

Принцип укрупнения операций
В этом случае в рамках одной операции собирается большее число переходов. С практической точки зрения такой поход позволяет улучшить точность взаимного расположения осей и обрабатываемых поверхностей. Такой эффект достигается за счет выполнения всех объединяемых в операцию переходов за одну остановку на станок или многокоординатный обрабатывающий центр.
Подход также упрощает внутреннюю логистику и снижает внутрицеховые расходы за счет снижения числа установок и наладок режимов работы оборудования.
Принцип применяется при работе на револьверных и многорезцовых токарных станках, многокоординатных обрабатывающих центрах.
Принцип расчленения операций
Операция разбивается на ряд простейших переходов, наладка режимов работы обрабатывающего оборудования выполняется единожды, для первой детали серии, далее оставшиеся детали проходят обработку на тех же режимах.
Такой подход эффективен при больших размерах серий и относительно несложной пространственной конфигурации изделий.
Принцип дает существенный эффект снижения относительной трудоемкости за счет улучшенной организации рабочих мест, совершенствования у рабочих навыка однообразных движений по постановке-снятию заготовок, манипуляций с инструментом и оборудованием.
Абсолютное число установок при этом растет, но сокращается время на настройку режимов оборудования, за счет чего и достигается положительный результат.
https://youtube.com/watch?v=BT7ULCo6ACo
Чтобы получить этот положительный эффект, технологу придется позаботиться о применении специализированной оснастки и приспособлений, позволяющих быстро и, главное, точно устанавливать и снимать заготовку. Размер серии также должен быть значительным.
Похожие термины:
исторически определ. способ соединения различных компонентов в системе производит. сил, прежде всего человека и технич. средств труда. Т. с. п. следует отличать от обществ. способа производства — б
Технология материального производства — процесс, определяемый совокупностью средств и методов обработки, изготовления, изменения состояния, свойств, формы сырья или материала. Технология матери
(Advanced production technology) – технологический процесс, включающий машины, аппараты, оборудование и приборы, основанные на микроэлектронике или управляемые с помощью компьютера и используемые при проектир
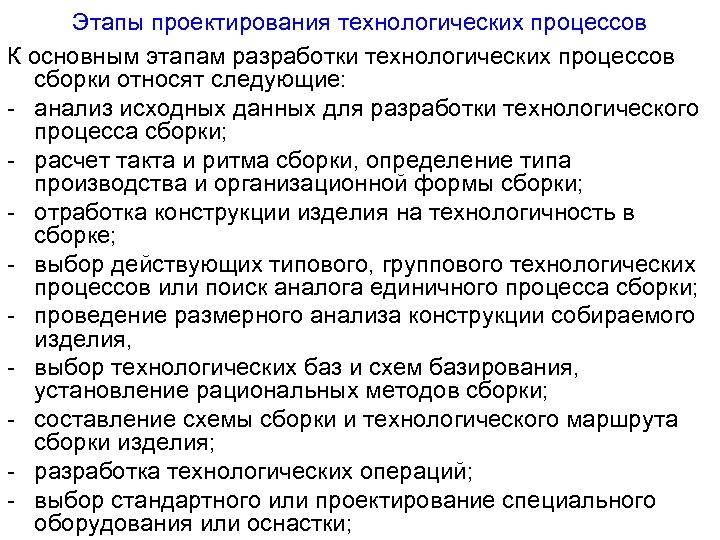
организационный принцип распределения заданий (работ) на предварительную разработку типовых и перспективных технологических процессов, отражающих последовательность технологических операций
термин, обозначающий любой процесс производства того или иного продукта. Под производством, как и под обработкой, понимают здесь не только собственно производственные технологические процессы, к
система показателей, характеризующих степень использования земельных, материальных, трудовых ресурсов в процессе производства; отражает эффективность использования производственных ресурсов
Машины, станки, агрегаты, используемые в производстве.
комплекс нормативно-технических мероприятий, регламентирующих конструкторскую, технологическую подготовку производства и систему постановки продукции на производство.
подразделения строительно-монтажных трестов и домостроительных комбинатов, выполняющие централизованное техно логическое обеспечение строительных объектов основными видами материальных ресу
соотношение между активной частью основных фондов (рабочие, машины, оборудование и др.) и пассивной (здания, сооружения и др.).
разработанный советскими учеными математический прием дли упрощения задач народнохозяйственного оптимального планирования (точнее, для сокращения размерности этих задач). Проблема состоит в сл
совокупность технологических и технико-экономических связей между ее элементами (предприятиями), организованными в субсистемы иерархического характера (производства, подотрасли, отрасли, групп
элемент инфраструктуры научно-технической и инновационной деятельности, заключающийся в их практическом освоении новой конкурентоспособной наукоемкой продукции и высоких технологий на ИП, в то
Обработка дерева и металла
На практике одну и ту же деталь, одного и того же размера и веса, из одного и того же материала можно изготовить разными, иногда сильно отличающимися друг от друга методами.
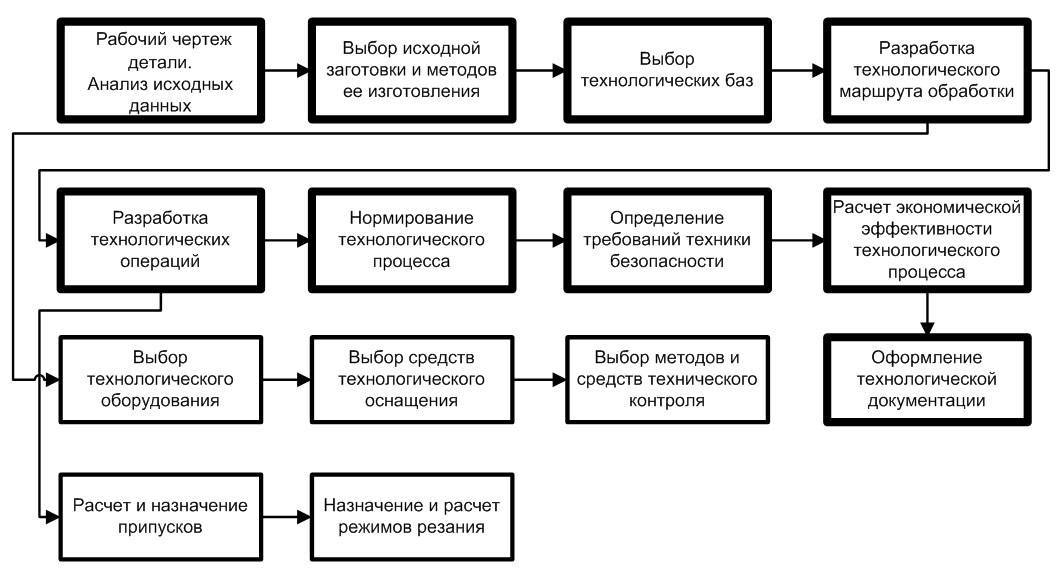
На этапе конструкторско-технологической подготовки производства конструкторы и технологи совместно прорабатывают несколько вариантов описания технологического процесса, изготовления и последовательности обработки изделия. Эти варианты сравниваются по ключевым показателям, насколько полно они удовлетворяют:
- техническим условиям на конечный продукт ;
- требованиям производственного плана, срокам и объемам отгрузки;
- финансово-экономическим показателям, заложенным в бизнес-план предприятия.
На следующем этапе проводится сравнение этих вариантов, из них выбирается оптимальный. Большое влияние на выбор варианта оказывает тип производства.
https://youtube.com/watch?v=q73DFW4JGac
В случае единичного, или дискретного производства вероятность повторения выпуска одной и той же детали невелика. В этом случае выбирается вариант с минимальными издержками на разработку и создание специальной оснастки, инструмента и приспособлений, с максимальным задействованием универсальных станков и настраиваемой оснастки. Однако исключительные требования к точности соблюдения размеров или к условиям эксплуатации, таким, как радиация ил высоко агрессивные среды, могут вынудить применять и специально изготовленную оснастку, и уникальные инструменты.
При серийном же выпуске процесс производства разбивается на выпуск повторяющихся партий изделий. Технологический процесс оптимизируют с учетом существующего на предприятии оборудования, станком и обрабатывающих центров. Оборудование при этом снабжают специально разработанной оснасткой и приспособлениями, позволяющими сократить непроизводительные потери времени хотя бы на несколько секунд. В масштабе всей партии эти секунды сложатся вместе и дадут достаточный экономический эффект. Станки и обрабатывающие центры подвергают специализации, за станком закрепляют определенные группы операций.
При массовом производстве размеры серий весьма высоки, а выпускаемые детали достаточно долгий срок не подвергаются конструктивным изменениям. Специализация оборудования заходит еще дальше. В этом случае технологически и экономически оправдано закрепление за каждым станком одной и той же операции на все время выпуска серии, а также изготовление спецоснастки и применение отдельного режущего инструмента и средств измерений и контроля.


