

Виды конфирматов и отверстий под них
Поскольку данный вид крепежа применяется исключительно для слоистых материалов типа ДВП, фанеры или ламината, особое значение имеет точность размеров соответствующего отверстия, а также перпендикулярность его оси опорной поверхности. Несмотря на то, что ГОСТа на конфирматы пока нет, крепёж уже имеет свои особенности и размерный ряд, которого негласно придерживаются производители. Это:
- Специальная асимметричная резьба под дерево на стержне, с увеличенным, против обычного шагом.
- Отсутствие острой кромки на торце стержневой части.
- Увеличенная головка, состоящая из невысокого цилиндрического подголовка и развитого усечённого конуса, на торце которого высаживается отверстие под внутренний шестигранник (иногда такое отверстие выполняется и в идее крестообразного шлица).
- Стержень конфирмата должен состоять из гладкой цилиндрической части, которая примыкает к подголовку (она обеспечивает центрирование крепежи и придаёт соединению повышенную жёсткость) и резьбовой части.
- Особый угол профиля резьбы (45°), который обеспечивает надёжное соединение материалов между собой.
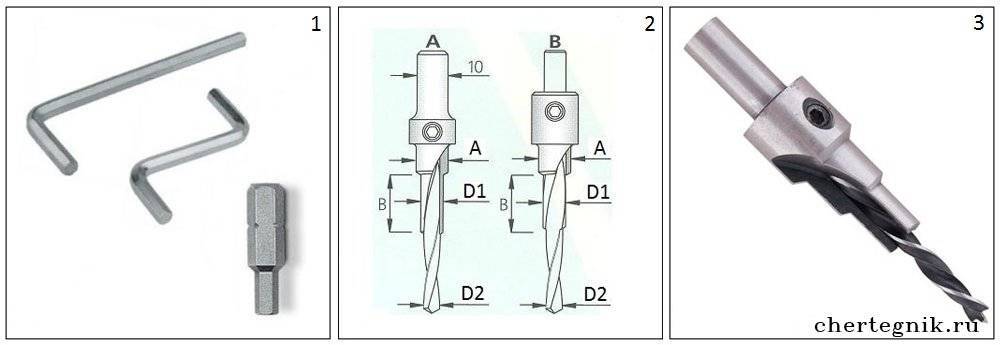
Конфирматы выпускаются из оцинкованной стали типа сталь 08 по ГОСТ 1050 и – реже – из анодированного алюминия. К крепежу обычно прилагается изогнутый торцевой ключ.
Отверстия, изготавливаемые в ламинированных/шпонированных панелях, должны соответствовать следующим размерам серийно производимых свёрл:
Аббревиатура HSS (High-Speed Steels) означает, что для изготовления свёрл под конфирмат должны применяться быстрорежущие инструментальные стали. Наиболее подходящими марками из отечественных сталей этого класса считаются Р18 и Р9М5, а ближайшим зарубежным аналогом является сталь марки HSS 4341.

при работе с еврошурупами
Несмотря на простоту крепежа, все-таки необходимо знать несколько хитростей в работе с конфирматом. Это поможет избежать таких неприятных ситуаций, когда соединяемые детали смещаются от требуемого положения сочленения. Иногда дефект не несет серьезных негативных последствий, кроме, конечно, эстетичного вида изделия. Но бывает, что эти оплошности приводят к сложности функционирования, например, затирают выдвижные ящики, появляются щели, не входят в проемы какие-то детали. Поэтому:
Просверлив канал, используя сверло под конфирмат, не нужно спешить сразу вкручивать шуруп полностью. В момент, когда головка собирается войти в отверстие, необходимо четко зафиксировать детали в нужном положении и, удерживая их, закрутить стяжку до конца.
- Если материал плиты рыхлый, для надежности стоит обработать резьбу шурупа клеем.
- При сборке блочных конструкций не следует жестко фиксировать боковые стенки до тех пор, пока не будет проверено свободное движение всех ящиков.
Конструктивные особенности свёрл под конфирматы
Долговечное сверло под конфирмат должно обладать следующими эксплуатационными характеристиками:
- Твёрдостью в пределах 61…64
- Удовлетворительной ударной вязкостью (kc = 150…165).
- Стойкостью против изгиба.
- Термостойкостью до температур 120…150°С.
При таких параметрах инструмент может долговременно реализовать свои основные функции – быстрое формообразование внутреннего диаметра с высоким качеством, а также предотвратить сколы и иные дефекты, которые могут возникать при получении отверстий и полостей в малопластичных материалах.
