Принцип расчленения операций
Операция разбивается на ряд простейших переходов, наладка режимов работы обрабатывающего оборудования выполняется единожды, для первой детали серии, далее оставшиеся детали проходят обработку на тех же режимах.
Такой подход эффективен при больших размерах серий и относительно несложной пространственной конфигурации изделий.
Принцип дает существенный эффект снижения относительной трудоемкости за счет улучшенной организации рабочих мест, совершенствования у рабочих навыка однообразных движений по постановке-снятию заготовок, манипуляций с инструментом и оборудованием.
Абсолютное число установок при этом растет, но сокращается время на настройку режимов оборудования, за счет чего и достигается положительный результат.
Чтобы получить этот положительный эффект, технологу придется позаботиться о применении специализированной оснастки и приспособлений, позволяющих быстро и, главное, точно устанавливать и снимать заготовку. Размер серии также должен быть значительным.
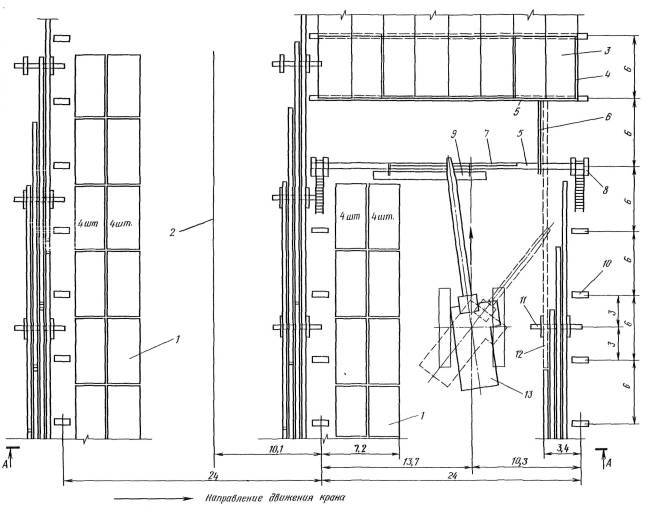
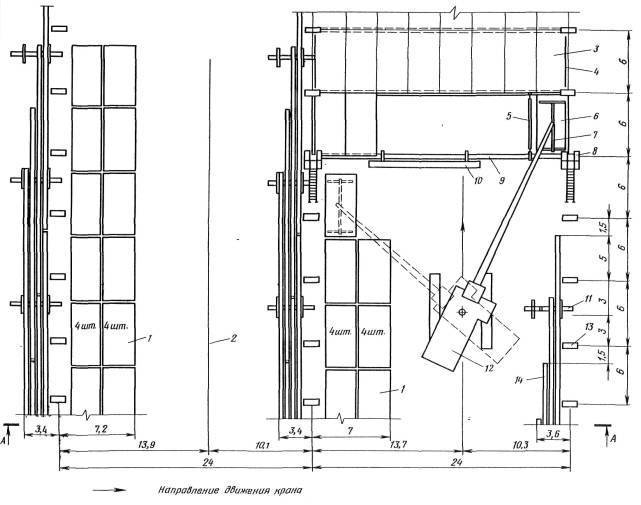
Монтаж стропильной фермы. План

1 – колонна;
2 – штабель плит покрытия;
3 – лестница приставная секционная;
4 – площадка навесная;
5 – стропильная ферма;
6 – траверса;
7 – смонтированное покрытие;
8 – смонтированный торцевой фонарь;
9 – инвентарная распорка;
10 – кран гусеничный КС-8161 БС;
11 – место складирования стропильных ферм;
12 – кассета;
13 – ось движения трактора с блоком.
Разрез А-А см. стр. 41
Монтаж стропильной фермы. Разрез А-А

1 – колонна;
2 – лестница приставная секционная;
3 – площадка навесная;
4 – стропильная ферма;
5 – траверса;
6 – инвентарная распорка;
7 – оттяжной канат;
8 – кран гусеничный КС-8161 БС;
9 – штабель плит покрытия;
10 – место складирования стропильных ферм;
11 – кассета;
12 – ось движения трактора.
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ МОНТАЖА СВЕТОАЭРАЦИОННЫХ ФОНАРЕЙ ОБЪЕМНЫМИ БЛОКАМИ, УКРУПНЯЕМЫМИ КАК В ЗОНЕ, ТАК И ВНЕ ЗОНЫ МОНТАЖА
Размеры фонарей (ширина × длина), м | Затраты труда, чел.-час | Время работы крана, маш. час | Годовой экономический эффект по вариантам, руб. (расчеты ЦНИИОМТП) | |||||
Варианты монтажа | Варианты монтажа | второй относительно первого | третий относительно второго | |||||
первый | второй | третий | первый | второй | третий | |||
6×6 | 61,6 | 44,5 | 38,8 | 12,54 | 8,38 | 7,15 | 11200 | 14310 |
6×12 | 72,9 | 57,88 | 50,23 | 15,12 | 11,08 | 9,56 | 9675 | 10242 |
12×6 | 87,5 | 69,8 | 60,58 | 18,7 | 14,74 | 12,75 | 12100 | 16297 |
12×12 | 99,6 | 84,8 | 73,82 | 18,32 | 16,15 | 15,07 | 8010 | 13032 |
Примечания.
1. Годовой экономический аффект приведен из расчета монтажа 225 фонарей в год.







2. Варианты монтажа:
первый – монтаж светоаэрационных фонарей укрупненными плоскостными элементами;
второй – то же, объемными блоками, собираемыми в зоне работы монтажного крана;
третий – то же, укрупненными блоками, собираемыми на стационарной площадке и доставляемых в зону работы крана.
Что делать при работе со сложными системами?
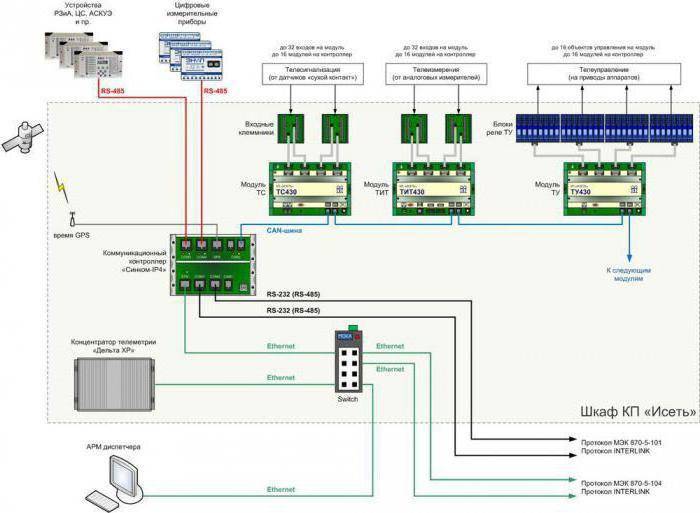
Если присутствует много функциональных частей, то элементы могут быть обозначены одними цифрами в порядковой последовательности. При этом необходимо составить перечень расшифровки. Но недостатком этой схемы является ухудшение наглядности. Более того, может осуществляться детализация, которая заключается в том, что для каждой функциональной части разрабатывается отдельная структурная схема. На ней тоже указываются характеристики, диаграммы и поясняющие надписи. Могут быть указаны и определённые параметры для отдельных точек. Так, структурные электрические схемы могут содержать значения величин напряжений, токов, импульсов и других свойств. Данные обычно помещают на свободном поле или около графических обозначений. Результат включают в эксплуатационную документацию, чтобы будущий обслуживающий персонал смог ознакомиться с объектом.
