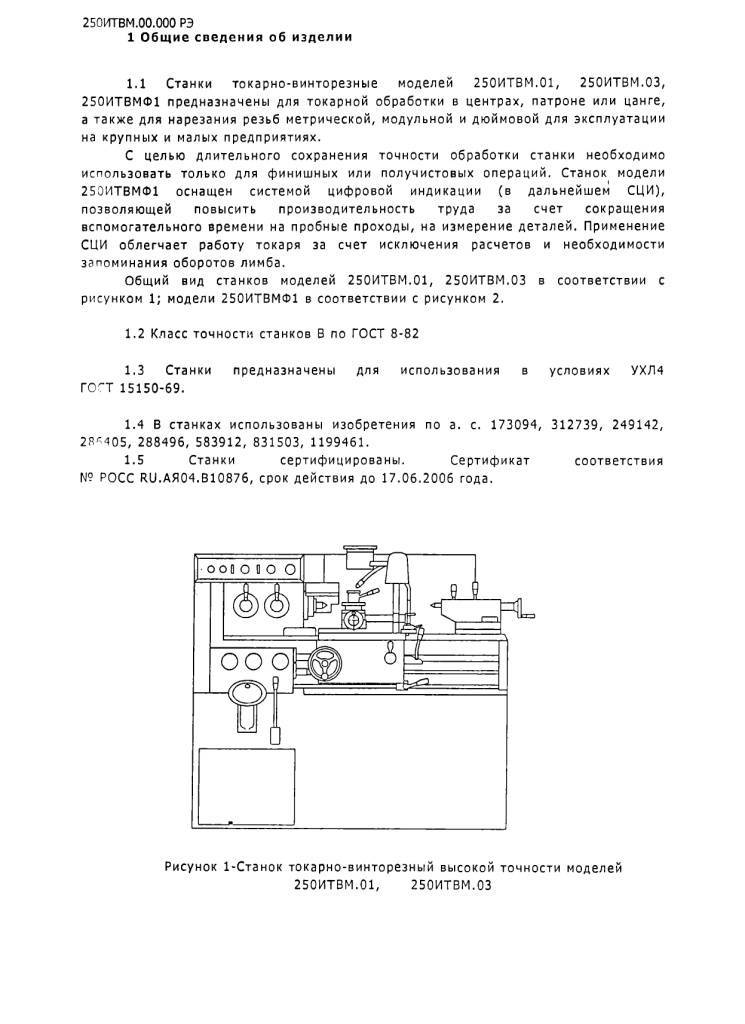
Конструкционные особенности устройства
Семейство токарных станков Иж разработано так, чтобы обеспечивать минимальное отвлечение персонала и гарантировать стабильные режимы работы. Краткое описание особенностей функционирования и оснащения:
- при токарных работах, подача смазки на ходовой винт осуществляется автоматически;
- фартук, в котором устанавливается механика обработки — гарантирует высокую жесткость упора, снижает нагрузки на механизм коробки передач;
- большие диапазоны движения суппорта, значения подачи, оборотов главного вала обеспечивают высокую производительность, а также качество обработки поверхности;
- для регулировки скорости вращения шпинделя агрегата применен роботизированный механизм, он же отвечает за предварительную установку режима для проведения следующей операции;
- система приводных ремней и общая конструкция системы шестерен главного привода обеспечивают высокую скорость замены шкивов и не требует замены элементов для получения нужного режима эксплуатации;
- задняя бабка сконструирована таким образом, чтобы обеспечивать удобное управление в сочетании с высокой жесткостью.
- при нарезке резьбы не требуется менять колеса гитары за счет особой конструкции механики коробки подач;
- в конструкции головки резцов использована схема с беззазорной сцепкой. Это не только повышает точность установки рабочего органа, но и обеспечивает высокую жесткость;
- работу подачи регулирует всего одна рукоятка.
Конструкция всех моделей семейства отличается высокой прочностью и долговечностью. Все рабочие поверхности выполнены из износоустойчивого хромоникилевого чугуна. Все элементы проходят закалку, шлифовку. Компоновка станков классическая, не предусматривающая продольно фрезерный тип операций.
Для удобства работы оборудование оснащается лампой освещения рабочей области с изменяемым положением.
Системы безопасности включают:
- защиту от коротких замыканий электросистемы;
- структуру аварийного останова главного двигателя при превышении нагрузки на валу;
- блокировочные приспособления для недопущения одновременной подачи в двух направлениях;
- систему предотвращения случаев, когда валик и винт включаются одновременно.
Компания производитель, легендарный завод ИЖМАШ, предлагает несколько модификаций оборудования, отличающихся регулировкой главного привода и другими характеристиками. В частности, существуют системы без редуктора, в которых изменение скорости вращения шпинделя осуществляется модификацией оборотов электродвигателя. В станках такого класса используется более мощная модель привода в 5.5 кВт.
Назначение и описание агрегата
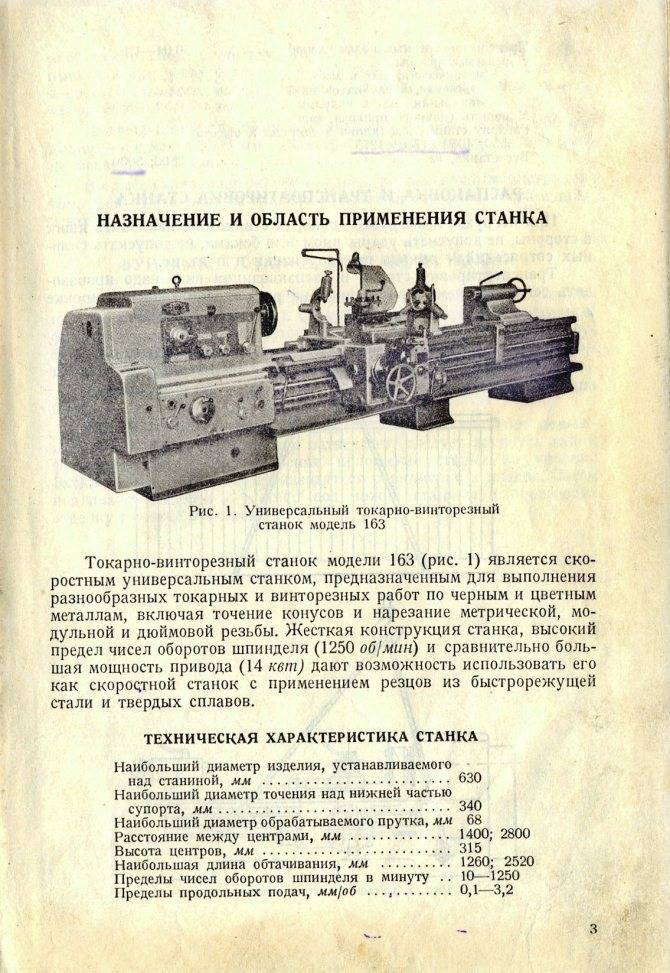
Станок токарно-винторезный 250ИТВМ.01отличается приличным по величине набором функций, а также вменяемой ценой. Такой агрегат легко обтачивает небольшие металлические заготовки. Чтобы его высокая точность обработки сохранялась подольше, не используйте его под крупные серии деталей и, в особенности, для их предварительной обработки. Для таких процессов в линейке есть агрегат в исполнении 250 ИТПМ, который производится под заказ.
