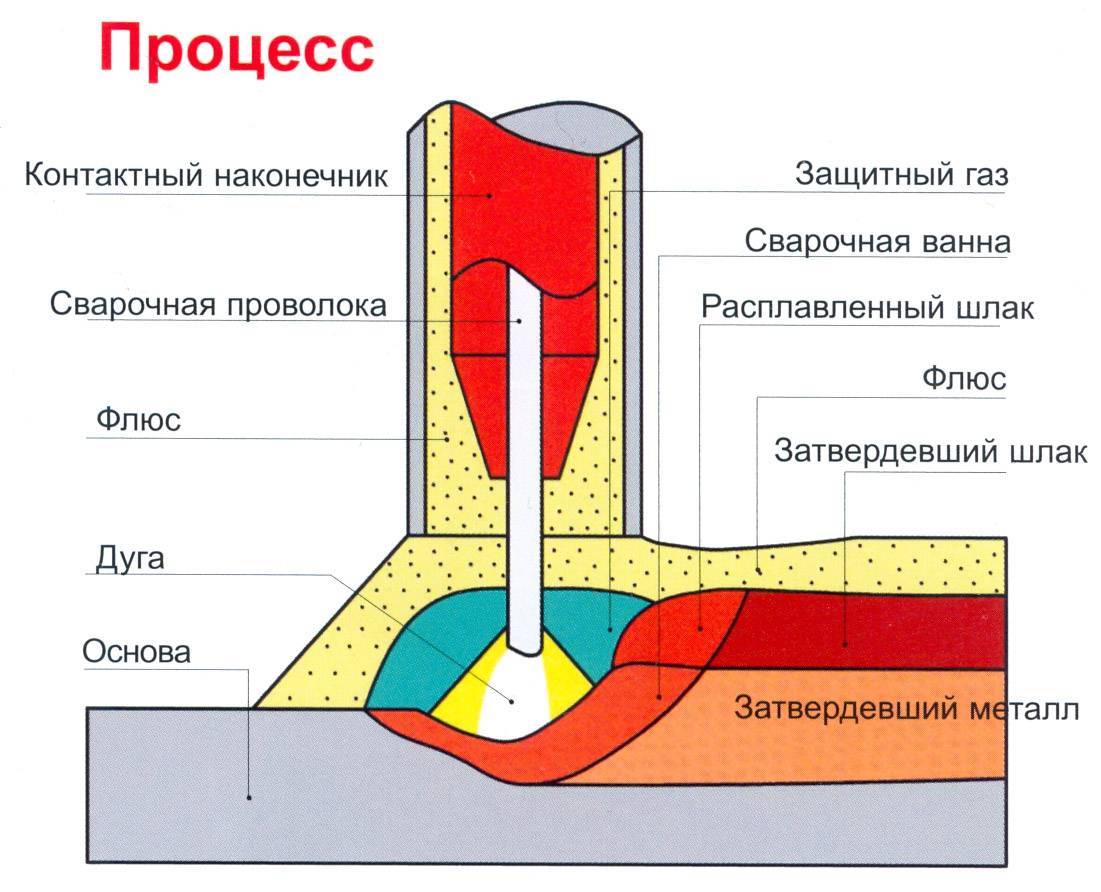
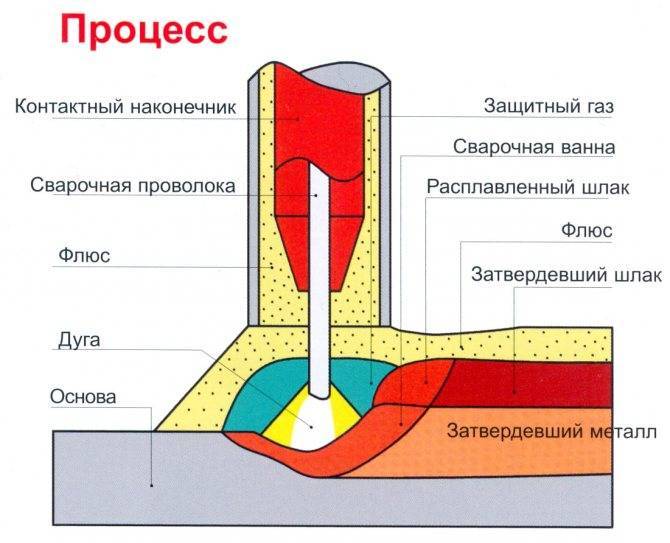
Схема процесса автоматической сварки под флюсом
На схеме показана сущность процесса автоматической сварки под флюсом. Процесс
сварки рекомендуется выполнять на специальной подкладке поз.1. Подача сварочной
проволоки в зону сварки происходит автоматически. Электрическая дуга возбуждается
автоматически между концом электрода поз.4 и свариваемым металлом поз.2 и находится
она под слоем сварочного флюса, поз.6. Подача флюса производится при помощи
бункера поз.3.
