

Стандартный комплект поставки
станок Приобретая, покупатель вместе с ним получает принадлежности различные и инструменты.
Принадлежности
Токарные:
- Трехкулачковый Обратные.
- патрон кулачки к патрону.
Дополнительные:
- Дисковая площадкой с пила для нее.
- Стол для Лобзик.
- фрезерования с опорой для листового материала.
- диск Абразивный с оправкой для установки.
- Цилиндрический столом со рубанок.
- Сверлильный патрон.
- Цанговый зажим.
Ключ
- Инструмент к токарному патрону.
- Ключ к сверлильному Торцовые.
- патрону и рожковые гаечные ключи.
- Пилки Сверло.
- лобзика Ø 6 мм.
- Фреза торцевая Ø 6 мм.
- Резцы стальные.
- победитовой с Резцы напайкой.
- Пила дисковая.
- Ключи s7, s8 (Перечень).
Дополнительные принадлежности к настольному токарному станку ТН-1
Дополнительные принадлежности, входящие в комплект поставки служат для того, чтобы осуществлять с помощью несложных переналадок другие исполнения станка, токарно-центровое, фрезерно-сверлильное, шлифовальное, фуговальное, заточное, для работы лобзиком, для работы дисковой пилой, расточное.
Резцедержки
В комплект поставки входят две резцедержки
- подвижная резцедержка
- неподвижная резцедержка
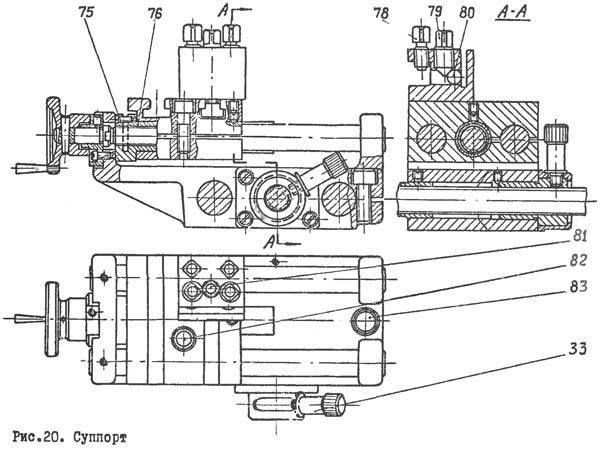
С помощью подвижной резцедержки, смонтированной на каретке можно обрабатывать конусные поверхности и нарезать резьбы.
В каретке расположены два винта, которые с помощью сухарей крепят каретку к ползуну суппорта.
В общем случае каретка может быть установлена в любом из пазов ползуна суппорта в соответствии с требованиями наладки.
Для обработки конусных поверхностей каретку следует установить на ползуне так, чтобы первоначально нулевой штрих шкалы каретки совпадал с риской на левом торце ползуна. Такая установка осуществляется с помощью одного винта 5 в основании каретки, который вворачивается в специально предусмотренное для этой цели резьбовое отверстие, расположенное на верхней плоскости ползуна между двумя Т-образными пазами. Цена деления шкалы каретки 1
ВНИМАНИЕ! После разворота каретки на требуемый угол необходимо, во избежание аварии, надежно зафиксировать ее крепежным винтом, как было описано выше. Неподвижная резцедержка крепится к ползуну суппорта с помощью винта и сухарь, входящего в один из Т-образных пазов ползуна. Неподвижная резцедержка крепится к ползуну суппорта с помощью винта и сухарь, входящего в один из Т-образных пазов ползуна
Неподвижная резцедержка крепится к ползуну суппорта с помощью винта и сухарь, входящего в один из Т-образных пазов ползуна.
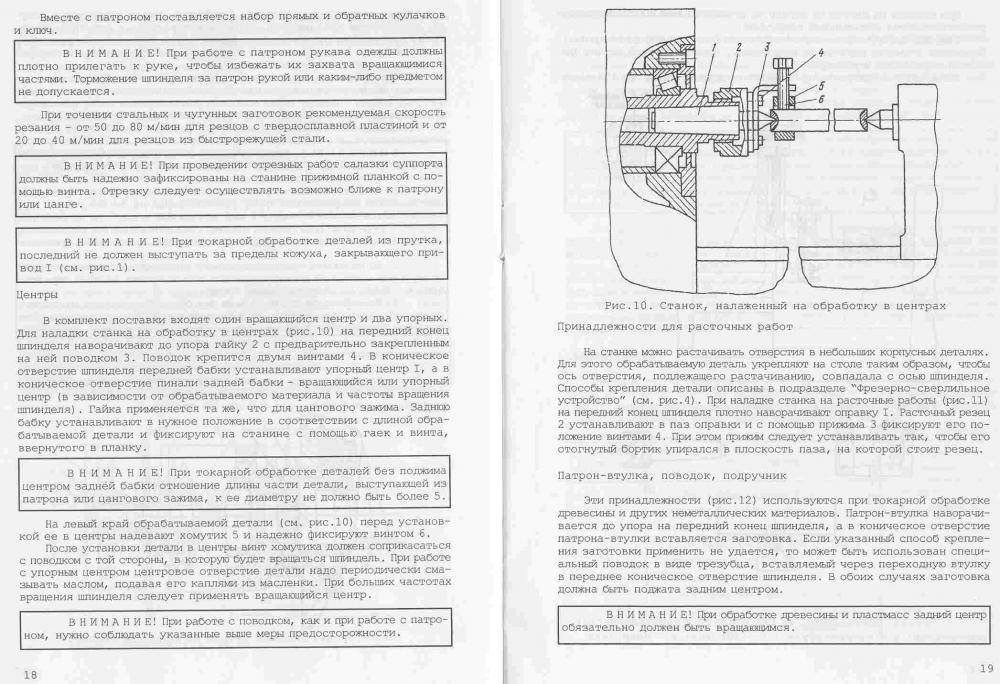
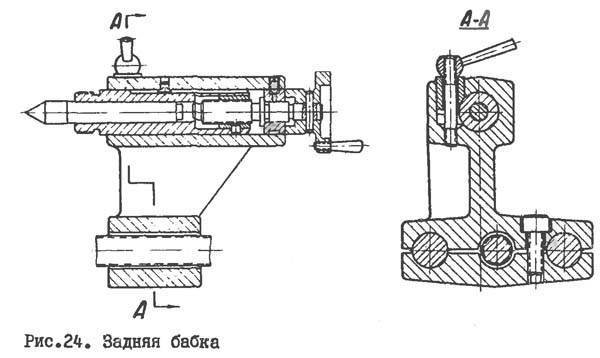
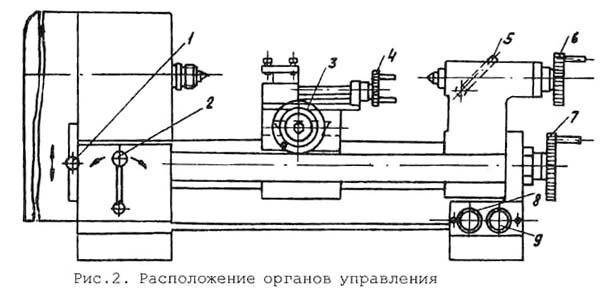
Задняя бабка
С помощью задней бабки можно производить обработку изделий в центрах.
При этом заднюю бабку устанавливают и фиксируют с учетом длины обрабатываемой детали. Один конец детали зажимают в каком либо приспособлении (трехкулачковый патрон, поводковый патрон) установленном на шпинделе, а второй конец детали поджимают центром (подвижным или НЕ подвижным) Поджим осуществляется перемещением пиноли 2 от маховика 5. После поджима пиноль зажимается сухарем 6.
Центр задней бабки может также служить для поджима других приспособлений входящих в комплект станка.
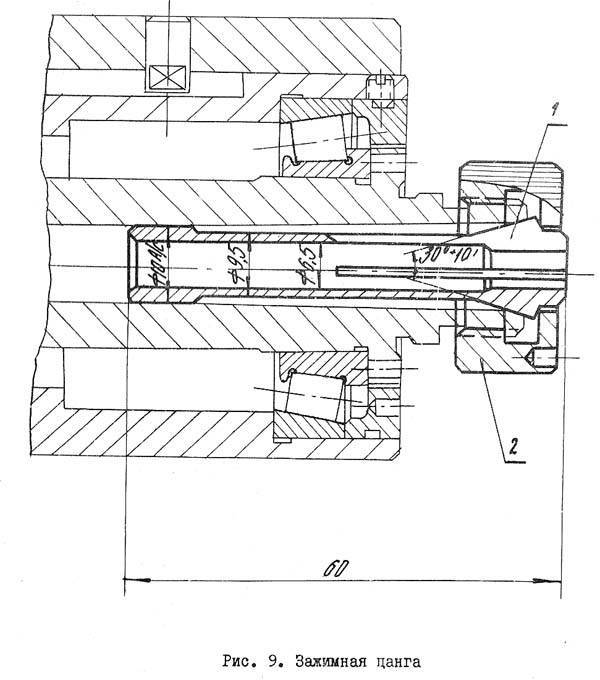
Цанговый зажим
Зажим состоит из втулки 1, цанги 3 и гайки 2.
Втулка с цангой вставляются в конусное отверстие шпинделя, а гайка наворачивается на шпиндель по резьбе. С помощью этой гайки в цанге, перемещающейся вдоль своей оси, зажимается заготовка или режущий инструмент, вставленные в ее внутреннее цилиндрическое отверстие.