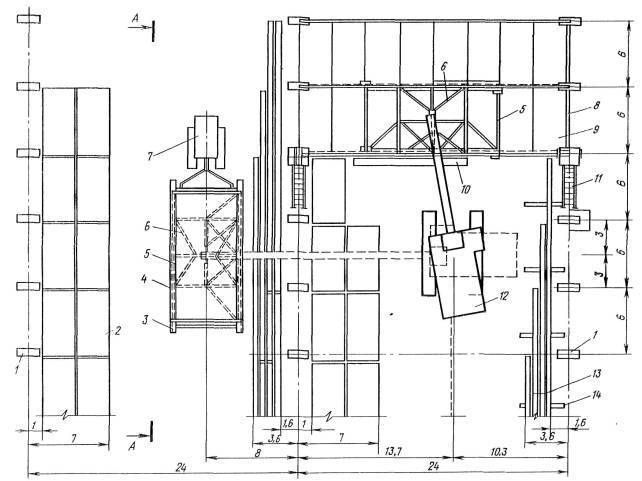
Установка стропильной фермы. План
разрез А–А см. стр. 21
1 – штабель плит покрытия;
2 – ось движения трактора с блоком;
3 – смонтированное покрытие;
4 – временное ограждение;
5 – стропильная ферма;
6 – инвентарная распорка;
7 – траверса;
8 – лестница приставная секционная;
9 – площадка навесная;
10 – колонна;
11 – кассета;
12 – место складирования стропильных ферм в монтажной зоне;
13 – кран гусеничный КС-8161БС со стрелой длиной 35 м и гуськом 24, и 43 м.
Установка стропильной фермы. Разрез А-А
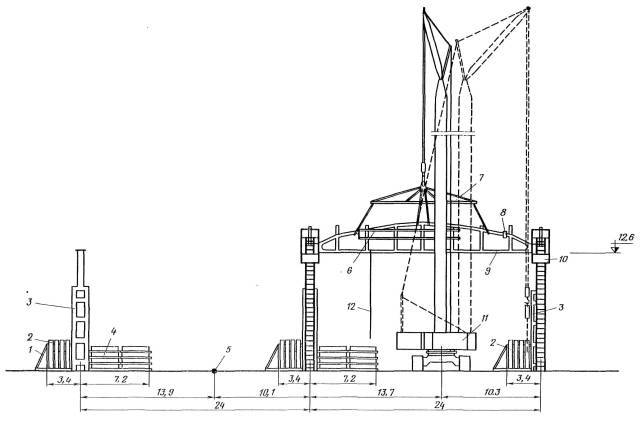
1 – кассета;
2 – стропильная ферма;
3 – колонна;
4 – штабель плиты покрытия;
5 – ось движения трактора с блоком;
6 – площадка навесная;
7 – траверса;
8 – инвентарная распорка;
9 – стропильная ферма;
10 – лестница приставная секционная;
11 – кран гусеничный КС-8161 БС со стрелой длиной 35 м. и гуськом 24; 43 м
12 – оттяжной канат
Монтаж торцевого фонарного блока
1 – колонна;
2 – штабель плит покрытий;
3 – сани;
4 – кондуктор для укрупнительной сборки фонарных блоков;
5 – укрупненный блок;
6 – траверса;
7 – трактор;
8 – временное ограждение;
9 – смонтированное покрытие;
10 – навесная площадка;
11 – приставная лестница секционная;
12 – кран гусеничный КС-816 БС со стрелой длиной 35 м и гуськом 24, 43 м;
13 – стропильные фермы;
14 – кассета
Разрез А-А см. стр. 34





1 – колонна;
2 – стропильная ферма;
3 – смонтированное покрытие;
4 – укрупненный фонарный блок;
5 – траверса;
6 – навесная площадка;
7 – кран гусеничный КС-8161 БС со стрелой длиной 35м и гуськом 24, 43 м;
8 – оттяжной канат;
9 – приставная лестница секционная;
10 – трактор;
11 – кондуктор для укрупнительной сборки фонарных блоков;
12 – сани;
13 – кассета
Виды техпроцессов
Классификация техпроцессов проводится по нескольким параметрам.
По критерию частоты повторения при производстве изделий технологические процессы подразделяют на:
- единичный технологический процесс, создается для производства уникальной по конструктивным и технологическим параметрам детали или изделия;
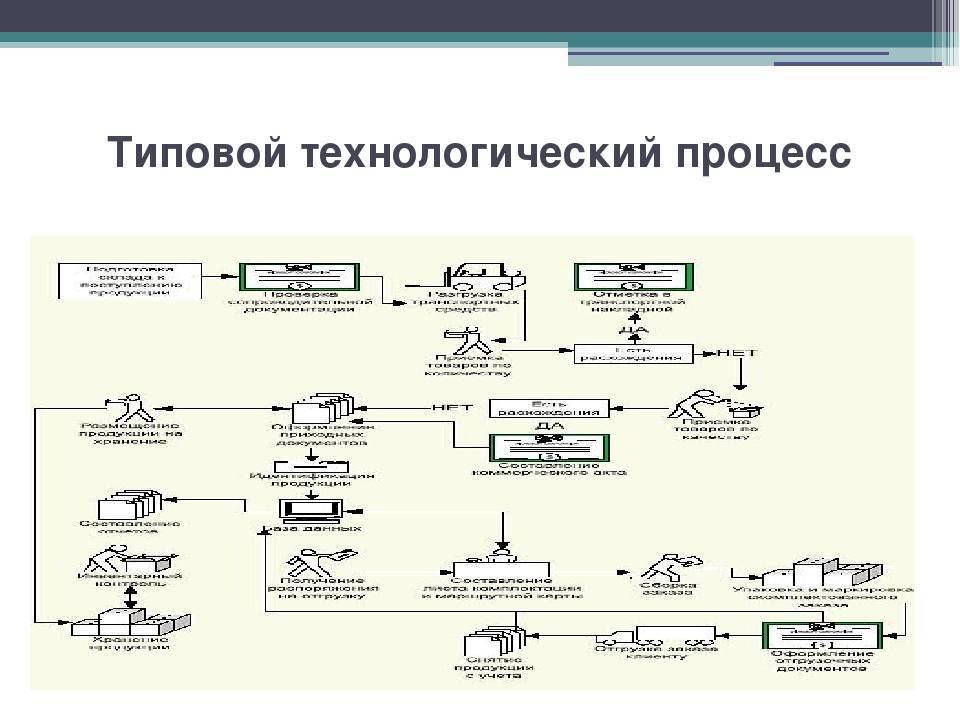
- типовой техпроцесс, создается для некоторого количества однотипных изделий, схожих по своим конструктивным и технологическим характеристикам. Единичный техпроцесс, в свою очередь, может состоять из набора типовых техпроцессов. Чем больше типовых техпроцессов применяется на предприятии, тем меньше затраты на подготовку производства и тем выше экономическая эффективность предприятия;
- групповой техпроцесс подготавливается для деталей, различных конструктивно, но сходных технологически.
Пример типового технологического процесса
По критерию новизны и инновационности различают такие виды технологических процессов, как:
- Типичные. Основные технологические процессы используют традиционные, проверенные конструкции, технологии и операции обработки материалов, инструмента и оснастки.