Оборудование в этом случае физически перемещают в цеху, располагая его в порядке следования операций в технологическом процессе
Этапы ТП [ править | править код ]
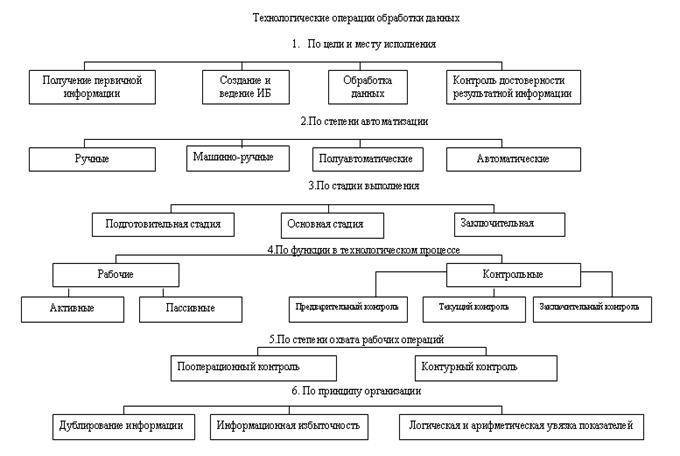
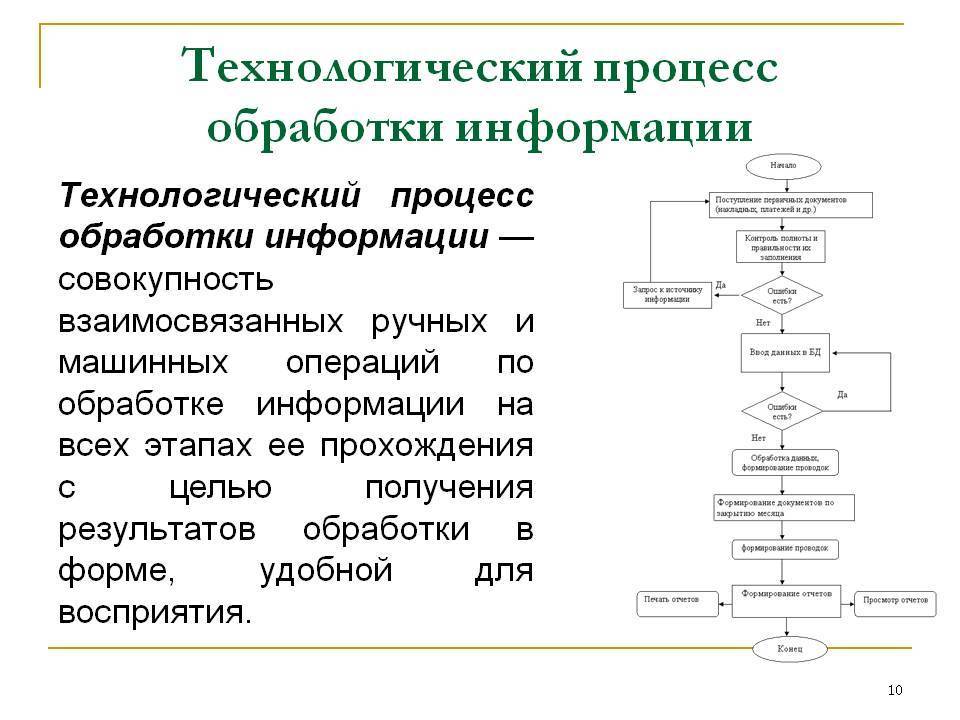
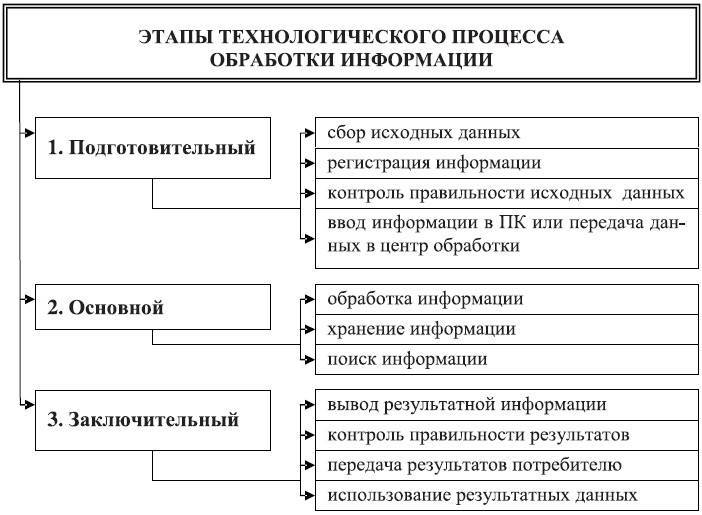
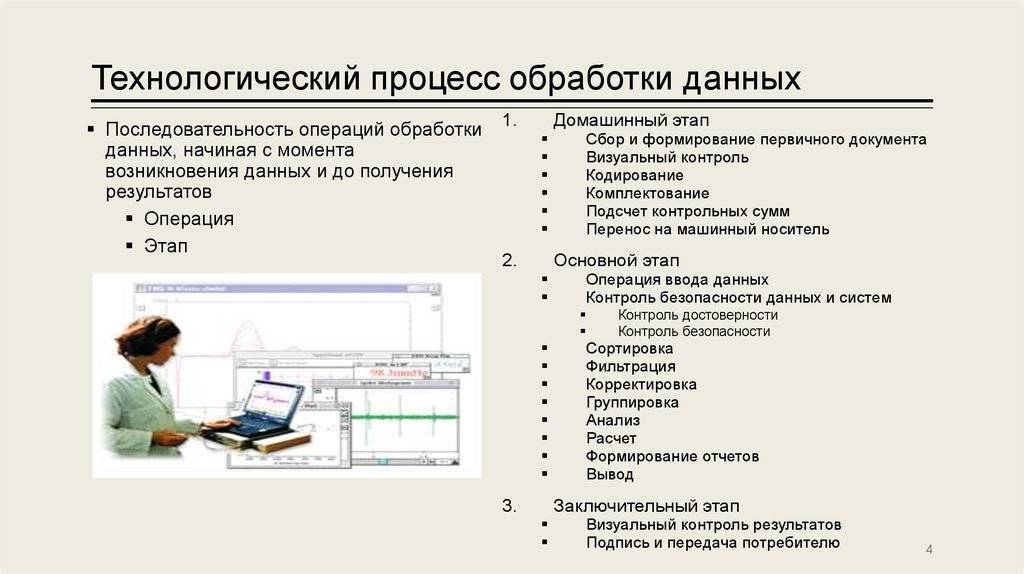
Технологический процесс обработки данных можно разделить на четыре укрупненных этапа:
«Начальный или первичный». Сбор исходных данных, их регистрация (прием первичных документов, проверка полноты и качества их заполнения и т. д.) По способам осуществления сбора и регистрации данных различают следующие виды ТП:
- механизированный — сбор и регистрация информации осуществляется непосредственно человеком с использованием простейших приборов (весы, счетчики, мерная тара, приборы учета времени и т. д.);
- автоматизированный — использование машиночитаемых документов, регистрирующих автоматов, систем сбора и регистрации, обеспечивающих совмещение операций формирования первичных документов и получения машинных носителей; автоматический — используется в основном при обработке данных в режиме реального времени (информация с датчиков, учитывающих ход производства — выпуск продукции, затраты сырья, простои оборудования — поступает непосредственно в ЭВМ).
- «Подготовительный». Прием, контроль, регистрация входной информации и перенос её на машинный носитель. Различают визуальный и программный контроль, позволяющий отслеживать информацию на полноту ввода, нарушение структуры исходных данных, ошибки кодирования. При обнаружении ошибки производится исправление вводимых данных, корректировка и их повторный ввод.
- «Основной». Непосредственно обработка информации. Предварительно могут быть выполнены служебные операции, например, сортировка данных.
- «Заключительный». Контроль, выпуск и передача результатной информации, её размножение и хранение.