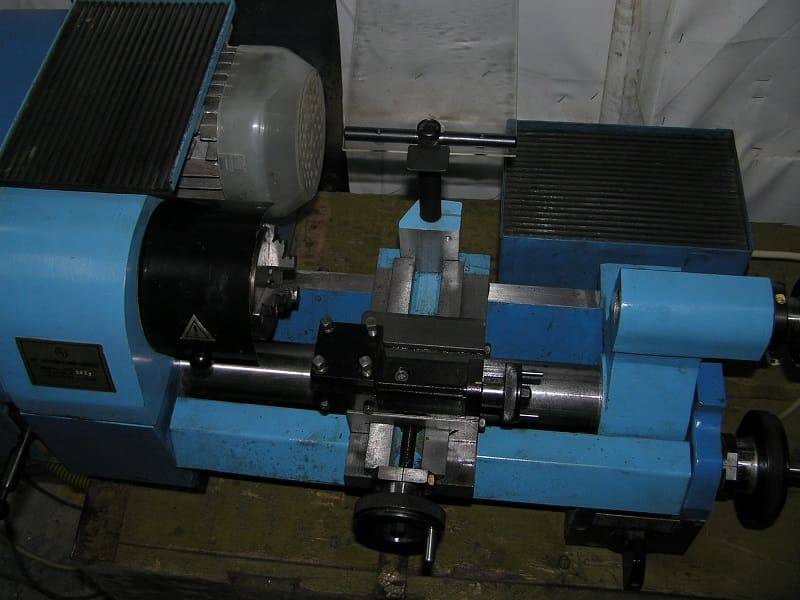
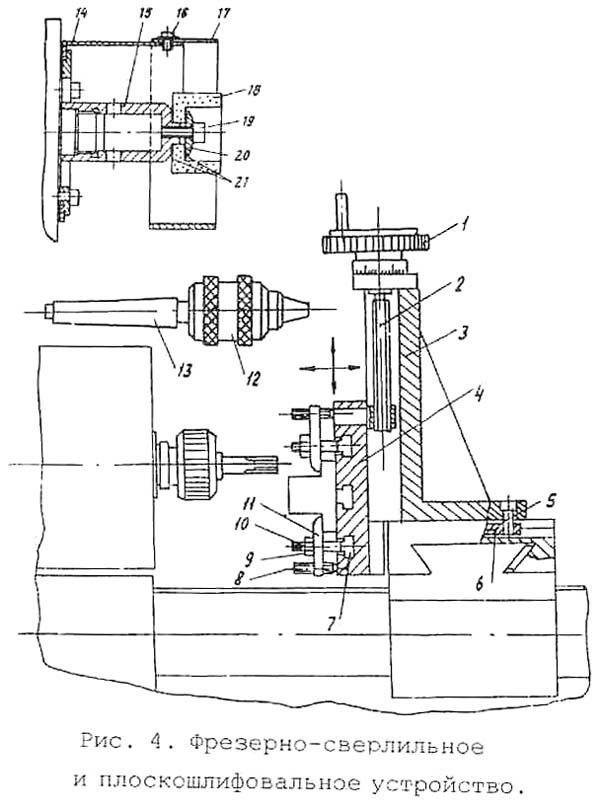
Фрезерно-сверлильное устройство токарного станка ТН-1
Устройство представляет собой стойку 3, по направляющим которой перемещается стол 4. Перемещение осуществляется вращением маховичка 1 жестко связанного с ходовым винтом 2.
Заготовка крепится к столу прихватами 11 с помощью шпилек 10, гаек 9, винтов 8 и сухарей входящих в Т-образные пазы стола. Для того, чтобы наладить станок на фрезерные или сверлильные работы необходимо стойку закрепить на суппорте станка с помощью планок 6 и винтов 5, как это показано на рис. 16.
Токарные настольные станки серии Универсал
Первая модель настольного токарного станка Универсал с двумя круглыми направляющими была разработана организацией ЭНИМС (Экпериментальный научно-исследовательский институт металлорежущих станков). За основу был взят станок Unimat SL австрийской фирмы EMCO. За 40 лет продано свыше 600 тысяч станков.
Станок начал производиться серийно на предприятии Московский станкостроительный завод СтанкоКонструкция.
Во второй половине 80-х годов конструкция станка была значительно переработана: начиная с модели Универсал-3 вместо двух круглых направляющих появилась одна большего диаметра посередине станины и передняя бабка больше не отсоединялась от станины. Станок начали серийно выпускать сразу несколько заводов:
- : , , , , Миниток (СКТ100-01, СКТ100-02, СКТ100-03).
- Мичуринский завод Прогресс: ,
- Орион СКТБ г. Нижний Новгород:
- Пензенский приборостроительный завод (ФГУП ФНПЦ “ПО “Старт” им. M.B.Проценко”) г. Пенза: ТД-180, ТН-150
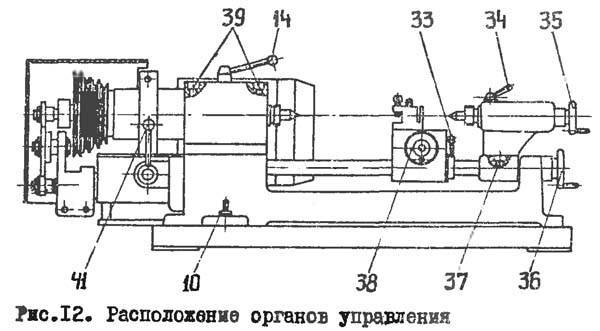
Описание работы электросхемы токарного станка Универсал-3
Питание электрооборудования осуществляется от однофазной сети переменного тока напряжением 220 В, частотой 50 Гц.
Пуск и останов электродвигателя осуществляется с помощью реле KV (см. рис.14), которое управляется кнопками SB2 (пуск) и SB1 (останов). При пуске реле KV включается и становится на самопитание, подключая своими контактами электродвигатель к сети и обеспечивая нулевую защиту, т.е. отключение электродвигателя при отсутствии напряжения в сети. Защита электродвигателя от перегрузки производится пускозащитным реле А, которое разрывает пусковую цепь, отчего отключается реле KV. Повторный пуск возможен только через 15-50 с, т.е. после возвращения элементов тепловой защиты пускозащитного реле А в исходное положение.
При пуске электродвигателя увеличение его пускового момента происходит за счет подключения контактами пускозащитного реле А пускового конденсатора С1 параллельно рабочему конденсатору С2. После разгона электродвигателя и уменьшения, пускового тока конденсатор С1 отключается.
Реверсирование электродвигателя осуществляется с помощью переключателя SA, который при среднем (вертикальном) положении рукоятки обеспечивает отключение электродвигателя, т.е. его останов даже при включенном реле KV. Рукоятку следует оставлять в нейтральном положении
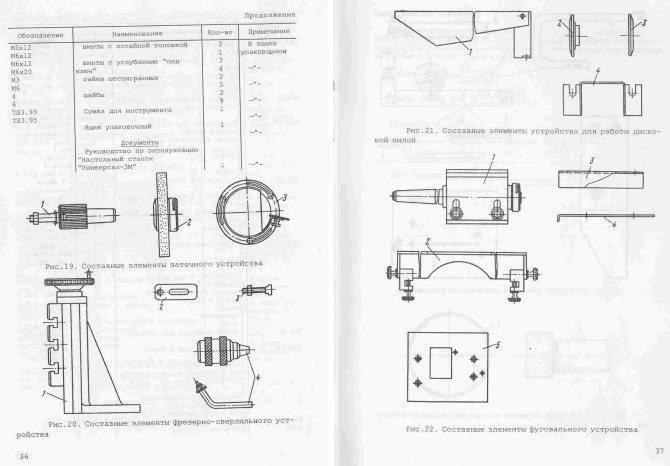
Дополнительные принадлежности
В комплект рассматриваемого механизма входят дополнительные принадлежности, которые помогают выполнять дополнительные функции и делают станок более универсальным.
К таким принадлежностям относятся две резцедержки. С использованием подвижной можно обрабатывать конусные поверхности.
Цанговый зажим – еще одно дополнительное приспособление. Оно состоит из цанги, кольца и гайки.