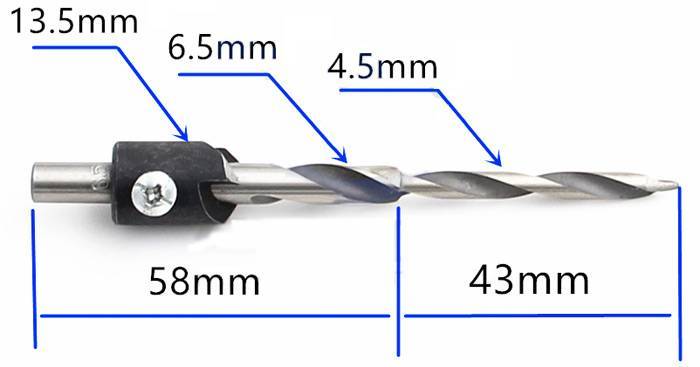
Поскольку отверстия, получаемые для данной разновидности крепежа, обязательно должны иметь ступенчатый перепад диаметров по высоте, то сверло под конфирмат всегда является составным. Крепёжная часть сверла служит для присоединения оснастки к патрону дрели или станка при помощи стопорного винта. В этой части имеется глухое посадочное отверстие под установку собственно сверла, при этом посадка сверла – скользящая, с минимальными зазорами, что исключает поперечный изгиб и поломку сверла под конфирмат при его работе. Режущая часть выполняется ступенчатой. Это позволяет производить обработку нескольких диаметров за один цикл сверления.
Сверло под конфирмат имеет следующие характерные особенности своего строения:
- Острый угол заходной части, благодаря чему облегчается первоначальное вхождение инструмента в материал, и обеспечивается центровка будущего отверстия.
- Уклон в винтовой канавке, полностью совпадающий по углу с соответствующим наклоном резьбы в конфирмате.
- Полированную с повышенным качеством поверхность перьев, что снижает трение, и улучшает удаление стружки из полости обрабатываемого отверстия. Удаление стружки при этом производится через отверстия, которые расположены на торцевой части упора.
- Размер установки упорной части может быть предварительно отрегулирован так, чтобы исключить возможное пересверливание. Поэтому при работе с таким сверлом не требуется постоянного контроля за глубиной получаемого отверстия.
- Площадь контактной части упора всегда выполняется минимально допустимой — для того, чтобы сохранить стойкость сверла, и одновременно не допустить смятия боковой поверхности отверстия.
- Помимо центровки режущей части, упор производит зенкование торцевой части поверхности отверстия под головку конфирмата. Поэтому за один проход получается полностью подготовленное отверстие под ввинчивание крепежа.
Таким образом, сверло под конфирмат заменяет собой два обычных сверла – под само отверстие, и под коническую часть для головки крепежа.

Особенности конструкции
Отверстие должно быть ступенчатым, так как конфирмат имеет части разного диаметра. Поэтому и специальные сверла под него должны повторять форму крепежа. Добиться этого удается с помощью соответствующей конструкции.







С патроном дрели соединяется крепежная часть. В ней имеется отверстие (глухое) под съемное сверло. Посадка последнего — скользящая, производится с незначительным зазором. Это предотвращает изгиб и поломку. Режущая часть — ступенчатая, позволяющая сделать отверстие с несколькими диаметрами за один раз. Конструкция может быть и неразборной.
Сверло для евровинта обладает следующими особенностями строения:
- Передняя часть выполнена под острым углом. Это необходимо для лучшего вхождения и обеспечивает центровку отверстия.
- Угол винтовой канавки — такой же, как у резьбы в конфирмате. Крепеж хорошо заходит и надежнее держит.
- Можно регулировать положение упорной части. Это помогает избежать пересверливания: не нужно дополнительно следить за глубиной дырки.
- Полировке поверхности перьев придается особое значение. Это уменьшает трение и способствует лучшему удалению стружки. Последняя убирается через отверстия в торце упора.
- Контактная площадь упора делается как можно меньше, чтобы не сминать боковые поверхности дырки. Стойкость сверла остается в допустимых пределах.
- Упор не только центрирует, но и осуществляет зенкование, необходимое для лучшего захода шляпки. То есть отверстие получается под ключ, можно сразу вставлять конфирмат.
Как размечать отверстия под конфирмат?
Вообще, есть 2 способа сверления отверстий под еврогвинты (конфирматы):
- Сверлим отдельно отверстия разными сверлами диаметров – 6-8мм и 4,2 или 4,5 мм. Но это много занимает времени и не всегда получается точно и ровно. И есть еще один нюанс, желательно под головку винта делать тайком, потому что она потом не может при закручванни крошит ламинат на поверхности ДСП или выступает над поверхностью. Еще один важный момент – чтобы не выкрошивался ламинат на обратной стороне плиты при сверлении – необходимо подкладывать какую-то ненужную деталь из ДСП или дерева.