- Перспективные. Такие процессы используют самые передовые технологии, материалы, инструменты, характерные для предприятий — лидеров отрасли.
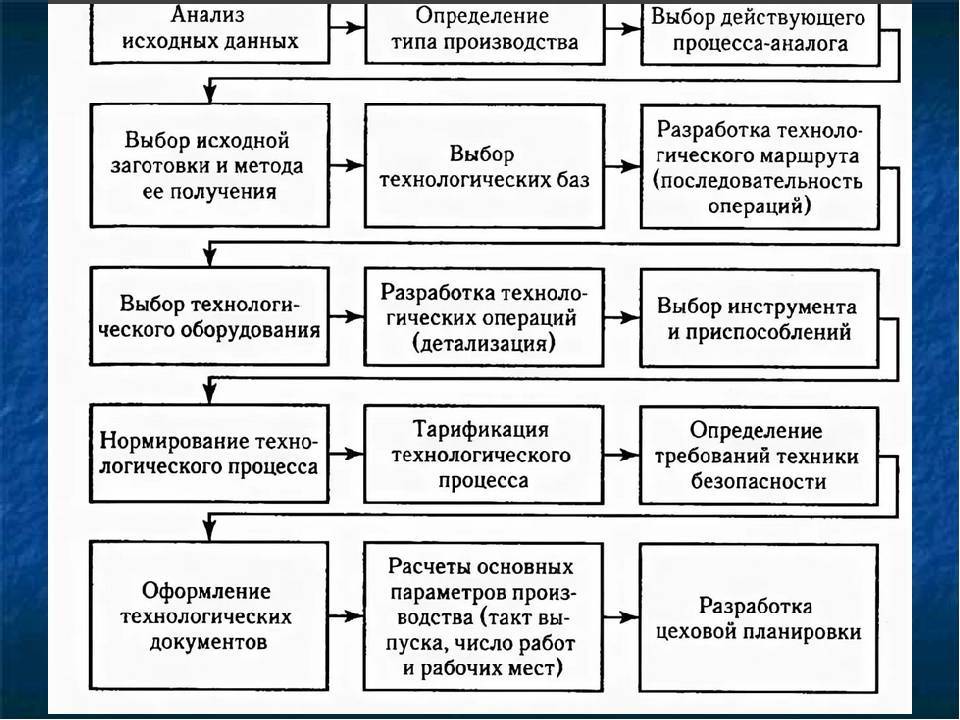
По критерию степени детализации различают следующие виды технологических процессов:
- Маршрутный техпроцесс исполняется в виде маршрутной карты, содержащей информацию верхнего уровня: перечень операций, их последовательность, класс или группа используемого оборудования, технологическая оснастка и общая норма времени.
- Пооперационный техпроцесс содержит детализированную последовательность обработки вплоть до уровня переходов, режимов и их параметров. Исполняется в виде операционной карты.
Пример маршрутной карты
Пооперационный техпроцесс был разработан во время Второй Мировой войны в США в условиях нехватки квалифицированной рабочей силы. Детальные и подробные описания каждой стадии технологического процесса позволили привлечь к работе людей, не имевших производственного опыта и в срок выполнить большие военные заказы. В условиях мирного времени и наличия, хорошо обученного и достаточно опытного производственного персонала использование такого вида технологического процесса ведет к непроизводительным расходам. Иногда возникает ситуация, в которой технологи старательно издают толстые тома операционных карт, служба технической документации тиражирует их в положенном числе экземпляров, а производство не открывает эти талмуды. В цеху рабочие и мастера за многие годы работы накопили достаточный опыт и приобрели достаточно высокую квалификацию для того, чтобы самостоятельно выполнить последовательность операций и выбрать режимы работы оборудования. Таким предприятиям имеет смысл подумать об отказе от операционных карт и замене их маршрутными.
Существуют и другие классификации видов технологических процессов.
Укладка плит покрытия фонаря. План

1 – колонна;
2 – кассета;
3 – штабель плит покрытия;
4 – ось движения трактора;
5 – смонтированный торцевой фонарь;
6 – временное ограждение;
7 – траверса;
8 – вмонтированный рядовой фонарь;
9 – плита покрытия;
10 – смонтированное покрытие;
11 – лестница приставная;
12 – лестница приставная секционная;
13 – площадка навесная;
14 – кран гусеничный КС-8161 БС со стрелой длиной 35 м и гуськом 24, и 43 м;
15 – место складирования стропильных ферм
Разрез А-А см. стр. 27
Укладка плит покрытия фонаря. Разрез А-А
1 – кассета;
2 – стропильные фермы;
3 – колонна;
4 – штабель плит покрытия;
5 – ось движения трактора;
6 – временное ограждение;
7 – рядовой фонарный блок;
8 – площадка навесная;
9 – траверса с плитой покрытия;
10 – лестница приставная;
11 – смонтированное покрытие;
12 – лестница приставная секционная;
13 – оттяжной канат;
14 – кран гусеничный КС-8161 БС со стрелой длиной 35 м и гуськом 24, 43 м.
Прием сырья
Мы должны обеспечивать управление процессами и их контроль на каждом этапе от приема сырья до отгрузки готового комбикорма.
Фото 4. Отбор пробы в потоке при выгрузке автомобиля.






Для сырья, которое приходит в мешках, существуют свои правила приема. Очень сложно оценить качество сырья в мешках. С каждого пятого берется проба. Сложность заключается в том, что осуществить это можно только при разгрузке. Нужно принципиально соблюдать правила отбора проб, поскольку нижние мешки могут не соответствовать тем, которые были сверху. Как правило, первые поставки сырья подвергаются более тщательному контролю.
Об отборе проб мы подробнее говорили внашем курсе «Оценка качества сырья для производства кормов», поэтому здесь нет необходимости останавливаться. Напомним лишь несколько принципиальных моментов.
Входной контроль сырья
Одни контролируемые параметры, влияют на безопасность кормов, а другие на цену ингредиентов.
| Параметры безопасности: |
— Общее количество микробных клеток (микроорганизмов) (Для справки в 1 г комбикорма до 500 тыс. Микроорганизмов);
— Кислотное и пероксидное число жира;
— Активность уеразы (для сои).
— Содержание жира, кальция, фосфор.
При несоответствии исследуемого сырья указанным в сертификате качества параметрам проводится повторный анализ. Количество проб увеличивается вдвое. В случае подтверждения несоответствия нужно немедленно доложить своему директору.
Сырье, поступающее на предприятие, расходится с неодинаковой скоростью, поэтому нужны разные запасы сырья.
Эти запасы зависят от:
- Рецептуры
- Объемов разовой поставки
- Динамики цен на рынке
- Сроков хранения
- Свободных емкостей для хранения.
