

Контргайка

Самопроизвольное откручивание болтовых креплений, в которых применяются гайки, а также болты, является распространенной проблемой, с которой очень часто сталкиваются люди, обслуживающие разнообразные механизмы либо конструкции, оснащенные множеством подвижных узлов.
Чтобы устранить эту проблему и избежать самопроизвольного отвинчивания резьбовых креплений, применяются специально разработанные приспособления. Они позволяют частично либо полностью заблокировать болтовое соединение.
Часто для того чтобы заблокировать резьбовое соединение и предотвратить его самостоятельное отвинчивание из-за воздействия больших нагрузок и сильных вибраций, используется специальное приспособление – контргайка. Ее размещают непосредственно за первой, закрученной гайкой.
Некоторые специалисты для надежной фиксации резьбы пользуются специальной конструкцией, состоящей из двух обыкновенных, затянутых друг после друга гаек. Однако как показывает практика, специальные контргайки более эффективно предотвращают проблемы, связанные с самооткручиванием креплений.
Теория ослабления болтового соединения
В настоящее время признанной теорией самопроизвольного ослабления резьбового крепежа считается теория Юнкера (1969). Она была разработана по результатам испытаний болтов на испытательной машине Юнкера (рисунок 3).
|
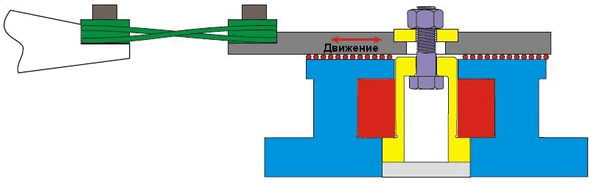
Рисунок 3 — Испытательная машина Юнкера
Основные положения теории Юнкера:
- Хорошо затянутое болтовое соединение ослабевает в результате отвинчивания гайки, если возникает относительное движение между резьбами болта и гайки и между смежными поверхностями гайки и прижатого материала.
- Поперечные динамические нагрузки создают намного более серьезные условия для самоотвинчивания, чем динамические осевые нагрузки.
- Радиальные перемещения под действием осевых нагрузок значительно меньше, чем те, которые возникают от поперечных нагрузок (рисунок 4).
- Наиболее частой причиной ослабления болтовых соединений является не вибрация, как часто считается, а движения в соединении, в частности, поперечные проскальзывание резьбы болтов и опорных поверхностей.
- Если к болту приложена достаточная осевая нагрузка, чтобы предотвратить поперечные перемещения в соединении, то не требуются никакие фиксирующие устройства, так как трение будет держать части соединения вместе.
|
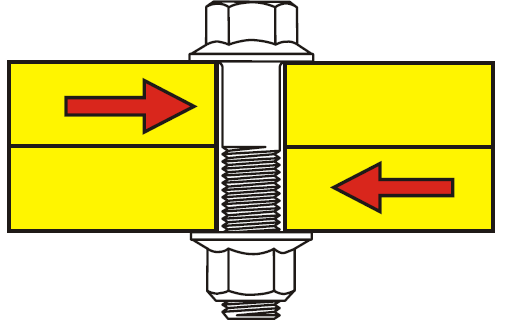
Рисунок 4 — Поперечное перемещение в болтовом соединении
В случаях, когда проскальзываний в соединении нельзя избежать, например, в соединениях для компенсации температурных расширений, то необходимо применять специальные меры и устройства для фиксации резьбового соединения, например, в случае болтового соединения, стопорение гаек.
ОСИ 39502-77 с. a
2*7» Загиб кондов шштанта на грани гайки должен производиться выколоткой,
заправка кондов шплинта в прорези гаек — тупой отверткой,
8* СТОПОРЕНИЕ ДЕФОРМАЦИЕЙ МЕТАЛЛА
Т*п 3 !
3,1, Стопорение по типу 3 должно соответствовать указанным;
— на черт ДО, XI и 12 — для болтов, винтов ж шпилек $
— на черт ДЗ и в табпД ~ для установочных винтов ;
— на черт.14 и в табл.2, на черт»!5 ж в табп„3 — для доотардаеских штифтов ;
— ш черт Д 6 -• для конических ж ттжщшч^сжях штифтов*
Стопорение болтов, винтов и гаек из титанового сплава по типу 3 не рекомендуется»
ИСПОЛНЕНИЕ ЗД
Кернеане с торив I
Яда деталей с резьбой М4 ьМ8
ША
Для деталей с резьбой свыше М3
Н т hf + 0,3
Размер обесаеч. инстр. Размеры не контролировать. |
Черт Л 0
ИСПОЛНЕНИЕ 3.2 Кернение в резьбу
ОСП 39502-77 с. 8
Дет деталей Для деталей
с резьбой М4*-М8 с резьбой свыше М8
ИСПОЛНЕНИЕ 3.3 Кернение в шлод
Размеры обесиеч, инстр. Размеры не контролировать.



Черт Л 2
ОСП 39502-77 c.w
ИСПОЛНЕНИЕ 3.4 Кервенне установочных винтов
ч«ргла
Таблица I ми | |||||||||||||||||||||||
|
* Размер обеспеч* инстр*
*** Размеры не контролировать.
**** При задшси в конструкторской документации исполнения стопорения для неразъемных
соединений к номеру исполнения должны быть добавлены слова: *{я шлш)*.
Неротационный механизм отвинчивания гаек
Неротационное ослабление резьбового соединения может происходить как результат деформации самого резьбового крепежного изделия или соединения в целом. Это может происходить в результате локальной пластической деформации на опорных поверхностях болтового или винтового соединения.

Когда две опорные поверхности, например, детали и головки болта, приходят в контакт друг с другом, неровности на обеих поверхностях подвергаются значительной нагрузке. Поскольку фактическая площадь контакта может быть значительно меньше, чем видимая его площадь, то на этих неровностях возникают очень большие локальные напряжения. Величина этих напряжений даже при весьма умеренных нагрузках выше предела текучести материалов в болтовом соединении (рисунок 1).
|
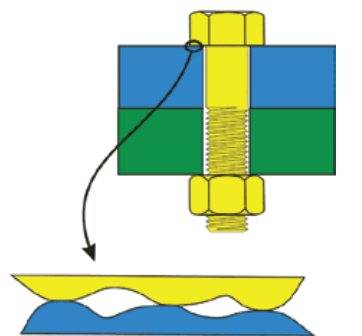
Рисунок 2 — Увеличенная область контакта с неровностями контактирующих поверхностей
Это приводит к тому, что поверхность частично проседает сразу после завершения операции затяжки болтового соединения. Это явление называют «просадка» (англ. embedding). Доля стягивающего усилия, которая теряется из-за просадки зависит от:
- жесткости болта и самого соединения,
- количества поверхностей, которые участвуют в соединении,
- шероховатости поверхностей и уровня напряжений, которые действуют в соединении.
При умеренных нагрузках начальная осадка соединения обычно приводит к потере стягивающего усилия в болтовом соединении на 1 до 5 % в течение первых секунд после затяжки болтового соединения. Когда это соединение впоследствии динамически нагружается внешними нагрузками, происходит дальнейшая осадка соединения в результате давлений, которым подвергаются его поверхности.