- Специальное сверло под конфирмат, которое просверливает оба отверстия и при этом еще делает втайне. В таком случае обе детали скрепляются угловыми струбцинами сразу в том положении, что нужно и сразу после сверления вкручивается конфирмат.
Соединяя детали с помощью конфирмата, не нужно его перетаскивать иначе может лопнуть ДСП. Если детали сместились нужно немного выкрутить винт, прижать деталь как нужно, а потом снова закрутить. Для этого отверстие в детали, которую крепят, желательно сверлить диаметром 8мм, чтобы был небольшой люфт. Можно поправлять взаиморасположение деталей резиновым молотком, но в пределах разумного. После закручуавння евровинта/конфирмата его головку закрывают заглушкой (они разноцветные – под цвет соответствующей плиты).
Популярные производители
Сегодня выпуском сверл под конфирмат занимаются многие известные бренды. Первой же одноэлементную стяжку ввела в свой ассортимент компания Hafele. Именно она обозначила новую продукцию маркировкой Confirmat, подарив ей неофициальное название, едва ли не более популярное, чем основное. Компания существует и сегодня, ее сверла под евровинты традиционно считаются одними из лучших. Среди других известных зарубежных брендов выделяется DeWalt из США, а также швейцарский бренд Archimedes.
Среди российских производителей тоже есть свои лидеры. В первую очередь — это АО «Металлист», «Ижевский завод мебельной фурнитуры ФМС» (ЗАО). Хорошие отзывы о своей продукции получают ООО «БсИ-инструмент», ООО «Тульский инструментальный завод»
Эти предприятия не нарушают технологические процессы производства, уделяют достаточное внимание термической обработке стальных заготовок. Качественные российские сверла под одноэлементную стяжку даже при многократном использовании не деформируются, сохраняют свои геометрические параметры
Среди недорогих сверл для конфирмата довольно много предложений, изготовленных в Китае. Качество такой продукции заметно ниже в силу того, что вместо специальной инструментальной стали применяются практически любые сплавы, узнать их точный состав чаще всего не представляется возможным. Исключение составляет Haining Yicheng Hardware Co, Ltd.
Преимущества
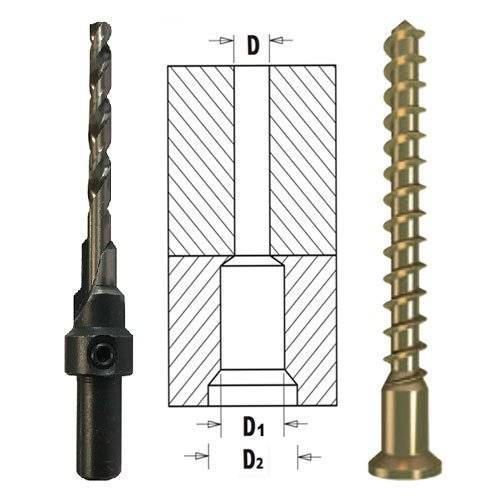
Для евровинта необходимо отверстие. Сложность заключается в том, что по своей конструкции он неоднороден: наружный диаметр резьбы и размер головки отличаются. Есть еще шляпка. Все это нужно учитывать для надежного крепления. Можно сделать следующее:
- Просверлить отверстие, соответствующее длине конфирмата. Его диаметр делается чуть меньше, чем у наружной резьбы.
- Головка еврошурупа — чуть шире. Она должна плотно входить в отверстие, но не слишком, иначе могут появиться трещины. Верхнюю часть уже проделанного отверстия придется расширять сверлом с необходимым диаметром.
- Чтобы шляпка хорошо вошла, необходимо освободить место и под нее. Для получения нужного гнезда дополнительно производится обработка с помощью зенковки. Хотя некоторые мастера этот шаг опускают: достаточно немного сильнее закрутить конфирмат.
То есть для того, чтобы вставить один евровинт, нужно иметь два подходящих сверла и, желательно, зенковку. Потребуется проделать несколько операций, каждая из которых может окончиться неудачей, особенно для новичка:
- положение отверстия и его угол может быть взят неверно, что отразится на надежности соединения;
- при зенковке возможны сколы.
Значительно упростить процесс, сэкономить время и нервы способно специальное конфирматное сверло. Обычно оно заменяет собой все описанные выше инструменты и позволяет сделать отверстие быстро, одним движением. Хорошие образцы не портят края отверстия или делают это незначительно. Небольшой брак обычно можно закрыть шляпкой или заглушкой. Изделия подходят:








- для твердой и мягкой древесины;
- для ДСП с покрытием и без него;
- для пластика.