В результате теплового воздействия электрической дуги, происходит расплавление
сварочной проволоки и свариваемого металла. Также происходит расплавление флюса,
попавшего в зону сварки. В зоне действия электрической дуги формируется некоторое
пространство, ограниченное сверху плёнкой из расплавленного флюса. Это пространство
занимают пары расплавленного металла, флюса и газы, образующиеся при сварке.
Давление смеси газов и паров в этом пространстве удерживают флюсовую плёнку,
которая находится над зоной сварки. Электрическая дуга поз.5 всегда находится
рядом со сварочной ванной, вблизи от её переднего края. Дуга, из-за её постоянного
движения, горит не вертикально, а немного отклоняется в обратную сторону от
направления сварки.
Электрическая дуга воздействует на расплавленный металл и оттесняет его в сторону,
противоположную направлению сварки. В результате формируется сварочная ванна
поз.8.
Непосредственно под электродом формируется кратер, с небольшим количеством
жидкого металла. Но наибольший объём расплавленного металла располагается в
зоне от кратера до поверхности сварного шва поз.12. Расплавленный флюс поз.7
имеет значительно меньшую плотность, по сравнению с жидким металлом и всплывает
на поверхность сварочной ванны, охватывая её плотной оболочкой. Флюсовая оболочка
предотвращает разбрызгивание расплавленного металла.
У расплавленного флюса теплопроводность достаточно низкая, из-за чего, охлаждение
металла замедляется. Благодаря этому, шлаковые включения и растворённые в металле
газы, поз.9, успевают подняться на поверхность и выйти из него, пока металл
находится в жидком состоянии.
Не расплавленный флюс, оставшийся «незадействованным» в процессе
сварки, откачивают пневматическим устройством поз.10 и затем используют при
дальнейшей сварке. Расплавленный в процессе сварки металла флюс, при кристаллизации
образует плотную корку на поверхности сварного шва. После окончания сварки и
охлаждения сварного соединения, шлаковую оболочку, из затвердевшего флюса, удаляют
с поверхности сварного шва поз.12.
Схема работы установки для автоматической сварки
На
рисунке справа схематично показаны основные узлы установки для автоматической
сварки и показана последовательность их работы.
Поз.5 и поз.4 — это ведущий и нажимной ролик, соответственно. Они необходимы
для подачи электродной проволоки поз.3 в зону сварки. Из бункера поз.1 в зону
сварки подаётся гранулированный флюс в зону сварки и покрывает непроницаемым
слоем свариваемые кромки поз.7.
Через мундштук поз.6 происходит подача сварочного тока к электроду. Мундштук
располагается на расстоянии 40-60мм от конца электродной проволоки и позволяет
применять сварочные токи большой величины. Между свариваемым изделием поз.11
и сварочной проволокой горит электрическая дуга и расплавляет металл, образуя
сварочную ванну. Ванну сверху закрывает расплавленный шлак поз.9 и нерасплавленный
флюс поз.8.
По мере перемещения зоны сварки вдоль кромок, флюс, оставшийся нерасплавленным,
отсасывается вытяжным шлангом поз.2 назад в бункер. Пары и газы, выделяющиеся
в процессе сварки, создают в зоне сварки газовый пузырь, который закрыт слоем
флюса и шлака.
При температурном расширении газового пузыря его давление оттесняет расплавленный
металл в зону, противоположную от зоны сварки. Т.к. горение электрической дуги
происходит внутри газового пузыря, закрытого шлаком и флюсом, угар и разбрызгивание
металла исключаются.
По мере перемещения электрической дуги вдоль сварных кромок, жидкий металл
остывает и формируется сварной шов. Как уже было сказано выше, слой шлака имеет
более низкую температуру плавления, чем свариваемый металл и затвердевает он
значительно позже, замедляя остывание расплавленного металла. Замедленное охлаждение
сварного шва способствует выходу газов из ещё жидкого металла и шов получается
более однородным по химическому составу.