Ослабление резьбового соединения в результате просадки является особенно проблематичным для соединений, которые состоят из нескольких тонкостенных элементов и имеют небольшую общую толщину соединения.
Стопорные свойства гаек
В промышленности применяется несколько десятков различных типов стопорных элементов — стопорных гаек. Все они имеют общий принцип — заклинить резьбу гайки на резьбе болта. Это достигается различными методами: механическими или химическими. К механическим методам относятся стопорные гайки с деформированной резьбой, нейлоновыми и стальными стопорящими вставками. Химические методы основаны на повышении трения между резьбами за счет заклинивания их путем введения специальных химических составов, например, такие известные составы как Фиксаторы от предприятия «Виброзащита».
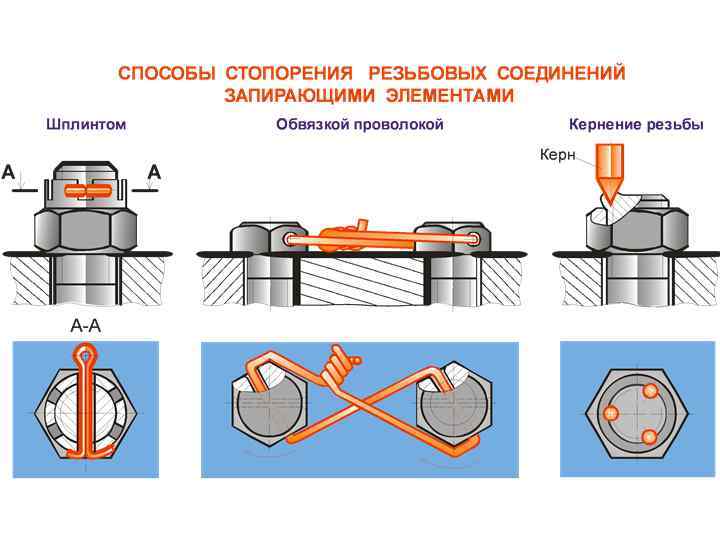
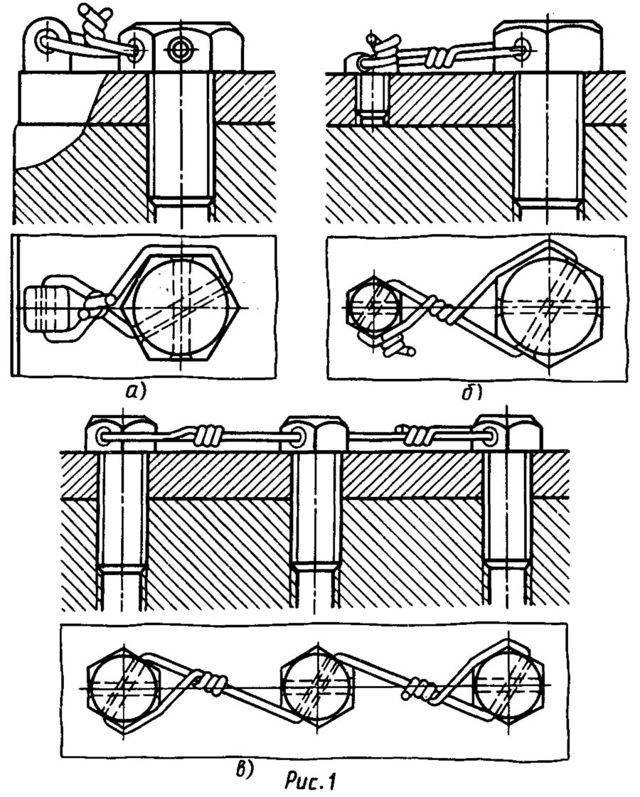
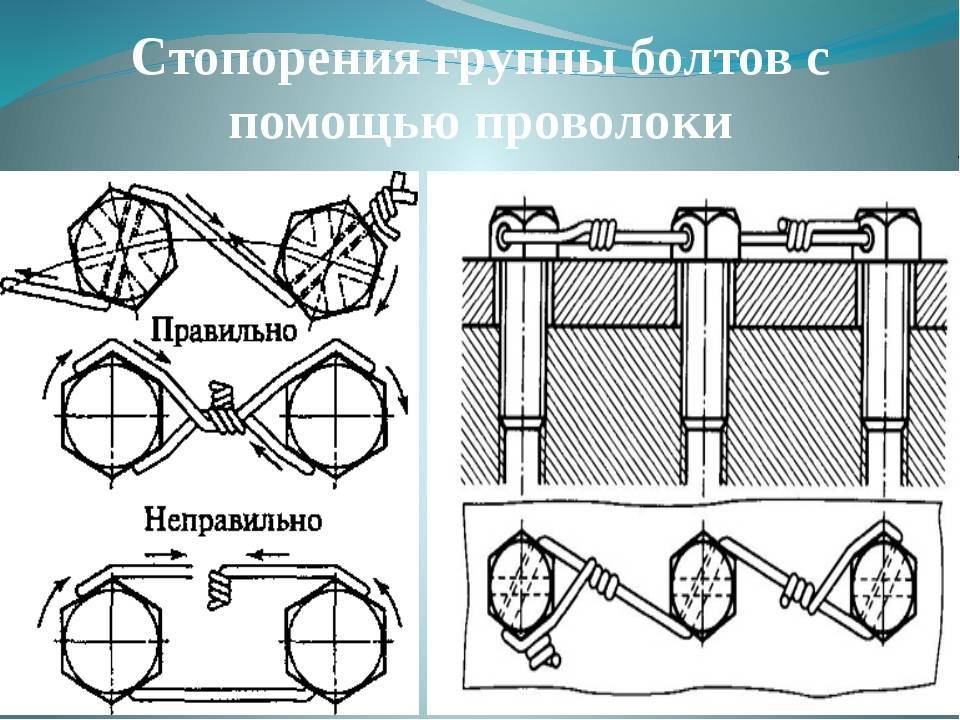
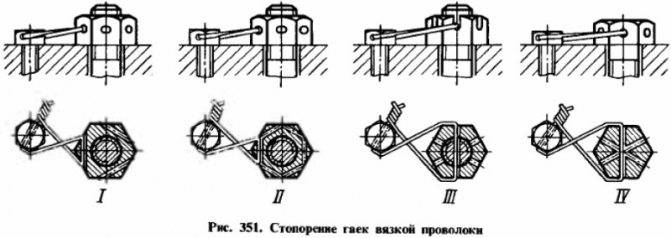
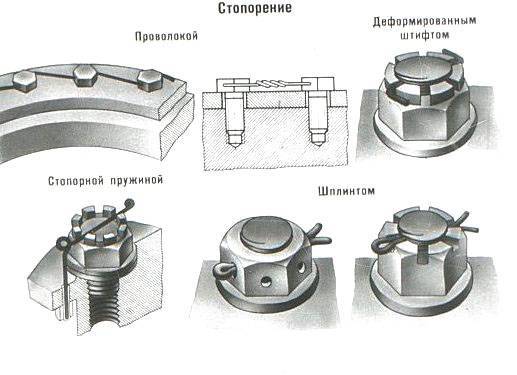
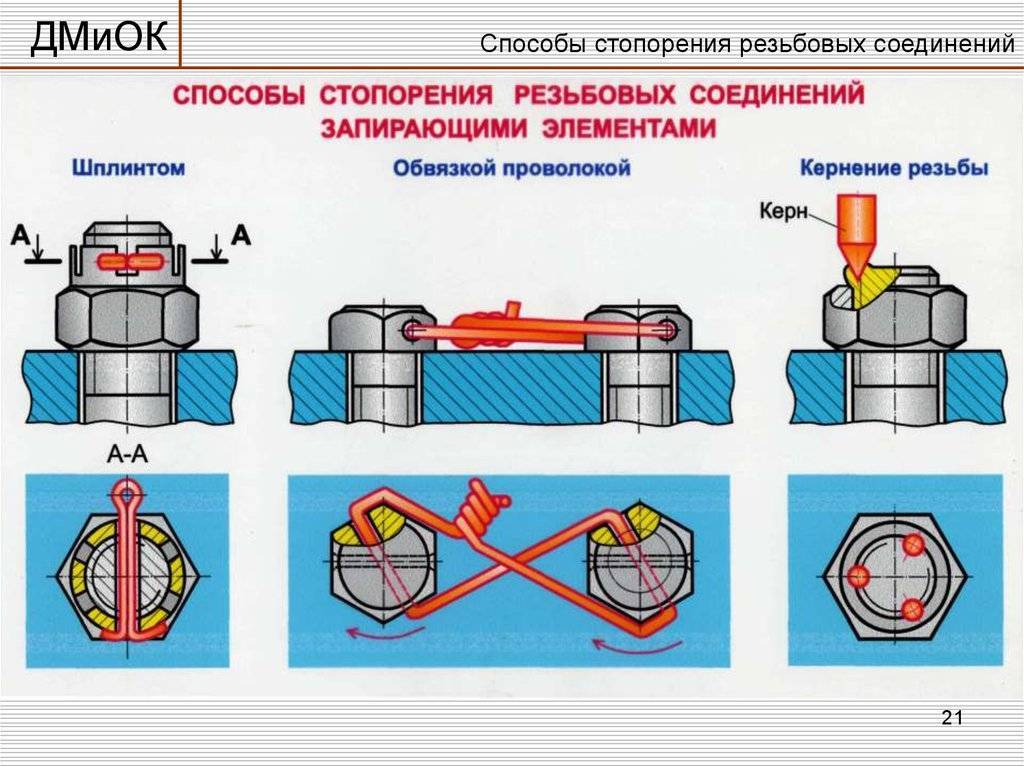
Стопорение проволокой
На основании утверждённого стандарта допускается стопорение проволокой. Такой принцип называется обвязкой. Он имеет два способа фиксации:
- стопорение между собой гайки и болта;
- фиксация гайки или болта к корпусу детали.
Для реализации этого метода в головках болтов или закреплённых гайках просверливают сквозные отверстия, через которые пропускают стальную проволоку. Их сверлят перпендикулярно поверхности фиксируемой детали. Проволокой обматывают (обвязывают) каждую деталь, зажимая их в требуемом положении. ГОСТ допускает стопорение одного конструктивного элемента или нескольких, создавая единую систему обвязки. Применение одновременной контровки группы гаек или болтов позволяет повысить надёжность всей конструкции. Повышения надёжности добиваются сверлением трёх отверстий. Крупногабаритные гайки обвязываются через шесть отверстий. Получатся бесступенчатая угловая фиксация.
В противном случае происходит самопроизвольное раскручивание, что вызывает ослабление скрепляемой конструкции.
О методике изготовления самотормозящего резьбового соединения
Известно, что существующая резьба и резьбовые соединения изготавливаются при помощи специально разработанных и стандартизированных инструментов. Часто это требует соответствующего оборудования и осуществляется по существующей методике нарезания. Но известные методики и способы изготовления стандартизированной резьбы не могут быть использованы для специальной, разработанной и внедренной в производство самотормозящей резьбы. Проблема в том, что в этом случае она нарезается конической в конце болта со специальным профилем. Причем витки имеют переменную высоту, но диаметры болта остаются постоянными.

Сечение винтовой нарезки имеет три характерные части, то есть треугольник у вершины и две трапеции в ее середине и основе. Показатели прочности и момент трения в резьбе выгодно отличаются от подобных параметров стандартной резьбы. В мире также разработано специальное прочное резьбовое соединение труб, которое уже получило положительные отзывы. Основным результатом изобретения является удачное решение поставленной задачи изменением профиля.
Самотормозящий фиксатор резьбовых соединений подобного прототипа состоит из стержня и гайки с нарезками. Нарезной конец болта имеет также коническую поверхность, на которой сделана резьба так, что ее диаметры по всей длине нарезки также постоянны. Вершины профиля одной составляющей нарезного соединения выполнены в форме сегментов с одинаковым радиусом дуг. Закругления впадин второго элемента соединения выполнены тем же самым радиусом, что и вершины витков болта. Центры дуг сегментов стержня находятся на линии, которая является параллельной образующей конуса наружной поверхности стержня. Выполнение вершин профиля гайки или стержня болта в соответствии с приведенными параметрами с указанной геометрией впадин стержня или гайки позволяет получить прочный фиксатор резьбовых соединений, обеспечить надежное стопорение гайки без применения дополнительных стопорных деталей, повышать конструктивные и эксплуатационные характеристики соединения и уменьшать его металлоемкость.
Применение контргаек
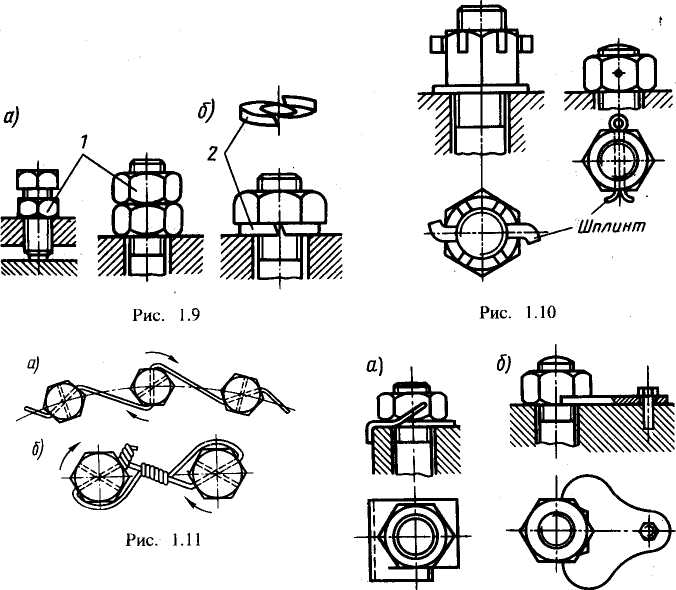
Эти гайки обычно стопорят друг друга, как это показано на рисунке 9. До сих пор идут споры, какая из гаек должна быть снизу — толстая или тонкая .
Рисунок 11 — Стопорение контргайкой
Однако, есть мнение, что этот тип стопорения является слишком непредсказуемым, чтобы быть надежным . Если внутренняя гайка затянута сильнее, чем наружная, то она «потечет» до того, как наружная гайка будет затянута до своей полной нагрузки.
С другой стороны, если наружная гайка затягивается больше, чем внутренняя гайка, то внутренняя гайка будет разгружаться. При этом наружная гайка начнет «течь» до того, как внутренняя гайка наберет свою полную нагрузку.
Это значит, что очень трудно получить правильную затяжку для каждой из этих двух гаек. Поэтому, считается , что самоконтрящие гайки являются намного более практичным выбором для стопорения, чем гайка и контргайка. Однако, например, в случаях, когда болтовое соединение не несет осевой нагрузки, применение контрящей гайки может быть вполне оправдано.
Государственные нормы
Система выбора нужного способа устанавливается принятыми гос., отраслевыми стандартами и изложена в Единой Системе Конструкторской документации (ЕСКД). Она включает:
- ЕСКД Изображение резьбы (ГОСТ 2.311-68);
- отраслевой стандарт (ОСТ) 39502-77 (определяет способы, параметры и возможности разных видов крепления);
- все крепёжные изделия оговорены в ГОСТ 27017-86.
Для любого вида фиксации крепёжного соединения в виде резьбы предусматривается собственный стандарт. К примеру, выбор пружинной шайбы изготавливается на основании ГОСТ 6402-70.