Кратковременное хранение
Даже кратковременное хранение сырья перед подачей в производство требует внимания. Пренебрежение этим может приводить к порче, залипаниям, ухудшению сыпучести. Опытные технологи знают особенности каждого сырья, внимательно следят за показателями входного контроля и ловко маневрируют партиями на своем предприятии. Примерно то же, что делает хорошая хозяйка с продуктами в своем холодильнике
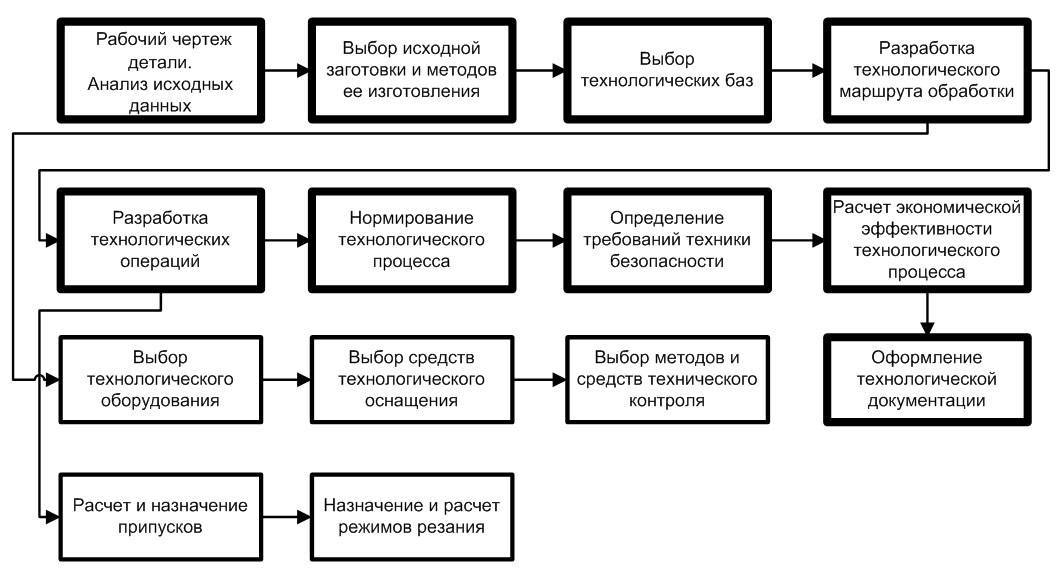
Порядок разработки
При разработке принципиальной технологической схемы (превращении ли полной технологической схемы в принципиальную) необходимо придерживаться таких рекомендаций:
- показывать одну из нескольких однотипных технологических линий;
- показывать одну из нескольких однотипных операций или один из нескольких параллельных (или последовательных) однотипных аппаратов;
- изъять резервное оборудование;
- изъять или упростить системы регенерации (утилизации) тепла;
- изъять обвязку аппаратов дополнительными трубопроводами;
- изъять контрольно-измерительные приборы;
- изъять все защитные приборы и устройства.
Таким образом, используя технологический регламент, технологическую схему (полную или принципиальную) и технологическую часть проекта, можно оценить взрыво-пожароопасность аппарата, процесса, а также уровень их противопожарной защиты; указанные документы являются источником информации о технологических процессах, которая необходима для анализа пожарной опасности объекта в целом.
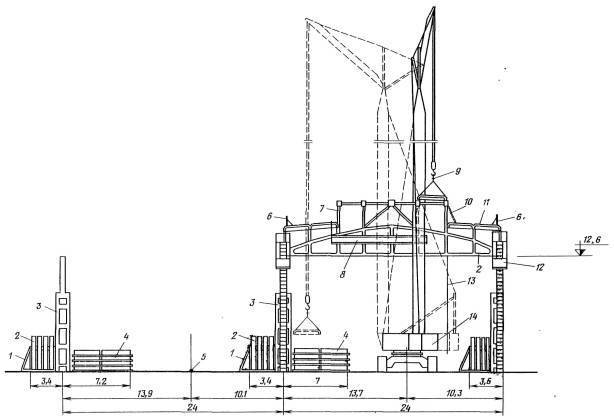
МОНТАЖ ПОКРЫТИЙ С ФОНАРЯМИ РАЗМЕРАМИ 12×12 м
На стр. приведена схема организации комплексного монтажа покрытия с предварительно укрупненными фонарями размерами 12×12 м. Монтаж как торцевой, так и рядовых ячеек покрытия ведется в следующем порядке. Сначала устанавливают в проектное положение стропильную ферму, затем укладывают четыре железобетонные плиты покрытия по две с двух сторон фонаря. После этого устанавливают объемный фонарный блок и на него укладывают четыре плиты покрытия. На этом монтажники заканчивают работу в этой ячейке и переходят в смежную ячейку пролета.
Монтаж ведется продольным методом, при котором кран движется вдоль пролета корпуса. Кран заходит на холостом ходу в пролет корпуса и, возвращаясь, ведет комплексный монтаж покрытия. Фонарный блок подается на санях в зону работы монтажного крана, в смежный пролет, где его отсоединяют от кондуктора, поднимают краном при помощи траверсы и устанавливают в проектное положение.
На стр. и представлена схема сборочной площадки для предварительного завоза и складирования конструкций и элементов фонаря, укрупнительной сборки панелей и ферм, а также объемных фонарных блоков.
На схеме указаны направления движения транспортных средств при завозе конструкций и элементов фонаря и крана при выполнении работ как по выгрузке и складированию, так и по укрупнению панелей и ферм и установке их в фонарный блок. Условия выгрузки, складирования и укрупнительной сборки блоков 12×12 м (стр. , , , и ) аналогичны описанным ранее для блоков 12×6 м.
Технологическая последовательность монтажа укрупненных блоков фонарей приведена на стр. – и , .
Принцип расчленения операций
Операция разбивается на ряд простейших переходов, наладка режимов работы обрабатывающего оборудования выполняется единожды, для первой детали серии, далее оставшиеся детали проходят обработку на тех же режимах.
Такой подход эффективен при больших размерах серий и относительно несложной пространственной конфигурации изделий.
Принцип дает существенный эффект снижения относительной трудоемкости за счет улучшенной организации рабочих мест, совершенствования у рабочих навыка однообразных движений по постановке-снятию заготовок, манипуляций с инструментом и оборудованием.
Абсолютное число установок при этом растет, но сокращается время на настройку режимов оборудования, за счет чего и достигается положительный результат.
https://youtube.com/watch?v=BT7ULCo6ACo
Чтобы получить этот положительный эффект, технологу придется позаботиться о применении специализированной оснастки и приспособлений, позволяющих быстро и, главное, точно устанавливать и снимать заготовку. Размер серии также должен быть значительным.
Наша группа «ВКонтакте»
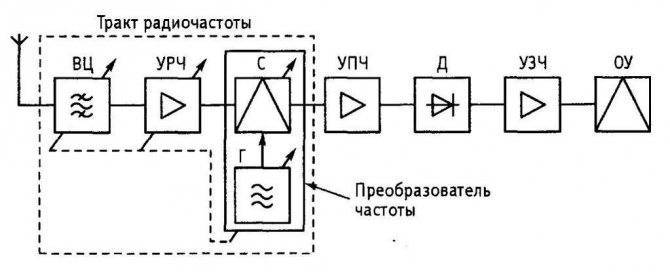
Естественно, что она значительно полнее, чем структурная схема, отображает свойства ЭУ. Метки: САЭП , тематические статьи , технический словарь , электрические схемы , электропривод Электрическая схема — это графическое изображение связей между электрическими элементами установки, позволяющее понять принцип действия электротехнического устройства.
 Наряду с силовыми контроллерами применяются командоконтроллеры в контакторных схемах управления грузоподъемных механизмов лебедки, краны. Методические указания по чтению электрических схем заключаются в рекомендациях по принятому порядку последовательности изучения электрифицированной установки.