Известный токарный станок Универсал-3М уже не одно десятилетие служит верой и правдой не только любителям, но и профессионалам. Его устройство позволяет обрабатывать мелкие и средние детали.
Основное преимущество такого оборудования – его многофункциональность и возможность подключения к обычной бытовой сети. Стандартной комплектации достаточно, чтобы выполнять основные рабочие функции устройства.
Также станок отличается точностью, надежностью и долговечностью, а потому популярен по сей день.
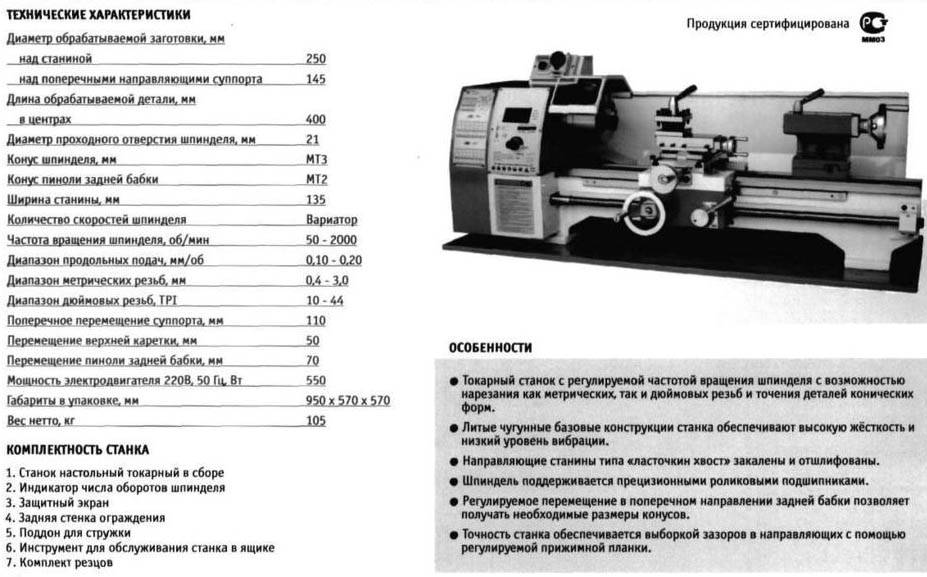
Технические характеристики настольного токарного станка Универсал-3М
Комплект поставки, входит в цену станка Универсал-3М
Принадлежности:
- Фрезерно-сверлильное устройство
- Устройство плоскошлифовальное
- Устройство для работы дисковой пилой
- Поводок для работ по дереву
- Подручник
- Устройство лобзиковое
- Устройство заточное
- Патрон трёхкулачковый 7100-0001 с фланцем и кольцом в сборе
- Комплект обратных кулачков и ключ к трёхкулачковому патрону 7100-0001
- Патрон сверлильный с ключом 6-В10 или 10–В16 ГОСТ 8522
- Хвостовик к патрону сверлильному
- Центр вращающийся
- Центр упорный 2шт.
- Резцедержка подвижная
- Резцедержка
- Патрон поводковый
- Оправка с винтами и прижимом в сборе (для расточных работ)
- Цанга Ф6
- Цанга Ф8
- Тиски
- Масленка полиэтиленовая
- Экран
- Кожух патрона
Инструмент:
- Стамеска
- Стамеска
- Ключ для квадрата S8
- Ключ торцовый S10х13
- Ручка для ключа S10х13
- Ключ для квадрата S7
- Резец подрезной (сталь быстрорежущая)
- Резец расточной (сталь быстрорежущая)
- Резец проходной правый (сталь быстрорежущая)
- Резец проходной правый с пластинкой твердого сплава
- Резец отрезной (сталь быстрорежущая) 2шт.
- Резец резьбовой наружный (сталь быстрорежущая)
- Резец резьбовой внутренний (сталь быстрорежущая)
- Пила дисковая 3420-0356 ГОСТ 980-80
- Пилка-лобзик L=125 мм. ТУ 205.07.359-81 5шт.
- Сверло спиральное Ф6,0 ГОСТ 10902
- Фреза концевая с цилиндрическим хвостовиком Ф6,0 ГОСТ 17025
- Ключ рожковый
- Ключи торцовые ГОСТ11737
- 7812-0373 40ХФА Н12х1 S=4
- 7812-0374 40ХФА Н12х1 S=5
- 7812-0375 40ХФА Н12х1 S=6
Комплектующие за доп. плату к токарному станку Универсал-3М
1. Патроны токарные 4-х кулачковые с независимым перемещением кулачков ТН80 и ТН100
Патроны предназначены для зажима цилиндрических и эксцентричных заготовок
на станках «Универсал-3М», «МИНИТОК», а также некоторых корпусных деталей
при обработке их на универсальных станках. Могут использоваться, как самостоятельное зажимное приспособление, в слесарном производстве.