Стало быть, все крепёжные соединения в виде резьбы ГОСТ ЕСКД стопорятся на основании руководящих документов. Одна конструкция конструкторской документации дает возможность определить имеющиеся варианты устранения разъединений и подобрать нужные детали с целью решения данных задач.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Стопорные свойства шайб
Шайбы относятся к крепежным изделиям, так как они участвуют в обеспечении прочности и надежности соединений. Неправильное применение шайб может приводить к снижению прочности соединения или увеличению риска его ослабления.
6.1. Плоские шайбы
При правильном выборе плоские шайбы (рисунок 6) могут способствовать снижению поверхностного давления на мягкие материалы и минимизировать потерю прочности сжимающего усилия за счет просадки. Опорная поверхность шайбы обычно больше, чем опорная поверхность болта или гайки.
Рисунок 6 — Круглая плоская шайба
Больший диаметр контактной поверхности дает большее усилие сопротивления трению. Поэтому, именно головка болта всегда вращается относительно шайбы при затягивании болтового соединения. Следовательно, она будет защищать менее прочный материал и тем самым снижать риск ослабления соединения при воздействии внешних сил.



В зависимости от применяемого класса прочности болта выбирают класс прочности шайбы. Выбор неправильной твердости шайбы может приводить к повышенному риску ослабления соединения, а также, если материал является слишком мягким чтобы поддерживать головку болта без просадки .
6.2. Пружинные (гроверные) шайбы
Обычно считается, что пружинные гроверные шайбы (рисунок 7) снижают риск ротационного ослабления болтового или винтового соединения. Главная цель этой пружинной шайбы — снижать потерю стягивающего усилия, которое происходит вследствие просадки болтового соединения. Поэтому, если правильно применять эту шайбу, то будет снижаться риск отвинчивания под воздействием динамических нагрузок.
Рисунок 7 — Пружинные (гроверные) шайбы
Однако часто эти шайбы имеют чрезмерную прочность и поэтому приводят к более высокому риску ослабления соединения из-за просадки и/или динамических нагрузок . Пружинные шайбы должны иметь прочность, которая достаточна, чтобы выдержать стягивающее усилие болтов класса прочности 5.8, когда они затянуты на полную прочность. При работе с такими болтами пружинные шайбы снижают потерю стягивающей нагрузки и тем самым снижают риск ослабления болтового соединения под воздействием динамических сил. Кроме того, кромки пружинной шайбы создают механическое зацепление за относительно мягкую поверхность, что дает дополнительный стопорящий эффект.
Эффективность пружинных шайб становится очень низкой, когда их применяют с термически упрочненным крепежом класса 8.8 и выше. Пружинное усилие шайбы является в этом случае слишком малым, а кромки шайбы не способны врезаться в твердую поверхность болта или гайки. Если пружинные шайбы применяются с высокопрочным крепежом, то они фактически создают повышенный риск для надежности соединения, так под воздействием высоких нагрузок могут разъехаться и сломаться.
6.3. Гроверные шайбы при поперечной вибрации
На рисунке 8 представлены результаты вибрационных испытаний на машине Юнкера болтовых соединений М10 с гроверной шайбой и без нее. Амплитуда вибрации составляла +/- 0,5 мм .
Результаты испытаний показали, что установка пружинной шайбы под головку болта может приводить к его самоотвинчиванию быстрее, чем для болта без такой шайбы . Аналогичное мнение об эффективности пружинных шайб по стопорению болтов и гаек высказано в известном руководстве по проектированию крепежа NASA .
|
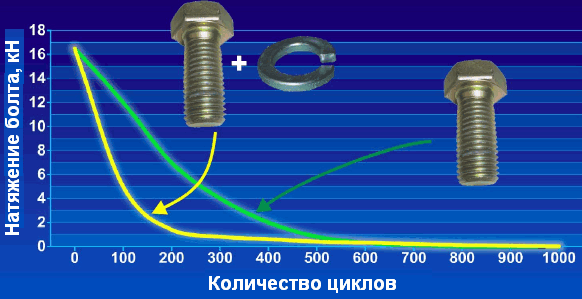
Рисунок 8 — Испытания болтов на машине Юнкера: «болт с гроверной шайбой» и «болт без шайбы»
6.4. Другие стопорные шайбы
- Тарельчатые (рисунок 9)
- Зубчатые (рисунок 10)
|

Рисунок 9 — Тарельчатые шайбы: а — гладкие, б — рифленые
|

Рисунок 10 — Зубчатые шайбы
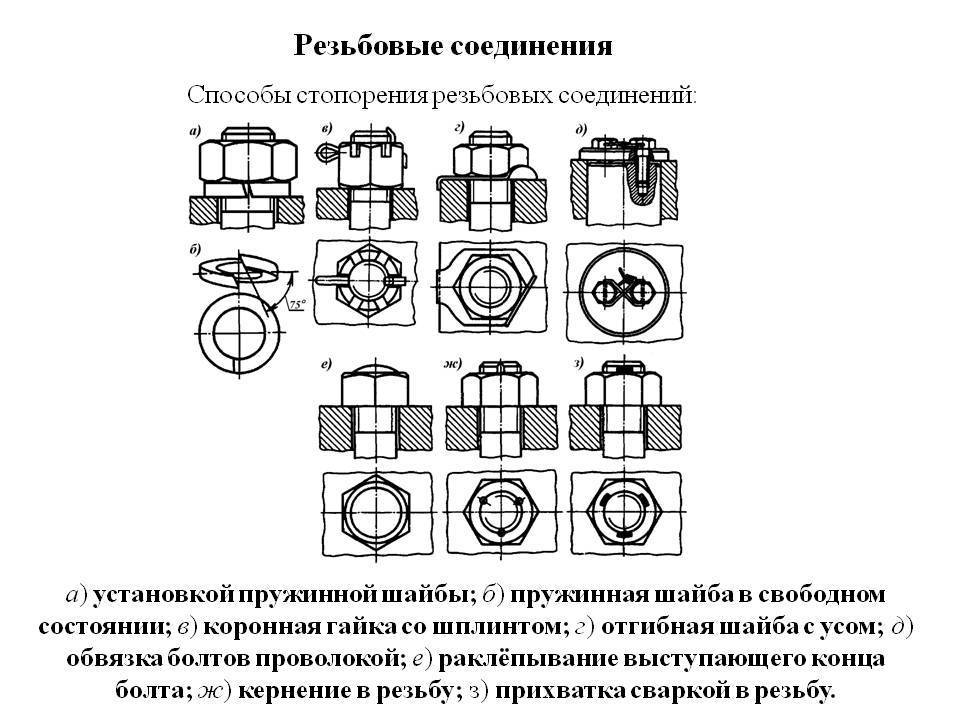
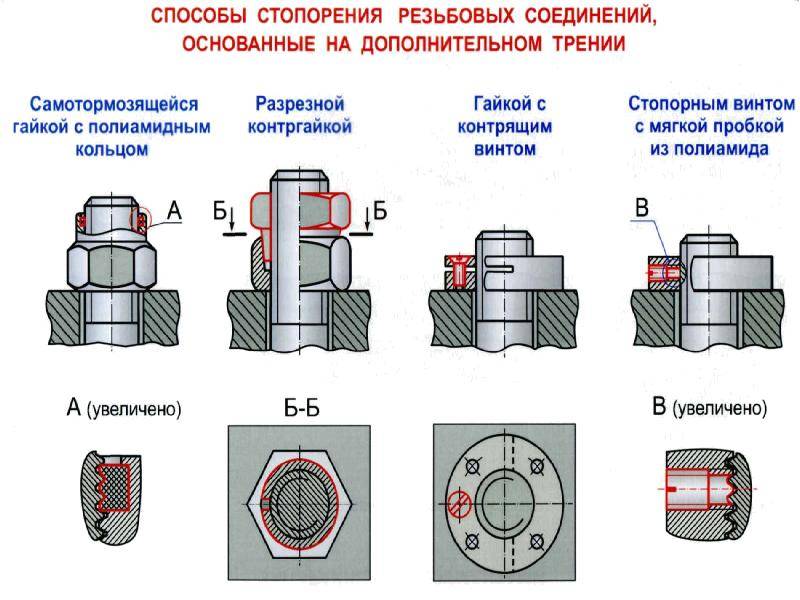
Предотвращение самоотвинчивания резьбы
Способы стопорения резьбовых деталей
Все крепежные резьбы удовлетворяют условию самоторможения ψ < φ’, так как в резьбах этого типа угол ψ подъема резьбы значительно меньше приведенного угла трения φ’.

Однако практика эксплуатации машин показывает, что при переменных нагрузках и вибрациях значение коэффициента трения (и, следовательно, угла трения) снижается, и происходит самоотвинчивание гаек и винтов вследствие микросмещений поверхностей трения. Условие самоторможения нарушается.
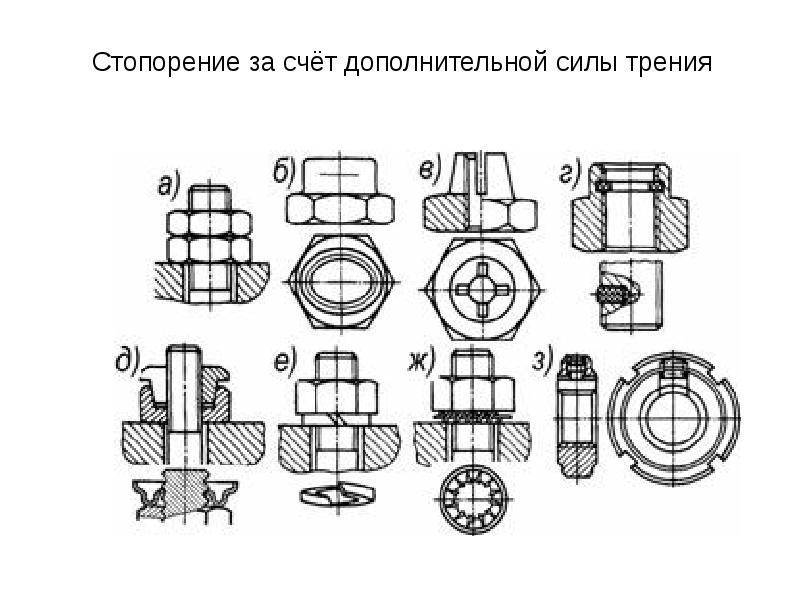
Стопорение резьбовых деталей осуществляют различными способами, при которых используют дополнительное трение в резьбе или фиксирующие детали и материалы. Иногда применяют комбинацию этих способов.
Дополнительное трение в резьбе
Дополнительное трение в резьбе, создают с помощью контргаек, пружинных шайб, фрикционных вставок в винты или гайки и т. п.
Контргайка (рис. 1, а) устанавливается на шпильку или болт после затяжки соединения основной гайкой. При этом между элементами крепежа создается натяг, способствующий увеличению силы трения в резьбе и между контактирующими плоскостями деталей. Этот способ практически не используется в машиностроении, а применяется, преимущественно, в быту, поскольку не является эффективным и существенно повышает стоимость соединения за счет дополнительной гайки. Нередко его применяют совместно с другими способами стопорения резьбовых деталей.