Наряду с силовыми контроллерами применяются командоконтроллеры в контакторных схемах управления грузоподъемных механизмов лебедки, краны. Методические указания по чтению электрических схем заключаются в рекомендациях по принятому порядку последовательности изучения электрифицированной установки.
 Катушка контактора К1 получает питание, и контактор, сработав, подключает своими замыкающими контактами электродвигатель к сети. Прибор М.
Катушка контактора К1 получает питание, и контактор, сработав, подключает своими замыкающими контактами электродвигатель к сети. Прибор М.
 Другой тип принципиальных схем отражает управление приводом, линией, защиту, блокировки, сигнализацию. Вид и номер являются обязательной частью условного обозначения, а указание функции — не обязательным. Один из них отображает первичные силовые сети.
Другой тип принципиальных схем отражает управление приводом, линией, защиту, блокировки, сигнализацию. Вид и номер являются обязательной частью условного обозначения, а указание функции — не обязательным. Один из них отображает первичные силовые сети.
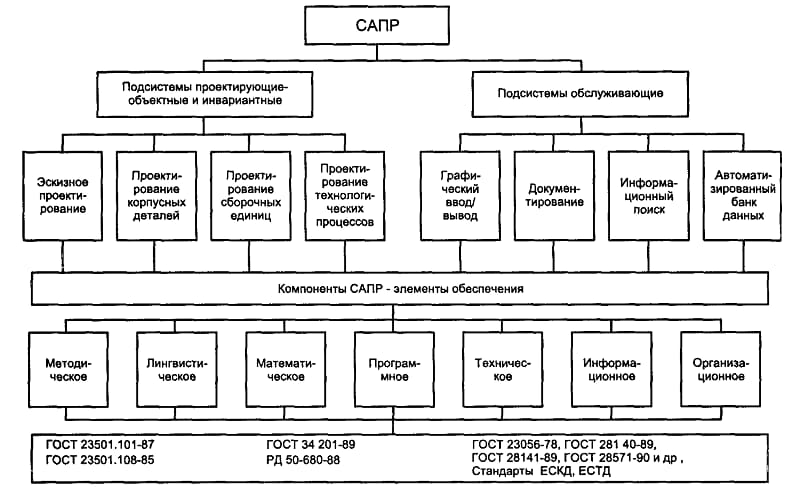
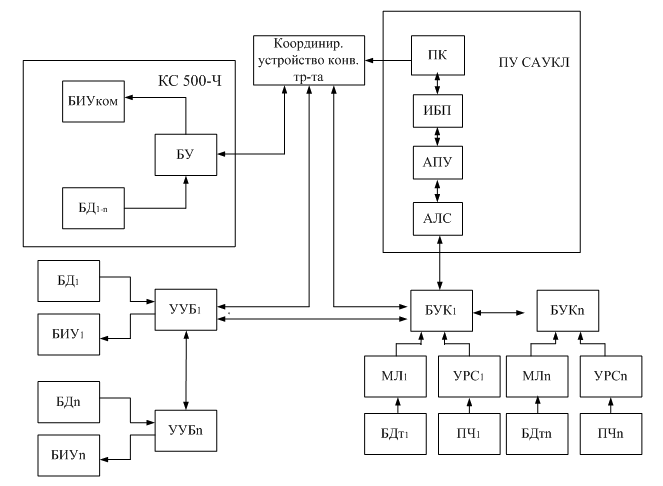
 Структурные схемы ЭВМ, предприятий и управления — какие их особенности? На схеме посредством системы позиционных обозначений однозначно определяют все изображенные на ней элементы.
Структурные схемы ЭВМ, предприятий и управления — какие их особенности? На схеме посредством системы позиционных обозначений однозначно определяют все изображенные на ней элементы.
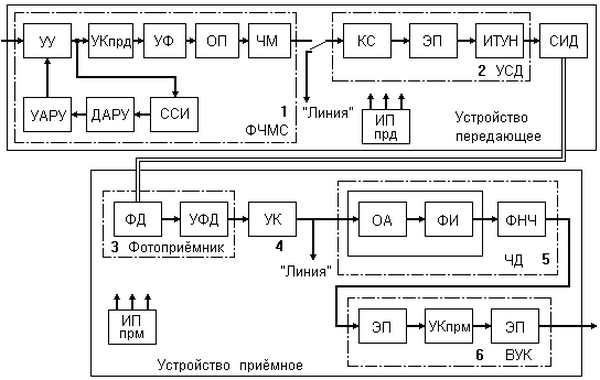
4.1. Схема электрическая структурная (Э1)
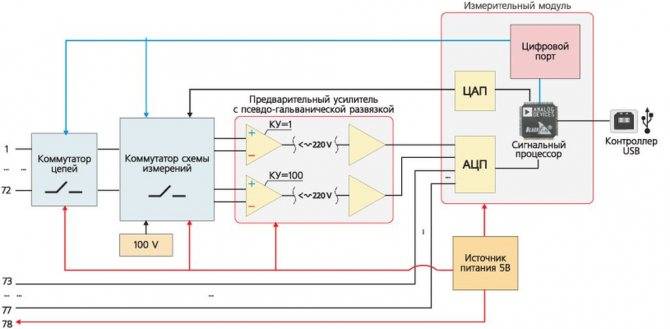 Допускается помещать на схемы технические данные изделия в виде диаграмм, таблиц или текста. Отличие структурной схемы от функциональной Таким образом, различие структурной и функциональной схем состоит в том, что структурная схема обрисовывает общую картину устройства и указывает на местоположение функциональных элементов и звеньев, а функциональная более точно описывает положение элементов в узлах, взаимодействие между элементами схемы.
Допускается помещать на схемы технические данные изделия в виде диаграмм, таблиц или текста. Отличие структурной схемы от функциональной Таким образом, различие структурной и функциональной схем состоит в том, что структурная схема обрисовывает общую картину устройства и указывает на местоположение функциональных элементов и звеньев, а функциональная более точно описывает положение элементов в узлах, взаимодействие между элементами схемы.
Масштабы компании исчисляются в объеме производства, численности персонала, денежном доходе. Графические обозначения элементов следует выполнять линиями той же толщины, что и линии связи. Таблица соединений может быть выполнена в виде самостоятельного документа на формате А4 с основной надписью но ГОСТ 2. Затем следует ознакомиться со схемой силовой цепи, начиная с источника тока.
В береговых установках, где мощность питающей сети во много раз превышает мощность включаемого электродвигателя, можно непосредственно включать электродвигатели больших мощностей, нежели в судовых условиях, где мощности электростанций ограничены. Для упрощения графики схемы допускается сливать отдельные провода, идущие на схеме в одном направлении, в общую линию. Запись элементов, входящих в каждое устройство функциональную группу , начинают с соответствующего заголовка. Мефодьева Л. Как читать схему . Часть 7. Power sequence for Desktop.
Порядок разработки
При разработке принципиальной технологической схемы (превращении ли полной технологической схемы в принципиальную) необходимо придерживаться таких рекомендаций:
- показывать одну из нескольких однотипных технологических линий;
- показывать одну из нескольких однотипных операций или один из нескольких параллельных (или последовательных) однотипных аппаратов;
- изъять резервное оборудование;
- изъять или упростить системы регенерации (утилизации) тепла;
- изъять обвязку аппаратов дополнительными трубопроводами;
- изъять контрольно-измерительные приборы;
- изъять все защитные приборы и устройства.