В цилиндрическом корпусе установлены винты, находящиеся в зацеплении с рейками сборных кулачков. При вращении ключом винтов каждый кулачок перемещается радиально в направляющих корпуса. Зажимные кулачки крепятся к рейкам винтами и устанавливаются в зависимости от диаметра зажимаемых заготовок как прямые или обратные.
2. Патроны токарные 3-х кулачковые
2.1. Патрон токарный 3-х кулачковый ф 80мм, обозначение СТ-80 7100-0001 — производитель – Гродно, 1989г, комплект прямых и обратных кулачков.

2.2. Патрон токарный 3-х кулачковый самоцентрирующий прецизионный, обозначение СТ-80В — производитель – Завод приспособлений и патронов «Понар Бяль» г.Белосток Польша, 1989г, комплект прямых и обратных кулачков.

3. Фрезерное устройство для настольного станка Универсал-3М


Цена фрезерного устройства для настольного станка Универсал-3М 18900 рублей.
4. Тиски для настольного станка Универсал-3М

Тиски для настольного станка Универсал-3М цена 7950 рублей.
5. Резцедержки для настольного станка Универсал-3М

Подвижная резцедержка для настольного станка Универсал-3М цена 14950 рублей.
Неподвижная стандартная резцедержка для настольного станка Универсал-3М цена 6750 рублей.

Усиленная резцедержка для настольного станка Универсал-3М цена 8900 рублей.
6. Резцы для станка Универсал-3М
1. Резец проходной правый с пластинкой твердого сплава 2. Резец канавочный (сталь быстрорежущая Р6М5) 3. Резец резьбовой наружный (сталь быстрорежущая Р6М5) 4. Резец резьбовой внутренний (сталь быстрорежущая Р6М5) 5. Резец отрезной (сталь быстрорежущая Р6М5) 6. Резец расточной (сталь быстрорежущая) 7. Резец проходной левый (сталь быстрорежущая Р6М5) 8. Резец подрезной (сталь быстрорежущая Р6М5)