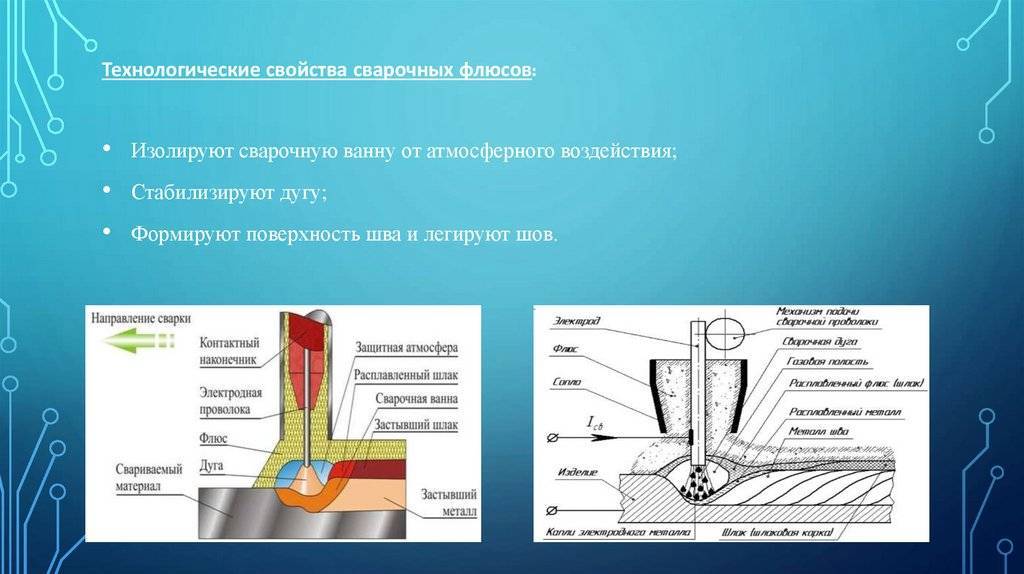
Функции флюсовых смесей
Гранулированная флюсовая смесь может быть использована в ручной дуговой сварке. В режиме MMA сварка ведется плавящимися покрытыми электродами. Флюс выступает в качестве дополнительного расходного материала. При ведении работ в режиме MIG/MAG флюс подается в зону контакта проволоки и металла, а также может содержаться в проволоке в виде порошка. Защита применяется и при газовой сварке, когда происходит соединение цветных металлов или легированных сталей в пропан-кислородном пламени.
Стабилизация дуги. Подобрав правильную для конкретной задачи флюсовую смесь, можно в значительной степени упростить процедуру сварки. Порошок благоприятно воздействует на электрическую дугу, повышая ее стабильность. Дуга образуется между электродом и свариваемой поверхностью. Примерный зазор между электродами составляет около 5 мм. Скачки тока и сложности при удержании электрода приводят к нарушению стабильного горения дуги, в результате чего внутри шва образуются дефекты. Наличие флюса делает дугу менее чувствительной к указанным внешним факторам. Это не только облегчает работу новичкам, но и позволяет вести сварку переменным током, а также увеличивает возможности ведения работ в других режимах.
Защитная функция. От проникновения атмосферного кислорода в зону формирования шва должно защищать газовое облако, образующееся при плавлении флюса. Оно представляет собой непроницаемую оболочку, иначе очень быстро будет образовываться оксидная пленка, ведь металлы начинают активно взаимодействовать с кислородом. От сварщика требуется правильно рассчитать дозировку и состав порошка, чтобы последний успешно справился с поставленной задачей
Здесь важно руководствоваться двумя принципами. Первый заключается в том, что более мелкая структура позволяет создать более надежную защиту, но, в то же время, чрезмерно высокая плотность порошка негативно влияет на качество шва
Чтобы рассчитать массу порошка, необходимо воспользоваться специальными таблицами. Они приведены в различных справочниках и отражают количественный состав порошка, в зависимости от видов проводимых работ.
Легирование. Процесс формирования сварного шва начинается после плавления основного металла и присадки. Происходит физическое взаимодействие веществ, в результате которых после кристаллизации образуется шов и околошовная зона. Химический состав этой зоны зависит от материала присадки. При высокой температуре некоторые химические элементы выгорают или осаждаются в шлаке. Без этих элементов металл уже не может обладать теми свойствами, которые учитывались при планировании работ. Восстановить эти свойства возможно внесением веществ извне. В флюсовые порошки добавляют легирующие элементы. В процессе сварки происходит обогащение металла. Легирующие добавки препятствуют оседанию в шлаковых массах марганца и кремния. В тех случаях, когда легирование носит целенаправленный характер, параллельно используется специальная присадочная проволока.
Формирование поверхности. При кристаллизации металла начинает формироваться кристаллическая решетка. Ее структура влияет на прочность материала, а также на внешний вид. Любые воздействия на кристалл могут негативно отразиться на форме сварного шва. Вот почему после проведения сварочных работ зачастую не приходится говорить об эстетике. Применяя флюсы, можно существенным образом повысить качество поверхности. Некоторые элементы флюса обладают формирующими способностями. В качестве примера можно привести использование «длинных» порошков. Они применяются при соединении деталей большой толщины с помощью электродуговой сварки на большом токе. Порошок обладает высокой вязкостью, вследствие чего процесс застывания несколько затягивается, позволяя равномерно проплавить кромки. Образуется кристаллическая решетка с характерной структурой, которая внешне выглядит аккуратно и эстетично. Если вязкость не нужна, то применяются «короткие» порошки. Они застывают практически моментально.