Преимущества стержневой фурнитуры
После появления евровинтов сборка мебели стала более надёжной и качественной. В отличие от ранее устанавливавшихся шурупов, эти детали отличаются несколькими положительными характеристиками:
- Плотная затяжка любых деталей.
- Лёгкий монтаж.
- Качественная сцепка деталей.
- Винты могут соединяться между собой.
- Конструкция на таких винтах способна выдержать большие нагрузки в течение всего времени эксплуатации. Чтобы закрепить книжную полку, совместно с конфирматом, устанавливается шкант.
К сожалению, у таких приспособлений имеется и ряд характерных недостатков. К ним относятся:
- Сборка мебели на таких винтах может осуществляться только один раз. Такая конструкция не предназначена для частой разборки.
- Головка винтов не относится к группе «скрытых» систем. Поэтому, чтобы её спрятать приходится устанавливать пластиковые заглушки, цвет которых подбирается по оттенку мебели.
Характерные конструкционные отличия
Эти винты имеют потайную головку, оснащённую различными шлицами. Это позволяет закручивать детали отвёртками с четырьмя и шестью гранями. Рабочая часть стержня с тупым концом имеет выступающую резьбу. Её нижние витки должны нарезать резьбу, поэтому они сделаны конической формы с зазубринами. На поверхности под головкой, резьба отсутствует, она выглядит абсолютно гладкой.
Для создания антикоррозийной защиты детали имеют гальваническое покрытие. В большинстве случаев встречается цинковая поверхность. Специальная углеродистая сталь придаёт таким изделиям высокую пластичность. Поэтому они никогда не ломаются, их можно только погнуть. Благодаря такой пластичности, евровинт легко удалить из изделия, даже если его монтаж был сделан неправильно.
Конструкция конфирматов имеет несколько отличий. Детали, имеющие обычную шляпку, устанавливаются после предварительного зенкования отверстия. У некоторых винтов, прямо под шляпкой, имеется специальный зуб. Он формирует фаску, для расположения шляпки.
Заглушки для евровинтов
Когда шляпка конфирмата расположена на внешней стороне изделия, для её маскировки применяют декоративные заглушки. Они полностью закрывают шляпку, а хорошо подобранный цвет, создаёт завершённый вид конструкции.
Промышленность выпускает несколько видов заглушек. Самыми популярными и востребованными считаются:
При подборе соответствующего типа заглушки обязательно учитывается оттенок ДСП. Правда, подобрать точный цвет очень сложно. Поэтому самыми популярными стали самоклеящиеся изделия. Они не имеют цвета, изготавливаются из меламина. Толщина такой плёнки 0,4 мм, поэтому она становится незаметной на мебельной поверхности.
Пластиковые заглушки делаются из прочной пластмассы. Они имеют круглую форму диаметром 1,2 см. Изделия фиксируются за шестигранный выступ, оставленный винтом при закручивании.
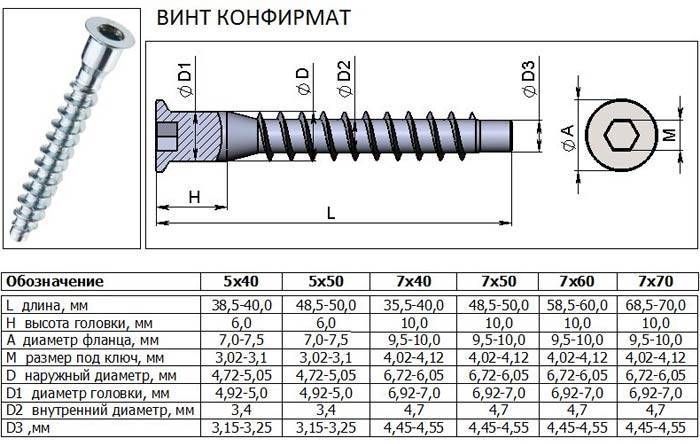
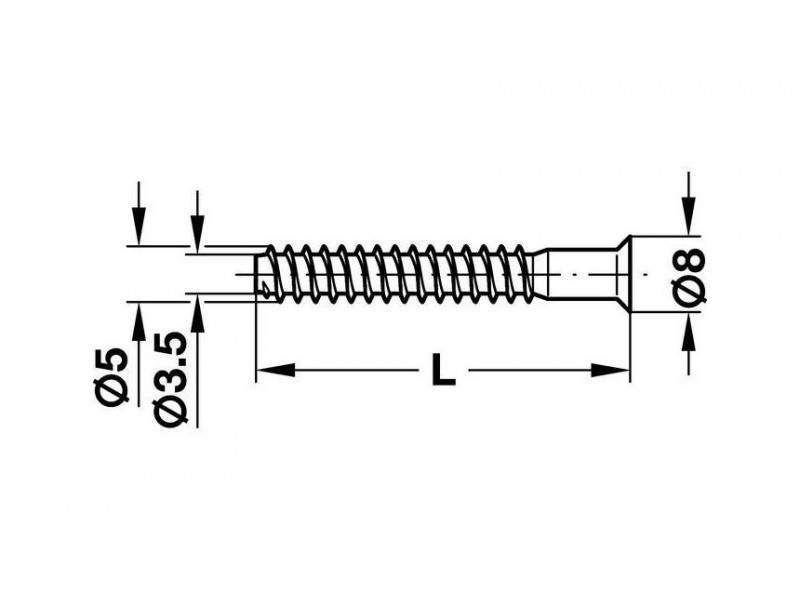
Основные габариты евровинтов
Промышленность выпускает конфирмат, размеры которого позволяют проводить сборку самых разных конструкций. В линейку таких стяжек входит:
- 5,00 x 40,00 мм;
- 5,00 x 50,00 мм;
- 6,30 x 40,00 мм;
- 6,30 x 50,00 мм;
- 7,00 x 40,00 мм;
- 7,00 x 50,00 мм;
- 7,00 x 60,00 мм;
- 7,00 x 70,00 мм.
