

Расшифровка аббревиатур
ММА (РДС)
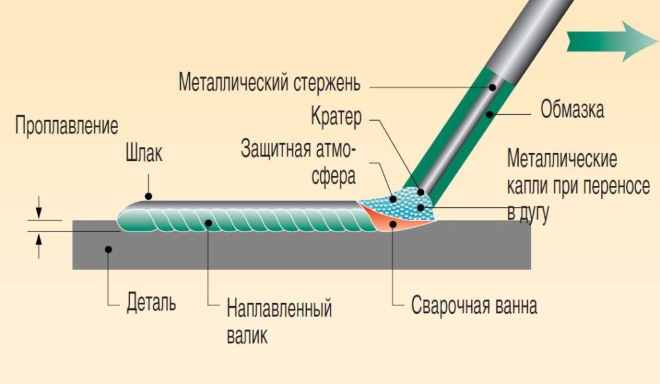
MMA (Manual Metal Arc)-ручная дуговая сварка штучными (покрытыми) электродами с помощью инвертора или трансформатора. Техническая литература советских времен оперировала обозначением РДС. Процесс сварки происходит за счет плавления металлического стержня – электрода, покрытого специальной обмазкой, которые имеют свою классификацию. Основное ее предназначение заключается в защите сварочной ванны от воздуха, предотвращая окисление металла. Расплавленный стержень образует сварочный шов, а использованное покрытие остается в виде шлака.
 Сварка покрытым электродом
Сварка покрытым электродом
РДС возможна как на постоянном, так и на переменном токе. При постоянном токе возможны два варианта подключения зажима массы и держателя электрода, поэтому существует сварка на прямой и обратной полярности. Переменный ток такой особенностью не обладает – как подключать электрод в данном случае не имеет значения. Приведенный рейтинг надежности сварочных инверторов поможет подобрать аппарат, который прослужит долгие годы.
Поскольку метод ММА самый популярный ввиду его простоты и относительно недорого применяемого оборудования, с вопросом как научиться варить электросваркой самостоятельно стоит ознакомиться непременно.
TIG(WIG) или РАДС
TIG (Tungsten Inert Gas) – технология дуговой сварки в среде инертного газа неплавящимся электродом. Вольфрам – (англ.Tungsten) очень тугоплавкий металл с температурой плавления около 3500 С, поэтому он является основой для производства подобного рода электродов. Иногда можно встретить иные вариации этого способа:
- WIG(Wolfram Inert Gas) – название образовано от немецкого написания;
- GTA (Gas Tungsten Arc) – в данной аббревиатуре опущено химическое взаимодействие защитного газа.
Т.к. электрод является неплавящимся, процесс аргонной сварки происходит по другому сценарию:
- электрическая дуга возбуждается между концом электрода и свариваемым металлом;
- заполнение сварочного шва происходит путем подачи в сварочную зону специального присадочного материала – прутка;
- сварочная ванна защищается газовым облаком.
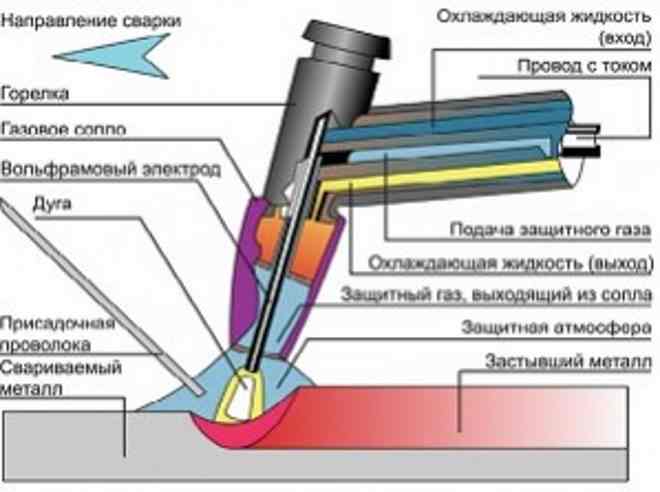 Процесс сварки по методу TIG
Процесс сварки по методу TIG
Защитным инертным газом, т.е. газом, молекулы которого химически не взаимодействуют в процессе сварки с основным и присадочным материалом, в данном случае выступает аргон. Именно поэтому за ним закрепилось название “ручная аргонно-дуговая сварка” или РАДС.