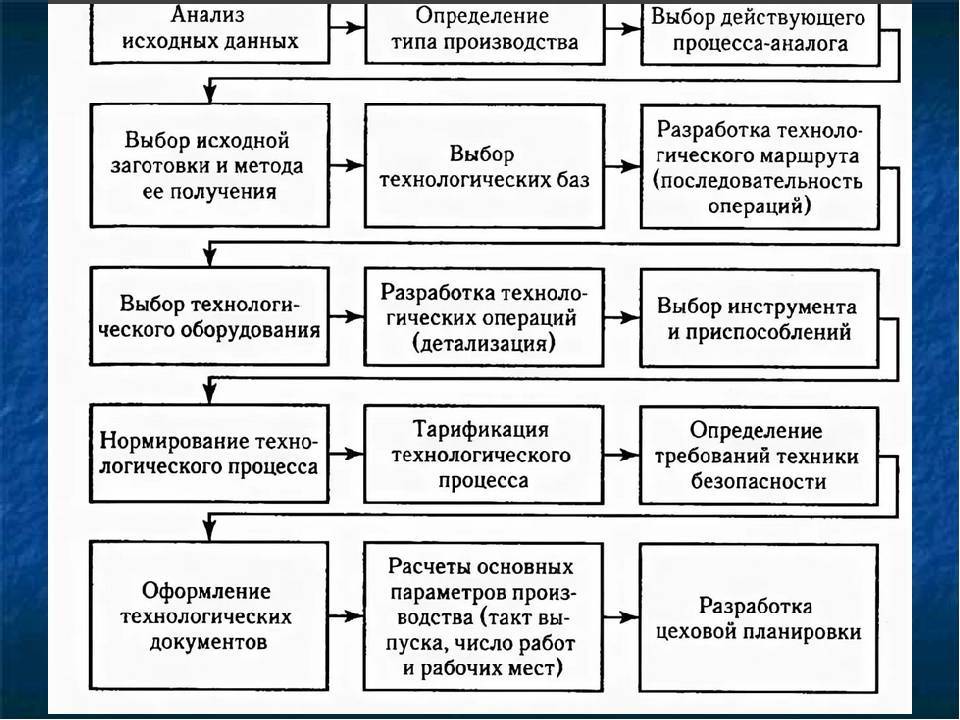
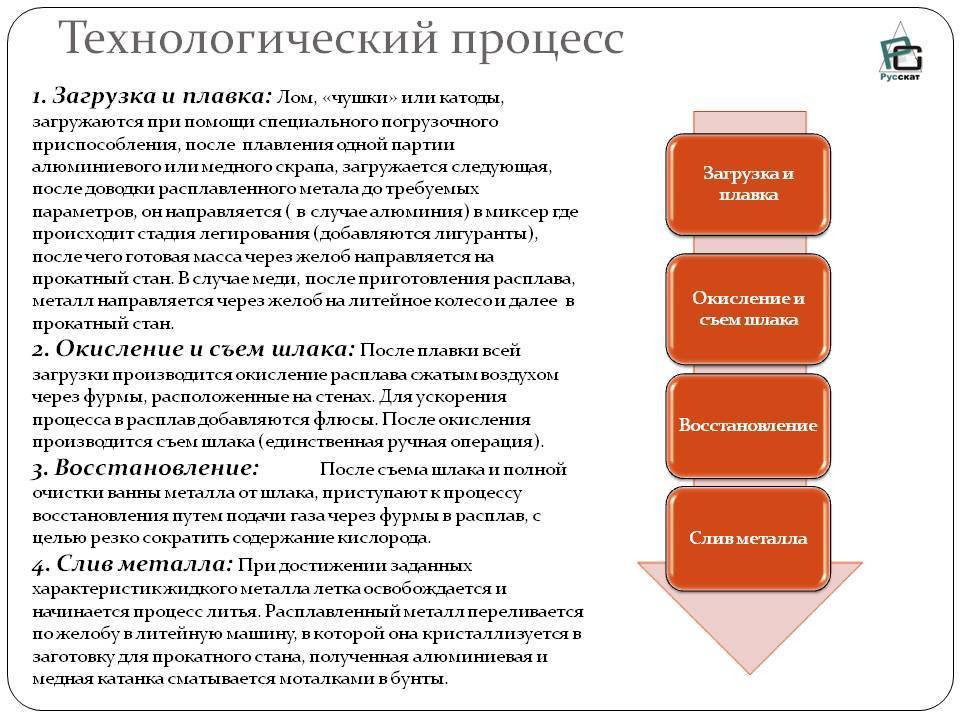
Чтобы быстро и правильно обработать деталь, нужно заранее предусмотреть наиболее целесообразную последовательность обработки, выбрать станок, на котором должна производиться обработка, выбрать режущие и измерительные инструменты, а также приспособления, необходимые для обработки, назначить режимы резания. Эти данные, определяющие весь процесс обработки заготовки до ее превращения в готовую деталь, установленные заранее техническим документом, составляют технологический процесс
Технологический процесс является основой организации всего производства. На основании разработанного технологического процесса определяется количество необходимого оборудования, инструмента и приспособлений, число рабочих и обслуживающего персонала для выполнения заданной программы по выпуску деталей.
Технологический процесс связывает между собой все звенья производства. Поэтому точное соблюдение установленного технологического процесса является необходимым условием правильной организации производства. Технологический процесс на производстве является законом, который никому нельзя нарушать.
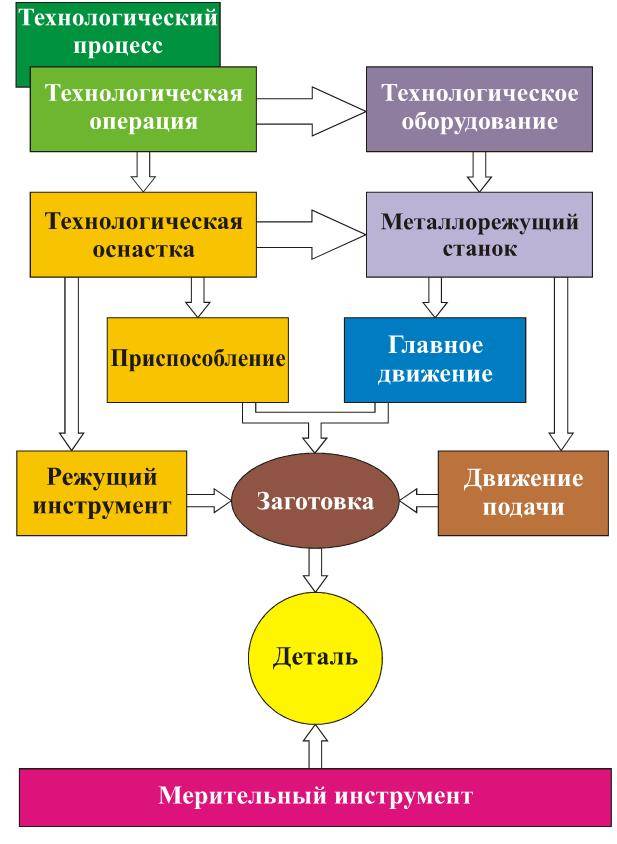
Элементы технологического процесса
Технологический процесс может состоять из одной или нескольких операций.
Операцией
называется законченная часть технологического процесса обработки одной или нескольких деталей, которая выполняется на одном станке одним рабочим.
Новая операция начинается тогда, когда рабочий, закончив часть обработки у всей партии деталей, приступает к дальнейшей обработке той же партии деталей, либо переходит к обработке новых деталей.
Принцип укрупнения операций
В этом случае в рамках одной операции собирается большее число переходов. С практической точки зрения такой поход позволяет улучшить точность взаимного расположения осей и обрабатываемых поверхностей. Такой эффект достигается за счет выполнения всех объединяемых в операцию переходов за одну остановку на станок или многокоординатный обрабатывающий центр.
Подход также упрощает внутреннюю логистику и снижает внутрицеховые расходы за счет снижения числа установок и наладок режимов работы оборудования.
Принцип применяется при работе на револьверных и многорезцовых токарных станках, многокоординатных обрабатывающих центрах.
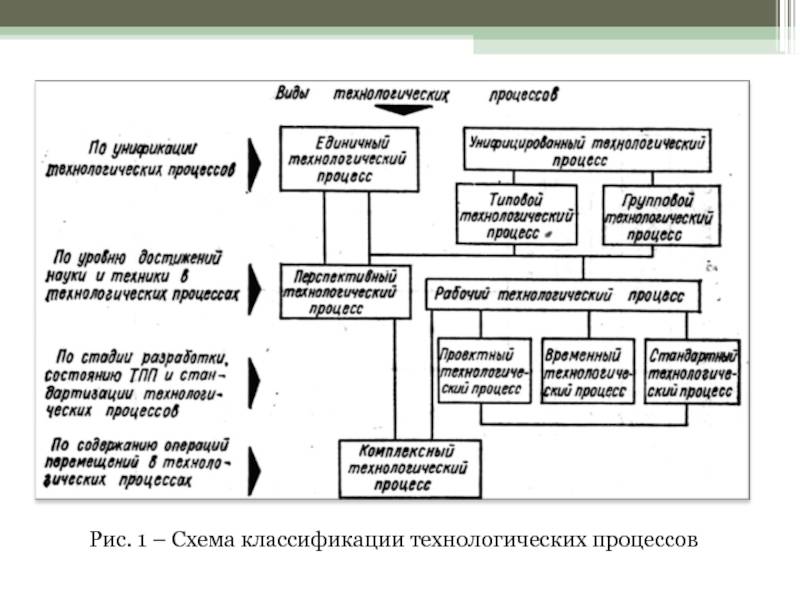
Виды техпроцессов
Классификация техпроцессов проводится по нескольким параметрам.
По критерию частоты повторения при производстве изделий технологические процессы подразделяют на:
- единичный технологический процесс, создается для производства уникальной по конструктивным и технологическим параметрам детали или изделия;
- типовой техпроцесс, создается для некоторого количества однотипных изделий, схожих по своим конструктивным и технологическим характеристикам. Единичный техпроцесс, в свою очередь, может состоять из набора типовых техпроцессов. Чем больше типовых техпроцессов применяется на предприятии, тем меньше затраты на подготовку производства и тем выше экономическая эффективность предприятия;
- групповой техпроцесс подготавливается для деталей, различных конструктивно, но сходных технологически.