Первая цифра показывает диаметр резьбы. Вторая обозначает длину винта. Самым востребованным считается конфирмат с размером 7х50.
Виды конфирматов и отверстий под них
Поскольку данный вид крепежа применяется исключительно для слоистых материалов типа ДВП, фанеры или ламината, особое значение имеет точность размеров соответствующего отверстия, а также перпендикулярность его оси опорной поверхности. Несмотря на то, что ГОСТа на конфирматы пока нет, крепёж уже имеет свои особенности и размерный ряд, которого негласно придерживаются производители. Это:
- Специальная асимметричная резьба под дерево на стержне, с увеличенным, против обычного шагом.
- Отсутствие острой кромки на торце стержневой части.
- Увеличенная головка, состоящая из невысокого цилиндрического подголовка и развитого усечённого конуса, на торце которого высаживается отверстие под внутренний шестигранник (иногда такое отверстие выполняется и в идее крестообразного шлица).
- Стержень конфирмата должен состоять из гладкой цилиндрической части, которая примыкает к подголовку (она обеспечивает центрирование крепежи и придаёт соединению повышенную жёсткость) и резьбовой части.
- Особый угол профиля резьбы (45°), который обеспечивает надёжное соединение материалов между собой.
Конфирматы выпускаются из оцинкованной стали типа сталь 08 по ГОСТ 1050 и – реже – из анодированного алюминия. К крепежу обычно прилагается изогнутый торцевой ключ.








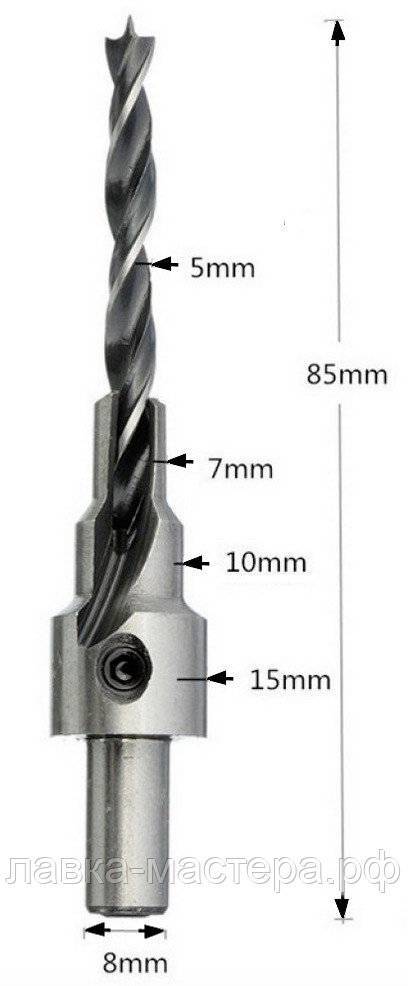
Отверстия, изготавливаемые в ламинированных/шпонированных панелях, должны соответствовать следующим размерам серийно производимых свёрл:
- HSS 5×50;
- HSS 6,3×50;
- HSS 7×50;
- HSS 7×70.
Аббревиатура HSS (High-Speed Steels) означает, что для изготовления свёрл под конфирмат должны применяться быстрорежущие инструментальные стали. Наиболее подходящими марками из отечественных сталей этого класса считаются Р18 и Р9М5, а ближайшим зарубежным аналогом является сталь марки HSS 4341.