Аргон может использоваться при сварке плавящимся электродов – MIG метод, речь о котором пойдет ниже.
В технических характеристиках сварочного оборудования помимо обозначения TIG всегда дополняется упоминанием рода сварочного тока DC (Direct Current) – постоянный ток или AC/DC (Alternating Current/Direct Current) – переменный/постоянный ток
В данном случае это очень важно. К примеру, сварка алюминия аргоном производится на переменном токе
MIG / MAG
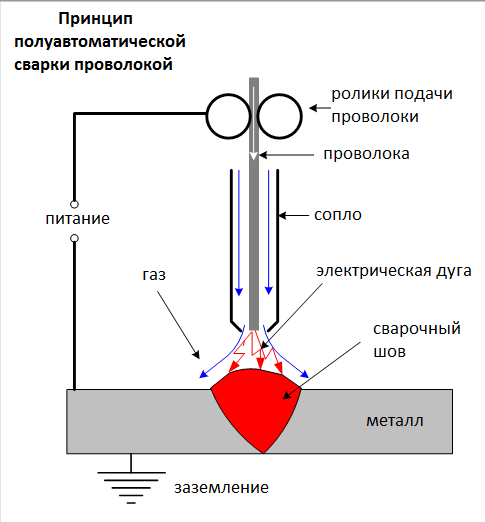
MIG/MAG (Metal Inert/Active Gas) – метод дуговой сварки в защитной среде инертного/активного газа с помощью плавящегося электрода в виде стальной или иной проволоки в зависимости от типа соединяемого металла.
 Схематичное изображение mig/mag-метода
Схематичное изображение mig/mag-метода
Под МИГ или МАГ сваркой обычно подразумевают полуавтоматическую. Основной задачей данного способа была идея создания “бесконечного электрода”, чтобы тем самым добиться значительной производительности сварочных работ. Ведь при РДС методе приходится часто менять электрод по мере его расходования, что в некоторых случаях является крайне не удобным. Как и при ТИГ сварке здесь применяются защитные газы.
В роли инертного обычно выступает аргон и его смеси, который подходит, к примеру, для сварки алюминия и его сплавов полуавтоматом. Активным газом, т. е. взаимодействующим в процессе со свариваемым металлом, как правило является углекислый газ( углекислота). Вы можете услышать от сварщика словосочетание “сварка полуавтоматом в среде углекислого газа“, подразумевающий способ MAG(МАГ).










Данный способ наиболее распространен ввиду повышенной производительности по сравнению с MMA, и дающий лучший результат в качестве сварного шва.Определиться с выбором сварочного аппарата поможет рейтинг бытовых полуавтоматов на основе отзывов опытных сварщиков.
Надеемся, что данная статья поможет разобраться в классификации основных методов сварки, а также будет полезной при выборе оборудования и материалов с английскими аббревиатурами.
Нужен выпрямитель или инвертор?
они способным работать только с постоянным током
- Максимальная мощность. Данный показатель особенно важен сварщикам, планирующим выполнять работы в частном доме. Стандартные пробки не рассчитаны на эксплуатацию мощных устройств. Кроме того, от величины зависти уровень энергопотребления агрегата.
- Уровень предохранителей. Чем выше этот параметр, тем качественнее необходима проводка. Использование профессионального аппарата в сочетании со старой алюминиевой проводкой без каких-либо предохранителей в лучшем случае может привести к повреждению сети, а в худшем – к пожару из-за короткого замыкания.
- Необходимое напряжение. Приборы бытового назначения имеют однофазную конструкцию. Это означает, что они пригодны к использованию в условиях домашней электрической сети, с напряжением 220В. Продвинутым устройствам трехфазного типа необходимо напряжения 380В. Несоблюдение требований сети ведет к быстрой поломке оборудования.
- Уровень тока. Единица измерения – ампер. Аппараты промышленного типа способны выполнять работы в большом диапазоне сварочного тока. По данной величине судят о производительности устройства. Влияет на размер сечения электродной проволоки – высокий ток позволяет использовать присадочные материалы большего диаметра.
На окончательный выбор может повлиять сфера применения полуавтомата. Для домашнего пользования лучше подойдут универсальные инверторы, которые обладают небольшими габаритами и весом, нежели массивный выпрямитель.
Один человек способен легко переносить инверторный полуавтомат. Кроме того, он способен выполнять работы в режиме ручной дуговой сварки.