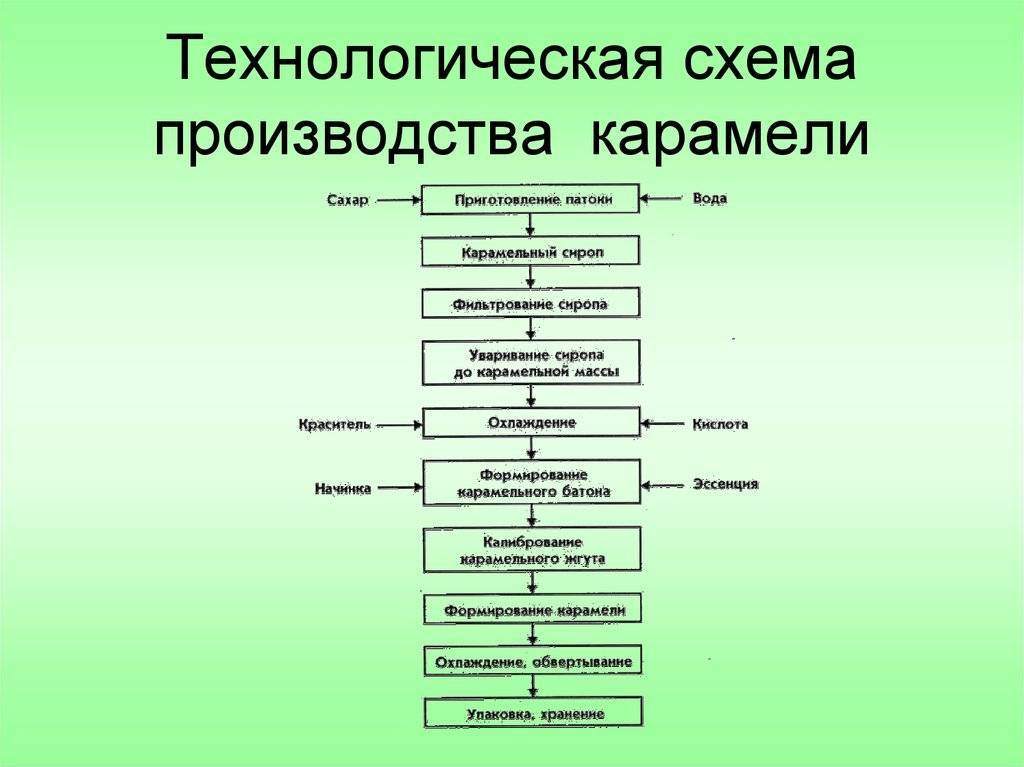
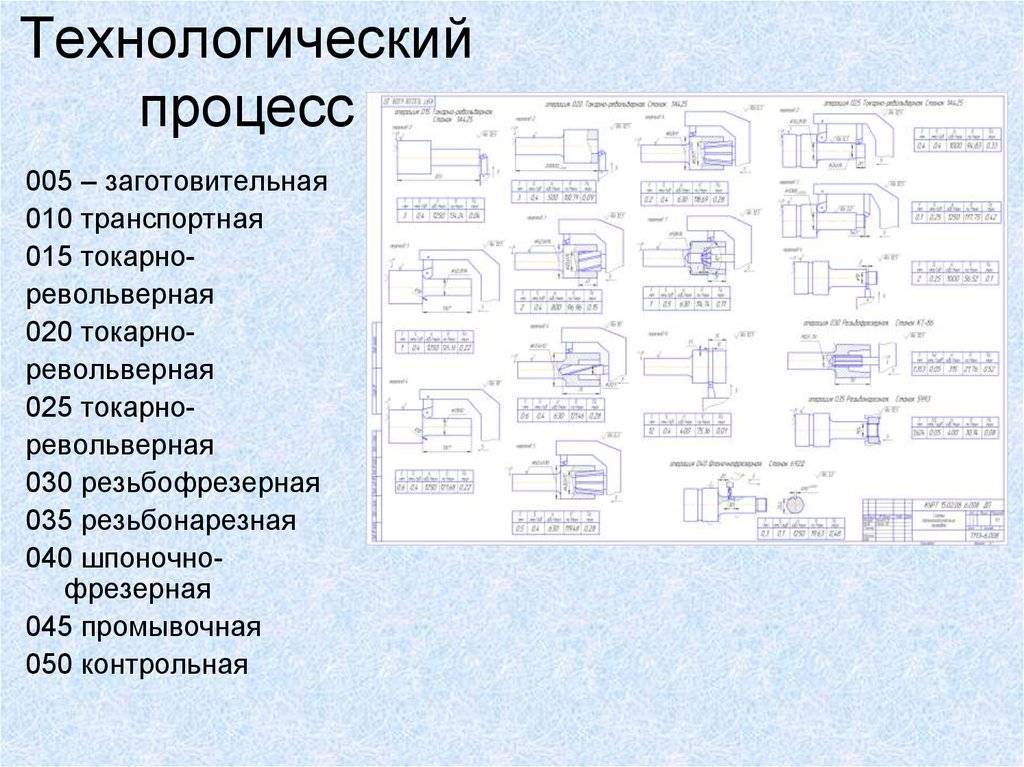
Пример типового технологического процесса
По критерию новизны и инновационности различают такие виды технологических процессов, как:
- Типичные. Основные технологические процессы используют традиционные, проверенные конструкции, технологии и операции обработки материалов, инструмента и оснастки.
- Перспективные. Такие процессы используют самые передовые технологии, материалы, инструменты, характерные для предприятий — лидеров отрасли.
По критерию степени детализации различают следующие виды технологических процессов:
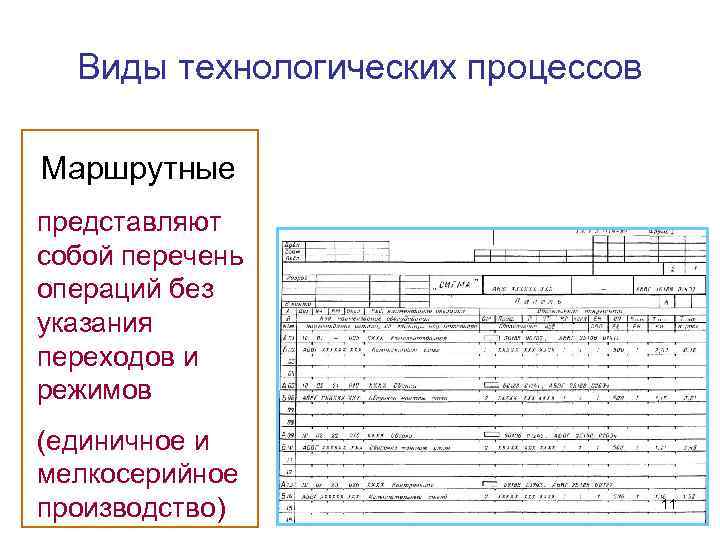
- Маршрутный техпроцесс исполняется в виде маршрутной карты, содержащей информацию верхнего уровня: перечень операций, их последовательность, класс или группа используемого оборудования, технологическая оснастка и общая норма времени.
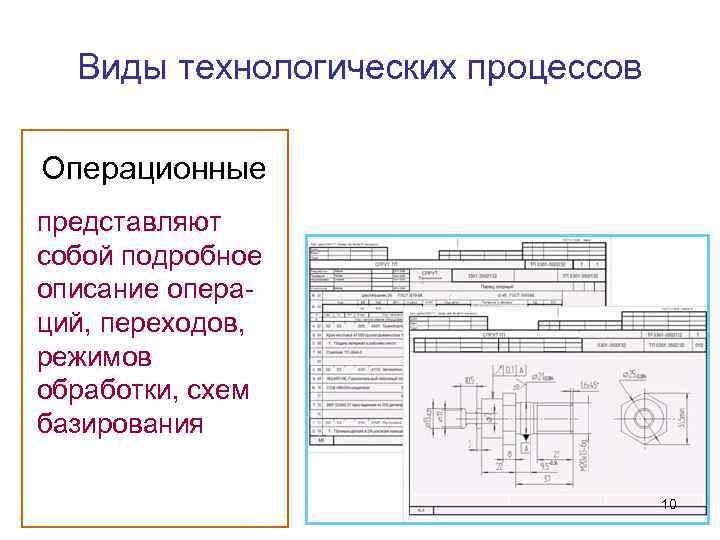
- Пооперационный техпроцесс содержит детализированную последовательность обработки вплоть до уровня переходов, режимов и их параметров. Исполняется в виде операционной карты.
Пример маршрутной карты
Пооперационный техпроцесс был разработан во время Второй Мировой войны в США в условиях нехватки квалифицированной рабочей силы. Детальные и подробные описания каждой стадии технологического процесса позволили привлечь к работе людей, не имевших производственного опыта и в срок выполнить большие военные заказы. В условиях мирного времени и наличия, хорошо обученного и достаточно опытного производственного персонала использование такого вида технологического процесса ведет к непроизводительным расходам. Иногда возникает ситуация, в которой технологи старательно издают толстые тома операционных карт, служба технической документации тиражирует их в положенном числе экземпляров, а производство не открывает эти талмуды. В цеху рабочие и мастера за многие годы работы накопили достаточный опыт и приобрели достаточно высокую квалификацию для того, чтобы самостоятельно выполнить последовательность операций и выбрать режимы работы оборудования. Таким предприятиям имеет смысл подумать об отказе от операционных карт и замене их маршрутными.




Существуют и другие классификации видов технологических процессов.
Виды техпроцессов
Классификация техпроцессов проводится по нескольким параметрам.