Пружинные шайбы (шайбы Гровера, гроверы) представляют собой один виток цилиндрической винтовой пружины с квадратным сечением и заостренными краями (рис. 1, б, изображение вверху). Вследствие большой упругости они обеспечивают сохранение сил трения в резьбе, удерживая определенный натяг в соединении.
Острые края шайбы, врезаясь в торцевую плоскость гайки и детали, дополнительно препятствуют самоотвинчиванию гайки. Пружинные шайбы изготовляют разными для правой и левой резьбы.

Пружинные стопорные шайбы изобрел английский инженер Джон Гровер (1836-1892), именем которого иногда и называют эти детали в обиходе.
Стопорение пружинными шайбами недостаточно надежно, и при высоких уровнях вибрации не исключает самоотвинчивание соединения.
Самоконтрящимися являются гайки с завальцованным пластмассовым стопорным кольцом. Резьба в кольце образуется при навинчивании на гайки винт.
***
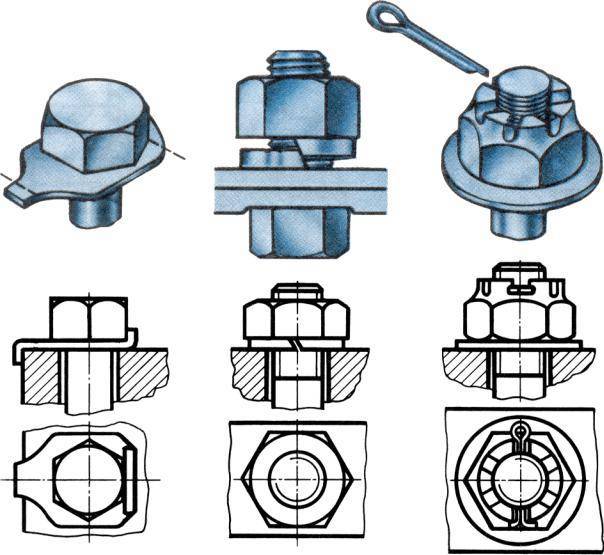
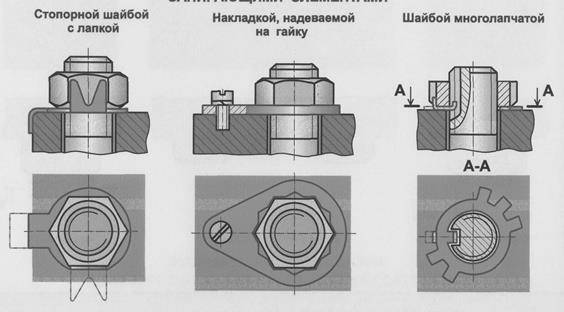
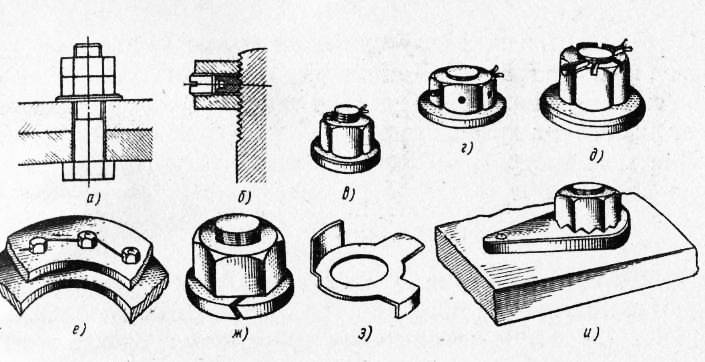
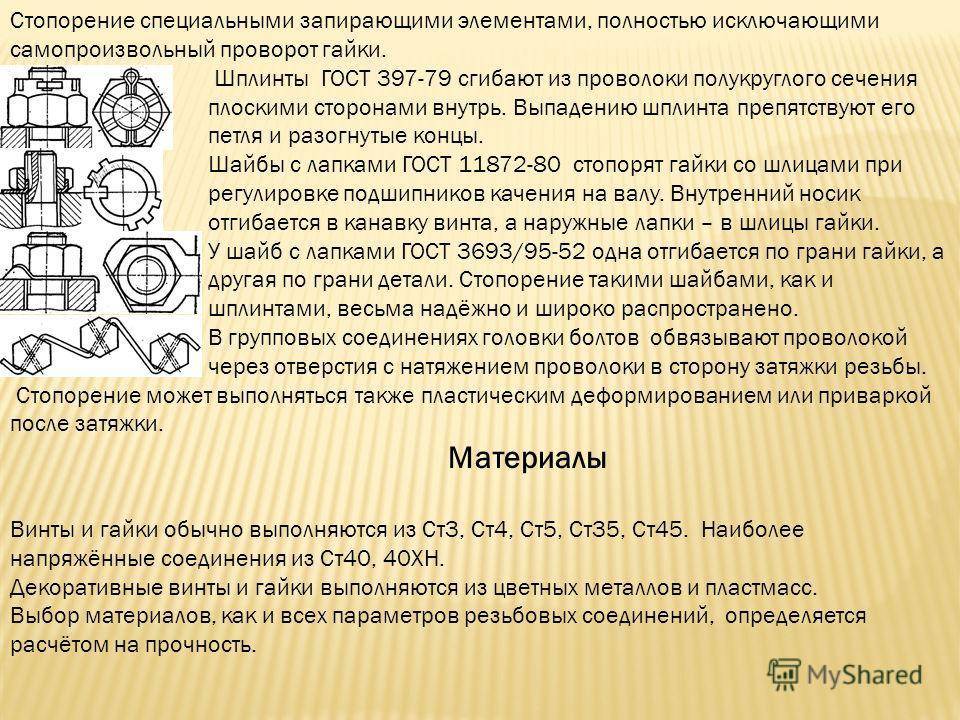
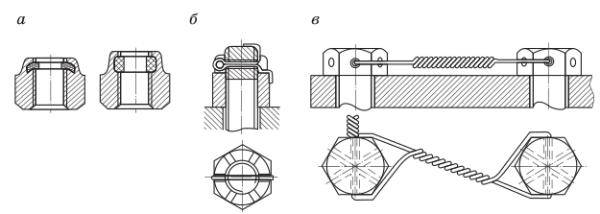
Применение фиксирующих деталей
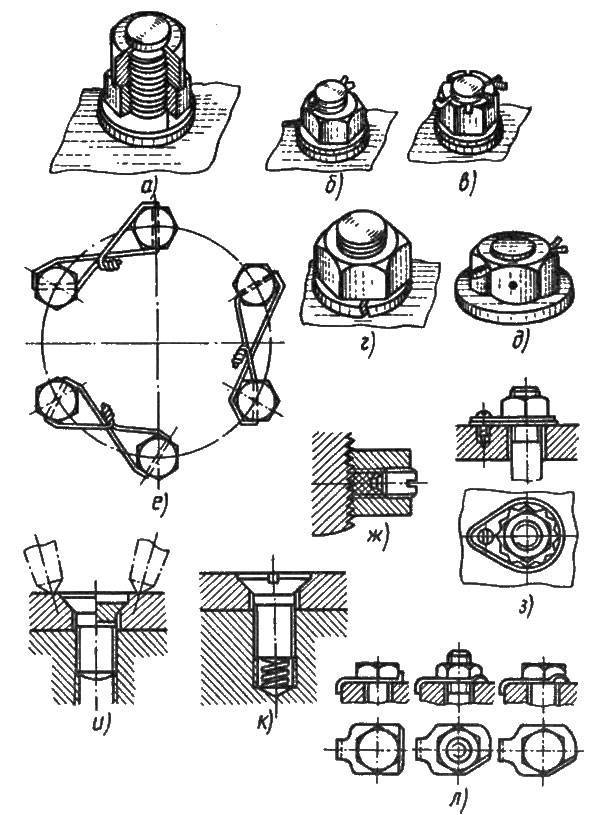
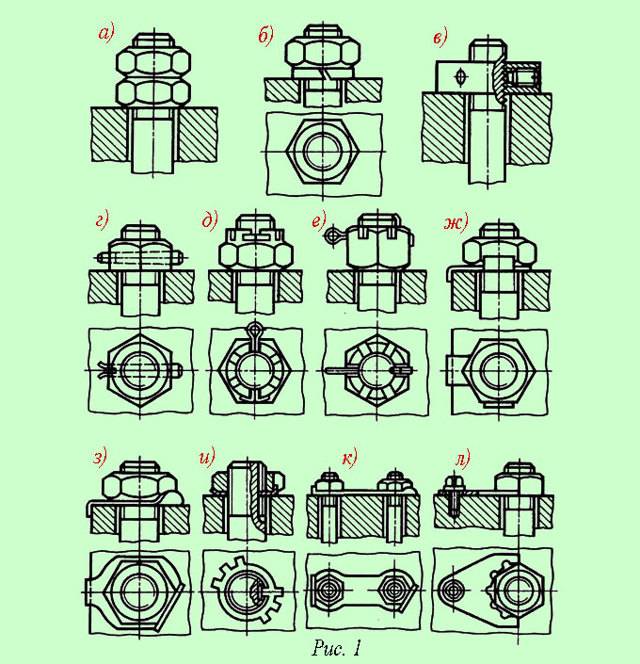
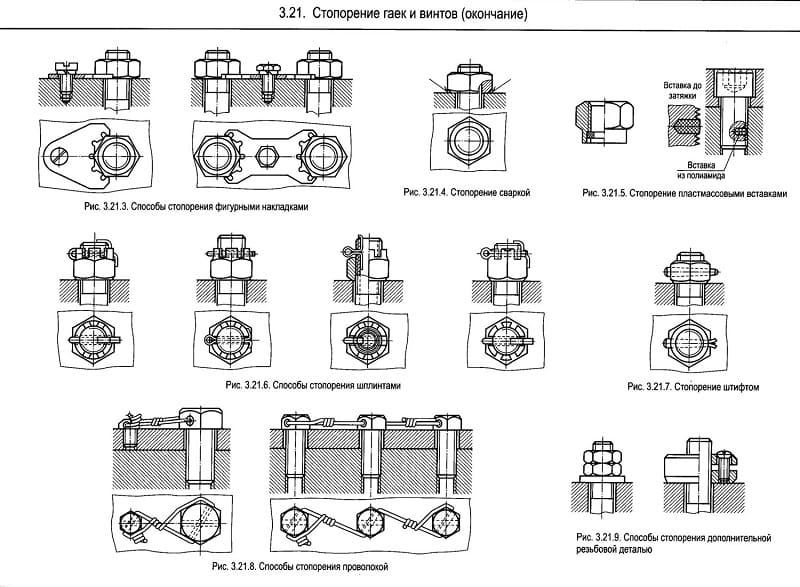
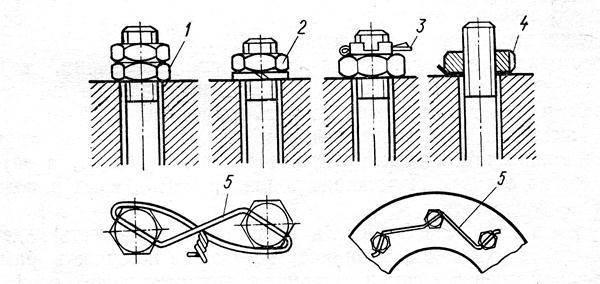
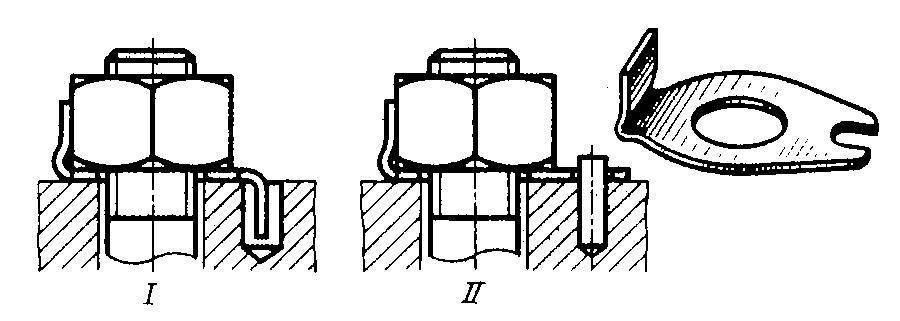
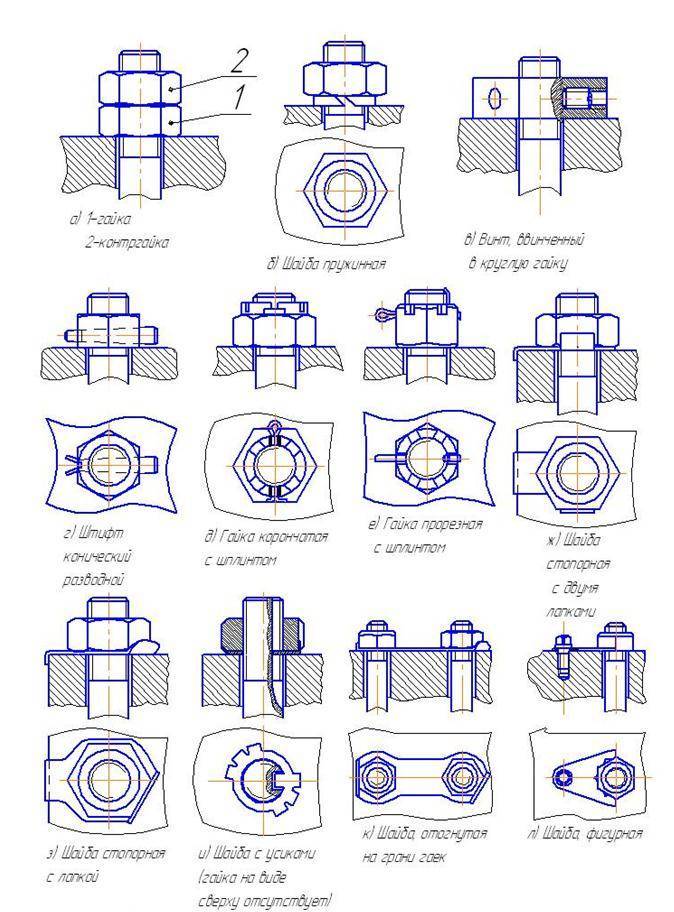
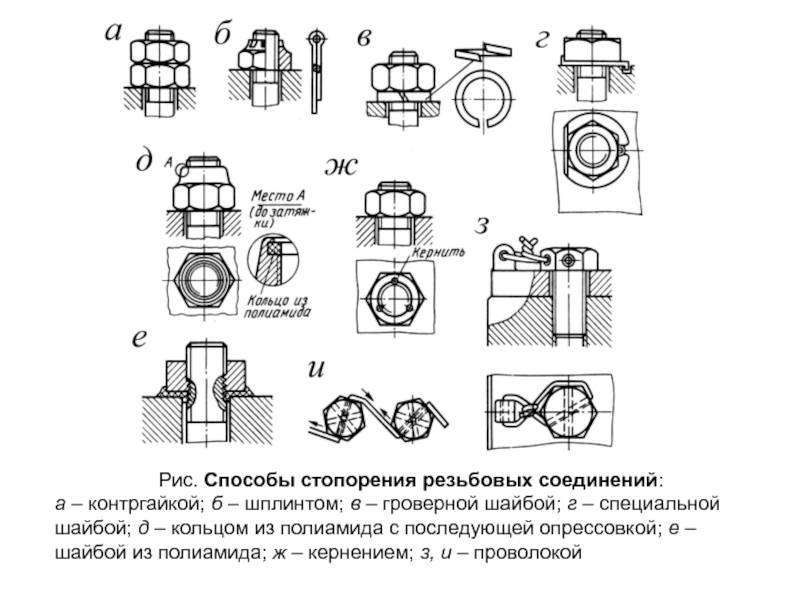
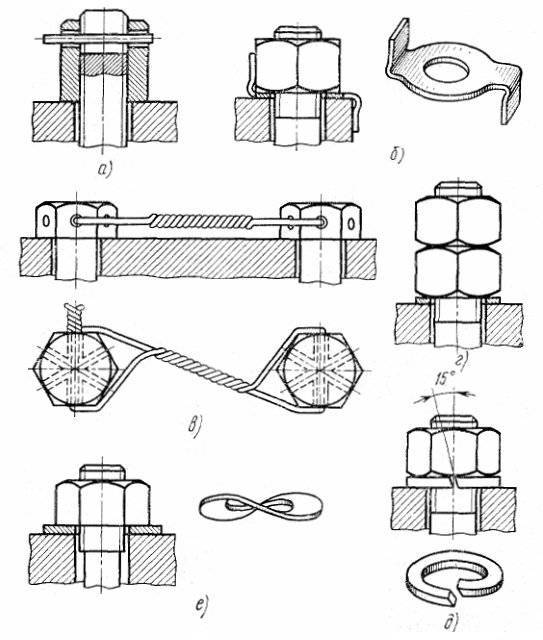
Широко распространены для предотвращения самоотвинчивания фиксирующие детали, т. е. шплинты, проволоку, стопорные шайбы с лапками, которые отгибают после завинчивания гаек или винтов. Подобные устройства обладают достаточно высокой надежностью, простотой конструкции, удобством сборки и разборки соединения.
Некоторые из этих способов приведены на рисунке 1 (в-л): стопорение специальными винтами, вворачиваемыми в гайку, штифтами, шплинтами, различными шайбами.
Приварка и деформирование резьбы
Еще один способ предотвращения самоотвинчивания резьбы – приварка или пластическое деформирование деталей расклепыванием и кернением.
Подобные методы применяют в тех случаях, когда не требуется частый демонтаж соединения в процессе эксплуатации, поскольку соединительные элементы крепежа повреждаются в той или иной степени и, зачастую, требуют замены после разборки и последующей сборки.
Применение клеящих и фрикционных материалов
Для предотвращения самоотвинчивания резьбовых соединений нередко используют склеивающие материалы – пасты, лаки, краски и клеи, которые либо значительно увеличивают коэффициент трения в резьбе, либо склеивают между собой детали крепежа.
Склеивающие материалы наносятся на резьбу непосредственно перед завинчиванием.
Иногда на практике используют комбинацию перечисленных выше способов стопорения крепежных деталей, что позволяет повысить надежность резьбовых соединений от самоотвинчивания.