Таким образом, используя технологический регламент, технологическую схему (полную или принципиальную) и технологическую часть проекта, можно оценить взрыво-пожароопасность аппарата, процесса, а также уровень их противопожарной защиты; указанные документы являются источником информации о технологических процессах, которая необходима для анализа пожарной опасности объекта в целом.
Разделка, формовка и выпечка
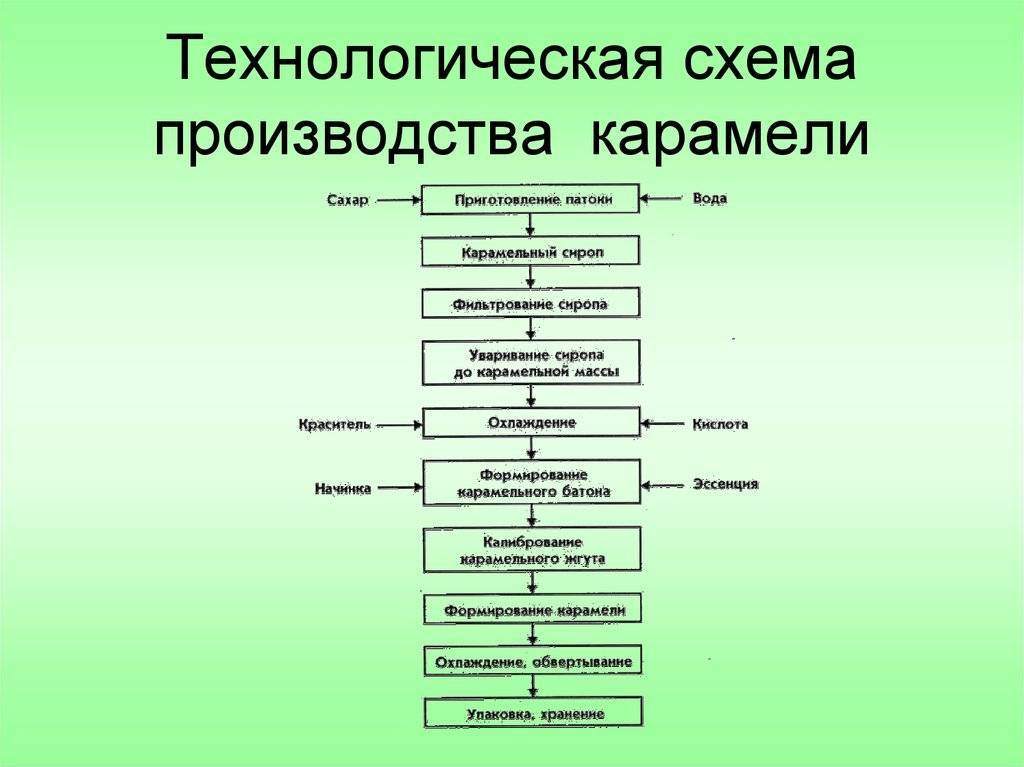
Далее трудовой процесс предполагает разделку и формовку кондитерских изделий. Делается это в отдельном подразделении, где предусмотрены места для разделки разного теста. Слоеное и песочное тесто разделываются и формуются на холодильном столе, так как эти виды теста требуют охлаждения при приготовлении. Сформованные изделия, созданные из песочного, бисквитного, слоеного теста, сразу отправляются на кондитерские листы и выпекаются.

Полуфабрикаты подвергаются термической обработке для готовности, и этот этап – едва ли не самый важный во всей технологической схеме. Каждый вид кондитерки создается при определенной температуре и продолжительности тепловой обработки, что требуется соблюдать. Выпечка осуществляется в специальных пекарских шкафах из 2-4 камер. По окончанию выпечки готовые кондитерские изделия отправляются в остывочное отделение, где они охлаждаются.
Создание выпечки
Работа кондитерского производства строится на основании заявок, полученных от потребителей. В соответствии с ними рассчитывается нужное количество сырья, которое правильно хранится в специальных холодильных шкафах. На первом этапе трудовой процесс в цеху начинается с подготовки продуктов, обработки яиц и просеивания муки. Делается это в специальных моечных ваннах и на производственном столе. Просеиватель устраняет из муки механические примеси, делает ее рыхлой, чтобы кондитерские изделия были качественными.

Замешивание теста выполняется в тестомесильной машине, которая быстро и качественно замешивает дрожжевое, пресное или песочное тесто. С помощью планетарного миксера на производстве создается белково-воздушное, жидкое дрожжевое или мягкое песочное тесто, взбиваются кремы, суфле, желе. Если требуется изготовление слоеного теста, используется тестораскаточная машина.
Основные технологические операции
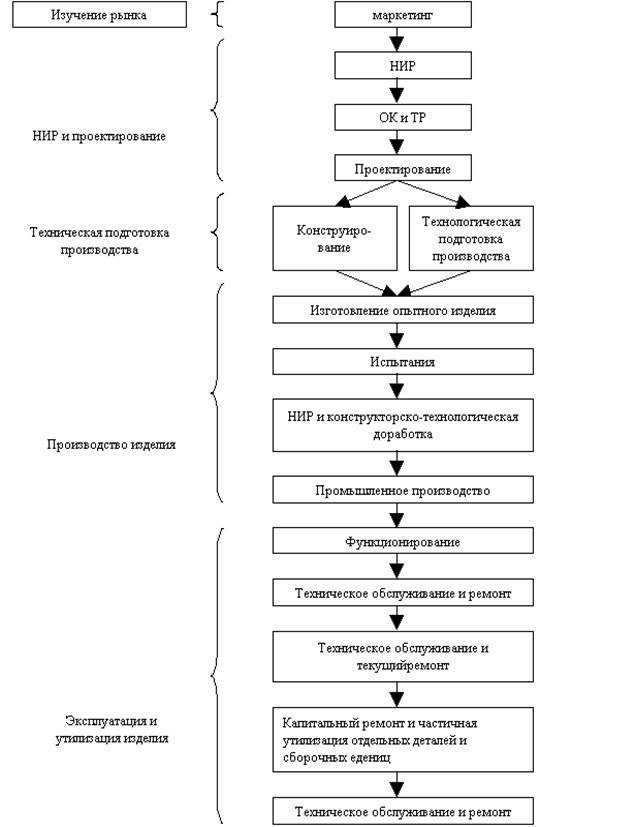
В целом, при производстве комбикормов придерживаются следующей последовательности операций (схема 1).
Схема 1. Порядок операций при производстве комбикормов
Комбикормовому производству присуща высокая гибкость процесса. При необходимости некоторые операции могут быть исключены.
В отдельных случаях некоторые операции осуществляются повторно. Обычно, на комбикормовых предприятиях присутствует большое количество маршрутов. Маршруты, которые обходят отдельные машины, называют байпасными.