По критерию частоты повторения при производстве изделий технологические процессы подразделяют на:
- единичный технологический процесс, создается для производства уникальной по конструктивным и технологическим параметрам детали или изделия;
- типовой техпроцесс, создается для некоторого количества однотипных изделий, схожих по своим конструктивным и технологическим характеристикам. Единичный техпроцесс, в свою очередь, может состоять из набора типовых техпроцессов. Чем больше типовых техпроцессов применяется на предприятии, тем меньше затраты на подготовку производства и тем выше экономическая эффективность предприятия;
- групповой техпроцесс подготавливается для деталей, различных конструктивно, но сходных технологически.
Пример типового технологического процесса
По критерию новизны и инновационности различают такие виды технологических процессов, как:
- Типичные. Основные технологические процессы используют традиционные, проверенные конструкции, технологии и операции обработки материалов, инструмента и оснастки.
- Перспективные. Такие процессы используют самые передовые технологии, материалы, инструменты, характерные для предприятий — лидеров отрасли.
По критерию степени детализации различают следующие виды технологических процессов:
- Маршрутный техпроцесс исполняется в виде маршрутной карты, содержащей информацию верхнего уровня: перечень операций, их последовательность, класс или группа используемого оборудования, технологическая оснастка и общая норма времени.
- Пооперационный техпроцесс содержит детализированную последовательность обработки вплоть до уровня переходов, режимов и их параметров. Исполняется в виде операционной карты.
Пример маршрутной карты
Пооперационный техпроцесс был разработан во время Второй Мировой войны в США в условиях нехватки квалифицированной рабочей силы. Детальные и подробные описания каждой стадии технологического процесса позволили привлечь к работе людей, не имевших производственного опыта и в срок выполнить большие военные заказы. В условиях мирного времени и наличия, хорошо обученного и достаточно опытного производственного персонала использование такого вида технологического процесса ведет к непроизводительным расходам. Иногда возникает ситуация, в которой технологи старательно издают толстые тома операционных карт, служба технической документации тиражирует их в положенном числе экземпляров, а производство не открывает эти талмуды. В цеху рабочие и мастера за многие годы работы накопили достаточный опыт и приобрели достаточно высокую квалификацию для того, чтобы самостоятельно выполнить последовательность операций и выбрать режимы работы оборудования. Таким предприятиям имеет смысл подумать об отказе от операционных карт и замене их маршрутными.
Существуют и другие классификации видов технологических процессов.
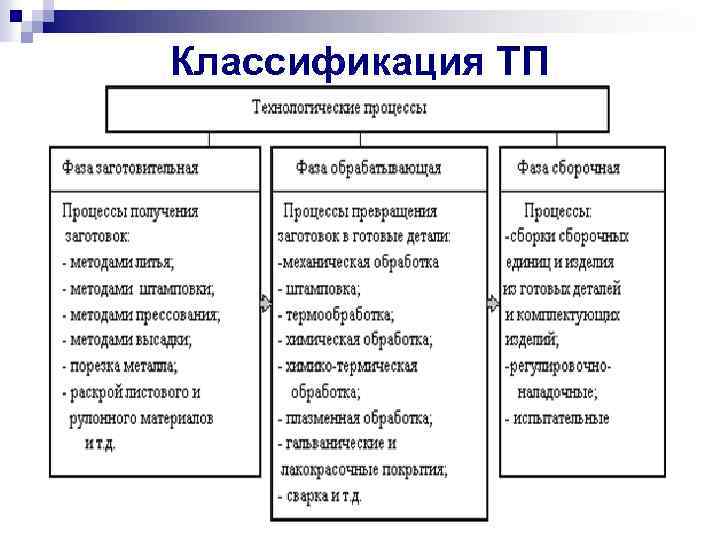
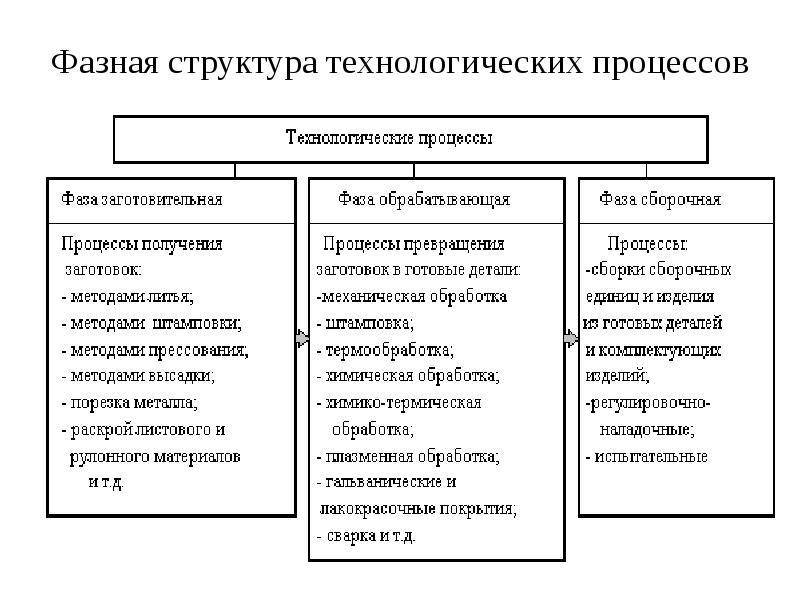
Группировка производственных процессов
Производственный процесс делится на четыре группы: основной, вспомогательный, обслуживающий и управленческий. В свою очередь, каждая из классификаций подразделяется на виды:
Основной
Основным производственным процессом называют комплекс мероприятий, направленных непосредственно на изготовление готового продукта. Он начинается с отправки сырья в цех и заканчивается выпуском продукции. В ходе основной операции используются материалы, полуфабрикаты, сырье, инструменты производства, а также трудовые ресурсы.
То есть, в основном производственном процессе участвуют работники, которые обрабатывают комплектующие на специальном оборудовании, в результате чего получается предмет труда. Основной производственный процесс делится на несколько элементов, совокупность которых представляет собой его структуру:
- На стадии заготовки работники предприятия подготавливают сырье к обработке. Например, получают его на складе, проводят измерительные процедуры, а также производят иные действия.
- Этап обработки посвящен воздействию производственными инструментами на сырье. Заканчивается операция выпуском составных частей готовой продукции. Как правило, работу выполняют обученные сотрудники.
- Заключительным этапом основного производственного процесса является сборка. Изготовленные ранее детали соединяют в один предмет, в результате чего образуется готовый продукт.
Таким образом, основной цикл изготовления товаров – это процесс заготовки и обработки сырья. Последняя стадия свойственна не всем предприятиям, так как многие компании производят продукцию, которая состоит из одного элемента.
Вспомогательный
Вспомогательным производственным процессом называют комплекс мероприятий, которые направлены на обеспечение бесперебойного функционирования основного цикла. В эту группу входят все операции, связанные с обслуживанием производства, например, подача электроэнергии, ремонт основных средств, создание специальных инструментов, необходимых для производства.


Обслуживающий
Обслуживающий производственный процесс – это совокупность действий работников, направленных на обеспечение надлежащего функционирования цехов по изготовлению продукции. Сюда можно включить работы, связанные с уборкой рабочего места и поддержанием чистоты оборудования и производственных цехов, а также контроль над качеством готовых товаров.
Управленческий
Управленческий производственный процесс представляет собой комплекс операций по принятию решений для обеспечения функционирования предприятия и повышения эффективности основной работы.
Классификация производственных процессов по признакам
Производственные процессы группируют по трем основным признакам: по степени автоматизации, по форме продукта, по особенностям прохождения:
| Классификационный признак | Вид производственного процесса | Описание |
| Степень автоматизации | Ручной | Процесс, осуществляемый при помощи ручного труда |
| Машинный | Операции, производимые с использованием машинных механизмов | |
| Комбинированный | Производство продукции с использованием ручного и машинного труда | |
| Автоматизированный | Процесс, выполняемый при помощи специального автоматизированного оборудования. Работник лишь следит за функционированием инструмента. | |
| Комбинировано-автоматизированные | Операции, выполняемые при помощи автоматизированной техники, но с использованием ручного труда. | |
| Форма готового продукта | Аналитический | Производство нескольких видов готовых товаров из одного сырья |
| Синтетический | Сборка ранее произведенных элементов продукта. | |
| Прямой | Превращение сырья в один вид продукции | |
| По особенностям прохождения | Естественный | Операция по воздействию на предмет естественным путем. Например, высушивание, охлаждение, отстаивание. |
| Технологический | Процессы по физическому или химическому воздействию на сырье | |
| Беспрерывный | Производство продукции, которое не предусматривает перерывов | |
| Дискретный | Операция по изготовлению товаров, которая делится на циклы |
Чем меньше нанометров в технологическом процессе, тем:
Выше скорость работы. В сегменте мобильных процессоров самым быстрым сегодня считается Apple A13 Bionic, который выполнен по 7-нанометровому технологическому процессу — это максимально крутое значение, которое доступно на сегодняшний день в коммерческом секторе. За уменьшением техпроцесса зачастую следует именно увеличение производительности. Она сегодня жизненно нужна для использования нейронных сетей, для дополненной реальности, работы с графикой в любом месте и в удобное время. Да что там говорить, с выходом Apple Arcade мы ждём бум мобильных игр, и для них процессор также важен.