Рынок предлагает продукцию как отечественных, так и зарубежных производителей. Для окончательного решения советуем ознакомиться с независимыми обзорами на специализированных форумах.
Области применения
MIG или MAG сварка используется в разных областях производства и промышленности. Этот метод сваривания отлично подходит для изготовления автомобилей, локомотивов, кораблей, а также высокопрочных металлических конструкций. Этот метод уникален тем, что он производится среде защитных газов, которые предотвращают окисление свариваемой области. В результате этого получается прочный и качественный сварной шов.
Также сварочный процесс миг часто используется в разных отраслях промышленности. Этот технологический процесс широко распространен в обычных мастерских, на станциях сервисного обслуживания. Применяют этот метод, где только можно, потому что он действительно подходит для любых металлических изделий из разного вида металла.
Так что такое MIG или MAG сварка? Отличие между этими двумя технологиями состоит в виде используемого защитного газа. Итак, полуавтоматическая сварка MAG/MIG имеет дословную расшифровку — Metal Inert/Active Gas. Данная технология проводится в инертной или активной среде газа. Подача припоя производится при помощи пистолета сварочного аппарата в область соединения.
Стоит отметить! Во время проведения сварочных работ сварщик подбирает необходимое напряжение дуги, которая расплавляет проволоку. Этот элемент является токопроводящим электродом и присадочным материалом.
Достоинства и недостатки
Сварочный аппарат для MIG часто ругают за его громоздкость. Его просто так не повесишь на плечо, придется тащить с собой огромный баллон с газом и прочие комплектующие. Вы не сможете быстро переместиться с одной точки в другую, только если не установите весь комплект оборудования на специальную тележку.
Но, несмотря на это, у миг сварки множество достоинств, которые с лихвой перекрывают недостатки. Так, например, при работе не выделяются опасные пары, дуга достаточно легко разжигается (это плюс оценят новички), проволока расходуется очень экономно, есть возможность варить практически любые металлы любой толщины.
Используемое оборудование
Источниками сварочного тока служат автономные генераторы, понижающие трансформаторы, а также появившиеся сравнительно недавно инверторные преобразователи ММА типа.
Сварочный генератор
Генератор для ММА сварки обычно представляет собой синхронную электрическую машину, приводимую двигателем внутреннего сгорания, дизельным или бензиновым. Конструктивно такой генератор очень близок к агрегатам, предназначенным для обеспечения резервного электропитания.
Отличие заключается в уровне выходного напряжения (у сварочных агрегатов оно обычно составляет 70 – 75 Вольт) и наличии выпрямительного блока, обеспечивающего сварку постоянным током.









Идентичность основных узлов сварочных и резервных генераторов обусловливает тот факт, что обычно такие машины конструируются как универсальные. При переключении уровня выходного напряжения и исключении выпрямительного блока, агрегат превращается в обычный генератор резервного питания.
Сварочный трансформатор
Это традиционный источник тока, применяемый в ММА сварке. Представляет собой обычный понижающий трансформатор, имеющий вторичное напряжение холостого хода от 50 до 80 Вольт. По конструкции бывают трехфазными, на напряжение 220/380 Вольт, либо однофазными, на 220 либо 380 Вольт.
Однофазные трансформаторы, как правило, используются для сварки переменным током и не содержат выпрямителей. Трехфазные преобразователи комплектуются диодными мостами и применяются для сварки ММА постоянным током.
Это объясняется тем, что однофазное переменное напряжение, после выпрямления представляет собой последовательность пульсаций с амплитудой от 0 до максимального напряжения, что вызывает неустойчивость горения дуги при сварке электродом для постоянного тока. Поэтому, однофазные выпрямители ММА требуют применения средств, сглаживающих пульсации, в виде мощных дросселей и объемных конденсаторов.
Трехфазные выпрямители ММА выдают напряжение, значительно более приближенное к постоянному, имеющее незначительные пульсации. Такие сварочные аппараты ММА в настоящее время имеют наиболее широкое применение на производственных предприятиях, обеспечивая высокое качество сварных соединений.
Сварочный инвертор
Без преувеличения можно сказать, что этот тип оборудования произвел революцию в сварочном деле. Принцип его работы заключается в следующем: входное напряжение (чаще всего однофазное, 220 Вольт) выпрямляется, затем поступает на инвертирующий генератор высокой (до 100 кГц) частоты, построенный на мощных IGBT – транзисторах.