***
Учебные дисциплины
- Инженерная графика
- МДК.01.01. «Устройство автомобилей»
- Карта раздела
- Общее устройство автомобиля
- Автомобильный двигатель
- Трансмиссия автомобиля
- Рулевое управление
- Тормозная система
- Подвеска
- Колеса
- Кузов
- Электрооборудование автомобиля
- Основы теории автомобиля
- Основы технической диагностики
- Основы гидравлики и теплотехники
- Метрология и стандартизация
- Сельскохозяйственные машины
- Основы агрономии
- Перевозка опасных грузов
- Материаловедение
- Менеджмент
- Техническая механика
- Советы дипломнику
Олимпиады и тесты
- «Инженерная графика»
- «Техническая механика»
- «Двигатель и его системы»
- «Шасси автомобиля»
- «Электрооборудование автомобиля»
Стопорение резьбового соединения
Болты, винты, шпильки, гайки и шайбы производятся для общего или специального применения. Весь ассортимент деталей общего и частично специального назначения являются стандартизованными.
Болты общего назначения по точности их изготовления подразделяют на болты с классом точности А (повышенной точности), классом точности В (нормальной точности) и классом точности С (грубой точности). Стандартные болты общего назначения изготавливают: с шестигранными головками; с шестигранными головками и отверстиями в них (для стопорения проволокой
); с полукруглыми и потайными головками, под которыми выполнен квадратный подголовок или ус. Болты общего назначения производят: с нормальным стержнем; со стержнем с отверстием (длястопорения болтов шплинтами); с утолщенным стержнем для установки в развернутые отверстия без зазора. Концы болтов выполняют: плоскими, с конической фаской; сферическими (вогнутыми или выпуклыми). Кспециальным болтам отнесены: болты к станочным пазам; откидные; фундаментные и конические для отверстий, обработанных разверткой.
Винты
общего назначения подразделяются на:крепежные (например, винты ГОСТ 1491, ГОСТ 17473) иустановочные (винты ГОСТ 1482, ГОСТ 1485). Винты крепежные предназначены для соединения частей конструкций, а винты установочные – для предотвращения смещения деталей друг относительно друга.
Резьбовые шпильки различают нормальной и повышенной точности. Шпильки изготавливают с одинаковыми номинальными размерами резьбы и гладкой части стержня или с номинальным размером резьбы, превышающим диаметр гладкой части.
Гайки общего назначения изготавливают с классами точности А, В и С. На боковых гранях стандартных шестигранных гаек могут быть выполнены отверстия для стопорения проволокой или стопорения штифтами
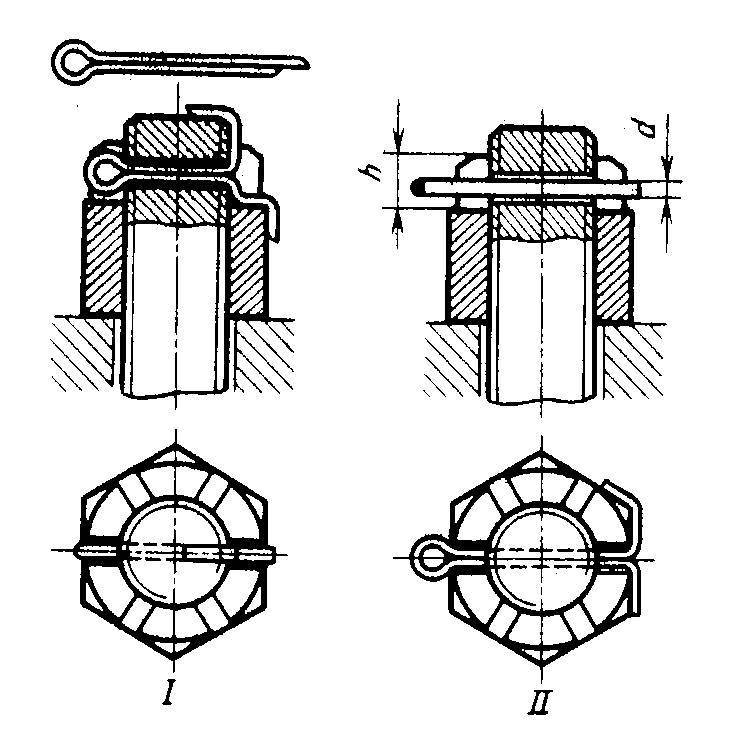
определенной формы.Специальные гайки могут быть изготовлены как с глухими (например, колпачковые гайки), так и сквозными отверстиями.Стопорение гаек корончатых и прорезных производится установкой разводных шплинтов с соответствующими размерами условных диаметров.