Ниже выделение тепла
Сегодня мы акцентируем внимание именно на мобильных устройствах. Есть мнение, что в смартфонах разговоры о температуре процессоров не так актуальны, но это большая ошибка
При большой нагрузке процессоры нагреваются. Если температура становится критичной, они снижают скорость своей работы — это называется троттлингом. Чтобы избежать этого, нужно делать корпус толще, думать про дополнительный отвод тепла и так далее. При использовании более совершенного технологического процесса число подобных заморочек заметно снижается.
Меньше потребление энергии
В конце концов, уменьшение технологического процесса очень важно для увеличения времени автономной работы. Именно поэтому при оценке ёмкости аккумулятора недорого смартфона на Android не нужно сравнивать её с соответствующим показателем в iPhone и других флагманах
Даже с куда большим объёмом аккумулятора устройство может работать не так долго, как того хотелось бы. Тот же Xiaomi Redmi 8 Pro с процессором, который выполнен по устаревшему технологическому процессу (12 нм), не радует автономностью даже с достаточно большой батарейкой.
В заключение повторюсь — при выборе нового смартфона нужно не в последнюю очередь смотреть на технологический процесс чипсета. Прогресс преодолел планку в 12 нм ещё в 2021 году, поэтому в 2019-м эта цифра выглядит даже как-то смешно.
Бизнес-процесс
Бизнес-процессом называют регламентированную, регулярно повторяющуюся последовательность действий одного или ряда сотрудников, благодаря которой достигается нужный результат. Термин ввели в 70-хх гг. ХХ века, когда стали активно использовать информационные системы. Во-первых, после этого усложнилась организация труда людей в учреждениях. Во-вторых, техника не могла работать с абстракциями, и для неё стали продумывать чёткие алгоритмы. Если раньше информацию передавали из уст в уста, всё было просто и понятно, коммуникация позволяла избегать проблем, теперь нужна была строгая регламентация.
Стали создавать нотации (текстовые инструкции), которые описывали и работу людей, и их взаимодействие с информационными системами. Поскольку со временем выяснилось, что работать с нотациями, составленными в произвольной форме, неудобно, было принято решение об их стандартизации.
Сначала нотации использовали военные в США, позже они перешли в бизнес, так как позволили его оптимизировать — при тех же затратах значительно увеличивали производительность.

Понятие описания бизнес-процесса
Описание бизнес-процесса — это пошаговое описание действий работников при выполнении той или иной операции, включая ответственность, порядок принятия решений, порядок взаимодействия с другими сотрудниками. Проще всего рассмотреть описание бизнес-процессов в компании на примере продаж. Так, один продавец в разных случаях (в зависимости от продаваемого им товара, стоящего перед ним покупателя, настроения, наконец) будет продавать по-разному. Соответственно, компания в разных случаях будет получать разный результат.




Но если чётко прописать процесс продажи, то, независимо от внутренних и внешних факторов, продавец будет действовать по регламенту, что с большей вероятностью обеспечит продажи.
Составляющие бизнес-процесса
Говоря о понятии бизнес-процесса, специалисты оперируют и другими терминами.
- Цель БП — разработать последовательные мероприятия, которые обеспечат прибыль.
- Задачи БП: контроль последовательности операций, обеспечение максимально возможной скорости их выполнения, помощь в поиске дублирующихся или лишних операций и т. д.
Анализируя вышеизложенное, можно понять, из чего состоит бизнес-процесс, а именно:
- вход — стартовый ресурс, который нужен для выполнения операций (заявка, сырьё, поставка);
- выход — непосредственно результат, это готовый продукт, услуга, информация, документ.
Границы бизнес-процесса — это событие или время, которое служит началом и окончанием БП.
Методологии и инструментарий описания бизнес-процесса
При выборе методологии описания бизнес-процессов и инструментария необходимо опираться на цели бизнеса:
- ARIS — комплект программных обеспечений, который, прежде всего, создавался для описания алгоритмов и последовательности действий (другие задачи тоже можно решать, но это не так просто). Объединяет более 80 моделей. Без опыта в них сложно разобраться.
- CA ERwin Data Modeler — программа с хорошо реализованной возможностью описания взаимосвязанных моделей. Дополнительные задачи (построение дерева свойств, например) усложнены либо отсутствуют.
- BPMN 2.0 — одна из лучших систем для описания бизнес-процессов, она гибкая, функциональная и простая, к тому же позволяет увидеть все взаимодействия сотрудников (а это как раз огромная проблема в БП).
Определение и характеристика
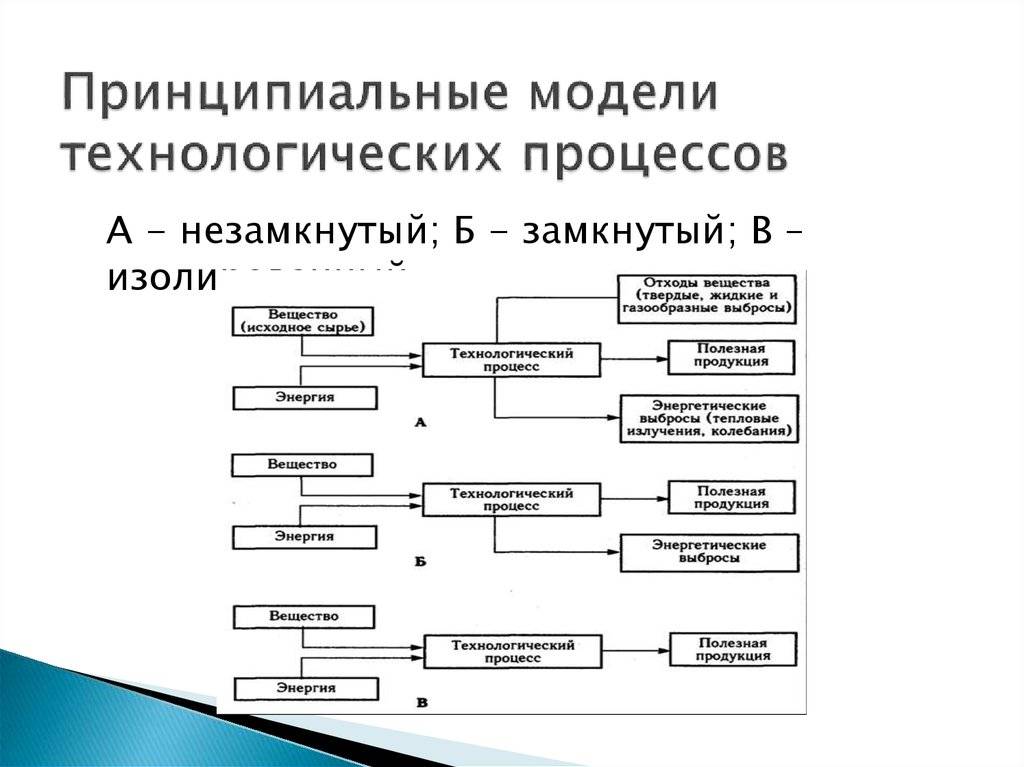
ГОСТ дает научно строгое, но сформулированное слишком сухим и наукообразным языком определение технологического процесса. Если же говорить о понятии технологического процесса более понятным языком, то технологический процесс — это совокупность выстроенных в определенном порядке операций. Он направлен на превращение сырья и заготовок в конечные изделия. Для этого с ними совершают определенные действия, обычно выполняемые механизмами. Технологический процесс не существует сам по себе, а является важнейшей частью более общего производственного процесса, включающего в себя в общем случае также процессы контрактации, закупки и логистики, продажи, управления финансами, административного управления и контроля качества.