Высота резца, 8х8 мм или 10х10 мм

Цена одного резца 499 рублей.
7. Пилы дисковые по дереву для станка Универсал-3М
1. Пилы по дереву ф 125х32х1,2 x 48, ГОСТ 980, сталь 9ХФ, цена 149 рублей.
2. Пила для распиловки древесины ф 125х32х1,2 x 60, 3421-0288, цена 149 рублей.
3. Пила ф 125х32х1,6 x 48, 3420-0356, сталь 9ХФ, цена 149 рублей.
4. Пила ф 125х32х1,6 x 60, цена 149 рублей.
Универсал – станок токарный настольный многофункциональный. Назначение, область применения
Настольный токарный станок Универсал является станком класса «хобби», и предназначен для индивидуального (бытового) применения, т. е. по своим конструктивным особенностям и техническим характеристикам станок не предназначен для использования на производстве.
Токарный станок по металлу Универсал предназначен для обработки заготовок из металла, древесины, всех видов пластмассы методом точения.
Станок Универсал является настольным токарным станком и предназначается для всевозможных токарных работ:
- проточка и расточка внешних и внутренних цилиндрических, фасонных и конических поверхностей
- сверление отверстий, снятие фасок
- растачивание отверстий
- отрезка
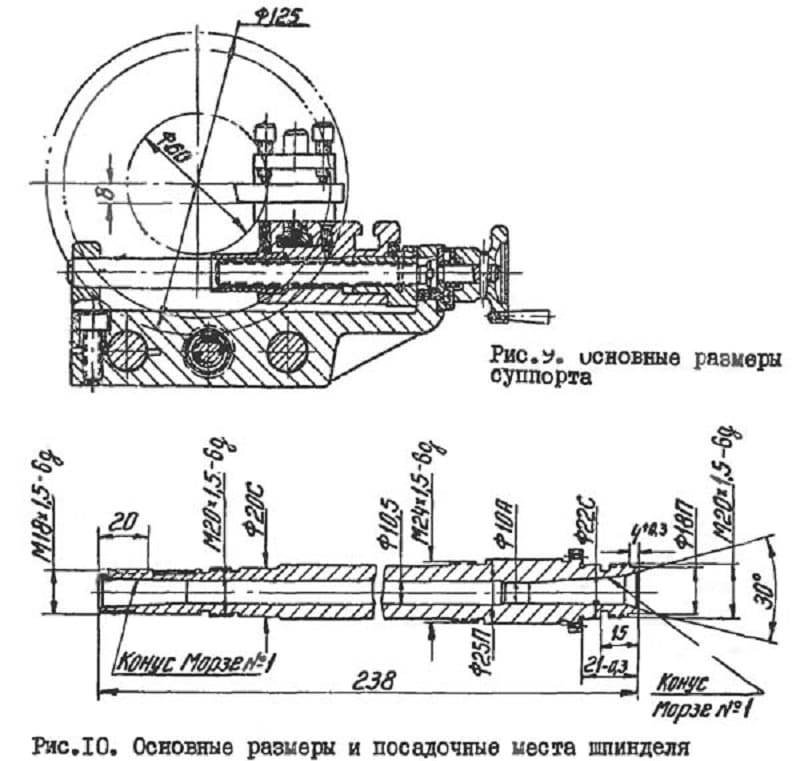
Шпиндель токарного станка Универсал полая стальная деталь, с внутренним отверстием 10 мм для обработки пруткового материала, смонтирован на 2-х роликовых подшипниках в передней и задней опорах передней бабки.
Шпиндель получает 10 скоростей вращения от электромотора мощностью 120 Вт через шкивный привод. 4-е скорости получаются перестановкой шкивных ремней между 4-х ступенчатыми шкивами электродвигателя и приемным шкивом шпинделя. Остальные скорости достигаются применением дополнительного (промежуточного) шкива.
Передний конец шпинделя станка Универсал имеет резьбу М20 для установки на шпиндель токарного или поводкового патрона (смотрите статью Токарные патроны).
На резьбовой конец шпинделя можно, также, установить цанговый зажим с различными внутренними отверстиями.
В сверлильном исполнении шпиндель может перемещаться вдоль своей оси на 25 мм с помощью ручки и пары: зубчатое колесо – зубчатая рейка. В токарном исполнении гильза шпинделя зажимается двумя винтами и не используется.
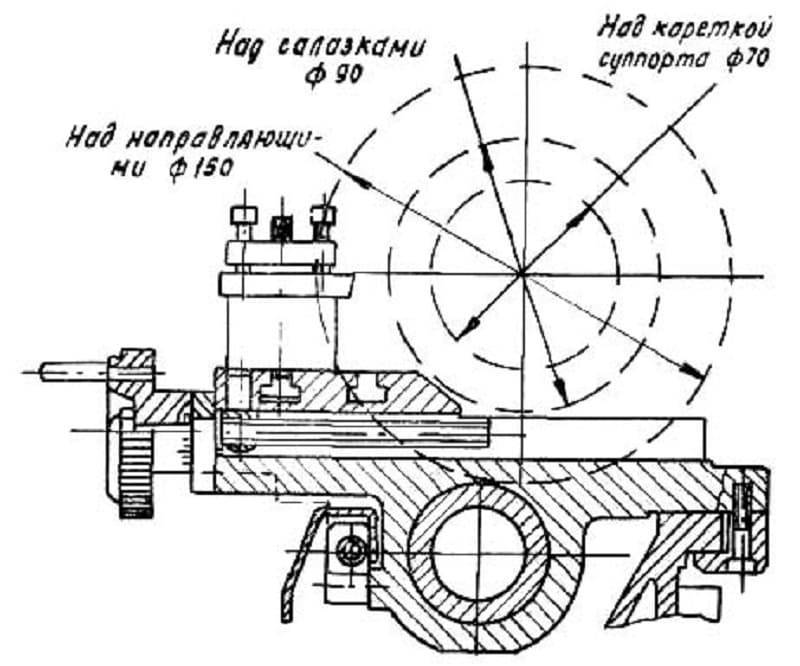
Суппорт с установленным на нем резцом перемещается по продольным направляющим на 160 мм и по поперечным – на 55 мм.
На станке Универсал нельзя нарезать резьбу резцом т.к. нет механической подачи суппорта – ходовой винт не соединен с приводом и суппорт перемещается только вручную.
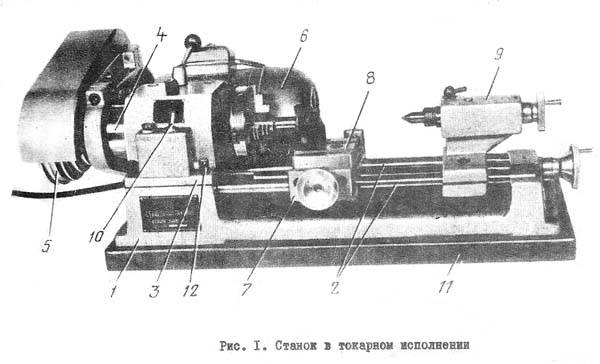
На станке “Универсал” (рис. 1) с применением дополнительных приспособлений и устройств, прилагаемых к станку, можно выполнять самые разнообразные виды механической обработки по металлу, дереву, пластмассам и другим материалам.
Отличительной особенностью станка является широкая универсальность и возможность переналадки с помощью приспособлений, которые позволяют выполнять следующие работы:
- токарную обработку и расточку отверстий;
- сверление отверстий
- фрезерование плоскостей, выемок, канавок и т.д.
- шлифование и полирование
- заточку различного режущего и бытового инструмента
- распиливание листового материала, реек, досок с помощью круглой пилы
- распиливание по контуру с помощью лобзикового устройства
- навивку пружин
- нарезку резьбы плашками и метчиками с ручным вращением шпинделя к др
Станок работает от однофазной сети переменного тока напряжением 220 В частотой 50 Гц.
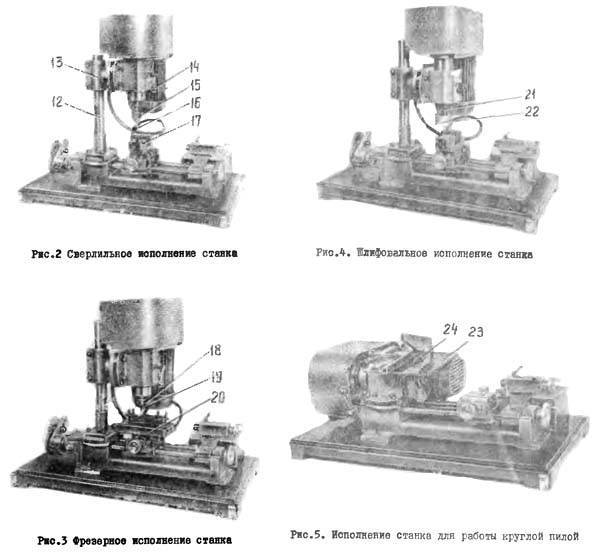
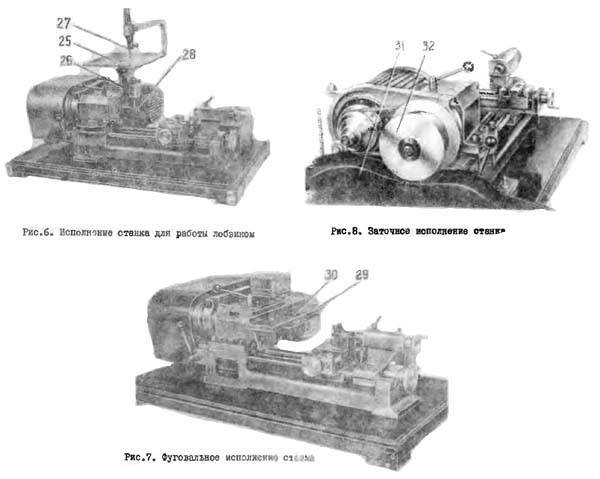
Станок “Универсал” при переналадке и установке дополнительных приспособлений может иметь следующие основные исполнения:
- токарное исполнение (рис.1);
- сверлильное, фрезерное и шлифовальное (рис.2)
- для работы круглой пилой по дереву (рис.3)
- для работы лобзиком по дереву (рис.4)
- заточное
В настоящее время токарный станок Универсал снят с производства и больше не выпускается. Вместо него выпускается более совершенный токарный настольный станок .
Токарные настольные станки серии Универсал
Первая модель настольного токарного станка Универсал с двумя круглыми направляющими была разработана организацией ЭНИМС (Экпериментальный научно-исследовательский институт металлорежущих станков). За основу был взят станок Unimat SL австрийской фирмы EMCO (За 40 лет продано свыше 600 тысяч станков этой модели).
Токарный станок Универсал производился серийно на предприятии Московский станкостроительный завод СтанкоКонструкция.
С 1968 года завод СтанкоКонструкция начал производить токарно-винторезный настольный станок Универсал-2 – значительно усовершенствованный станок Универсал.
Во второй половине 80-х годов конструкция станка была значительно переработана: начиная с модели Универсал-3 вместо двух круглых направляющих появилась одна большего диаметра посередине станины и передняя бабка больше не отсоединялась от станины. Станок начали серийно выпускать сразу несколько заводов:
- : , , , , Миниток (СКТ100-01, СКТ100-02, СКТ100-03).
- Мичуринский завод Прогресс: ,
- Орион СКТБ г. Нижний Новгород:
- Пензенский приборостроительный завод (ФГУП ФНПЦ “ПО “Старт” им. M.B.Проценко”) г. Пенза: ТД-180, ТН-150
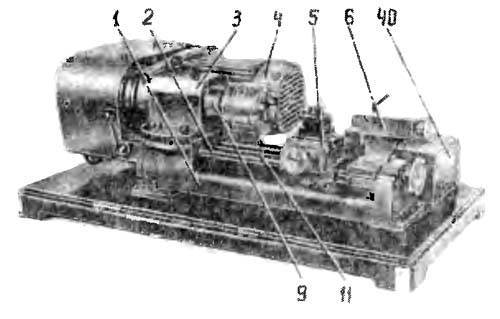
Устройство станка
Рассматривая настольный токарный станок Универсал 2 следует уделить внимание и его компоновке. Устройство состоит из следующих элементов:
- Станина выступает в качестве несущего элемента, который связывает все узлы между собой. Она изготавливается из чугуна, характеризуется высокой жесткостью. За счет этого обеспечивается точное позиционирование всех узлов относительно друг друга, а также гашения вибрации на момент обработки.
- К основанию привариваются круглые направляющие. Они требуются для перемещения основных узлов. В последней версии оборудования есть только одна направляющая, но она обеспечивает точное позиционирование узлов на момент перемещения.
- За исключением последней модели, на первой и второй передняя бабка выполнена в съемном виде, крепление осуществляется специальным болтами.
- На станине установлен электрический двигатель. В качестве привода применяется ременная передача ступенчатого типа. Стоит учитывать, что электрическая схема токарного станка Универсал 2 достаточно проста, электродвигатель комплектно с приводом может быть снят с устройства.
- Крестовый суппорт представлен кареткой, продольными ипоперечными салазками. Этот узел фиксирует инструмент в требуемом положении на момент обработки. Крестовый суппорт характеризуется высокой универсальностью в применении, подходит для закрепления инструмента с прямоугольной державкой. Инструмент может быть смещен относительно заготовки на определенный угол при необходимости.
- Рассматриваемый токарный станок Универсал 3 также имеет заднюю бабку, которая требуется для закрепления заготовки в требующемся положении. В большинстве случаев в ней закрепляется центр для поддержки заготовки при ее большой длине.
- Сменные шестерни гитары скоростей предназначены для организации привода подачи суппорта. Подбираются они при нарезании резьбы с различными параметрами. Гитара представлена сочетанием четырех или трех сменных зубчатых колес с клеммовыми зажимами. Также имеется инструкция по наладке устройства для получения требуемой резьбы.
- Количество оборотов на выходе изменяется ременной передачей. Подобный элемент также исключает вероятность перегрева двигателя в случае заклинивания шпинделя.
- Электрический блок управления.
- Продольный ходовой винт. Он предназначен для обеспечения передвижения каретки вдоль обрабатываемой детали.
- Также имеется стойка, которая при необходимости может монтироваться при проведении сверлильных работ.
- Рукоятки и другие элементы управления. Для того чтобы обеспечить требуемую точность управления устанавливаются штурвалы, рукоятки. Управлять электрической частью можно при помощи различных клавиш.
- Цанговый зажим для закрепления фрез и сверл. Рассматриваемая модель может применяться для проведения различных фрезеровальных работ, для чего устанавливается соответствующая оснастка и инструмент. Однако, количество проводимых фрезерных операций существенно ограничено.
- Стол прямоугольный.
Расположение достаточно большого количества различных узлов на небольшой станине определяет то, что Универсал может применяться для проведения самых различных работ. Компоновка у Универсала классическая, за счет чего проблем с наладкой и установкой заготовки не возникает.