После этого, переменное напряжение высокой частоты трансформируется до необходимого уровня и выпрямляется. В результате, на выходе аппарата ММА (или другого типа) формируется постоянное напряжение с наложенными на него высокочастотными пульсациями.
Это свойство инверторного аппарата позволяет выполнять работу, используя различные типы электродов. С успехом могут применяться сварочные электроды, предназначенные для работы с постоянным током, а также предназначенные для переменного тока сварки mma.
Ну, а самое главное, что принесла инверторная технология – сварочный аппарат значительно уменьшился в размерах и по весу. Это стало возможным благодаря особенностям преобразования напряжения высокой частоты.
Дело в том, что трансформатор, понижающий напряжение частотой в десятки килогерц до необходимого уровня, на порядок меньше и легче работающего с частотой 50 Гц при той же мощности.
То же самое можно сказать о конденсаторах фильтров. В результате, вместо трансформатора, перемещение которого было возможно только с применением грузоподъемной техники, сварщик получил сварочный портативный инвертор mma, переносимый на плечевом ремне и выполняющий те же функции.
Особенности
Полуавтоматическая сварка MIG MAG эффективна только при соблюдении всех правил и учете всех особенностей. О некоторых из них мы и расскажем далее.
Выбор аппарата
Для начала немного про оборудование
Сварочные аппараты MIG MAG выполняют специфические задачи, поэтому нужно выбирать сварочник с особым вниманием. Прежде чего, обратите внимание на каком токе работает аппарат: на постоянном или на переменном
Мы рекомендуем приобретать аппарат на постоянном токе и устанавливать обратную полярность при выполнении работ.

Сварочный полуавтомат на переменном токе или на постоянном токе и прямой полярностью не способен генерировать стабильную сварочную дугу. В таких условиях трудно формировать шов, поскольку присадочная проволока плавится слишком быстро и при этом металл разбрызгивается.










Также обратите внимание на дополнительный функционал. Многие аппараты для MIG/MAG сварки могут также выполнять MMA или MMA и TIG сварку
Подобные сварочники универсальны и в разы увеличивают ваши возможности при проведении работ. Вам не нужно иметь несколько разных аппаратов, когда все функции есть в одном.
Выбор расходных материалов
Теперь о расходных материалах. Сначала о проволоке. Ее диаметр подбирается исходя из толщины металла, который вы собирайтесь варить. Состав проволоки должен быть идентичен составу основного металла. Нельзя применять условно медную проволоку для сварки нержавеющей стали. Это грубейшая ошибка.
Что касается защитного газа, то здесь все не так сложно, как может показаться на первый взгляд. Можно использовать инертный, активный газ или газовые смеси. Мы дадим несколько рекомендаций касаемо выбора защитного газа при сварке различных металлов.

Для сварки цветного металла и его сплавов, а также материалов на основе цветмета лучше всего применять инертный газ. Это может быть гелий, аргон или газовые смеси из аргона и гелия в различных пропорциях. Если варите медь и кобальт, используйте азотный газ. При работе с различными типами стали лучше применять углекислоту (углекислый газ). Но учитывайте, что в этом случае проволока должна содержать повышенное количество кремния и марганца.
Также опытные сварщики используют смеси из инертных и активных газов, чтобы улучшить стабильность горения дуги и уменьшить разбрызгивание металла. Это очень специфичная тема, которая приходит с опытом. Так что в этой статье мы не будем затрагивать тему смеси из инертного и активного газа.
Формирование шва
При MIG/MAG сварке важен не только сварочный аппарат и расходные материалы, но и то, как вы формируете шов. Как мы уже писали выше, при данном методе сварки шов формируется благодаря расплавленному металлу и расплавленной проволоке. Поэтому форма готового сварного валика зависит от того, как вы переносите расплавленную проволоку в сварочную ванну.
Полуавтоматическая сварка
Выбор оборудования для сварщика огромен. Очень популярен сварочный аппарат категории MIG MAG. Он используется почти во всех ремонтных автомастерских благодаря получению высококачественного шва.
Большинство сварочных аппаратов сейчас используют инверторы. Частота сварочного тока в них практически не зависит от изменения сетевого напряжения. При этом они имеют компактные размеры и вес, что позволяет делать их мобильными.