Указанное оборудование выпускалось станкостроительным заводом ИжмашСтанко (Ижевск). Агрегаты, комплектующие изделия и запчасти к нему имеются в продаже в полном объеме. Причем их стоимость приемлемая.
Вся рассматриваемая нами серия станков разрабатывалась на основе конструктивно и технически удачной схемы агрегата ИЖ1И611П. Они выполняют разнообразные виды токарных операций с фиксацией детали патроном, цанговым зажимом либо вращающимися центрами, производят нарезку резьбы дюймовой, метрической и модульной резьбы.
Основной привод выполнен электродвигателем, работающим на клиноременную передачу (одиночную и поликлиновую) или зубчатый редуктор (12-и ступенчатый).
В корпус передней бабки монтируют:
- Шпиндельный узел, объединенный со входным шкивом.
- Комплекты зубчатых колес (два) – перебор (с передаточным соотношением 1 : 8) и звено, увеличивающее шаги для резьбы.
Повысить производительность работ на станке позволяет отказ от пробного прохода с последующими замерами деталей. Это новшество реализовано в токарном станке ИЖ250ИТВМФ1. Для этого он имеет устройство цифровой индикации (УЦИ). Оно значительно упрощает работу специалиста по расчету глубины резания, соответствующего ей числа оборотов лимба с фиксацией их на экране. УЦИ способствует обеспечению станку высокой точности обработки за счет:
- Отражения величины размера (в мм, дюймах) с дискретностью в 0,1 – 100 мкм.
- Учета компенсационных поправок, учитывающих изнашивание трущихся пар станочного агрегата и кромки режущего инструмента.
Точный отсчет для поперечной подачи (до 0,005 мм/об) осуществляется механизмом типа «верньер». Это маховик с нониусной шкалой. Коробка подач в состоянии менять скорость резца при нарезании резьбы, точении и остальных операциях. Причем делает это в достаточно широких пределах. Резьба с высокой точностью нарезается при условии прямого подключения ходового винта к гитаре (без участия коробки подачи).




Электрооборудование станка
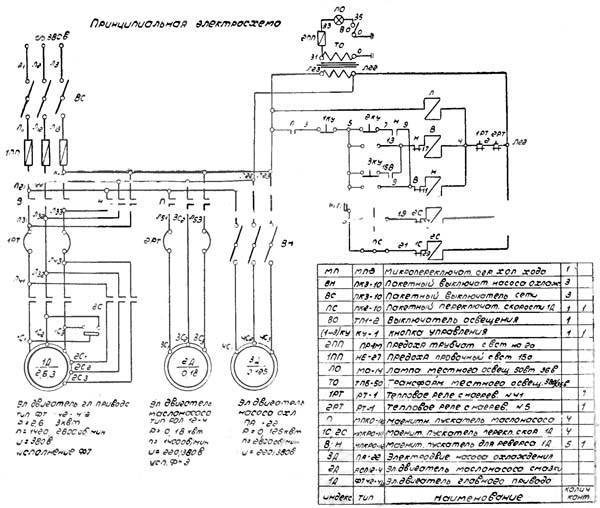
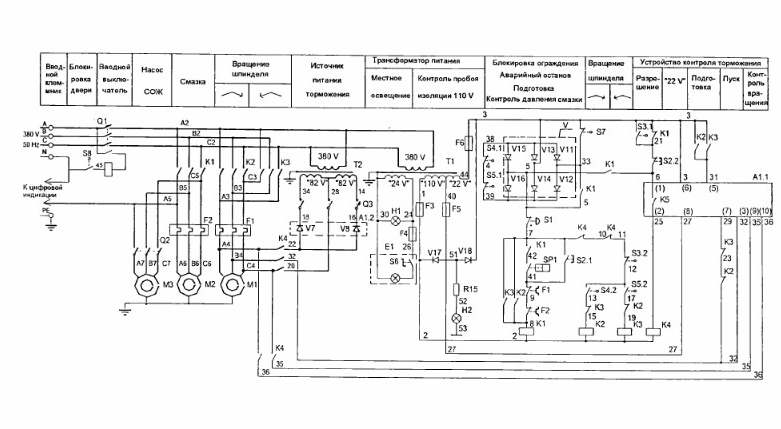
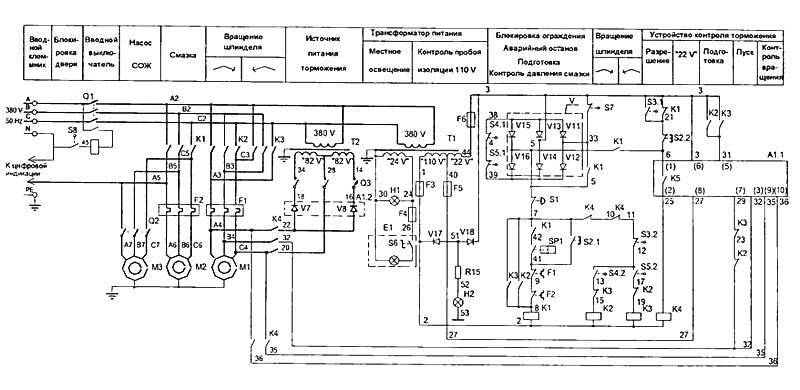
Электрическая схема токарно-винторезного станка ИЖ-250
Общие сведения
На станке установлено 3 трехфазных асинхронных короткозамкнутых электродвигателя:
- Двухскоростной электродвигатель главного привода типа ФТ42—4/2, 2,6/3 кВт. 420/ 2800 об/мин напряжение 380 В.