Особенности компоновки определяют также то, какие именно виды работ могут проводиться на токарном станке. Перечень операций выглядит следующим образом:
- Токарные работы, черновые и чистовые.
- Шлифование и сверление.
- Обработка заготовки лобзиком или круглой пилой.
- Фугование в случае установки деревянных заготовок.
- Операции заточного типа.
Скачать паспорт (инструкцию по эксплуатации) токарного станка Универсал 3
Важным моментом назовем то, что провести переналадку оборудования для сверлильных работ достаточно просто, для этого достаточно открепить монтажные винты. После этого проводится установка вертикальной опоры, которая применяется для монтирования электрического привода с остальными необходимыми компонентами.
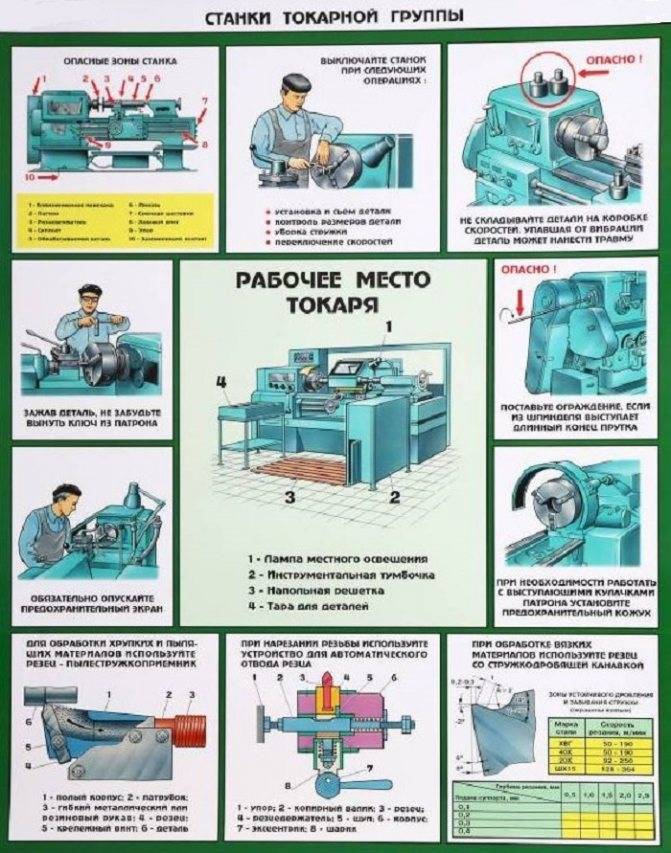
Меры предосторожности при работе с Осознанное
- оборудованием соблюдение мер безопасности во время также, а работы при транспортировке и установке в помещении.
- В схеме электрической обеспечить исправность прибора аварийного Рабочее.
- обесточивания помещение оборудовать в противопожарном отношении.
- В доступности зоне расположить принадлежности и препараты неотложной помощи медицинской.
- Рабочую одежду подгонять так, исключить чтобы случайный контакт с вращающимися механизмами.
Прототипом токарно нового-винторезного МеталМастер -1830, осталась станка ТШ-3 модель ещё до перестроечной, советской марки Выглядит – 3. Универсал эстетично, оборудован плавным управлением оснащен, привода электроникой. А, главное, станок совершил переход качественный из любительского в разряд профессионально продвинутой для машины металлообработки.
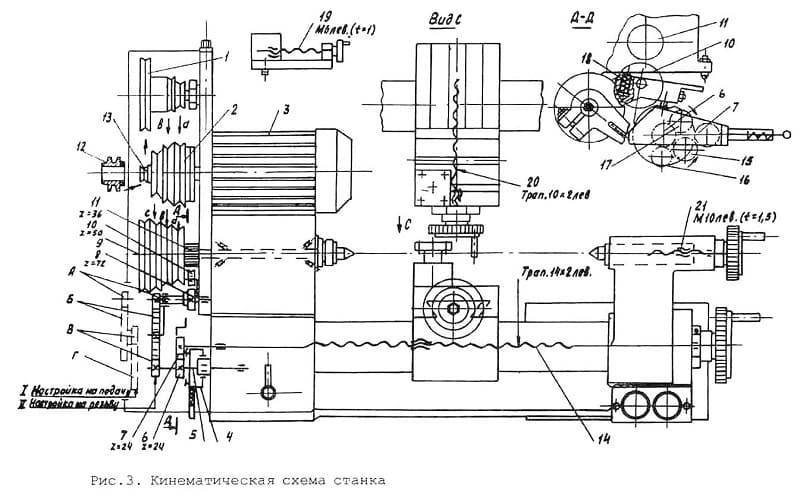
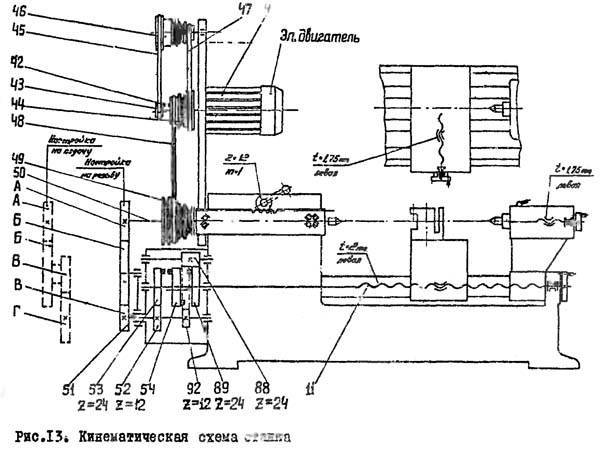
Описание кинематической схемы токарно-винторезного станка Универсал-2
Цепь привода главного движения
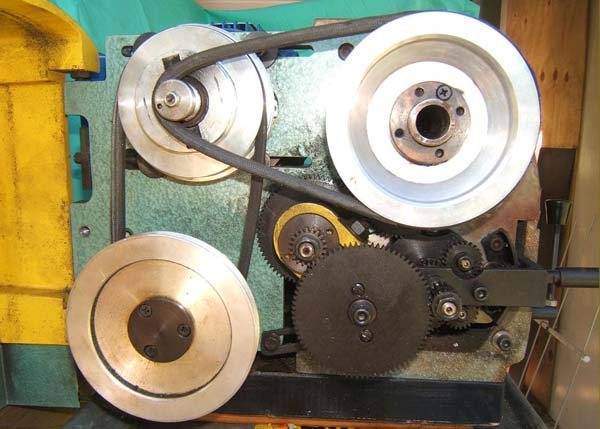
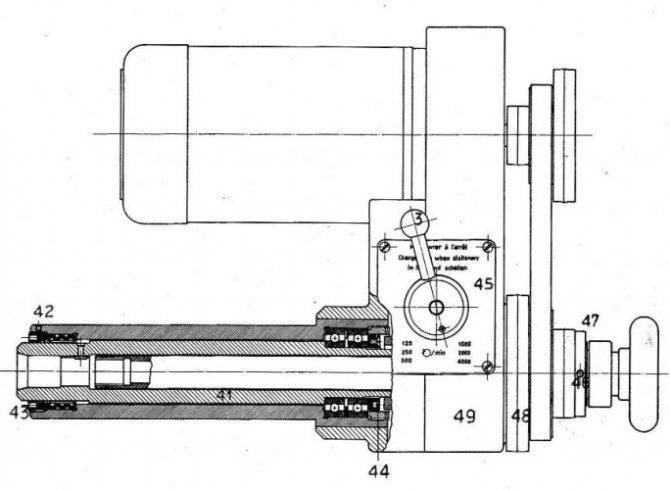
Частота вращения шпинделя регулируется с помощью ступенчато-шкивной ременной передачи.
От электродвигателя 4 вращение передается на шкив 43, имеющий на одном своем торце выступы 42, которые могут входить в пазы 3-ступенчатого шкива 44. Таким образом, шкив выполняет, также, функции соединительной муфты.
Для получения 6 ступеней нижнего ряда частот вращения шпинделя (140 — 950 об/мин) шкив 43 переворачивается выступами наружу и движение от шкива 43 передается клиновым ремнем 45 на 4-ступенчатый шкив 46 и далее клиновым ремнем 47 на 3-ступенчатнй шкив 44, свободно вращающийся на двух радиальных шарикоподшипниках относительно вала электродвигателя, а затем клиновым ремнем 48 на 4-ступенчатый шкив 19, жестко соединенный со шпинделем 50.
Для получения 4 ступеней верхнего ряда частот вращения шпинделя (800 — 3000 об/мин) шкив 43 выступами 42 входит в пазы шкива 44, соединяя его с валом электродвигателя и движение передается со шкива 43 и 44 ремнями на шкив 49 я шпиндель 50, при этом ремни 45 и 47 должны быть сняты.
Регулирование частоты вращения шпинделя осуществляется переброской клиновых ремней и муфты в соответствии о таблицей настройки (см. рис. 16).
Цепь привода подач
Цепь привода механических подач обеспечивает продольное перемещение суппорта при точении и нарезании резьбы и позволяет производить: включение додачи «влево» или «вправо» и выключение ее без остановки вращения шпинделя изменение направления перемещения суппорта при неизменном направлении вращения шпинделя (нарезание правых и левых резьб); регулирование величины подачи и шага нарезаемой резьбы.
Источником движения (начальным звеном) цепи подач является вращение шпинделя, поэтому размерностью подачи служит величина перемещения суппорта в миллиметрах на один оборот шпинделя (мм/об).