Плюсы от применения флюса
Использование флюса, безусловно, сказывается на формировании шва наилучшим образом, так как минимизируются негативные факторы рабочего процесса в условиях открытого воздуха. Из очевидных преимуществ можно отметить снижение дефектов в зоне соединения, минимизацию разбрызгивания и более эффективный контроль дуги со всеми возможностями автоматического регулирования
Что еще очень важно, участок сварка под флюсом всегда виден оператору. Это позволяет при необходимости своевременно вносить корректировки в процесс, а в некоторых случаях даже обходиться без специальной маски
Определение и предназначение
Сварочный флюс — это гранулированное средство, подаваемое в зону сварки, непосредственно перед проходом через данный участок плавящегося электрода и зажженной электрической дуги. Вещество похоже на крупнозернистый порошок, бывающий прозрачного, белого, желтого, зеленого или коричневого цвета.
Это средство используется для защиты сварочной ванны от взаимодействия с атмосферой, и препятствия вытеснению углерода из состава основного металла. Некоторые марки флюсов дополнительно обогащают шов укрепляющими связками в виде легирующих элементов.
Используется гранулированное вещество в:
- электродуговой сварке плавящимся электродом, где последним выступает проволока, подающейся с катушки в горелку;
- электрическом методе сваривания покрытыми электродами как дополнительное средство;
- полуавтоматической сварке в среде инертного газа, где порошок находится во внутренней части трубчатой проволоки;
- газовой сварке пропан-кислородным пламенем на легированных сталях и цветных металлах;
- электрической сварке угольными электродами.
Как работают флюсы
- Перед сваркой на места соединений наносится толстый (40-60 мм) слой флюса.
- Электрод вводится в зону сварки, происходит поджиг дуги.
- Под воздействием высоких температур (до 6000 °C) флюс с его низкой плотностью быстро плавится в газовом пузыре, изолируя сверху сварную ванну, перекрывая к ней доступ газовых, водяных паров и других химических веществ.
- Имея высокое поверхностное натяжение, таким же образом расплав флюса предотвращает интенсивное разбрызгивание металла.
- Это позволяет значительно увеличить ток дуги (до 1000-2000 Ампер) без серьезных потер материала электрода и с сохранением хорошего качества шва.
- Под воздействием флюса в зоне дуги происходит концентрация тепловой мощности — в результате плавление металла происходит быстрее.
- При этом металлом заполняются все стыки, независимо от состояния кромок.
- Изменяется материальный баланс сварного шва — 60-65% процентов в нем составляет металл свариваемых деталей, и только остальное — это металл сварочного электрода.
Как работает
Вне зависимости от материалов при ведении дуговой сварки можно выделить основные элементы рабочей зоны, в которой формируется шов. В верхнем слое аккумулируется шлак, так как он легче расплавленного металла. Сам металл находится в нижнем слое в жидком состоянии. Температура внутри электрической дуги достигает 5000°C градусов. Наконец, в результате испарения материалов образуется газовый пузырь.



При ведении сварки в полуавтоматическом режиме картина несколько изменяется за счет наличия проволоки, однако основные элементы остаются неизменными. Негатив в весь процесс вносит шлаковая корка и процесс окисления. В результате образуются трещины, поры и примеси в металле, что ухудшает показатели прочности соединения. Чтобы исключить химическую активность материала, необходимо использовать вещества, дающие защиту в виде слоя инертного газа. Для облегчения работы флюс изготавливают из элементов, имеющих относительно невысокие температуры плавления.

Флюсы, помимо защиты от воздуха, обеспечивают изоляцию сварной ванны от пыли и инородных частиц, служат расходным материалом при проведении наплавки. К веществам предъявляются некоторые требования. Прежде всего, флюс не должен осложнять сварочный процесс. Его изоляционные свойства не могут проявляться частично. Если обеспечивается защита от атмосферного кислорода, то она должна быть надежной. Остатки флюса должны с легкостью удаляться с застывшего металла.
Принцип работы сварочного флюса достаточно прост. Порошок насыпается на поверхности деталей. Под действием температуры электрической дуги он плавится, в результате чего образуется газ. Этот газ и защищает поверхность ванны от проникновения кислорода.

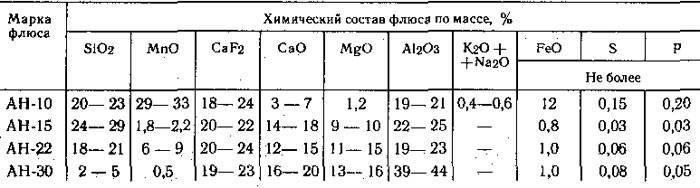
Процесс получения и химический состав
Основа неплавленых флюсов керамическая, а получаются эти материалы путем механического измельчения компонентов на шаровых мельницах. В зависимости от размера фракций флюсы делятся на мелкие (с зерном 0,25−1,0 мм) и нормальные (с зерном размером до 4 мм). Первые используются при сварке проволокой малых диаметров, не более 1,0−1,5 мм, в обозначение добавляется буква М. При значительном количестве компонентов в неплавленом флюсе они предварительно связываются склеиванием, а потом уже частицы размалываются до нужного размера.