- Электродвигатель маслонасоса смазки АОЛ 12—4, Р = 0,18 кВт, n=1400 об/мин, 220/380 В, в. исп. Ф—3.
- Электродвигатель охлаждения типа 1A-22, Р=0,125 кВт, n=2800 об/мин, напряжение 220/380 В.
Электроаппаратура и пакетные выключатели включения внешней сети и насоса охлаждения находятся в нише правой тумбы. Кнопки направления вращения и стоповая, тумблер для включения местного освещения и переключатель выбора скорости ПС находятся на пульте, на коробке подач.
Электродвигатели и аппаратура рассчитаны включение в сеть 380 вольт. Местное освещение 26 В.
Описание работы электросхемы
Подключение электросхемы станка к сети осуществляется пакетным выключателем ВС, при этом через пускатель П включается электродвигатель маслонасоса смазки 2Д.
Для включения электродвигателя 1Д на 420 об/мин, (треугольник) ручка переключения ПС ставится в положение «1 скорость», замыкаются контакты 23-19.
Для включения электродвигателя 1Д на 2800 об/мин, (двойная звезда) ручка переключения ПС ставится в положение «II скорость».
Изменение скорости вращения эл. двигателя 1Д возможно путем изменения положения переключателя ПС.
В зависимости от выбранного направления вращения шпинделя нажатием кнопки 3KУ «Назад» включается пускатель Н.
Пример работы схемы
Пример работы схемы на II скорости и при направлении вращения шпинделя вперед:
Повернуть ручку переключателя ПС в положение «II скорость» подготавливается к включению пускатель 2С.
Нажатием кнопки 2КУ «Вперед» ставится на самопитание пускатель В, подготавливающий цепь 1Д на вращение в направлении «Вперед».
С поворотом рукоятки включения на микропереключатель МП замыкает свои н.з. контакты 5-23 и включается пускатель 2С.






В результате включения последовательно двух пускателей В и 2С двигатель 1Д получает вращение вперед на II скорости. Останов 1Д осуществляется кнопкой 1КУ «Стоп» или рукояткой фрикциона. Работа схемы при вращении 1Д в направлении назад или при скорости 1420 об/мин. происходит аналогично описанной.
Включение насоса охлаждения осуществляется пакетным выключателем BH с правой тумбы.
Защита и блокировка
Защита электрооборудования станка от короткого замыкания обеспечивается плавкими предохранителями 1ПП и 2ПП. Для защиты 1Д и 2Д ОТ перегрузок предусмотрены тепловые реле 1РТ и 2РТ. магнитные пускатели В и Н обеспечивают нулевую защиту 1Д.
Указания по эксплуатации станка
1. Не рекомендуется выключать станок во время его работы вводным пакетным выключателем ВС, т. е. разрывать им ток.
2. При срабатывании тепловой защиты электродвигателей 1Д или 2Д необходимо некоторое время выждать, чтобы он охладился, затем выключить 1РТ ИЛИ 2РТ кнопкой возврата и включить станок в работу.
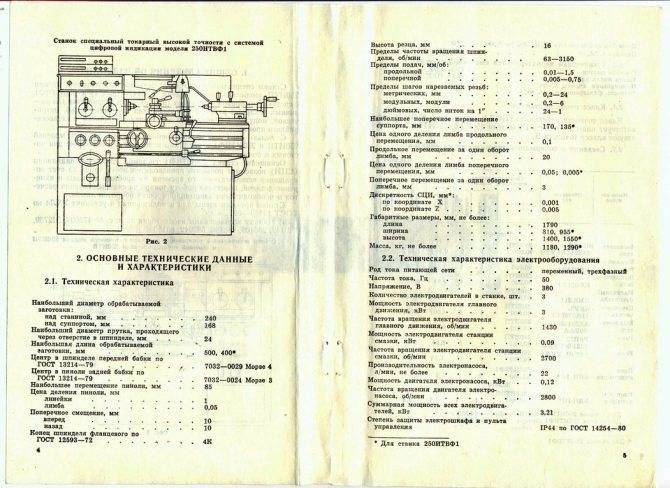
Станок токарно-винторезный высокой точности 250ИТВМ.03.Ф1 с УЦИ (РМЦ 750 мм)
Описание
Станок токарно-винторезный высокой точности 250ИТВМ.03Ф1 предназначен для выполнения разнообразных токарных работ в центрах, цанговых или кулачковых патронах, а также для нарезания метрических, модульных, дюймовых резьб. Станок 250 ИТВМ.03 отличается от базовой модели увеличенным межцентровым расстоянием и оснащен системой цифровой индикации.
ОСОБЕННОСТИ КОНСТРУКЦИИ:
Широкий диапазон чисел оборотов и подач обеспечивает производительную обработку при хорошем качестве поверхности. Преселективное управление скоростями шпинделя позволяет подготовить последующее включение во время работы станка и быстро осуществить его в нужный момент. Мнемоническое управление подачами обеспечивается одной рукояткой, направление включения которой совпадает с направлением выбранного перемещения суппорта с резцовой головкой. Беззазорная фиксация резцовой головки обеспечивает высокую жесткость и точность установки. Ходовой винт смазывается автоматически при нарезании резьбы. Конструкция шпиндельного узла позволяет быстро сменить приводные ремни без разборки узла. Станина станков 250 ИТВМ.01, 250 ИТВМ Ф1, 250 ИТВМ.03 изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отшлифованы. Механизм останова, расположенный в фартуке, предохраняет механизмы подач от перегрузок, а также позволяет работать по жесткому упору при точении.