Что такое конфирмат, для чего он служит
Конфирмат – это тот же шуруп, который имеет свои особенности в конструкции. Тело шурупа более массивное, изготовлено из стали высокого качества с покрытием против коррозии. Марка материала позволяет не ломаться стяжке в процессе скручивания и при нагрузках на изгиб. Резьба самонарезающая с широким шагом. Шляпка имеет потайную конструкцию, причем головка винта удлинена. Шлицы под инструмент идут в двух исполнениях – для фигурной отвертки и шестигранного ключа. Нет привычного заострения на конце, он тупой. Бывают модификации евровинтов, у которых шляпка имеет нарезающую поверхность.
Стяжка одноэлементная (конфирмат) подходит для соединения древесных заготовок, плит, изготовленных на основе отходов древесины (OSB, ДСП, а также ДВП, МДФ), и фанеры. Кроме соединения элементов, евровинт выполняет каркасообразующую функцию, ведь он заменяет традиционный уголок, выдерживая все изгибающие нагрузки. Конфирматы мебельные дополняются специальными пластиковыми заглушками. Они маскируют видимую часть шляпки под цвет мебели.
Как подбирать сверло?
Прежде чем приступить к работе по сборке мебели нужно подготовить все инструменты. Выбрать, каким сверлом сверлить под конфирмат, поможет информация о самом евровинте. Если есть готовое приспособление нужной марки, то проблем не будет.
Однако часто в практике домашних мастеров случается ситуация, когда работать приходится тем, что есть в наличие. Настоятельно не рекомендуется использовать сверла меньшего диаметра — для конфирматов 5х40, 5х50 это размер 3, 4 мм, а для изделий 7х40, 7х50, 7х60, 7х70 — 4, 5 мм.
В недостаточное по размерам отверстие в твердых породах дерева крепежный элемент не закручивается, заклинивает. Если же в работе детали мебели из ЛДСП или ЛМДФ, то они в лучшем случае вспучатся, а в худшем треснут.

Измеряется головка конфирмата, та часть, которая находится внутри изделия, но не имеет резьбы. Она может несколько отличаться у разных производителей. Диаметр составляет от 6, 3 мм до 7 мм. Какое сверло под конфирмат выбрать в этих случаях? Заводское устройство рассчитано под диаметр 7 мм.
Оно универсально, поскольку размер головки не играет никакой роли в обеспечении надежности соединения. Эта часть евровинта расположена в верхней, прижимной детали. Нагрузка ложится на шляпку конфирмата, которая центрует крепеж и стягивает элементы конструкции.
Небольшой люфт иногда даже удобен. При небольших ошибках соединение можно ослабить, скорректировать положение детали и снова затянуть винт. Даже отверстие на миллиметр больше 8 мм, не ухудшит надежность крепежа.

Как подбирать сверло?
Решающее значение имеют два обстоятельства – размеры сверла и производитель. Начнём с последнего.
В продаже часто встречаются свёрла под конфирматы китайского производства. При внешне привлекательной цене такой инструмент не отличается стабильной стойкостью. Причины – в несоответствии марки стали условиям, при которых она будет работать, и нарушение режима термической обработки материала.
Китайское сверло под конфирмат может быть изготовлено из ЛЮБОЙ инструментальной стали (хорошо ещё, если из 9ХС, но встречается оснастка, произведённая из стали типа У7 или У8). Такое сверло при работе достаточно быстро отпускается, в результате его твёрдость (первоначально вроде бы и соответствующая указанным выше значениям) снижается, а инструмент затупляется. Работающий инстинктивно увеличивает силу нажатия на инструмент, но результатом может стать выкрашивание, а то и разрушение материала в зоне отверстия. Несоответствующий требованиям режим термообработки приводит к вероятному изгибу сверла при работе, причём проявится это не сразу, а при попытке последовательно получить несколько отверстий для конфирмата. Поэтому надёжнее приобретать свёрла под конфирмат отечественного производства (котируются изделия Тульского инструментального завода, а также продукция от ООО «БСИ-инструмент»), либо изготовленные в Америке (торговая марка DeWalt) или Швейцарии (бренд «Archimedes»)










Цены на рассматриваемые товары следующие: для отечественных свёрл под конфирмат, в зависимости от диаметра и длины – от 150 до 220 руб., для импортных – от 520 руб.
Выбирая сверло под конфирмат, стоит обращать внимание и на его технологические характеристики:
- Глубина посадочной части сверла должна соответствовать размеру гладкой части стержня конфирмата.
- Угол зенковочной части упора должен быть равен 45°, с небольшим радиусным переходом к резьбовой части сверла.
- Перьевая часть должна обладать минимальной шероховатостью.