Стопорение резьбовых соединений
выполняют с целью предотвращения самопроизвольного откручивания деталей, происходящего под воздействием внешних сил. Различают такиевиды стопорения крепежных изделий в готовых конструктивных исполнениях машин и механизмов, которые достигаются путем
− установки контргаек или пружинных шайб, значительно повышающих действие сил трения в резьбовых соединениях;
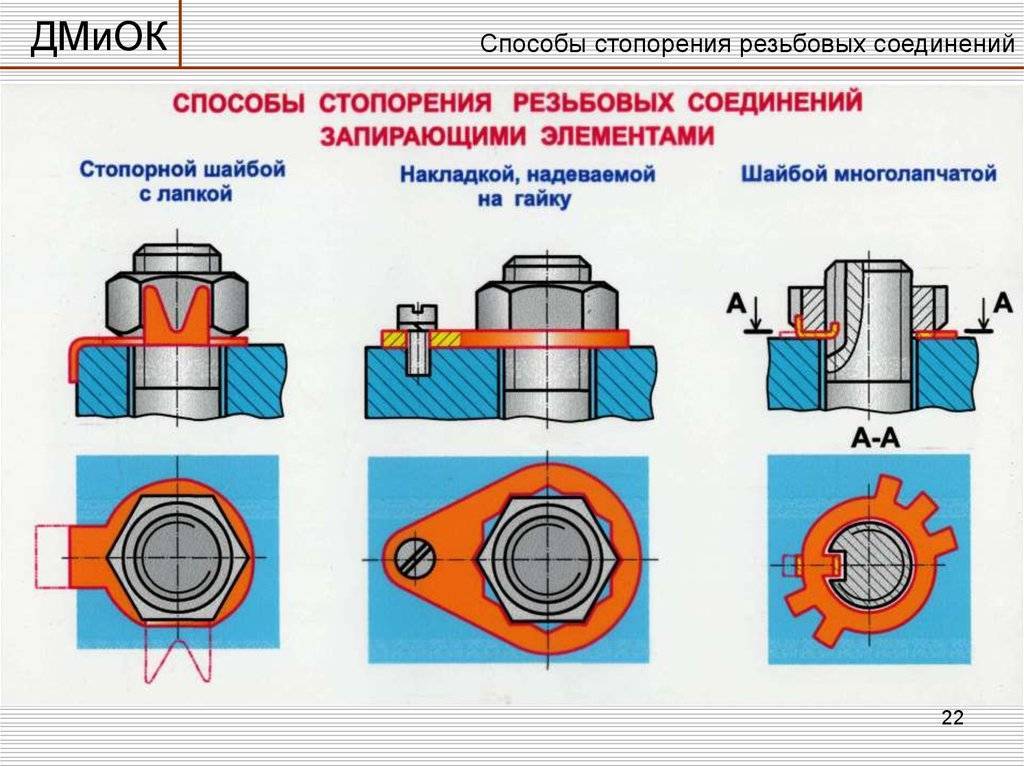
− применением стопорных шайб с лапкой, обеспечивающих жесткость соединения;
− приварки участка болта, винта, гайки или шпильки;
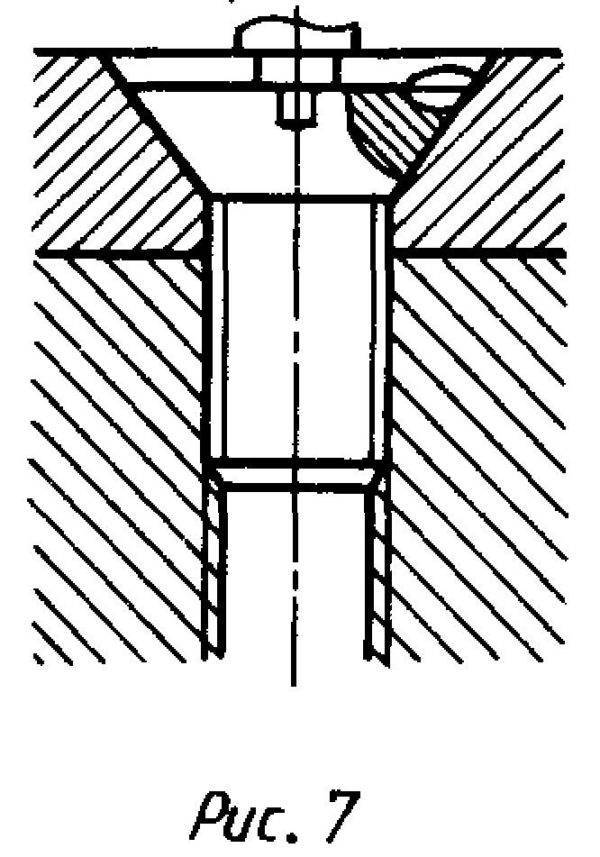
− бокового или торцевого кернения резьбовой части детали.
Стопорение резьбовых соединений может быть также выполнено путем расклепывания резьбовой части стержня болта, шпильки или винта, а также нанесением лака или краски на резьбу под гайку.
Товары каталога:
| Анкерный болт с гайкой |
| Болт с фланцем DIN 6921 класс прочности 8.8 |
| Винт ГОСТ 1491-80, DIN 84 (цилиндрическая головка плоский шлиц) |
| Винт ГОСТ 17473, DIN 7985 (полукруг шлиц / полуцилиндрическая головка крест) |
| Гайка А4 ГОСТ 5915, ГОСТ 5927, DIN934 |
| Твитнуть |
comments powered by Disqus
Слесарь механосборочных работ
§ 2. Стопорение резьбовых соединений
Резьбовые соединения не должны нарушаться (самоотвинчиваться) при движениях, толчках и ударах, которым подвергаются детали машин во время работы. Поэтому резьбовые соединения, как бы они ни были крепко затянуты, должны быть еще и надежно застопорены.
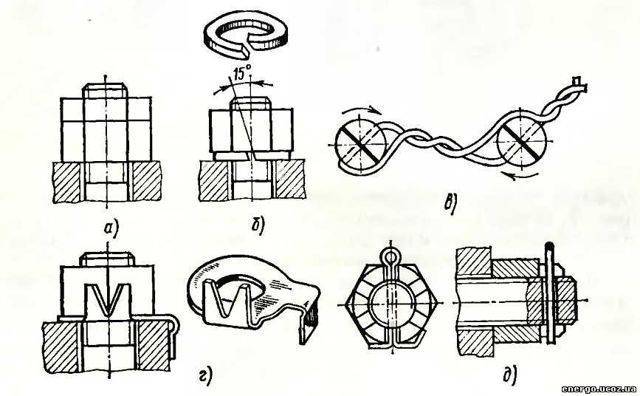
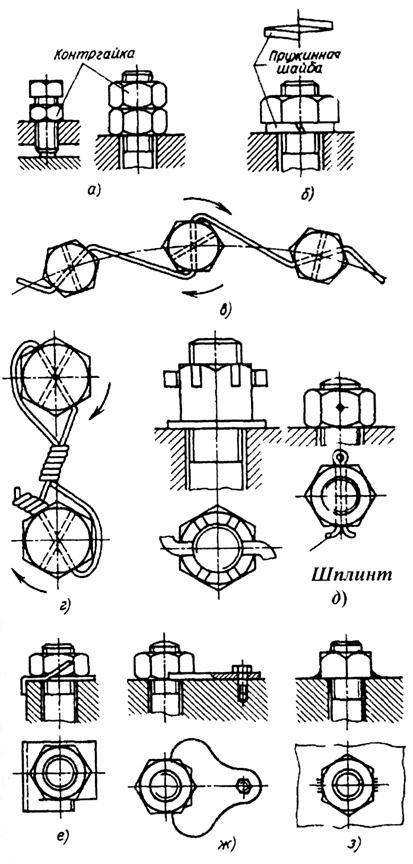
Стопорение контргайкой (рис. 16,а) препятствует самоотвинчиванию силой трения, которая возникает в резьбе и на торцовых поверхностях двух гаек. Этот способ стопорения утяжеляет соединения и недостаточно надежен при значительных вибрациях.