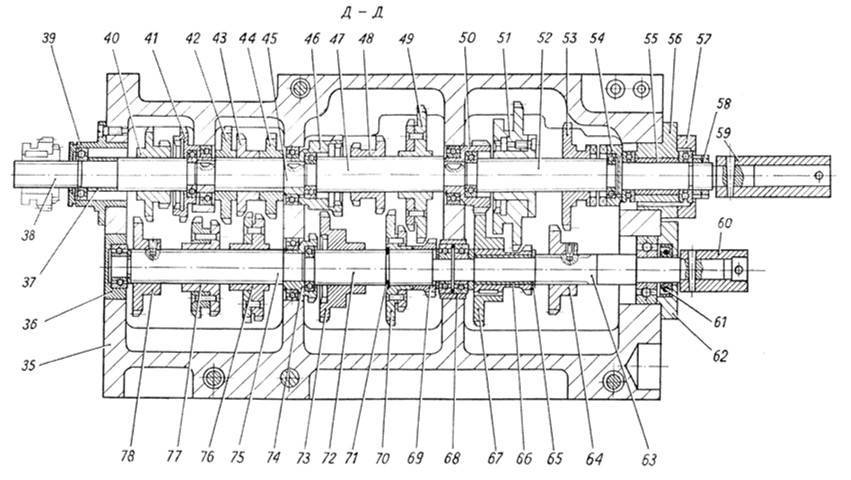
Привод главного движения осуществляется от электродвигателя через двенадцати скоростной редуктор, клиновые и поликлиновые ремни. При повороте маховика в двух селекторных дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки шестерен. После этого оттягиванием рукоятки на себя сначала осуществляется притормаживание вращающихся шестерен, а затем их переключение. В передней бабке размещены приемный шкив, шпиндель, перебор 1:8, звено увеличения шага резьбы. Станок модели 250 ИТВМФ1 оснащен системой цифровой индикации (СЦИ).Оснащение станка СЦИ позволяет:
- — осуществлять индикацию размеров в мм или в дюймах с дискретностью от 0,1 до 100 мкм;
- — проводить линейную компенсацию погрешностей механических элементов станка, например, износ направляющих;
- — вводить компенсацию износа инструмента.
Для точного отсчета поперечных перемещений предусмотрен механизм-верньер, позволяющий осуществлять перемещения 0,005 мм/об. Коробка подач обеспечивает широкий диапазон величин нарезаемой резьбы, продольной и поперечной подач. Для нарезания точной резьбы предусмотрено прямое соединение ходового винта с гитарой, минуя механизм коробки подач.
Фартук закрытого типа обеспечивает продольные и поперечные подачи суппорта вручную и механически от ходового валика, а также нарезание резьбы при помощи ходового винта. Управление подачами осуществляется одной рукояткой. Направление включения рукоятки совпадает с направлением перемещения суппорта. Наличие блокировочного устройства исключает возможность одновременного включения ходового винта и ходового валика, а также продольной и поперечной подач. На станке устанавливаются электродвигатели и аппаратура, рассчитанные на напряжение 380 В трехфазного переменного тока частотой 50Гц, напряжении местного освещения 36 В. Подключение станка к электросети осуществляется пакетным включателем.
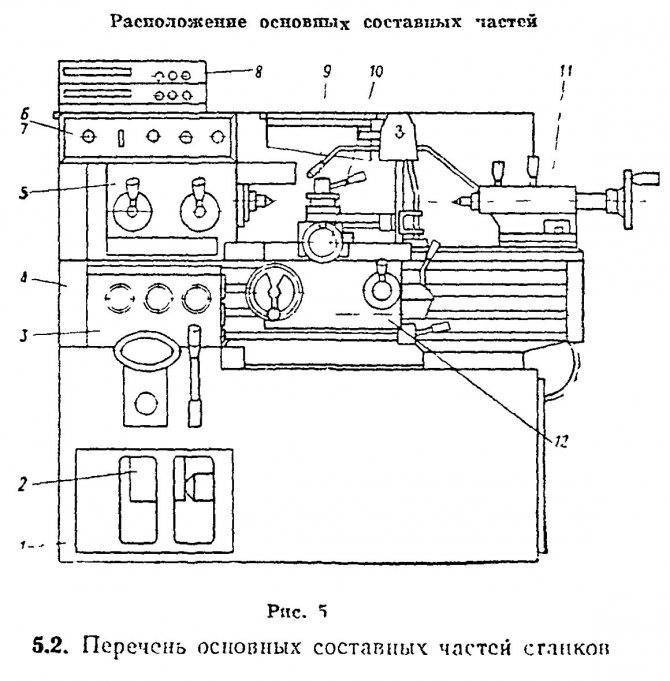
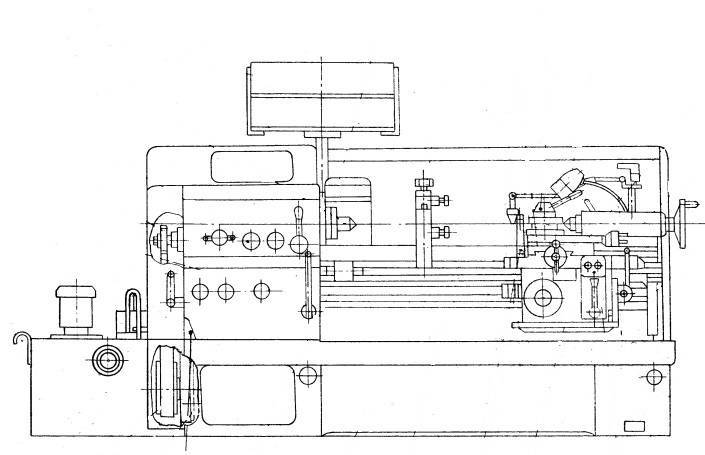
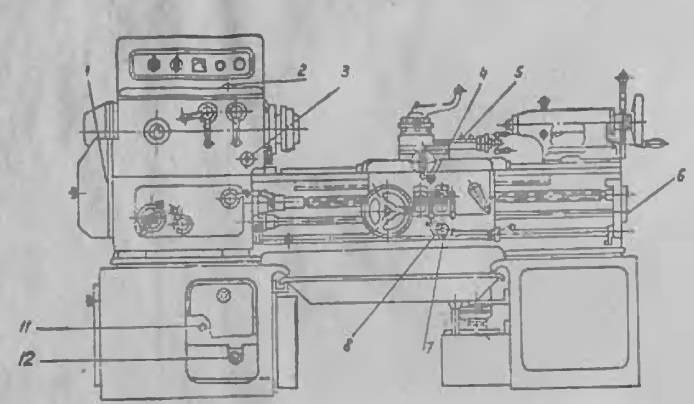
Расположение составных частей станка 250ИТВМ
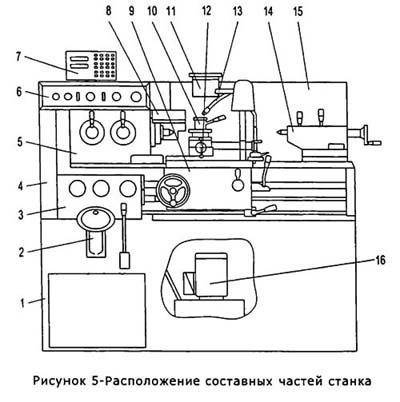
Расположение основных узлов токарного станка 250итвм
Перечень составных частей станка 250ИТВМ
- Станина 250ИТВМ.10.000 (250ИТВМ.03.10.000)
- Редуктор 250ИТВМ.17.000
- Коробка подач 250ИТВМ.30.000
- Гитара 250ИТВМ.25.000
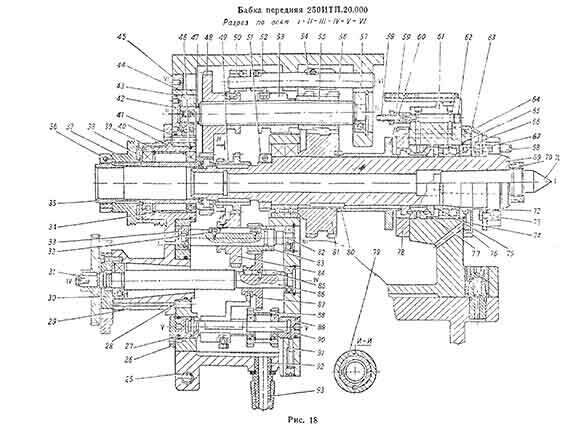
- Бабка передняя 250ИТВМ.21.000
- Электрооборудование 250ИТВМ.90.000
- Разводка УЦИ 250ИТВМФ1.94.000
- Ограждение (патрона) 250ИТП.86.000
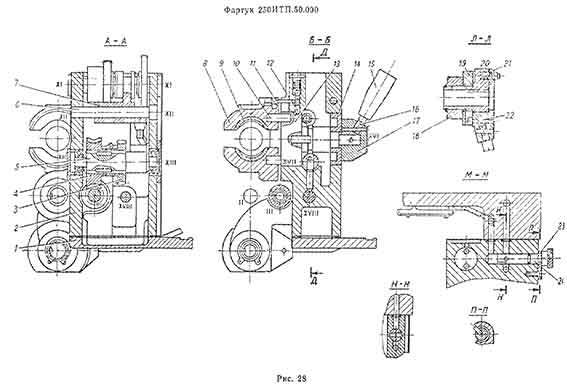
- Фартук 250ИТВМ.50.000
- Резцедержатель четырехпозиционный 250ИТП.61.000
- Ограждение (суппорта) 1И611П.89.000
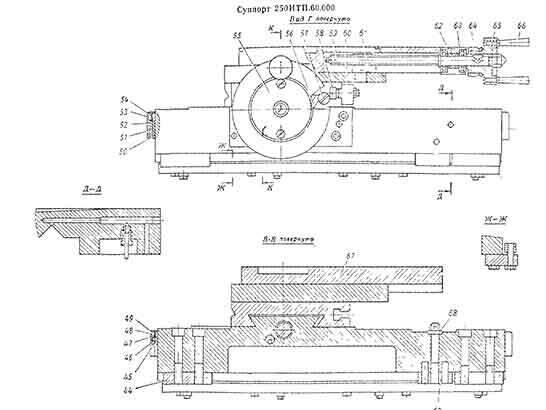
- Суппорт 250ИТВМ.60.000
- Охлаждение 250ИТП.70.000
- Бабка задняя 250ИТП.40.000
- Ограждение 250ИТВМ.10.02.000
- Смазка 250ИТВМ.74.000






Технические характеристики станка 250ИТВМ
| Наименование параметра | 250ИТВМ.01 | 250ИТВМ.03 | 250ИТВМФ1 |
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | В | В | В |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 240 | 240 | 240 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 168 | 168 | 168 |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 300 | 300 | 300 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 750 | 500 |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 25 | 25 | 25 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 24 | 24 | 24 |