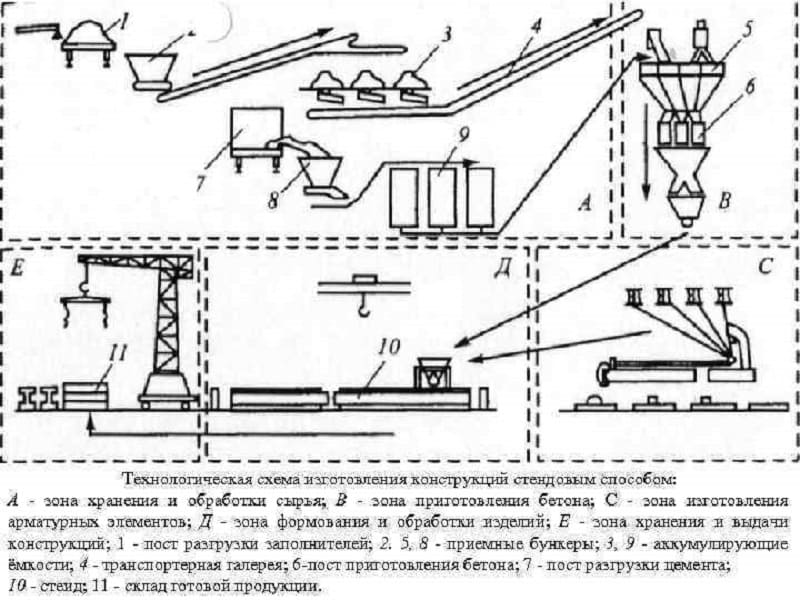
Большое количество технологических операций обуславливает расположение их в высоту, когда транспортировка продукта по маршрутам осуществляется гравитационно. Большинство (фото 3) комбикормовых заводов расположены в многоэтажных зданиях.
Фото 3. Вертикальный комбикормовый завод
Сердце производства комбикормовых смесей – это три фундаментальные операции: измельчение ингредиентов, их дозировка и смешивание. Интересно, что и здесь возможны вариации. Условно я эти схемы называю Американской, Европейской и Советской. Попробуем их проанализировать.







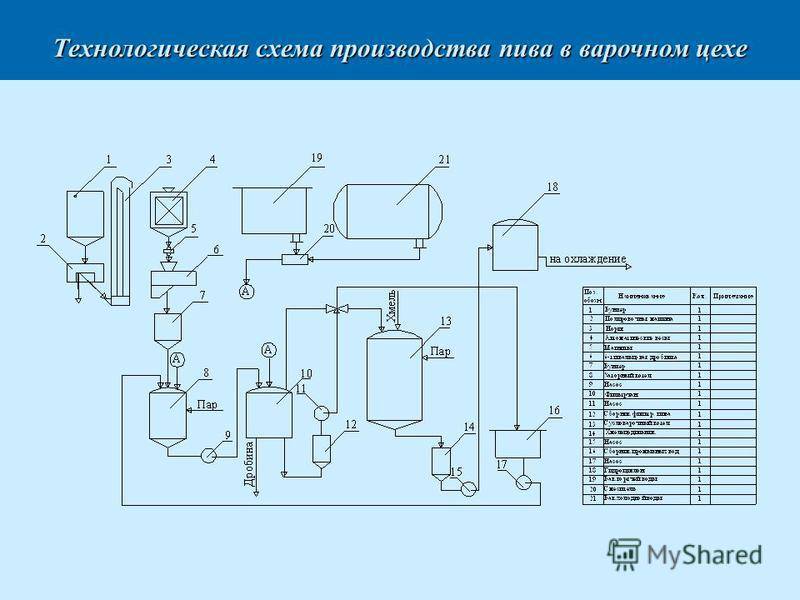
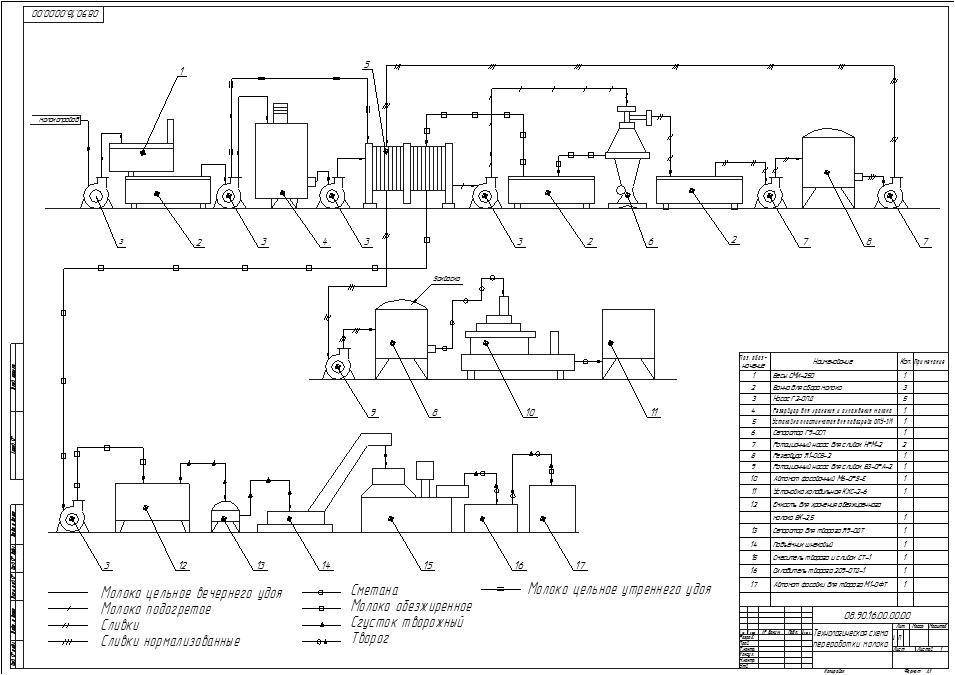
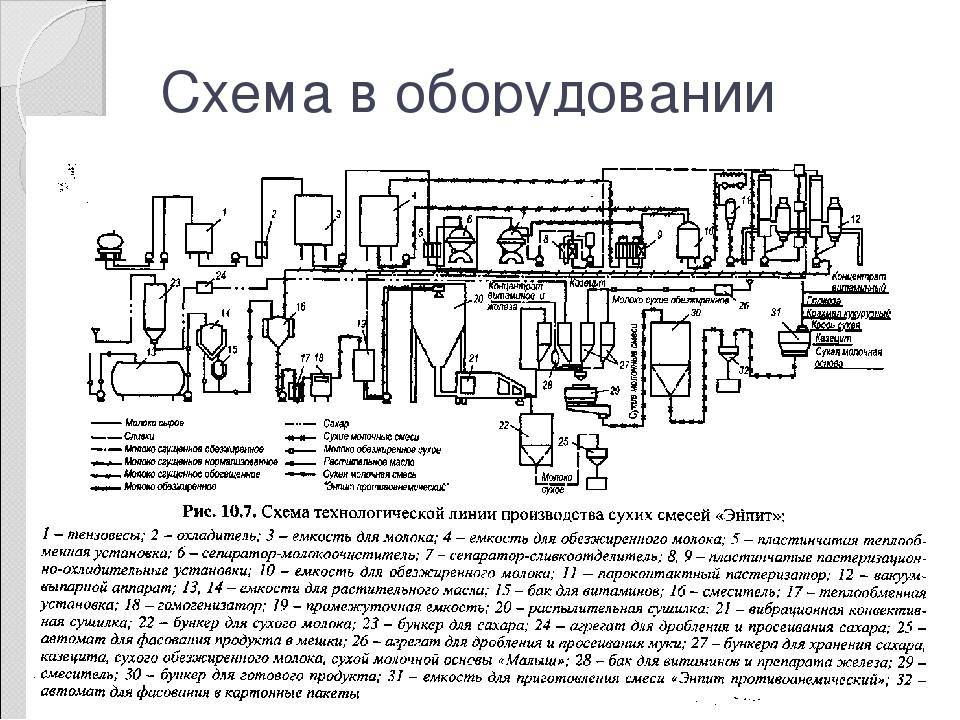
Технологическая схема
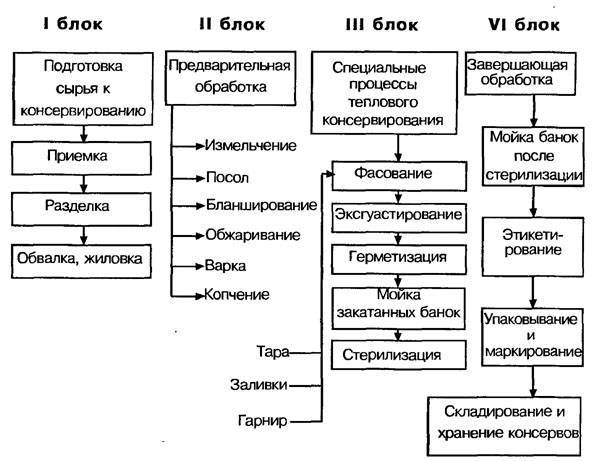
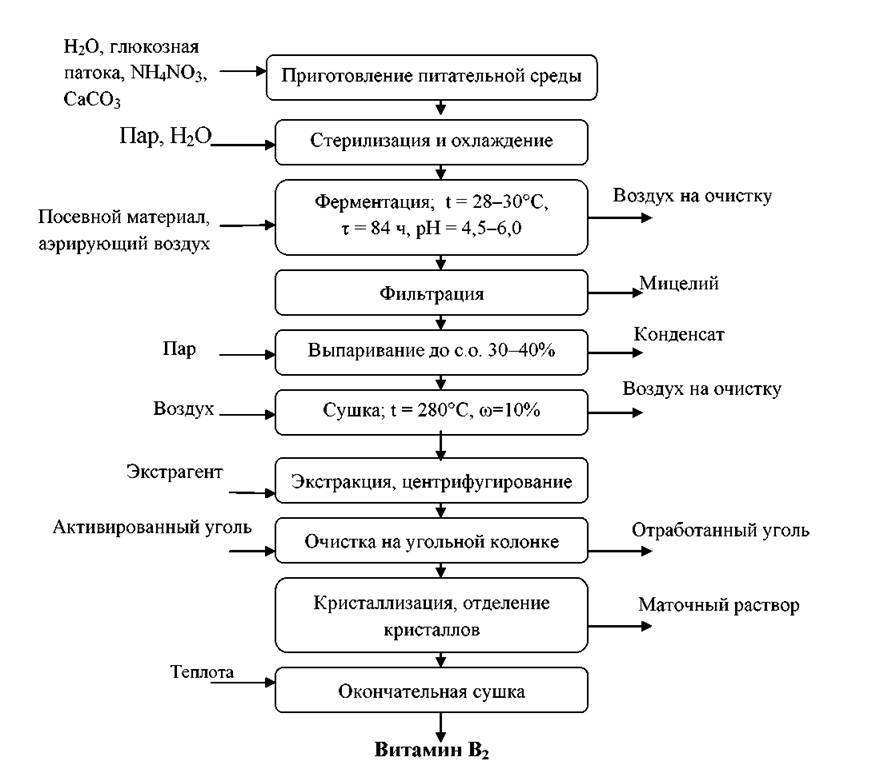
Технологическая схема производства – это последовательное описание или графическое изображение последовательности технологических операций (процессов) и соответствующих им аппаратов из превращения сырья на готовую продукцию.
Технологическая схема производства – это последовательный перечень всех операций и процессов обработки сырья, начиная с момента его приема и кончая выпуском готовой продукции, с указанием применяемых режимов обработки (длительности операции или процесса, температуры, степени измельчения и т.д.).
Полная
Полная технологическая схема – детальное графическое изображение и описание технологического процесса, включая все операции, аппараты, резервное оборудование, контрольно-измерительные приборы и автоматику, защитные устройства, системы регенерации тепла и веществ, резервную обвязку трубопроводами и тому подобное.
Полная технологическая схема необходима при детальном изучении технологии, но она не очень удобная при первичном изучении технологического процесса.
При первичном изучении производства лучше работать с принципиальной технологической схемой.
Принципиальная
Принципиальная технологическая схема содержит такую информацию:
- Последовательность технологических операций (нагревание, охлаждение, окрашивание, сушение, химические реакции, и тому подобное);
- Основное технологическое оборудование (теплообменные аппараты, ректификационной колонны, насосы, компрессоры, и тому подобное) без указывания количества однотипных аппаратов;
- Нормы технологического режима (давление, температура, концентрация, и тому подобное);
- Места ввода в процесс сырья и вспомогательных веществ и выхода из процесса готовой продукции, побочных продуктов и отходов производства.