В неплавленых флюсах, кроме кремнезема, есть ферросплавы, марганцевая руда, оксиды ряда элементов, металлические порошки. Компоненты подбираются по способности усиливать металлургический процесс в зоне сварки. В итоге улучшаются условия для поверхностного легирования и раскисления металла, зернистость сварного шва становится мельче, а количество вредных примесей в нем уменьшается. Легирующие способности неплавленых материалов позволяет использовать более дешевую сварочную проволоку.
К недостаткам неплавленых флюсов относится, к примеру, то, что их упаковка должна быть плотнее, поскольку компоненты гигроскопичны, а влага ухудшает качество материала. Неплавленые флюсы к соблюдению технологии сварки требовательнее, так как при этом существенно могут измениться условия легирования.
Магнитные флюсы тоже относятся к категории неплавленых. Их эффективность подобна керамическим, однако они дополнительно содержат железный порошок, увеличивающий производительность.
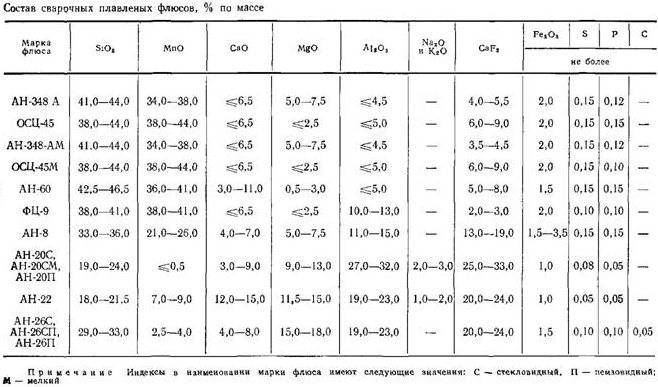
Плавленые флюсы главным образом используются при автоматической сварке. Технология их изготовления включает такие этапы:
- Подготовка и размол компонентов, кроме использующихся в неплавленых флюсах. Сюда же включается плавиковый шпат, мел, глинозем и пр.
- Перемешивание механической смеси во вращающихся мельницах.
- Плавка в газопламенных печах с защитной атмосферой или в электродуговых печах.
- Гранулирование для приобретения итоговыми фракциями требуемого размера зерен. С этой целью расплав флюса выпускается в воду и затвердевает в ней шарообразными частицами.
- Сушка в сушильных барабанах.
- Просеивание и упаковка.
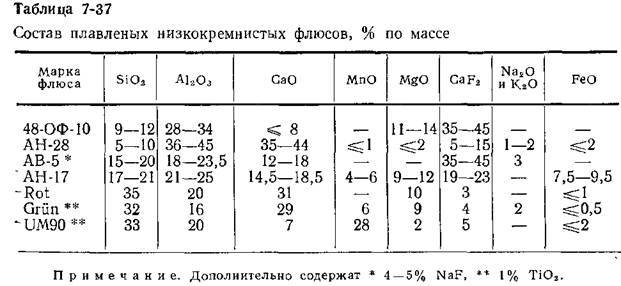
Плавленые флюсы состоят из кремнезема SiO2 и оксида марганца. Марганец восстанавливает оксиды железа, постоянно образующиеся при сварке, и связывает серу в шлаках в сульфид, легко удаляющийся впоследствии со сварного шва. Кремний препятствует росту концентрации окиси углерода. Раскисляющие свойства последнего элемента повышают однородность химического состава металла.
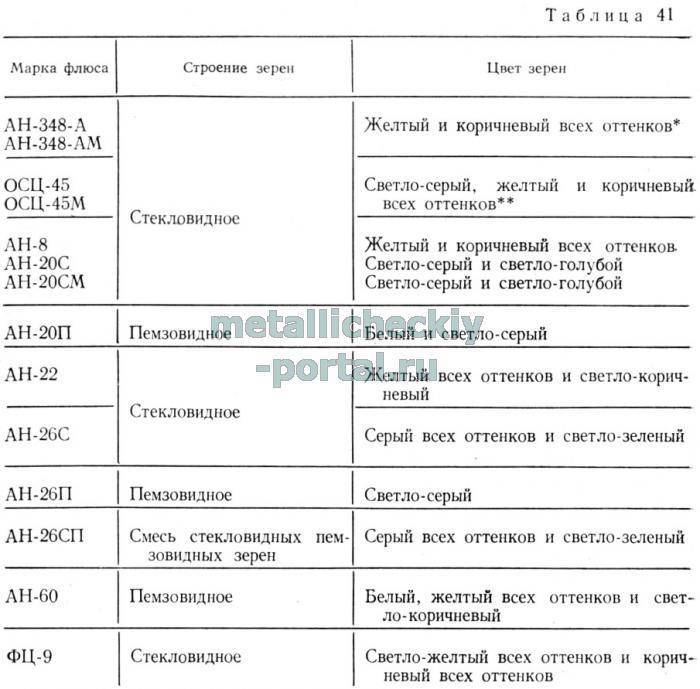
Окраска плавленых флюсов прозрачная или светло-желтая, а плотность их не больше 1,6−1,8 г/см3.