| Количество ступеней прямого вращения шпинделя, об/мин | 21 | 21 | 21 |
| Частота прямого вращения шпинделя, об/мин | 25..2500 | 25..2500 | 25..2500 |
| Количество ступеней обратного вращения шпинделя, об/мин | 21 | 21 | 21 |
| Частота обратного вращения шпинделя, об/мин | 25..2500 | 25..2500 | 25..2500 |
| Размер внутреннего конуса в шпинделе, М | Морзе 4 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4 | 4 | 4 |
| Допустимый крутящий момент на шпинделе, Нм | 1051,90 | 1051,90 | 1051,90 |
| Подачи | |||
| Наибольшая длина хода каретки суппорта, мм | 500 | 500 | 500 |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 |
| Продольное перемещение за один оборот лимба, мм | 20 | 20 | 20 |
| Наибольшее поперечное перемещение суппорта, мм | 165 | 165 | 165 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,05 | 0,05 | 0,05 |
| Поперечное перемещение за один оборот лимба, мм | 3 | 3 | 3 |
| Наибольшее перемещение верхних салазок суппорта, мм | 120 | 120 | 120 |
| Число ступеней продольных подач | |||
| Пределы рабочих подач продольных, мм/об | 0,01..1,8 | 0,01..1,8 | 0,01..1,8 |
| Число ступеней поперечных подач | |||
| Пределы рабочих подач поперечных, мм/об | 0,005..0,9 | 0,005..0,9 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | |
| Количество нарезаемых резьб метрических | |||
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..48 | 0,2..48 | 0,2..48 |
| Количество нарезаемых резьб дюймовых | |||
| Пределы шагов нарезаемых резьб дюймовых | 24..0,5 | 24..0,5 | 24..0,5 |
| Количество нарезаемых резьб модульных | |||
| Пределы шагов нарезаемых резьб модульных | 0,2..12 | 0,2..12 | 0,2..12 |
| Количество нарезаемых резьб питчевых | нет | нет | нет |
| Дискретность УЦИ по координатам X/Z. мм | — | — | 0,001/ 0,005 |
| Задняя бабка | |||
| Размер внутреннего конуса пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 | Морзе 3 | Морзе 3 |
| Центр пиноли задней бабки по ГОСТ 13214-79 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 85 | 85 | 85 |
| Цена деления линейки перемещение пиноли, мм | 1 | 1 | 1 |
| Цена деления лимба перемещение пиноли, мм | 0,05 | 0,05 | 0,05 |
| Поперечное смещение пиноли, мм | ±10 | ±10 | ±10 |
| Электрооборудование | |||
| Количество электродвигателей на станке | 3 | 3 | 3 |
| Электродвигатель главного привода, кВт/ об/мин | 3/ 1410 | 3/ 1410 | 3/ 1410 |
| Электродвигатель станции смазки, кВт/ об/мин | 0,09/ 1350 | 0,09/ 1350 | 0,09/ 1350 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,18/ 2730 | 0,18/ 2730 | 0,18/ 2730 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 |
| Суммарная мощность электродвигателей на станке, кВт | 3,27 | 3,27 | 3,27 |
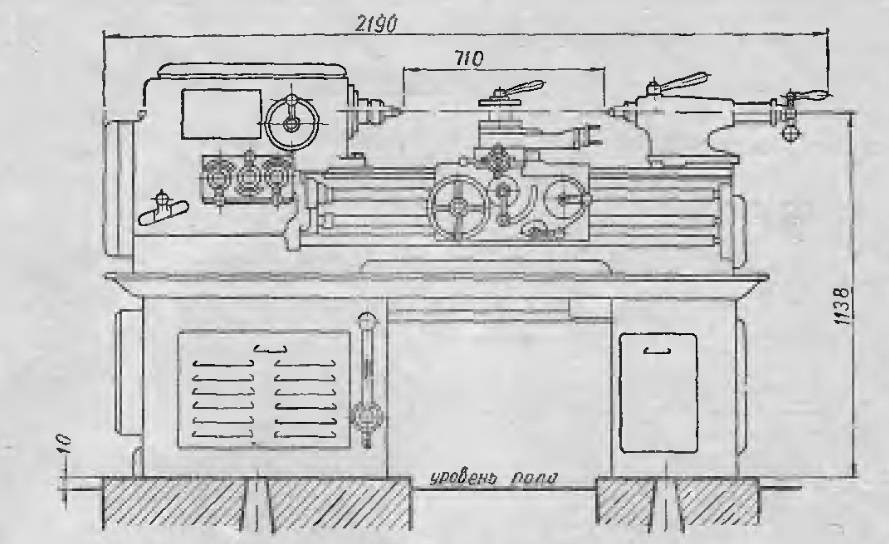
| Габаритные размеры и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1790_810_1400 | 2005_810_1400 | 1790_810_1400 |
| Масса станка, кг | 1180 | 1240 | 1190 |
Список литературы:
Станок токарно-винторезный 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1. Руководство по эксплуатации 250ИТВМ.00.000 РЭ, 2000
Станок токарно-винторезный 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1. Руководство по эксплуатации электрооборудования 250ИТВМ.00.000 РЭ1, 2000
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки., 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Заводы производители токарных станков
- Заводы производители металлорежущих станков