От сменного зубчатого колеса А (см. рис. 13), установленного на шпиндель 50, вращение передается через сменные зубчатые колеса Б, В, Г (при настройке на подачу) или Б, В (при настройке на нарезание резьбы) на вал 51, зубчатые колеса 52, 53 или зубчатые колеса 92, 88 и 89, муфту 54 включения механического продольного перемещения суппорта влево или вправо и выключение его, и далее на продольный ходовой винт 11.
При нарезании левой резьбы изменение направления перемещения суппорта при неизменном направлении вращения шпинделя достигается установкой муфты 54 в правое положение.
Величина подачи и шага нарезаемой резьбы регулируется подбором сменных зубчатых колес А, Б, В, Г или А, Б, В в соответствии с таблицей настройки.
агрегате специалистов
Неправильная или длительная оборудования работа часто приводит к поломке узлов и Если. деталей оператор слышит стук подшипников, необходимо тогда провести их замену. Если работа будет оборудования проводиться при неисправных подшипниках, способно нарушение привести к повреждению других узлов и Сильный.
агрегатов шум или быстрый нагрев требует двигателя провести осмотр его обмотки. В случаях некоторых проводится полная замена агрегата. мотор Если внезапно останавливается, это свидетельствует о работе в сбоях электрической сети.
Такая ситуация поломке о свидетельствует пускового механизма. Если мотор не набирать способен обороты, специалисты делают вывод о неисправности его.
Наиболее часто причиной поломки перебои являются в подаче электрической энергии. При появлении частом этой проблемы рекомендуется покупка стабилизатора специального.
 Виды стабилизаторов
Виды стабилизаторов
Категорически запрещается разборка самостоятельная конструкции, особенно без присутствия опыта определенного, умений и знаний.
В подобном случае обратиться рекомендуется за помощью к специалисту, он не только устранит обеспечит, но и поломку безопасную эксплуатацию оборудования в дальнейшем.
Во травм избежание и поломки оборудования оператору необходимо соблюдать строго правила его эксплуатации. Очистка узлов основных агрегата должна проводиться постоянно.
Токарный настольный агрегат максимально позволяет точной обработки металлических заготовок. достижения Для этой цели необходимо придерживаться его правил эксплуатации. Благодаря простоте конструкции обеспечивается агрегата точность обработки металлических деталей.
Наладка станка Универсал и правила работы на станке
При механической обработке различных материалов (сталь, чугун, дерево, пластмасса и т.д.) и выполнении различных видов обработки (обточка, распиловка, сверление, шлифование и т.д.) в зависимости от материала режущего инструмента (инструментальная, быстрорежущая сталь или твердый сплав) необходима определенная скорость резания для обеспечения хорошего качества поверхности и сохранения режущих свойств инструмента. Так, при очень большой скорости резания режущий инструмент быстро затупится, а при очень низкой — обрабатывавшая поверхность получится рваной или шероховатой. Для получения целесообразной скорости резания необходимо, чтобы шпиндель вращался с соответствующим числом оборотов n в минуту, которое можно определить по следующей простейшей формуле:
n = 320 · V/ D об/мин
где V — cкорость резания в м/мин;
D — диаметр обрабатываемой детали или режущего инструмента (когда вращается режущий инструмент). Рекомендуются следующие скорости резания:
- При точении по стали и чугуну — 50-80 м/мин твердосплавными резцами и 20-40 м/мин резцами из быстрорежущей стали.
- При точении по дереву — 80-150 м/мин.
- При сверлении — 15-30 м/мин.
- При шлифовании — до 20 м/сек.
- При фрезеровании — 15-30 м/мин.
- При заточке — до 20 м/сек.
- При распиловке по дереву — 300-500 м/мин.
- При работе лобзиковой пилой n = 280-710 об/мин.
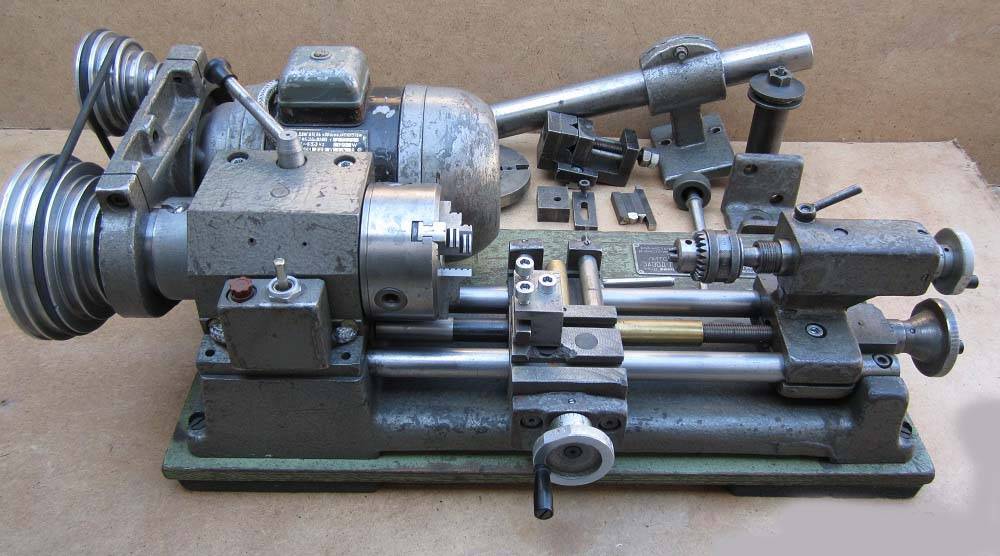
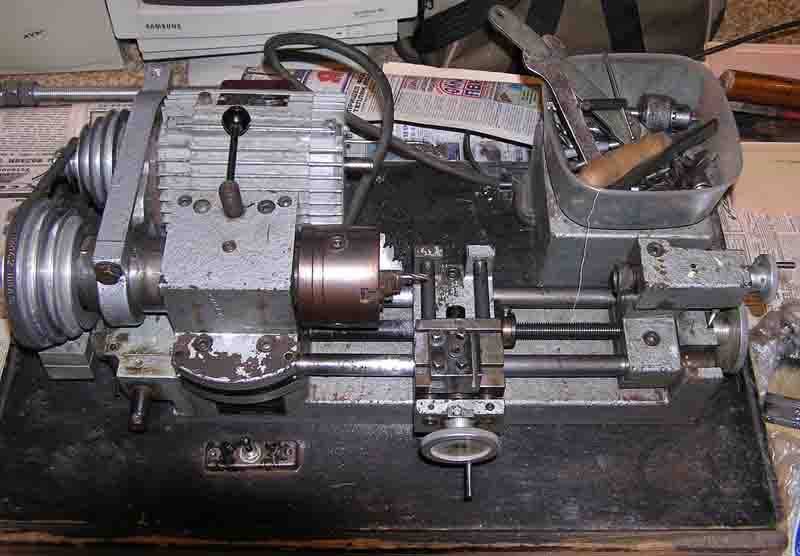
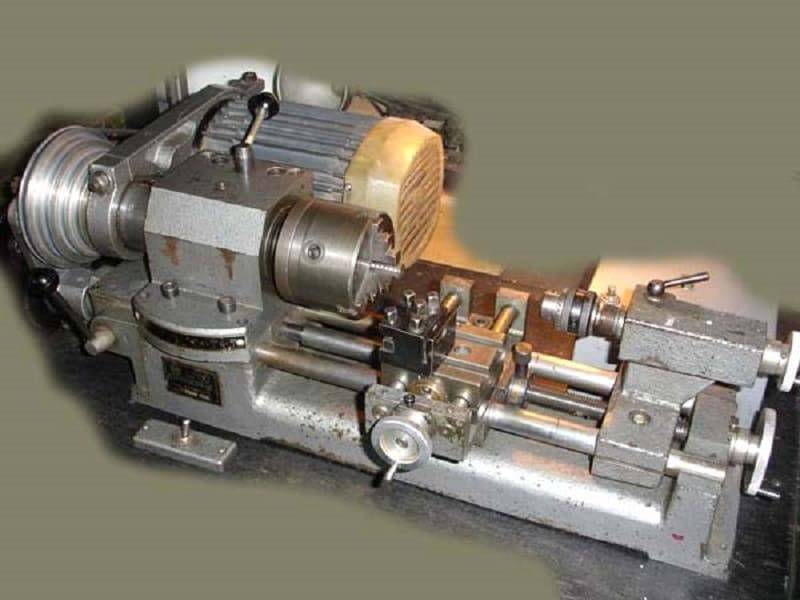
Общий вид токарного станка Универсал