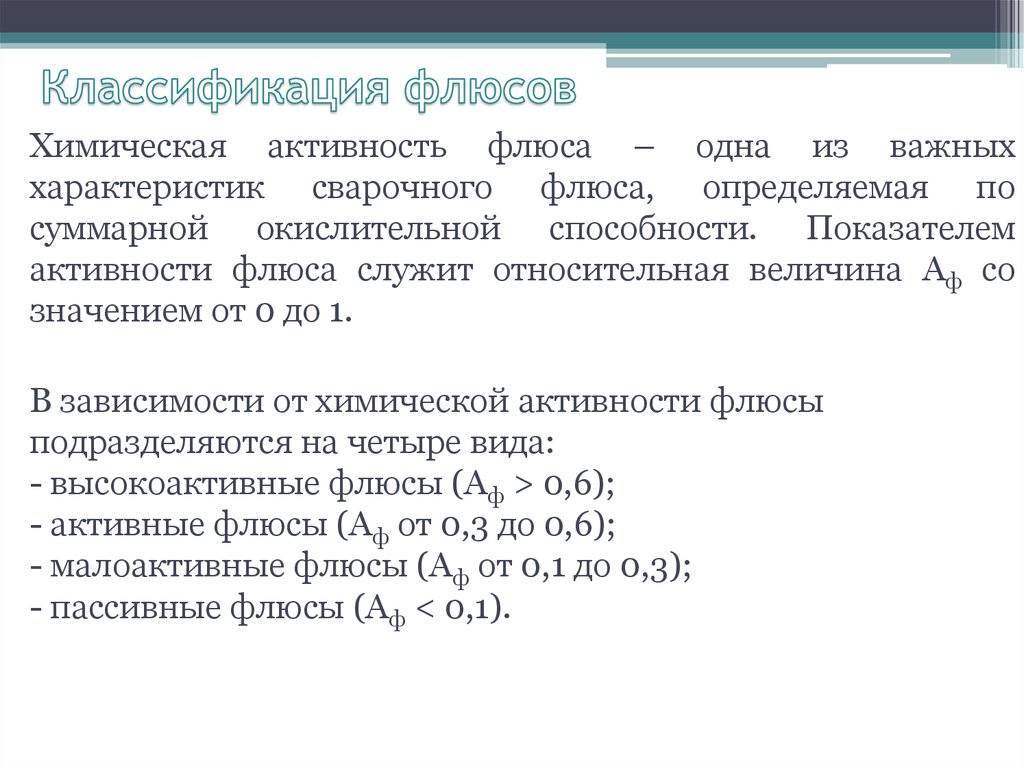
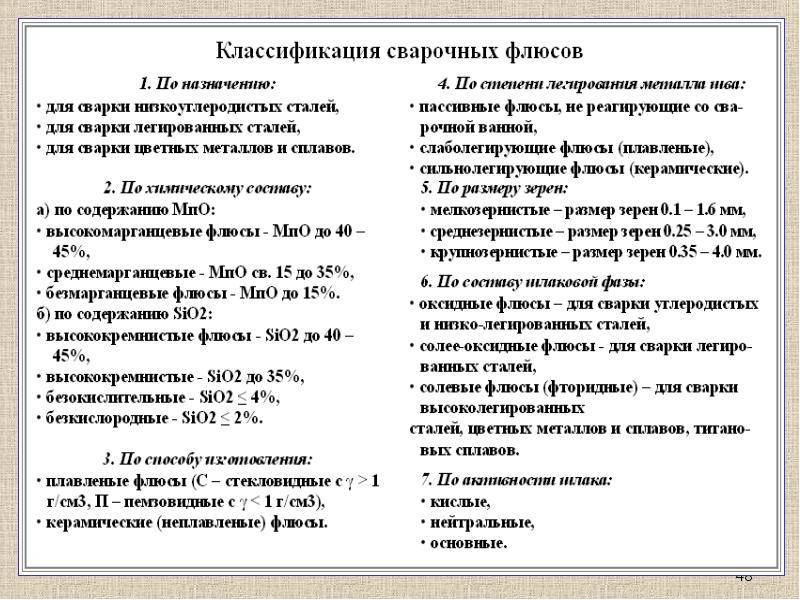
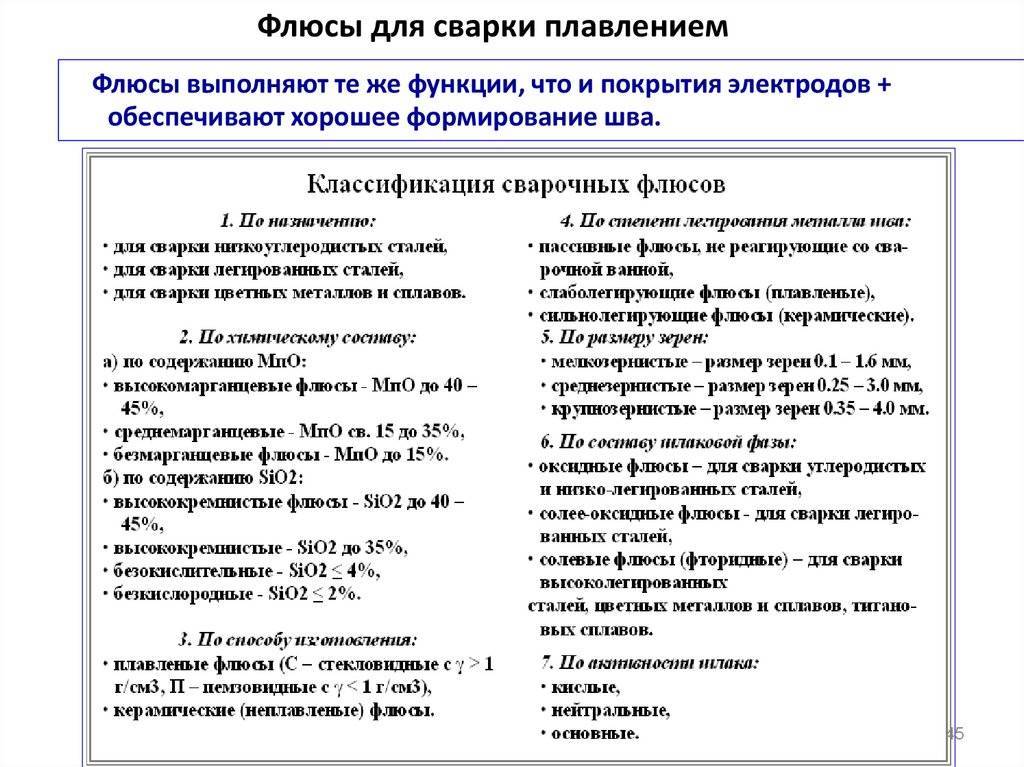
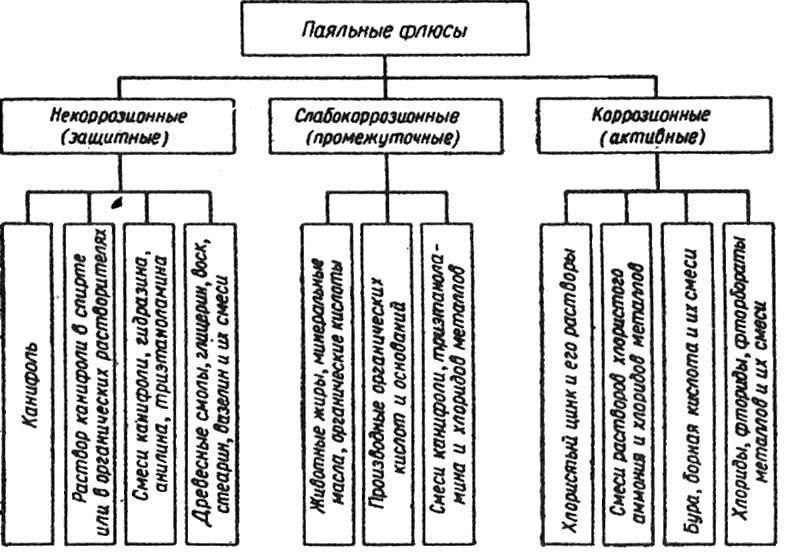
Классификация
Флюсы – большая группа многофункциональных смесей. Они отличаются по ряду признаков, которые положены в основу классификации. Классы носят условный характер.
По методу получения композиции подразделяют на смеси, полученные сплавлением, механическим перемешиванием и склеиванием. Последние составы называют керамическими.

Сварочные флюсы бывают прозрачными, похожими на стекло, и пористыми непрозрачными, похожими не пемзу. По вполне понятным причинам плотность пористого состава меньше, чем стекловидного. Плавление проводят в печах при температуре, достигающей 1500 °C.
Сплавлению подвергают неорганические вещества и их смеси. Чаще других используют:
- оксиды кремния (кремнеземы);
- образцы марганцевых руд;
- флюорита (плавикового шпата);
- карбоната магния (каустического магнезита).
Расплавы выливают в раствор. После застывания такой сварочный флюс образует гранулы. Гидрофильные вещества, склонные поглощать воду, гранулируют по отдельной технологической схеме сухими.