Так как источник питания у большинства видов электродуговой сварки имеет одинаковые параметры, то производители стали создавать универсальные модели, способные работать в различных режимах и разными видами горелок. Особенно получила развитие полуавтоматическая сварка MIG MAG и TIG.
Автомат подачи
Устройство постоянной подачи присадочной проволоки осуществляет поступление без проскальзывания и зажёвываний, в инвертор загружается кассета весом от 5 до 15 кг, с диаметром 0,8—1,2 мм. Подробная комплектация автоматической подачи выглядит так:
- Рукав для сварочных работ состоит из гибкого каркасного кабеля, обтянутого многослойной резиной, которая защищает и изолирует силовой провод. Внутри имеется спирального вида канал для непрерывной подачи проволоки и изолированный шланг подачи защитного газа.
- Механизм подачи присадки — осуществляет постоянное движение проволоки по каналу, состоит из электрического двигателя и прижимных роликов, настроенных на определенное усилие.
- Отсек для установки катушки с намотанной проволокой. Располагается рядом с механизмом подачи, причем емкость с присадком располагается вертикально или горизонтально относительно последнего. Фиксация происходит зажимом или гайкой.
- Осуществляет регулировку блок управления подачи. Существуют два способа — электронный, с применением реостата или механический, используя сменные шестерни.
На современных моделях имеются цифровые табло, где выставляется точная скорость подачи проволоки, чтобы обеспечить качество формирования шва.
В. П. Игнатенко, образование: колледж, специальность: сварщик 4 разряда, опыт работы с 2000 года: Автоматическая подача проволоки облегчает работу исполнителя и ускоряет производительность, но надо быть внимательным и иметь определенный опыт.
Меры безопасности
Независимо от того какой метод сварки используется — ММА, МИГ, МАГ, ТИГ, обязательно требуется соблюдать важные меры предосторожности и безопасности:
- В процессе электродуговой сварки образуется яркий свет, который оказывает негативное влияние на глаза, зрение, кожу. Обязательно требуется использовать специальную защитную маску;
- Необходимо применять перчатки из прочного материала, которые смогут защитить руки от брызг расплавленного и горячего металла. Кроме этого они будут предохранять от нагрева и ультрафиолетового излучения, которое образуется во время сварочного процесса;
- Сварщик должен одеть защитный костюм. Он должен быть изготовлен из прочного материала, через который не должны проникать брызги раскаленного металла. Если костюма нет, то одежда не должна быть выполнена из синтетической ткани, которая обладает легким воспламенением;
- Для работы рекомендуется одевать закрытую обувь, в которую не смогут проникнуть брызги расплавленного и горячего металла;
- Помещение, в котором выполняется сварка, должно хорошо проветриваться и вентилироваться. Во время работ выделяются вредные вещества, которые могут оказать негативное влияние на состояние здоровья.
Но все же перед тем как приступать к работам стоит для начала изучить классификацию способов сварки в защитных газах и рассмотреть важные особенности.
Технология сварки MAG/MIG пользуется высокой популярностью среди многих сварщиков, это связано с ее простотой и высоким качеством. Она отлично подходит для разных видов металлов, после ее проведения можно получить прочный и гладкий сварной шов, который обеспечит длительный износ всей металлической конструкции.










Применяемое оборудование
Что такое MIG сварка мы рассмотрели выше. По сути происходящих процессов этот вид технологии можно описать как особым образом организованное плавление металлов, дополненное наличием специального защитного состава (инертного газа). Во время этого процесса используется специальное оборудование, которое его поддерживает, оснащает механизмами для полноценного проведения сварки.

Сварка МИГ МАГ осуществляется с использованием любых полуавтоматических систем, включая сложное инверторное оборудование. Наилучшим и подходящим вариантом для данной технологии является сварочный инвертор типа миг. При помощи него можно производить сваривание сталей всех марок, а также он прекрасно работает с разных цветных металлов.
Оборудование для дуговой сварки в защитных газах содержит в составе следующие важные компоненты:
- Источник постоянного или переменного тока (импульсный инвертор или обычный преобразователь);
- Баллон с защитным газом. Этот элемент должен быть оснащен редуктором;
- Набор шлангов и кабелей, которые требуются для подачи газового состава;
- Горелки с механизмом продвижения плавильного прутка.
В качестве плавящегося электрода применяется специальная проволока из алюминиевой основы, стали или других материалов. Она намотана на барабан и подается в область сваривания автоматически. Скорость подачи пропорциональна ее диаметру и току сваривания.