Принципиальная технологическая схема дает информацию о физико-химической сути процессов, которые протекают в производстве, и, следовательно, часть начальных данных для анализа пожарной опасности данного производства.
Если при проведении пожарно-технического обследования или экспертизы проектных материалов у специалиста по пожарной безопасности нет принципиальной технологической схемы, но полна, рекомендуется упростить ее, превратив в принципиальную.
Эту работу могут выполнить как проектная организация или предприятие, так и специалисты, по пожарной безопасности.
Установка плит покрытия, примыкающих к фонарю. План
Разрез А-А см. стр.23
1 – штабель плит покрытия;
2 – ось движения трактора с блоком;
3 – смонтированное покрытие;
4 – временное ограждение;
5 – инвентарная распорка;
6 – плита покрытия;
7 – траверса;
8 – лестница приставная секционная ЛПС;
9 – смонтированная стропильная ферма;
10 – площадка навесная;
11 – кассета;
12 – кран гусеничный КС-8161 БС со стрелой длиной 35 м и гуськом 24, 43 м;
13 – колонна;
14 – место складирования стропильных ферм
Укладка плит покрытия, примыкающих к фонарю. Разрез А-А

1 – штабель плит покрытия;
2 – ось движения трактора с блоком;
3 – смонтированное покрытие;
4 – временное ограждение;
5 – площадка навесная;
6 – смонтированная стропильная ферма;
7 – инвентарная распорка;
8 – траверса;
9 – плита покрытия;
10 – лестница приставная секционная;
11 – колонна;
12 – оттяжной канат;
13 – кран гусеничный КС – 8161 БС со стрелой длиной 35 м и гуськом 24, 43 м;
14 – стропильная ферма;
15 – кассета
Порядок разработки
При разработке принципиальной технологической схемы (превращении ли полной технологической схемы в принципиальную) необходимо придерживаться таких рекомендаций:
- показывать одну из нескольких однотипных технологических линий;
- показывать одну из нескольких однотипных операций или один из нескольких параллельных (или последовательных) однотипных аппаратов;
- изъять резервное оборудование;
- изъять или упростить системы регенерации (утилизации) тепла;
- изъять обвязку аппаратов дополнительными трубопроводами;
- изъять контрольно-измерительные приборы;
- изъять все защитные приборы и устройства.
Таким образом, используя технологический регламент, технологическую схему (полную или принципиальную) и технологическую часть проекта, можно оценить взрыво-пожароопасность аппарата, процесса, а также уровень их противопожарной защиты; указанные документы являются источником информации о технологических процессах, которая необходима для анализа пожарной опасности объекта в целом.