- Справочник токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Устройство станка
Электрооборудование токарного станка ИЖ250
Станину изготавливают методом литья, она имеет усиления в виде П-образного ребра и устанавливается на прочной тумбе. Материал для станины служит хромоникелевый чугун. Станина снабжена 4-а направляющими (две – призматические, остальные – плоские). Последние подвергнуты поверхностной закалке ТВЧ и шлифовке. Внутри тумбы размещен электропривод, вращающий редуктор, автоматическая смазочная станция и система подачи СОЖ (смазочно-охлаждающая жидкость).
В соответствии с кинематической схемой станка редуктору отводится роль коробки скоростей, приводящейся с помощью электродвигателя, закрепленного на фланце. Для фиксации редуктора в тумбе имеется промежуточный кронштейн.
У редуктора есть устройство предварительного выбора оборотов. Эта процедура реализуется без останова станка. Рукояткой проворачивают маховик, связанный с двумя дисками, с помощью которых выбирают число оборотов. Диски образуют набор отверстий для пальцев с рычагами, перекидывающими блоки шестерен. Для приостановки вращения зубчатых колес (до скорости менее 100 об/мин) эта рукоятка слегка оттягивается к себе (ощущение сопротивления), выдерживается пауза. Затем усилием в том же направлении (к себе до отказа) включают передачу. На малых оборотах эта процедура делается одним движением ручки.
Для упрощения переброски или смены приводного ремня (без необходимости разбирать весь узел) его шкив смещен в левую половину корпуса задней бабки. Базой для монтажа последней принят штифт, установленный внизу шпинделя. Этот элемент контрит сам шпиндельный узел в случае разогрева нагреве последнего и облегчает контроль положения его оси вращения. Момент вращения к шпинделю станка приходит прямо от шкива либо через шестерни перебора. Впереди на корпус бабки вынесена ручка переключений между зубчатой муфтой и перебором. Блок не даст включить их в одно время. Во избежание поломки шестерен не двигайте ручку до полной остановки шпиндельного узла. В конструкции передней бабки предусмотрено звено, которое увеличивает шаг выполняемой резьбы.
С помощью коробки подач настраивают процессы по нарезке резьбы или переключают подачи во время точения. Размер всех поперечных подач вдвое меньше аналогичных продольных. Редуктор вращает входной вал указанной коробки посредством сменного комплекта шестерен (резьба) или ремня (все остальные операции). Переключение подачи при оборотах шпинделя менее 100 об/мин допускается с ходу. Если скорость выше – то только на выбеге (уменьшении скорости) шпинделя за счет кратковременного выключения вращения на станке с помощью предусмотренной рукоятки.
Слева на торцевой поверхности передней бабки крепят гитару. Из-за наличия блокировки включить зубчатую передачу вместе с ременной невозможно.
Застопорить заднюю бабку можно поворотом ее рукоятки. Усилие зажима можно отрегулировать с помощью гаек. Надежности прижима поспособствует добавочный винт. Проточка коротких конусов на станке облегчается тем, что есть возможность сместить корпус задней бабки по отношению к оси центров станка. Смещение делается на величину не более + — (10 мм) специальным винтом. Для контроля положения оси центров станка по горизонтали (относительно станинных направляющих) совмещают соответствующие бобышки на корпусе и поддоне задней бабки. Фиксацию пиноли выполняют посредством ее ручки.