Во время сварочного процесса сварщик заносит горелку в область сваривания и нажимает рукоятку. При появлении дуги электродвигатель подает проволоку к области шва, а газ под давлением производит обдувание сварочной ванны и предотвращает попадание атмосферных газов в раскаленный металл, которые могут вызвать его окисление.
При проведении ММА сварки используется инертный газ, который выполняет функции покрытия обычного электрода. Но во время данной технологии защитная атмосфера поддается извне в уже готовом состоянии, она не образуется при сжигании покровных материалов, которые находятся вокруг стального стержня.

Несмотря на то, что используемый сварочный аппарат — полуавтомат MIG обладает большими размерами и тяжелым весом, он имеет целый ряд положительных качеств:
- Во время сваривания не происходит выделение ядовитых компонентов;
- Устройство обеспечивает легкое разжигание и удерживание дуги;
- Имеют минимальный расход проволоки;
- При помощи данных аппаратов можно легко сваривать тонкие листы.
Обратите внимание! Сварка в среде защитных газов MIG/MAG может работать при постоянном токе с обратной или прямой полярностью. Иногда может применяться синусоидальный ток
Все зависит от особенностей свариваемого металла.
Второй вид полуавтоматической сварки — MAG (metal active gas welding), этот процесс производится в среде углекислого газа. Весь процесс имеет такой же принцип как сварка MIG, но в баллон закачан углекислый газ, который намного дешевле инертного газа.
Однако его применение обладает некоторыми ограничениями — при помощи него можно производить сваривание легированные и низколегированные стали. Но при этом технология MAG обладает простым проведением, имеет широкий набор функций, которые делают процесс легким и удобным.
Полуавтоматический сварочный аппарат MIG/ MAG может работать в двух режимах — с инертным и углекислым газом. Устройство обладает широкими возможностями регулировки, он позволяет работать со сварочной проволокой, которая имеет любой диаметр. Часто применяется присадочный материал с диаметром 0,5-4 мм, подбор зависит от показателя толщины материала и его качеств.
Общая информация по аббревиатурам сварки
Сварку применяют для того, чтобы выполнить соединение металлических деталей. Работа сварщика состоит в расплавлении кромок элементов с помощью специальных приспособлений. После совмещения они застывают и образуют единое целое. Полученный шов отличается высокой прочностью и не поддается даже колебательным нагрузкам.
Виды сварки можно перечислить такие: MIG, MAG, MMA, TIG.
MMA расшифровывается как «ручная дуговая сварка». Этот способ распространен на производстве.










У TIG расшифровка такова: «вольфрам в инертном газе». Сварка TIG – дуговая разновидность, при проведении которой используется неплавящийся электрод. Процесс при ТИГ проходит в среде инертного газа.
Это тип работ проводится с использованием вольфрамовых стержней. Температура плавления может достигнуть более 3000 °С. С помощью оборудования расплавляют присадочную проволоку, заполняя зазор между заготовками.
Как производится пайка по данной методике?
Во время пайки газ подаётся из специального сопла, которое прикреплено к сварочному аппарату. Помимо этого, работа по mag методике может быть осуществлена в специальном помещении, обработанном необходимым составом. Последний способ в основном применяется на предприятиях. В первом случае газ подается равномерно во время пайки на поверхность расплавленного металла.
Подача проволоки при mig
пайке производится вручную или в автоматическом режиме. Главное при использовании mag технологии, чтобы проволока двигалась равномерно и без остановок, тогда шов будет прочный и аккуратный. Такая работа должна осуществляться только опытным специалистом, особенно если требуется сварка высокоточных конструкций.
Сваривание металлов плавлением производится различными способами, которые объединяет одно — использование электрической дуги (исключая газовую сварку). Одной из самых популярных является MIG сварка в полуавтоматическом режиме. Она доступна даже начинающему сварщику, а профессионалы могут сваривать практически любой металл, в различной толщине и сложности конфигурации стыкующихся деталей.
По своей технической сути — это сварка плавлением в атмосфере защитного газа, исключающей химические реакции в расплаве(GMAW — Gas metal Arc welding). Сварочный аппарат MIG работает в среде — аргона, гелия или других инертных газов. Свариваются этим методом стали различных марок, алюминий, магний, титан,сплавы никеля. Общее название — сварка в инертном защитном газе MIG (metal inert gas welding).