- Сверло под конфирмат может иметь разборное и неразборное исполнение (в последнем случае сверло запрессовывается в упор). На качество отверстия это не повлияет, но неразборный вариант менее универсален. В свою очередь, крепление разборного сверла периодически следует подтягивать стопорным винтом.
- Для работ с конфирматными свёрлами необходим только высокооборотистый инструмент.
Керосинорез. Разделка толстолистового металла
Паллетоупаковщик. Автоматизированная упаковка груза
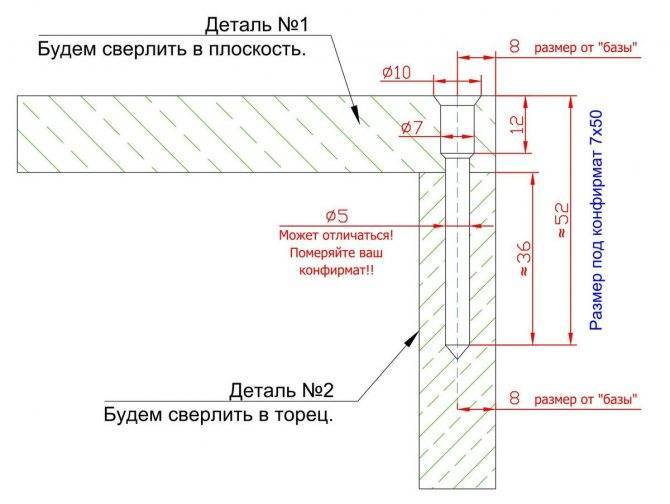
Разметка мест сверления
Чтобы идеально скрепить две детали, необходимо максимально точно разметить места их креплений.
На детали, которая будет накладываться на торец (та, на которой будет сквозное отверстие), нужно сделать два замера – по длине (обычно 5-10 см) и от края – ровно 8 мм (это если толщина плиты 16 мм).
На детали, которая ложится перпендикулярно, точку сверления отмечаем на торце. Здесь нужно выдержать такое же расстояние по длине (5-10 см от начала), а по ширине – строго по центру (8 мм от края).
Разметку делать нужно максимально точно, особенно по длине, т.к. при неправильной разметке ваши детали при стыковании могут иметь лишние зазоры или выступы.
Лучше сделать сквозное отверстие в первой детали, приложить ее ко второй — и сразу же сверлом наметить место сверления в торце второй детали. А далее, отдельно уже , спокойно досверлить отверстие.
Как просверлить отверстие под размещение конфирмата
Конфирмат вворачивается в предварительно подготовленное отверстие, поэтому вопрос о том, как сверлить такое отверстие, достаточно актуален. Для этого потребуются следующие инструменты и материалы:
- шуруповерт или электрическая дрель;
- бита соответствующего размера;
- сверло для конфирмата;
- измерительный инструмент, в качестве которого может быть использована линейка (или строительная рулетка);
- карандаш;
- шило.
Для облегчения разметки и выдерживания строго перпендикулярного положения сверла используют шаблон для сверления отверстий под конфирмат
Размеры отверстия под еврошуруп
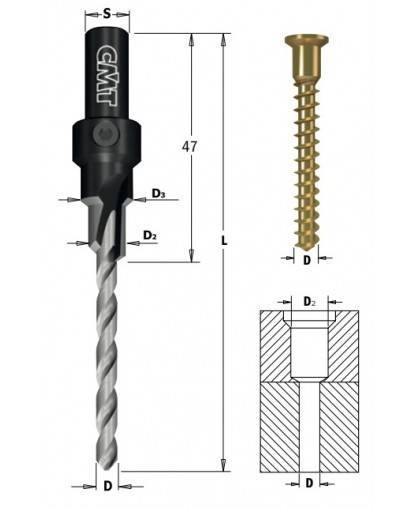
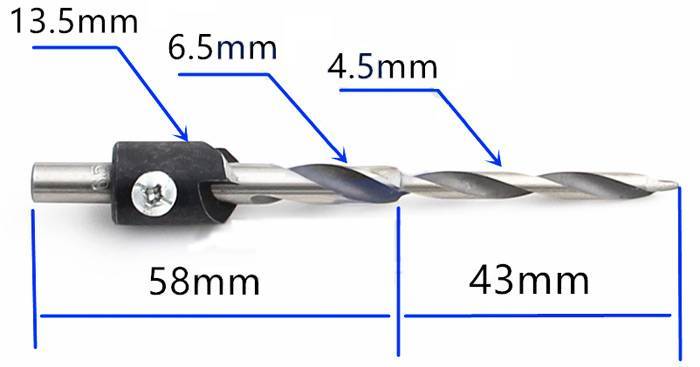
Для сборки мебели обычно используются еврошурупы, размеры которых составляют 6,4х50 мм. Для выполнения отверстий под такой конфирмат, наружный диаметр резьбы которого составляет 6,4 мм, а размер поперечного сечения тела винта – 4,4 мм, используется сверло с диаметром 4,5–5 мм. Сверление отверстий под конфирмат данного типа следует выполнять на глубину не менее 50 мм. Если диаметр отверстия будет больше указанного значения, то евровинт просто не будет держаться, если меньше – может разорвать мебельный элемент, в который вкручивается.