К основным функциям фартука относят: реализация движения подачи (продольной или поперечной) для суппорта посредством ходового вала; порезка резьбовых поверхностей – от ходового винта. Поэтому фартук снабжен 4-я муфтами, которые включают прямые или обратные подачи. Ускоренного перегона резца у этих моделей станков нет.





Крестообразный суппорт в процессе работы станка ходит вдоль заготовки с помощью станинных направляющих, а поперек нее – по аналогичным элементам каретки. Продольные перемещения реализуются ручным либо механическим способом. Сверху на суппорте стоит основной резцедержатель с четырьмя местами под резцы. Под заказ возможна дополнительная поставка заднего одноместного резцедержателя для поперечной каретки.
Для закрытия зоны резания от летящих стружек установлено защитное ограждение с проемом из прочного прозрачного полимера. Ее монтируют с помощью стойки с регулируемой высотой. В случае резания заготовок из хрупкого материала применяют дополнительный защитный экран, который крепится к основному справа.
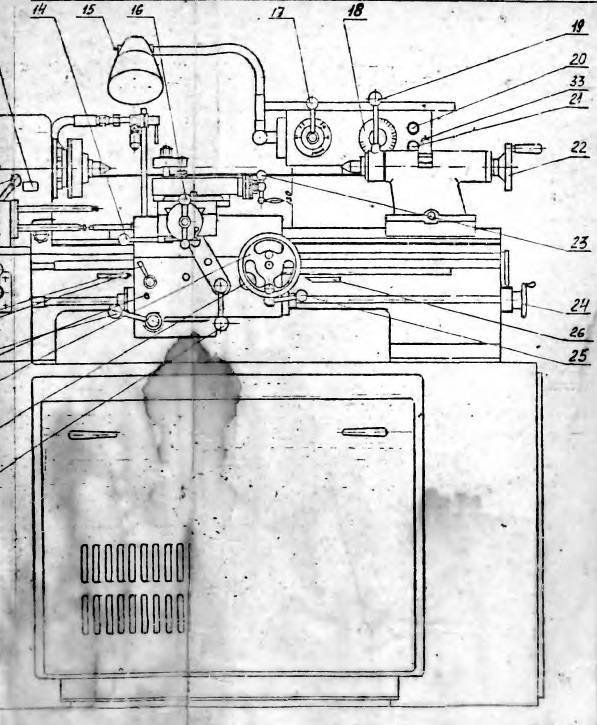
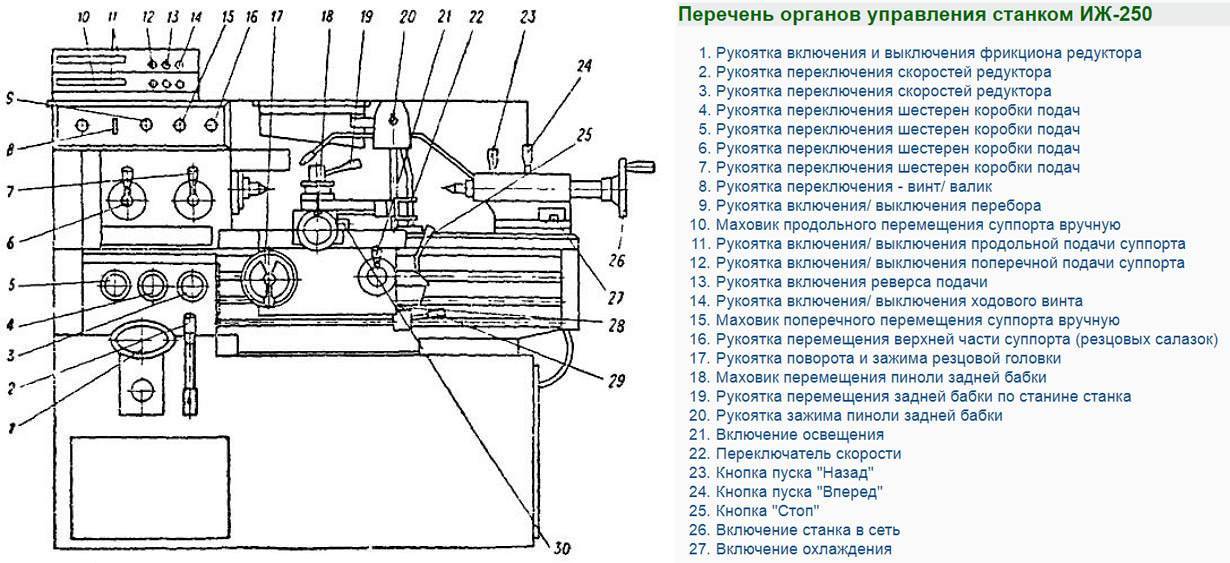
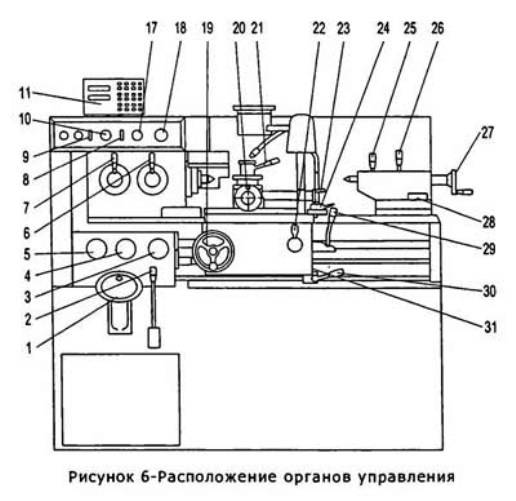
Расположение органов управления токарно-винторезным станком 250-ИТВ
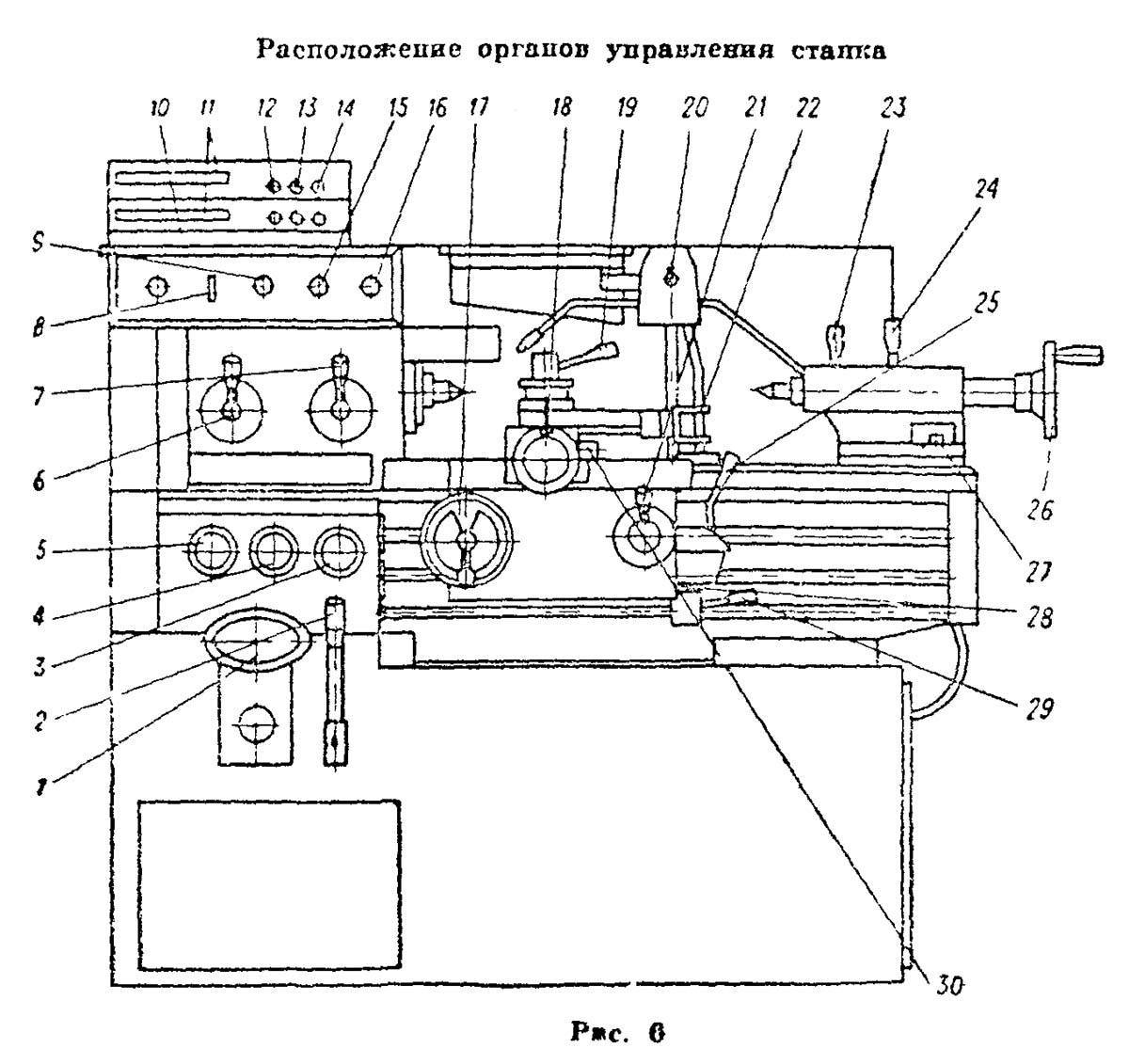
Расположение органов управления токарно-винторезным станком 250-ИТВ
Спецификация органов управления токарно-винторезным станком 250-ИТВ
- Маховик выбора частоты вращения шпинделя
- Рукоятка переключения частоты вращения шпинделя
- Рукоятка установки величины подач и шага резьбы
- Рукоятка установки величины подач и шага резьбы
- Рукоятка установки величины подач и шага резьбы
- Рукоятка переключения трензеля и звена увеличения шага
- Рукоятка переключения перебора
- Вводный выключатель
- Выключатель электронасоса охлаждения
- Пульт предварительного набора
- Цифровое табло
- Кнопка 0 сброса цифрового табло на нуль
- Кнопка А вызова нa цифровое табло начальной абсолютной координаты
- Выключатель Сеть блока индикации
- Кнопка включения маслонасоса
- Кнопка общего останова и аварийного отключения ставка
- Маховик ручной продольной подачи
- Маховик ручной поперечной подачи
- Рукоятка закрепления резцедержателя
- Выключатель освещения
- Рукоятка включения и выключения гайки ходового винта
- Маховик перемещения верхних салазок