Склеенные сварочные флюсы, подобные керамике, используются широко, гораздо чаще, чем механические порошки. Керамика не реагирует на остатки ржавчины, окалины в рабочей зоне, присутствие там следов воды. Если керамическую смесь добавить к стекловидной, можно получить идеальный шов даже на неочищенном металле.
Флюсы имеют различную химическую природу. Они состоят из оксидов, солей, смеси оксидов с солями.
Инструкция по сварке разными способами
Существует 2 техники сварочных работ:
- Встык. Перед началом нужно точно подогнать детали, чтобы между ними не было зазоров. Используется, когда нужна высокая точность, например, при замене части листа. В этом случае выполняется единый шов, затем его зачищают.
- Внахлест. Одна деталь накладывается на другую. Можно не подгонять кромки друг к другу. Не требует большого опыта от сварщика, в отличие от предыдущего способа.
Рекомендуем к прочтению Как пользоваться электродуговой сваркой
Ручной метод сваривания в камере
Если нужен непосредственный контроль процесса, сварка происходит в комнате, которая заполняется газом. Специалист работает в скафандре с индивидуальной системой дыхания. Это сложная работа, которая требует высокой квалификации.

Ручной метод сваривания в камере позволяет контролировать процесс.
С неплавящимся электродом
В качестве защитной среды используются инертные газы: аргон, гелий. Может использоваться присадочная проволока для заполнения шва. Она должна быть изготовлена из того же материала, что и деталь. Она может подаваться вручную или с помощью автоматических приборов.
С плавящимся электродом
Проволока или металл должны быть близки по химическому составу к свариваемой конструкции. Они расплавляются, и получается крепкое, ровное соединение. Такой способ обеспечивает глубокое проплавление при маленькой сварочной ванне. За счет этого вырастает коэффициент полезного действия.



Электроды расплавляются и получается прочное соединение.
Импульсно-дуговая сварка
Этот метод заключается в наложении импульсов дополнительного тока на основной. Это позволяет сделать дугу устойчивой, а значит, металл по всей длине после проплавки имеет одинаковое качество.
Использование трехфазной дуги
При этом способе электрический разряд подается между тремя электродами, расположенными настолько близко, что теплая энергия действует в плавильном пространстве. Каждая из трех дуг имеет свою длительность горения. Последовательность задается чередованием фаз электрической дуги.

Сварка трехфазной дугой имеет ряд технологических преимуществ.
При принудительном формировании шва
Существуют устройства, удерживающие сварочную ванну. Они нужны, чтобы правильно сформировать место соединения деталей. Это могут быть вращающиеся диски, медные ползуны. Применяемые детали охлаждаются водой.
С дугой, управляемой магнитным полем
Это новый способ контроля процесса, при котором горение управляется напряженностью вокруг сварочной ванны. Во время сварки создаются области с густыми и редкими линиями индукции. Электрический разряд отклоняется между ними.

Сварка с дугой, управляемой магнитным полем, широко применяется для соединения металлов.
С вольфрамовым электродом
Это самый распространенный вид неплавящихся электродных материалов. Подходит для большинства металлов, в том числе для титана, бронзы, золота.
Другие варианты сварки
Отдельно можно выделить сварочные работы под флюсом. В процессе плавки он сгорает и выделяет защитный газ. После этого образуется безвредный шлак.
Сварка разнородных цветных металлов
Сложность процесса заключается в ограниченной взаимной растворимости. При сварке цветных металлов и сплавов между собой используют несколько технологий, обеспечивающих надежность соединения:
- шов формируют, воздействуя на детали импульсным электронным лучом, скорость прогревания заготовок увеличивается, при высокой температуре происходит схватывание деталей;
- при сварке давлением цветной металл разогревается за счет энергии, выделяющейся при пластической деформации структурной решетки, концентрированная тепловая энергия скапливается в зоне контакта, детали не нужно дополнительно прогревать;
- для сварки цветных разнородных цветных металлов используют промежуточный слой, сцепляющийся с заготовками, риск охрупчивания швов снижается;
- в среде аргона проводят автоматическую, ручную и полуавтоматическую сварку разнородных цветных металлов, электрод держат перпендикулярно деталям, чтобы шов был качественным.
Защитный газ снижает степень окисления, насыщения цветного металла азотом и водородом. Высокотемпературные технологии внутреннего воздействия увеличивают скорость сварки. За счет текучести цветных металлов заполняются пустоты, стык проваривается насквозь. При подборе буферного слоя учитывают компонентный состав заготовок, температуру плавления сплавов.
Имея аппарат для аргоновой сварки, можно заниматься ремонтом деталей из цветных металлов самостоятельно. В промышленных условиях применяют передовые технологии, не позволяющие расплавленному металлу реагировать с воздухом.