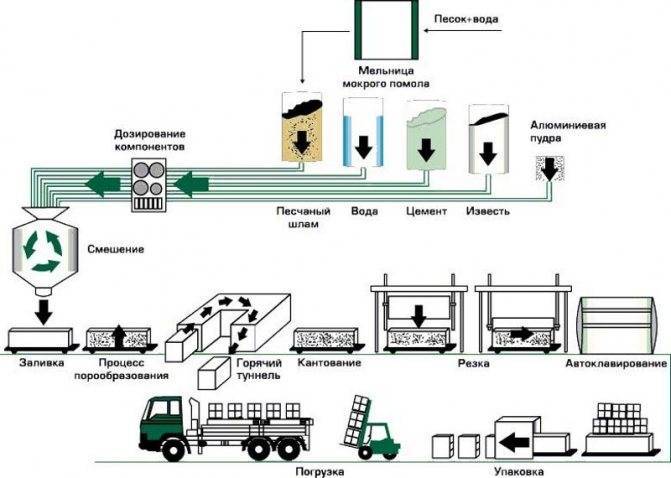
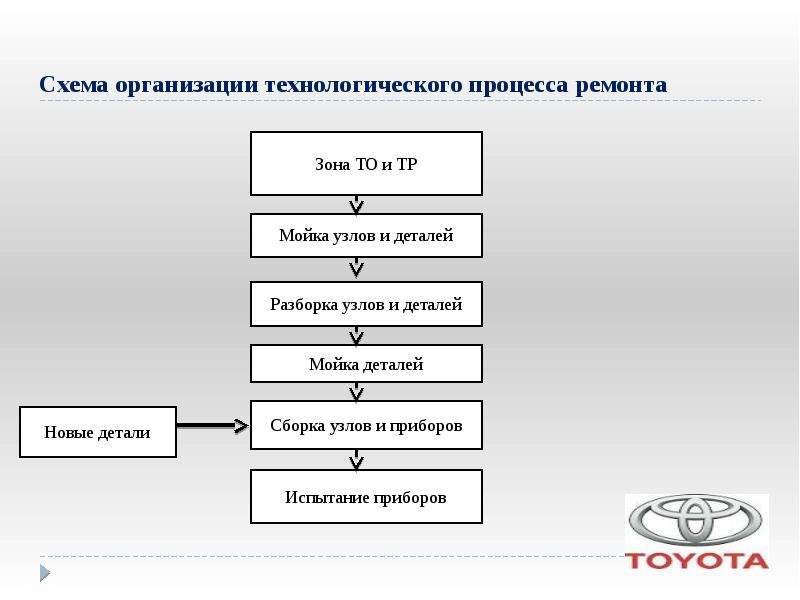
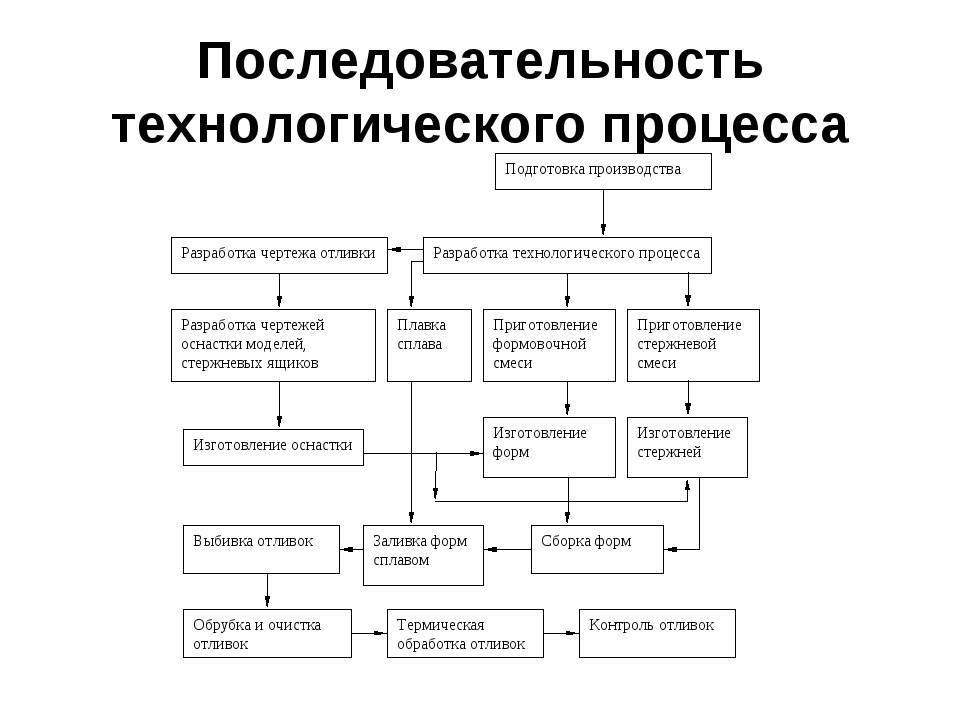
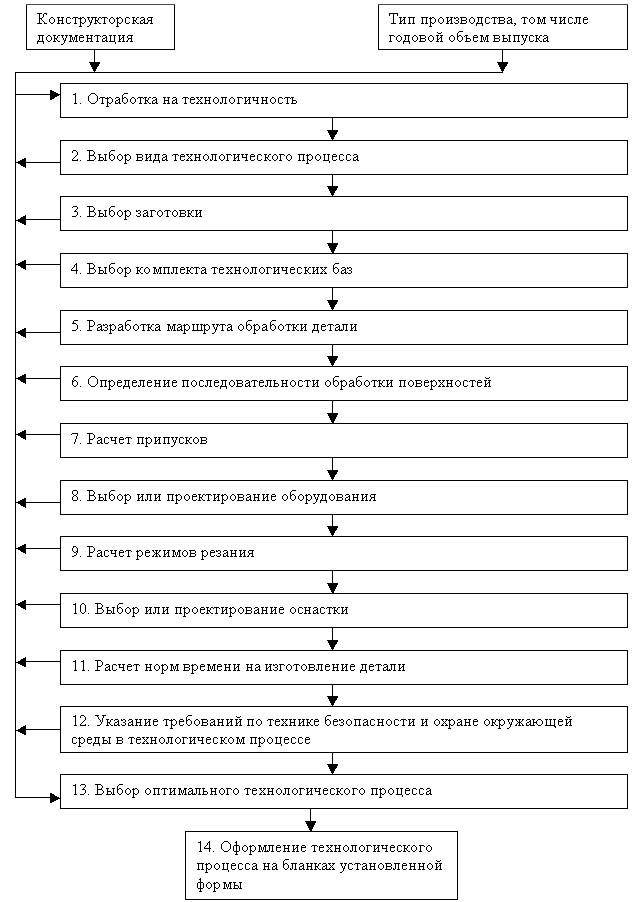
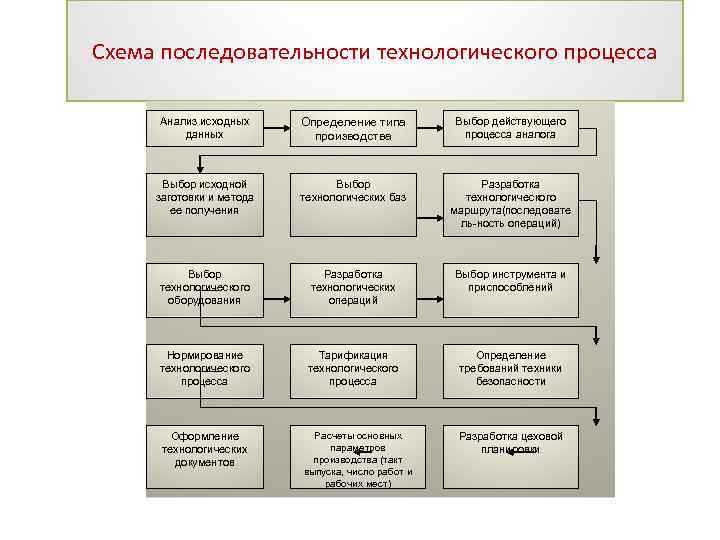
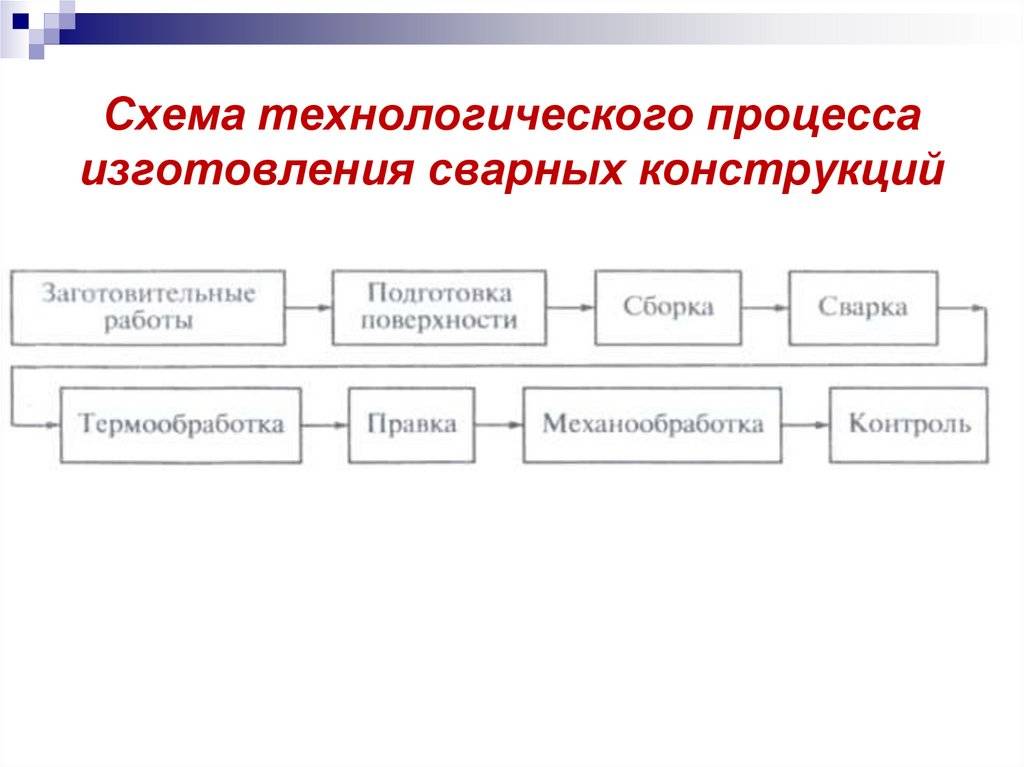
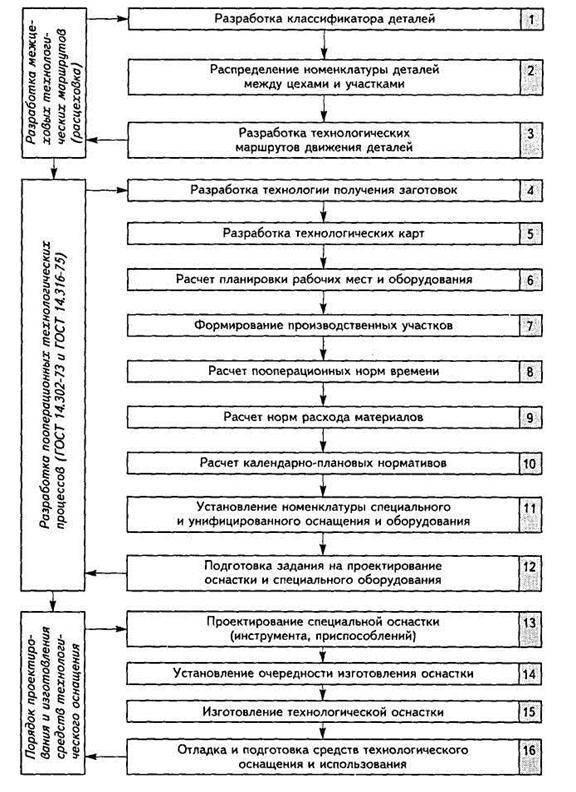
Схема технологического процесса
Технологи на предприятии занимают весьма важное положение. Они являются своего рода посредниками между конструкторами, создающими идею изделия и выпускающими его чертежи, и производством, которому предстоит воплощать эти идеи и чертежи в металл, дерево, пластмассу и другие материалы
При разработке техпроцесса технологи работают в тесном контакте не только с конструкторами и производством, но и с логистикой, закупками, финансами и службой контроля качества. Именно техпроцесс и является той точкой, в которой сходятся требования всех этих подразделений и находится баланс между ними.