- Рукоятка зажима пиноли
- Рукоятка закрепления задней бабки на станине
- Рукоятка реверсирования подачи
- Маховик перемещения пиноли
- Гайка для закрепления задней бабки на станине
- Винт регулирования предохранительного механизма
- Рукоятка пуска и останова
- Маховик верньера
Назначение ИЖ 250
Токарные классические станки используются в целом спектре операций, как по обработке поверхностей заготовок, так и нарезании резьбы. Особенности технических характеристик моделей семейства ИЖ позволяют использовать агрегаты с высокой степенью универсализации и удобства.
В частности, станок:
- подойдет как для предприятий, занятых мелкосерийным, так и массовым производством, выполняющим операции высокой точности;
- предлагает обработку с несколькими типами фиксации. Оборудование может работать с патроном, цангой, обеспечивать операции с центром;
- в операциях как получистового, так и финишного точения станок по металлу ИЖ позиционируется как оборудование с высокой производительностью.
Отдельные модификации агрегата специально созданы для достижения высокой точности или нагрузочной устойчивости при выполнении грубых работ.
Особенности работы и возможности
Анализируя чертежи 250ИТВМ можно заметить массу мест стыковки дополнительных модулей. Паспорт усовершенствованной модели характеризуется превосходящими техническими параметрами, что позволяет проводить работы с максимальными нагрузками. Точность этой модели обеспечивает специальный индикатор цифрового типа, благодаря которому не требуется затрачивать массу времени для ручного измерения параметров заготовки, также исключается необходимость пробных проходов.

Внешний вид станка
Ижевский завод обеспечил возможность присоединения высокоэффективных модулей даже к базовому стандартному оборудованию, эта особенность используется при модернизации.
Установка 250ИТВМ оснащена функцией фиксации головки резцового инструмента без зазора. Выполняя резьбу с использованием этой технологии в процессе операции удается поддержать максимальную жесткость, стабильность и точность. В ходе нарезки резьбы главный ходовой винт обрабатывается смазкой в автоматическом режиме. Благодаря уникальной конструкции шпиндельного модуля допускается мгновенная смена приводных ремней, причем разборка узлового агрегата не требуется.