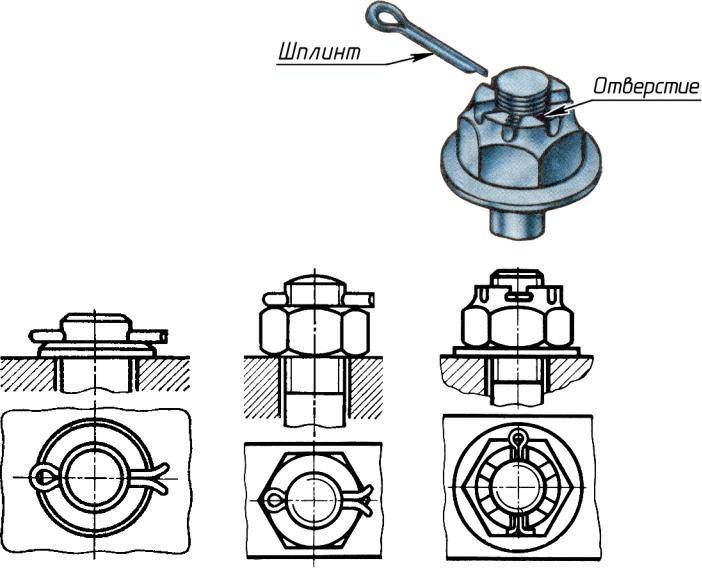
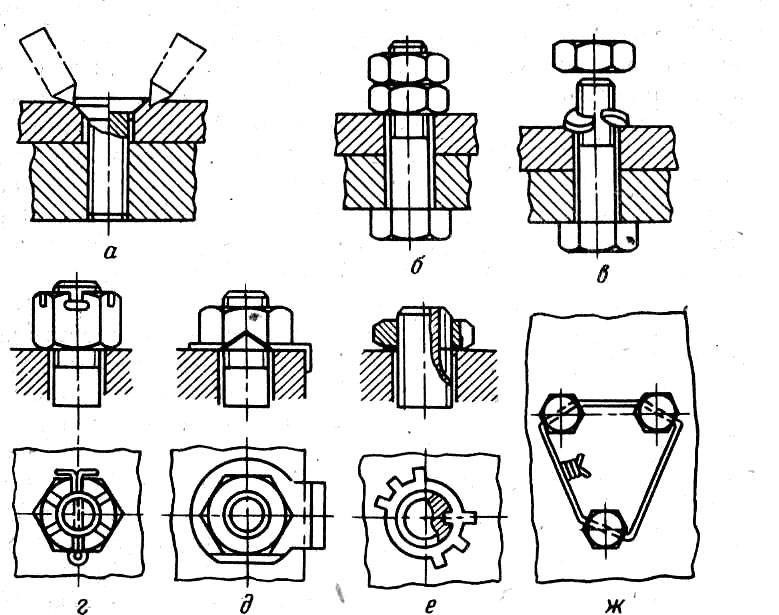
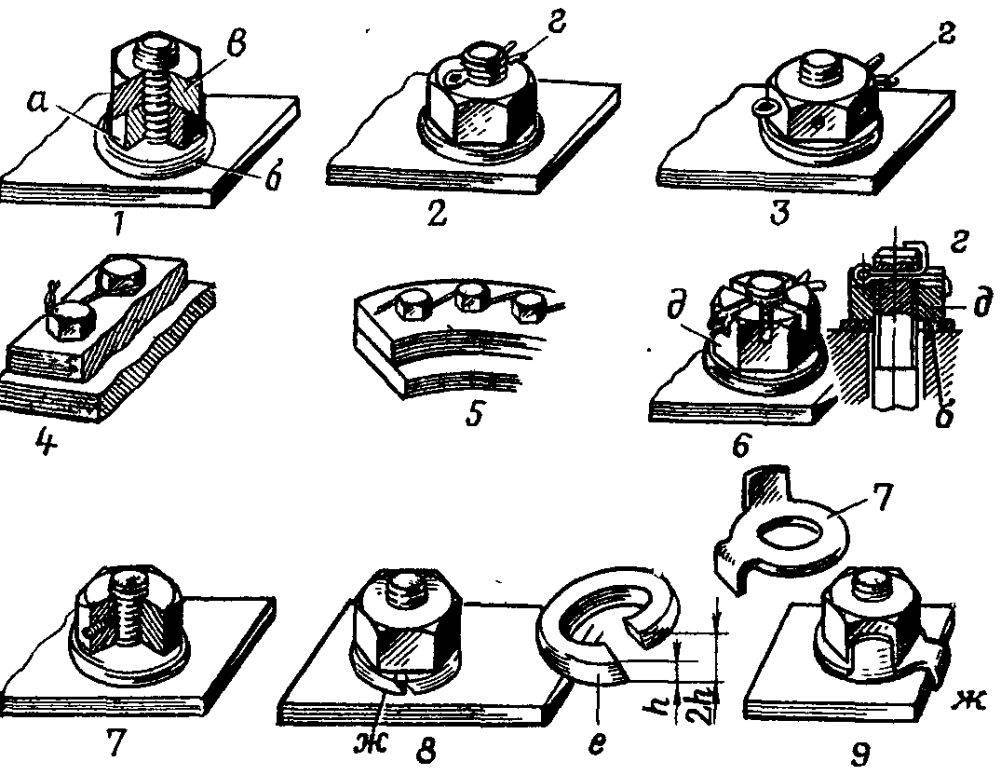
Рис. 16. Стопорение гаек: а — контргайкой, б — винтом, ввинченным в гайку, в — разводным шплинтом, вставленным в отверстие болта, г — разводным шплинтом, вставленным в сквозное отверстие в гранях гайки, д — шплинтом в пазу корончатой гайки, е — проволокой, ж — пружинной шайбой, з — деформируемой шайбой, и — фигурной плоской пружиной
Стопорение винтом, ввинченным в гайку,— способ, позволяющий стопорить гайку в любом положении. Недостаток этого способа состоит в том, что резьба болта сминается стопорным винтом. Чтобы избежать этого, под конец стопорного винта ставят сухарь из красной меди (рис. 16,б).
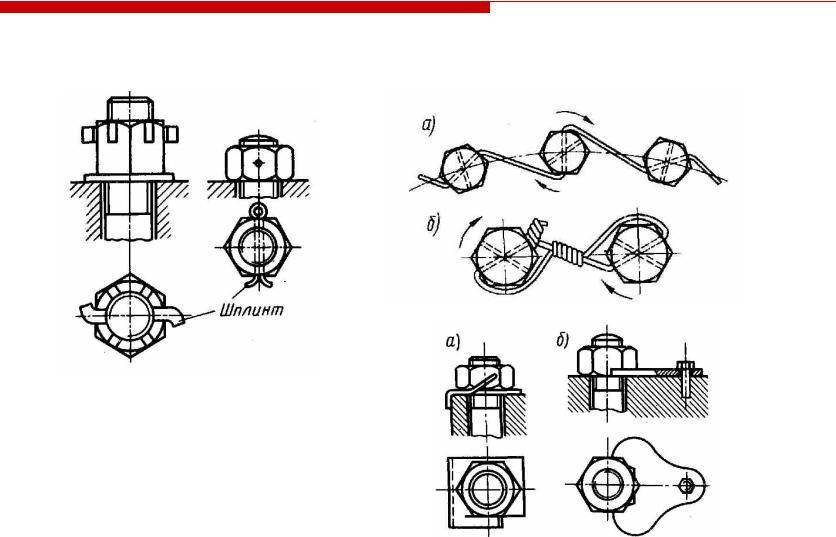
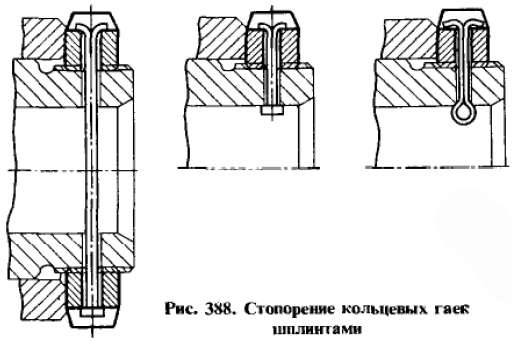
Стопорение разводным шплинтом — один из распространенных и наиболее надежных способов. Разводные шплинты изготовляют с кольцевой головкой из стальной проволоки полукруглого сечения. Концы шплинтов разводятся.
Стопорение разводными шплинтами выполняют тремя способами :
- первый — шплинт вставляют в отверстие болта (рис. 16, в). В этом случае он не стопорит гайку, а препятствует ее само-отвинчиванию дальше определенного предела;
- второй — после затяжки гайки через одно имеющееся в ней отверстие просверливают болт и вставляют шплинт (рис. 16, г);
- третий — отверстие в болте под шплинт просверливают до или после монтажа, затем в это отверстие и в пазы корончатой гайки вставляют шплинт (рис. 16, д).
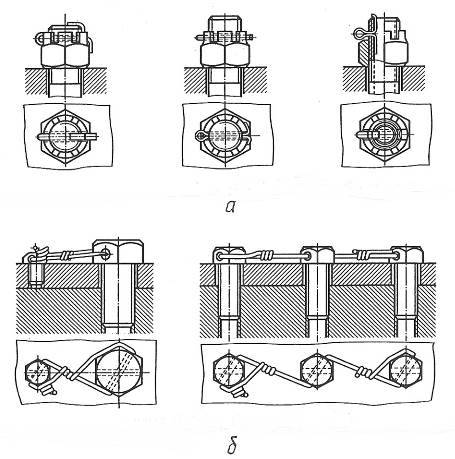
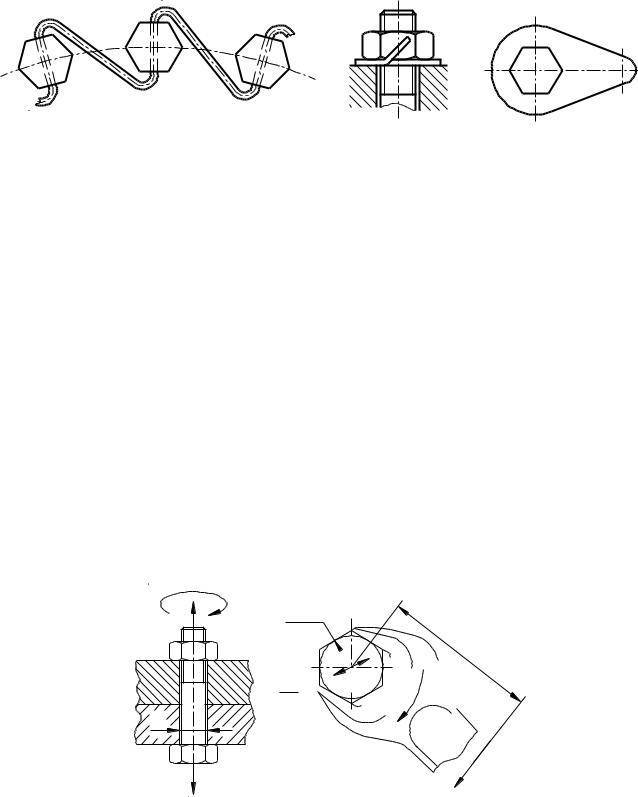
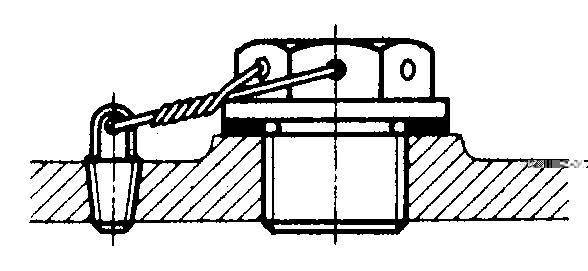
Стопорение проволокой применяют для парных болтов и целых групп (рис. 16, е). При таком стопорении необходимо следить за тем, чтобы натяжение проволоки способствовало затяжке винтов.
Стопорение пружинной шайбой основано на том, что обеспечивает напряженное состояние резьбового соединения (рис. 16, ж).
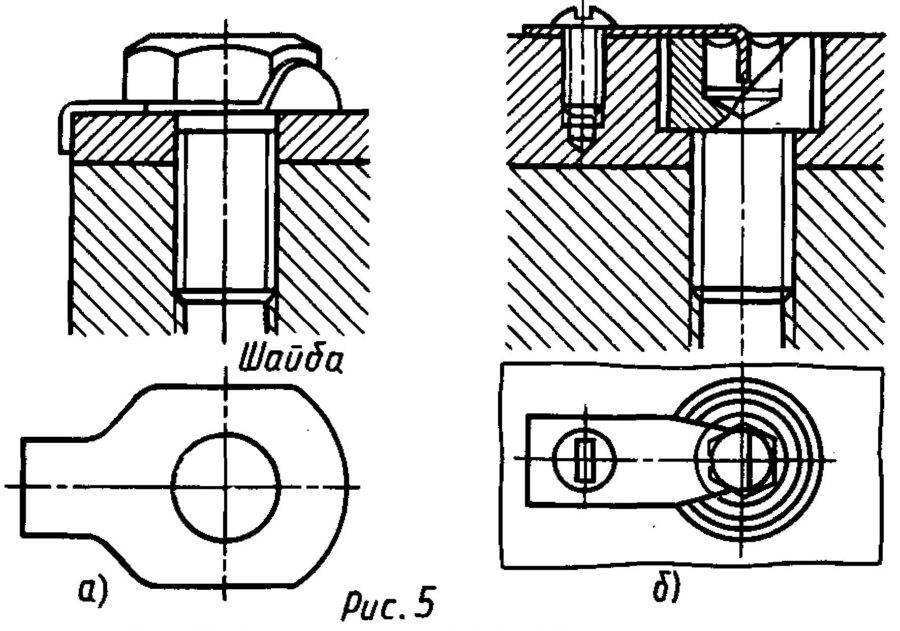
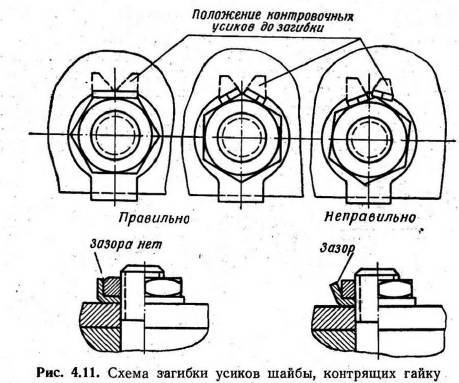
Стопорение деформируемыми шайбами (рис. 16, з). Деформируемая шайба простейшей формы имеет два выступа. Один из них, прилегая к краю кромки базы, препятствует проворачиванию шайбы, второй отогнутый по грани гайки — фиксирует ее по отношению к базе. Аналогичную конструкцию можно применить для винта с граненой головкой.