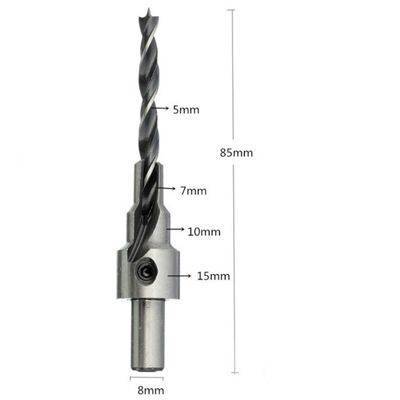
Ступенчатое сверло подбирается исходя из размеров конкретной модели евровинта
Сверло, при помощи которого делают отверстия для конфирмата, должно быть оснащено специальной рабочей головкой. Она, с одной стороны, подготавливает расширенное отверстие под шейку винта, с другой – проводит зенковку места, где будет размещаться его шляпка. Для размещения конфирмата сверло можно использовать и обычное, но в таком случае необходимо подготовить места для шейки крепежа и его шляпки.









Разметка мест сверления
Надежность и качество соединения, выполняемого при помощи конфирматов, во многом зависят от точности разметки будущих отверстий для них. На элементе, который будет накладываться на торец другого элемента мебельной конструкции, делают два типа разметки:
- глубина сверления (5–10 см);
- центр будущего отверстия (если толщина стыкуемой детали составляет 16 мм, он должен находиться на расстоянии 8 мм от края плиты).
Схема сверления отверстий под евровинт
Чтобы выполнить разметку мест сверления максимально точно, можно воспользоваться следующим несложным приемом: в накладываемой детали после предварительной разметки выполняют сквозное отверстие, через которое, приложив первую деталь ко второй, вращающимся сверлом намечают место расположения второго отверстия под еврошуруп.
Выполнение отверстий
Чтобы максимально качественно выполнить отверстия под размещение конфирматов, желательно следовать нижеприведенным рекомендациям.
- Перед сверлением детали необходимо подложить под нее кусок ненужного ДСП: это позволит избежать появления сколов на выходе создаваемого отверстия.
- Формированием мест под шейку и шляпку конфирмата в уже выполненном отверстии можно заниматься, держа обрабатываемую деталь на весу.
- Выполняя сверление как в пласте детали, так и в ее торце, сверло располагают строго перпендикулярно. Это позволит получить качественный результат и не повредить деталь.
- При одновременном сверлении двух деталей их необходимо надежно зафиксировать в требуемом положении, для чего можно использовать струбцины и другие зажимные приспособления. Это наиболее точный и быстрый способ создания отверстий для конфирматов.
- При сверлении отверстий под шканты используемый инструмент желательно оснастить ограничителем глубины, что позволит не испортить обрабатываемые детали, просверлив их насквозь.
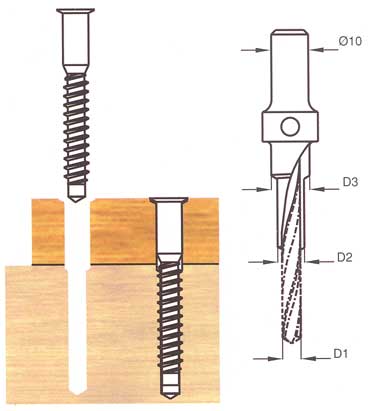
Современная мебель из ДСП и МДФ часто собирается при помощи винтов-конфирматов, которые среди мебельщиков именуются также евровинтами или еврошурупами. Перед их ввинчиванием в плитах просверливаются технологические отверстия со строго заданными параметрами. О процессе подготовки этих отверстий и пойдет речь в этой статье.
Отверстие под конфирмат сверлится в толще первой детали и в торце второй детали, которые стыкуются под прямым углом. По длине оно должно иметь ступенчатый перепад диаметров. Это связано с конструктивными особенностями евровинта. Его стержень состоит из цилиндрической гладкой шейки и основной резьбовой части. Под резьбу сверлится отверстие меньшего диаметра, под шейку – большего. Также крепеж имеет потайную головку в форме усеченного конуса, под которую подготавливается посадочное место. На практике применяются две технологии сверления отверстий.