Описание технологического процесса должно содержаться в таких документах, как:
- Маршрутная карта — описание высокого уровня, в нем перечислены маршруты перемещения детали или заготовки от одного рабочего места к другому или между цехами.
- Операционная карта – описание среднего уровня, более подробное, в нем перечислены все операционные переходы, операции установки-съемки, используемые инструменты.
- Технологическая карта — документ самого низкого уровня, содержит самое подробное описание процессов обработки материалов, заготовок, узлов и сборок, параметры этих процессов, рабочие чертежи и используемая оснастка .
Технологическая карта даже для простого на первый взгляд изделия может представлять собой довольно толстый том.
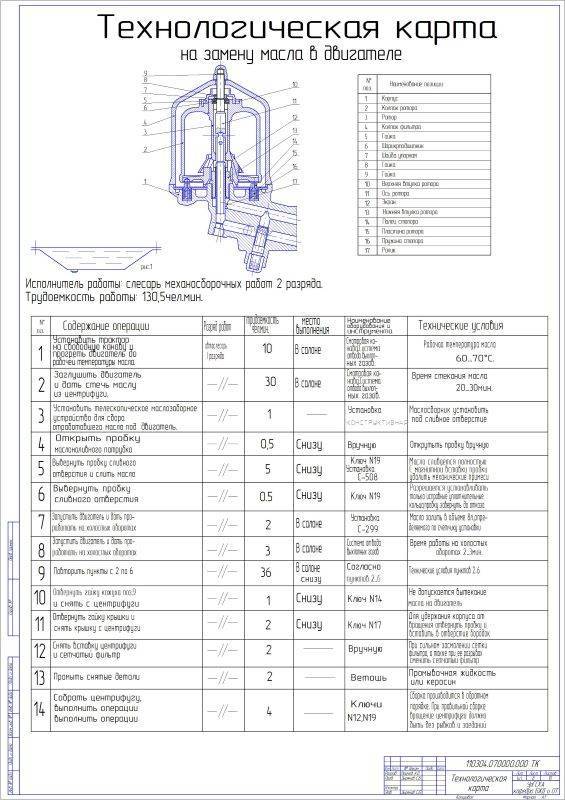
Технологическая карта
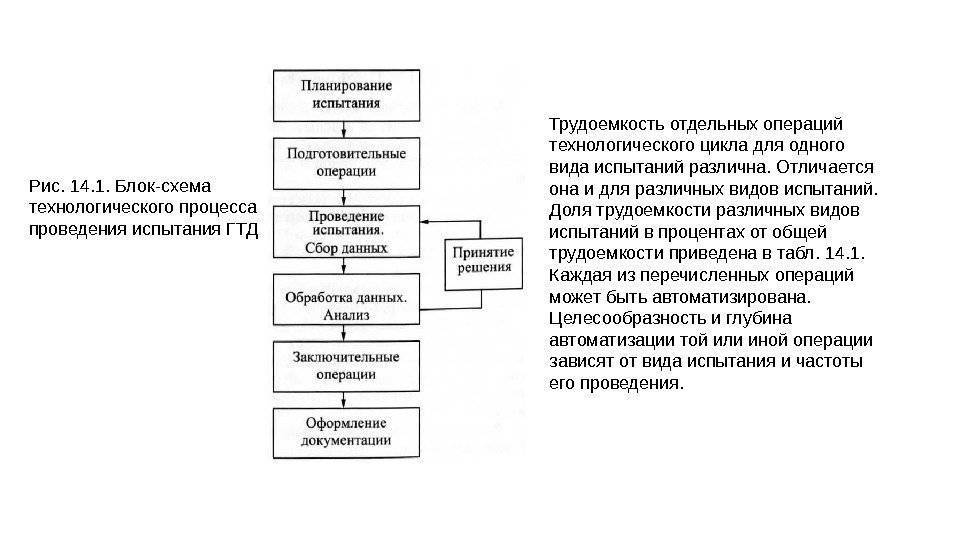
Для сравнения и измерения технологических процессов серийного производства применяются следующие характеристики:
- Цикл технологической операции — длительность (измеряется в секундах, часах, днях, месяцах) операции, повторяющейся с определенной периодичностью. Отсчитывается от момента начала операции до момента ее окончания. Длительность цикла не зависит от числа заготовок или деталей, обрабатываемых одномоментно.
- Такт выпуска изделия – промежуток времени, через который выпускается это изделие. Рассчитывается как отношение времени, за которое выпускается определенное количество изделий, к этому количеству. Так, если за 20 минут было выпущено 4 изделия, то такт выпуска будет равен 20/4=5 минут/штуку .
- Ритм выпуска – величина, обратная такту, определяется как число изделий, выпускаемых в единицу времени (секунду, час, месяц и т.п.).
В дискретном производстве такие характеристики технологических процессов не находят применения ввиду малой повторяемости изделий и больших сроков их выпуска.
Производственная программа — представляет собой список названий и учетных номеров выпускаемых изделий, причем для каждой позиции приводится объемы и сроки выпуска.

Производственная программа
Производственная программа предприятия складывается из производственных программ его цехов и участков. Она содержит:
- Перечень выпускаемых изделий с детализацией типов, размеров, количества.
- Календарные планы выпуска с привязкой к каждой контрольной дате определенного объема выпускаемых изделий.
- Количество запасных частей к каждой позиции в рамках процесса поддержки жизненного цикла изделий.
- Подробную конструкторско-технологическую документацию, трехмерные модели, чертежи, деталировки и спецификации.
- Техусловия на производство и методики управления качеством, включая программы и методики испытаний и измерений.
Производственная программа является разделом общего бизнес-плана предприятия на каждый период планирования.
Производственный процесс: операции, этапы и составные части
Производственный процесс представляет собой сложную организационную структуру, которая включает в себя составные части, этапы и операции. К компонентам процесса создания продукции относят все инструменты, при помощи которых происходит его организация. В их число включают:



- Повышение квалификации сотрудников. Переобучение работников может понадобиться в случае введения в эксплуатацию новых технических средств труда.
- Инструменты, необходимые для осуществления производственного процесса. К ним относят оборудование, ручные средства, а также машинные орудия.
- Предмет производственного процесса – это сырье, которое подвергается обработке с целью получения готового продукта.
- Топливные ресурсы представляют собой средства, при помощи которых осуществляется работа оборудования. К ним относят электроэнергию, жидкости, предназначенные для двигателей внутреннего сгорания, тепло и т.д.
- Область производства – это место, где осуществляется процесс изготовления продукции. Это может быть производственное помещение, открытая площадка, земля.
Также к составным частям производственного процесса можно отнести информационное обеспечение, так как каждая операция выполняется по четким регламентам
Кроме компонентов системы, важно рассмотреть операции и этапы:
| Операции производственного процесса | Этапы производственного процесса | ||
| Операция | Описание | Этап | Описание |
| Основная | Непосредственное изготовление продукции | Производство | Процесс создания продукции путем обработки сырья |
| Перемещение | Поступление сырья на производство, отгрузка готовой продукции. | Обработка | Доведение предмета труда до идеала |
| Сборка | Комплектование готовой продукции путем объединения нескольких ее составных частей | ||
| Контроль | Проверка качества готового продукта. | Регулирование (настройка) | Тестирование предмета труда, внесение коррективов в случае выявления недостатков |