Стопорение фигурной плоской стопорной пластинкой (рис. 16,и) позволяет стопорить гайку в 12 различных положениях. Оно удобно в тех случаях, когда болт стоит далеко от края детали.
Винты диаметром до 8 мм можно стопорить постановкой их на краску.
Штифтовые соединения.
В таблице приведены размеры цилиндрических штифтов с внутренней резьбой, на боковой поверхности которых имеется лыска, обеспечивающая при забивании штифта выход воздуха из отверстия. Резьбовое отверстие, имеющееся на одном конце штифта, предназначено для демонтажа.

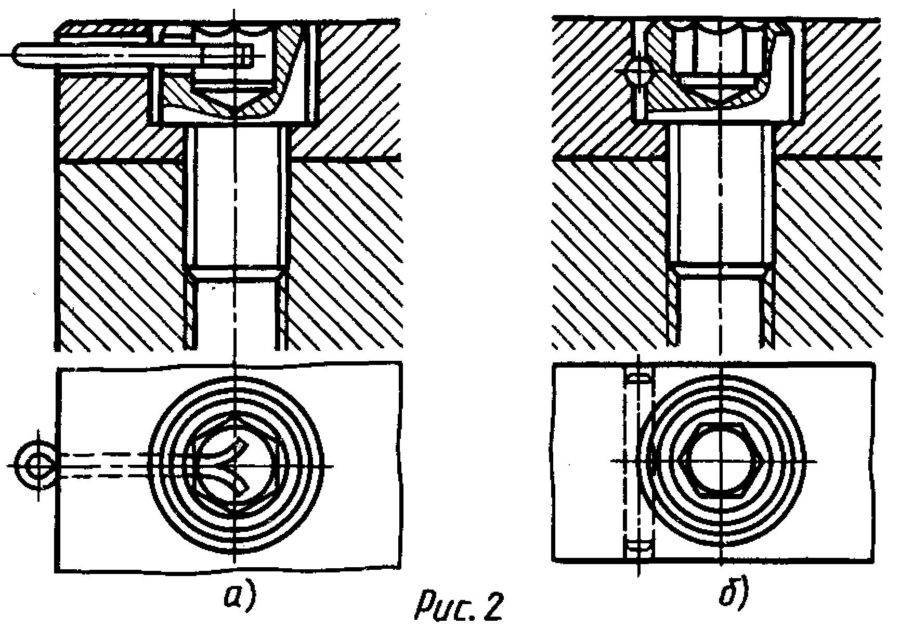
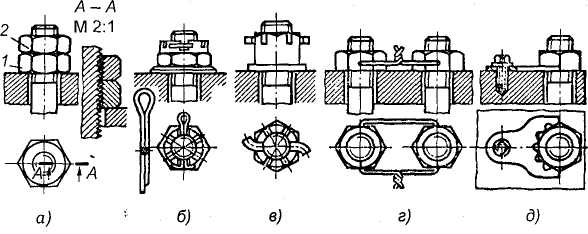
На рис. 1 и 2 приведены примеры использования штифтов при соединении деталей с плоскими (рис. 1) и цилиндрическими поверхностями контакта (рис. 2).


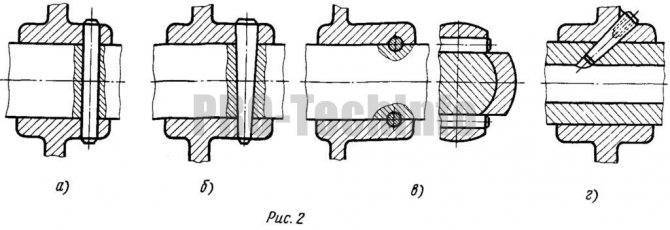
На рис. 1, а показана установка штифта по ГОСТ 3128-74, на рис. 1, б — конического штифта по ГОСТ 9464-79 в случае, когда подвод обрабатывающего инструмента в направлении, перпендикулярном плоскости стыка, затруднен. На рис. 1, в показан вариант установки штифтов в плоскость разъема, применяемый в случаях, когда ширина фланцев либо их форма не позволяет установить штифт перпендикулярно плоскости стыка. Число штифтов применяют обычно равным четырем по одному на каждой стороне.
При передаче незначительных окружных и осевых сил применяют соединения, показанные на рис. 2
Такие соединения более технологичны по сравнению со шпоночными и шлицевыми и исключают люфты, что особенно важно при реверсивном движении. В связи с этим такие соединения широко используются в приборных устройствах
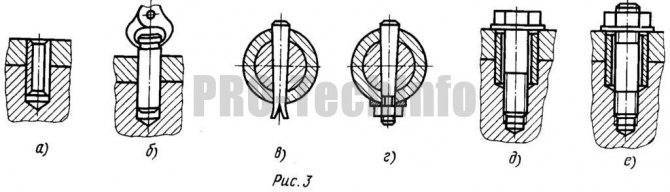
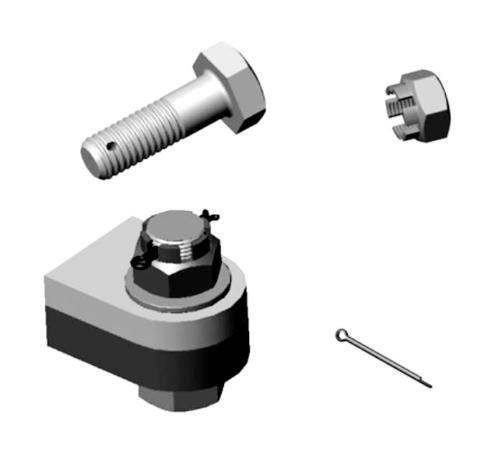
На рис. 3 приведены примеры использования специальных штифтов. Полый разрезной штифт (рис. 3, а) обеспечивает удовлетворительное центрирование деталей и относительную простоту монтажа без использования специального инструмента за счет высокой его податливости в радиальном направлении. Кольцевая канавка на штифте предусмотрена для захвата его инструментом при демонтаже соединения (рис. 3, б). Преимуществом соединения с помощью разводного штифта (рис. 3, в) является простота его конструкции и монтажа. Однако возможно снижение натяга штифта в процессе эксплуатации. Последнее исключено в соединении, где плотная посадка штифта обеспечивается затяжкой гайки (рис. 3, г ).
При действии значительных нагрузок в плоскости стыка применяются соединения штифтами, в которых сдвигающая нагрузка передается как втулкой-штифтом, так и силами трения на стыке, обусловленными затяжкой резьбового соединения (рис. 3, д, е).
Соседние страницы
- Заклепочные соединения
- Сварные соединения
- Соединения с натягом
- Резьбовые соединения
- Шпоночные соединения
- Шлицевые и бесшпоночные соединения
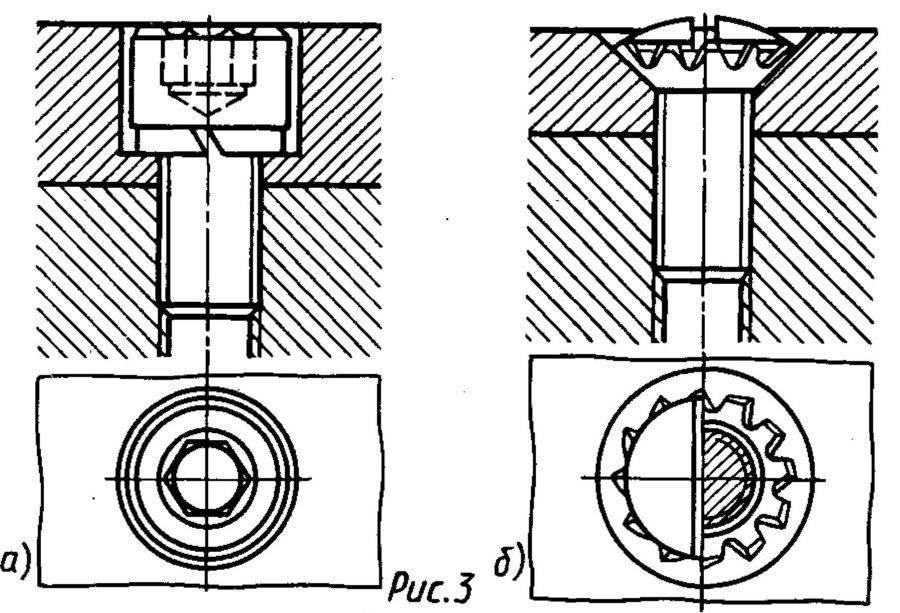
Шайба стопорная с зубом
Более современный крепеж для предотвращения самоотвинчивания резьбового соединения — шайба стопорная с зубом. Такой крепеж востребован, в частности при производстве бытовой техники и оборудования. При сборке электроинструмента, стиральных и посудомоечных машин, бытового строительного оборудования под головку винта или болта, гайку подкладывается стопорная шайба. Такое решение является недорогим и вполне надежным.
Конструктивно стопорная шайба с зубом имеет внутренний или наружный край в форме зуба и повернутый относительно основной плоскости на угол до 45 град. Зубья могут производиться методом насечки или вырубки. Направление поворота правое. Метизы производятся из пружинных сталей, имеющих высокую твердость, обладающими высокой упругостью..
Крепеж изготавливается в соответствии с ГОСТ 10463, DIN 6798. Сортамент стопорных шайб с зубом по ГОСТ представлен небольшими диаметрами — от 2 до 24 мм (по DIN до 30 мм). Они изготавливаются их углеродистых сталей, латуни, нержавейки.
Стопорные свойства болтов
4.1. Фланцевая головка
Более широкая головка болта — фланцевая головка — обеспечивает больше трения между головкой и поверхностью детали или элемента конструкции. При этом снижается поверхностное давление на опорные поверхности и тем самым снижается просадка соединения.
4.2. Рифленая головка
Рифление на опорной поверхности фланца головки выполняет функцию стопорения. При затяжке болта ребра рифления впиваются в поверхность конструкционного элемента и обеспечивают стопорящий эффект. Повреждение поверхности детали, особенно окрашенной, может быть препятствием для применения в некоторых случаях.
Если в болтовом соединении применяется рифленый болт, то и гайка в нем тоже должна быть рифленая (рисунок 5). Это нужно для того, чтобы обеспечивать высокое трение на всех поверхностях соединения. В болтовом соединении с рифлеными болтом и рифленой гайкой шайбы не применяются.
|

Рисунок 5 — Болты и гайки с рифленой опорной поверхностью