Фото токарного станка Универсал

Фото токарного станка Универсал

Фото токарного станка Универсал

Фото токарного станка Универсал

Фото токарного станка Универсал

Фото токарного станка Универсал

Фото токарного станка Универсал
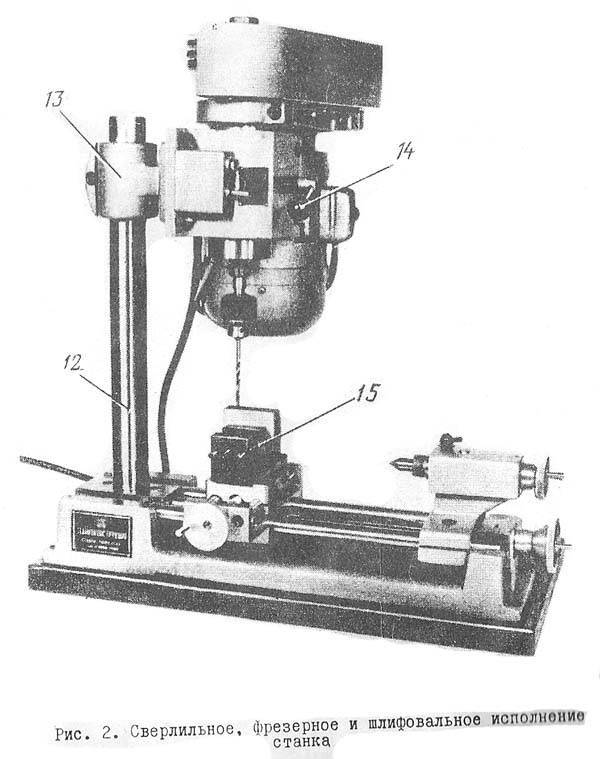
Сверлильное, фрезерное и шлифовальное исполнение станка Универсал
- Стойка (рис.2), закрепляемая вместо шпиндельной бабки для выполнения сверлильных, фрезерных и шлифовальных работ при вертикально расположенном шпинделе;
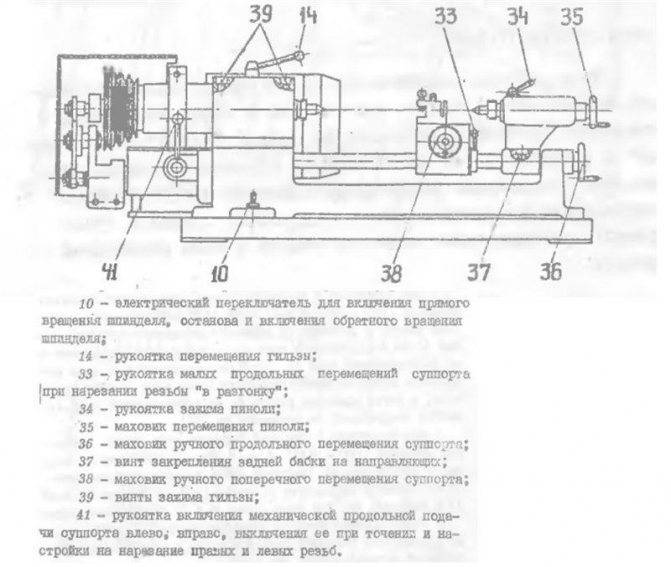
- Рукоятка для вертикального перемещения гильзы в отверстии шпиндельной бабки, что обеспечивает перемещение сверла, фрезы или шлифовального круга;
- Тиски, устанавливаемые на верхние салазки суппорта и служащие для крепления обрабатываемого изделия. Вместо тисков можно установить также прямоугольный стол с Т-образными пазами, на котором с помощью прихватов крепится изделие для обработки;
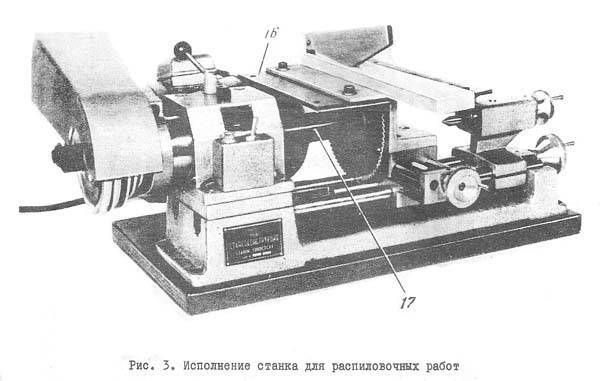
Исполнение станка Универсал с дисковой пилой
- Прямоугольный стол (рис.3) для работы дисковой пилой, который крепится при помощи кронштейна на верхних салазках суппорта;
- Оправка, насаженная на шпиндель, для крепления дисковой пилы;
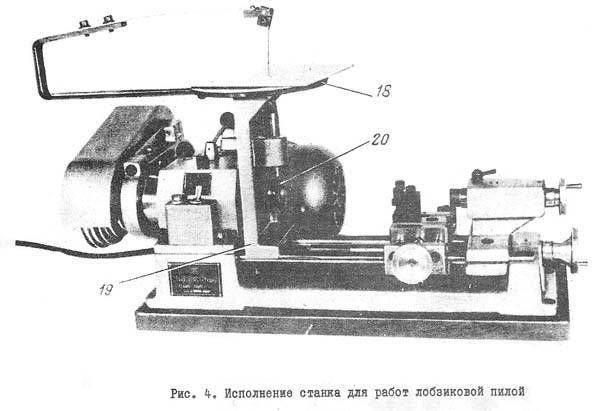
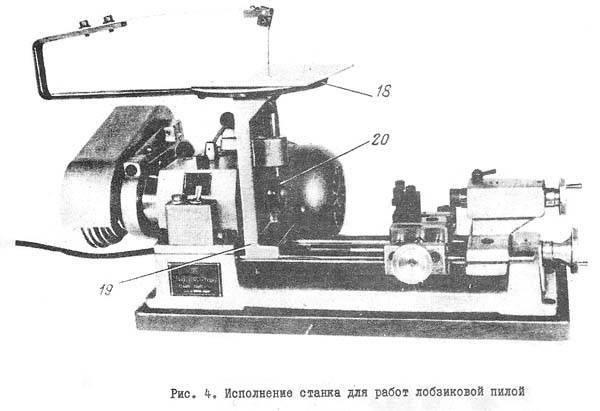
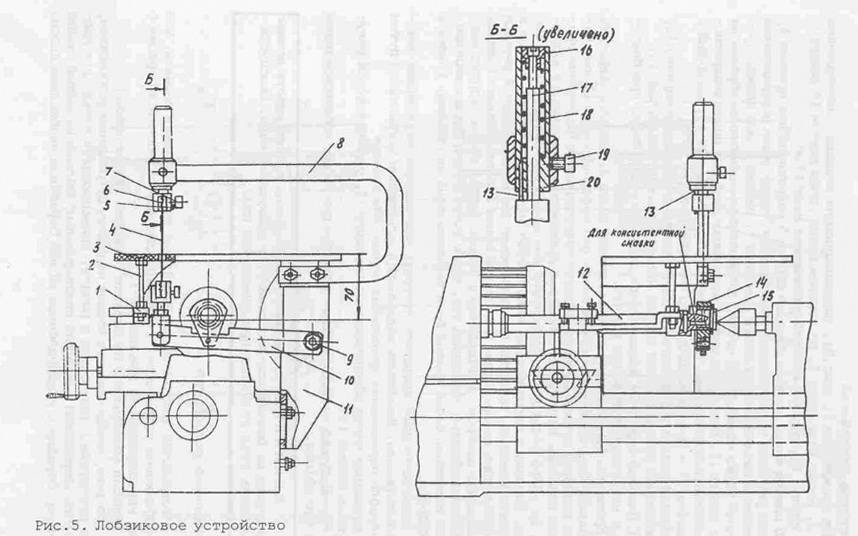
Исполнение станка Универсал для работ лобзиковой пилой
- Круглый стол (рис.4) для работы лобзиковой пилой;
- Кронштейн для крепления круглого стола на круглых направляющих станины;
- Эксцентриковое устройство, укрепленное на переднем конце шпинделя, для сообщения пиле вертикального возвратно-поступательного движения.
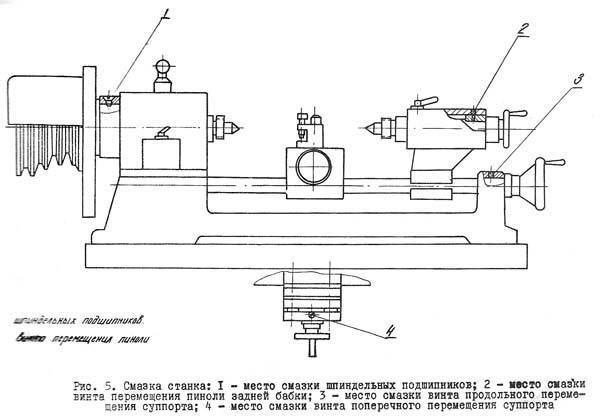
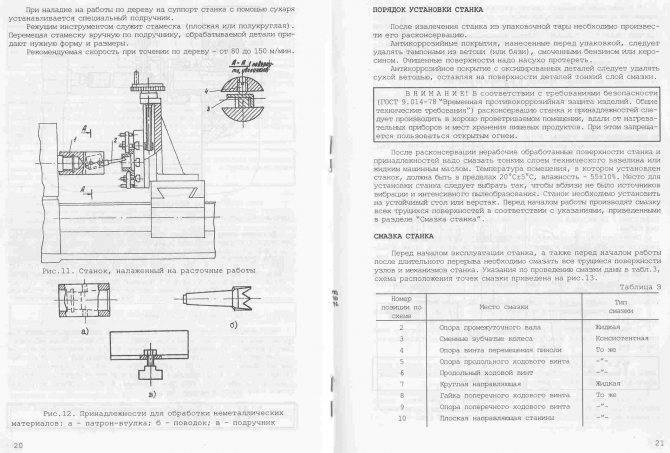
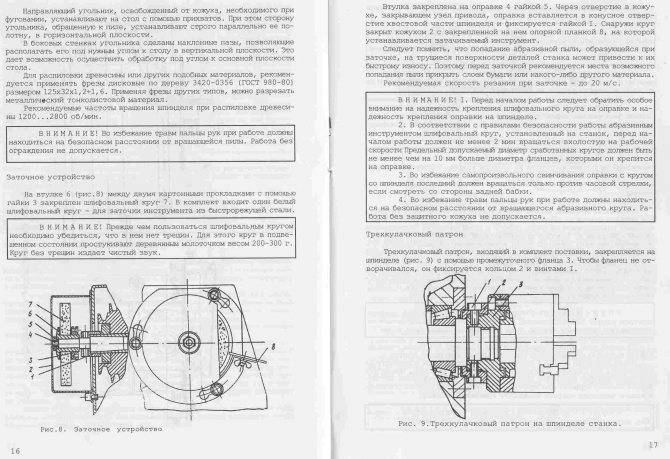
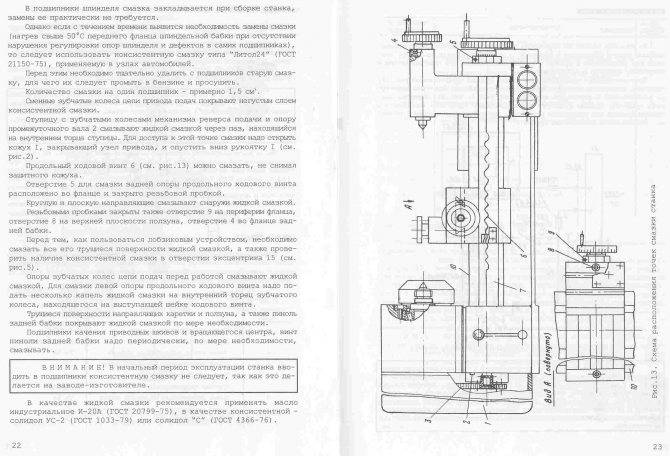
Смазка токарного станка Универсал
- место смазки шпиндельных подшипников;
- место смазки винта перемещения пиноли задней бабки;
- место смазки винта продольного перемещения суппорта;
- место смазки винта поперечного перемещения суппорта
Перед началом работы станка необходимо смазывать круглые направляющие станины и суппорта, винты продольного и поперечного перемещения суппортов, пиноль и винт для ее перемещения.
Смазка производится следующим образом. Резьбу винтов перемещения суппорта, а также круглые направляюще и наружную поверхность пиноли смазать из масленки, равномерно подавая каплями. После этого прогнать суппорт и пиноль на полный ход и обратно.





Опоры винтов суппорта и пиноли сказать через специально предусмотренные отверстия, заглушенные резьбовыми пробками. Масло индустриальное 20 ГОСТ 1707-51.
Подшипники качения шпинделя, приводных шкивов и эксцентрикового устройства лобзиковой пилы покрывать периодически консистентной смазкой (солидол жировой) УС-2 или *УС-3 ГОСТ 1033-51.
В шпиндельные подшипники смазка вводится через специальное отверстие в гильзе, заглушенное резьбовой пробкой. В подшипники шкивов и эксцентрика смазка вводится при съеме фланцев.
В первый период эксплуатации станка вводить густую смазку не следует, так как она заложена на заводе-изготовителе.
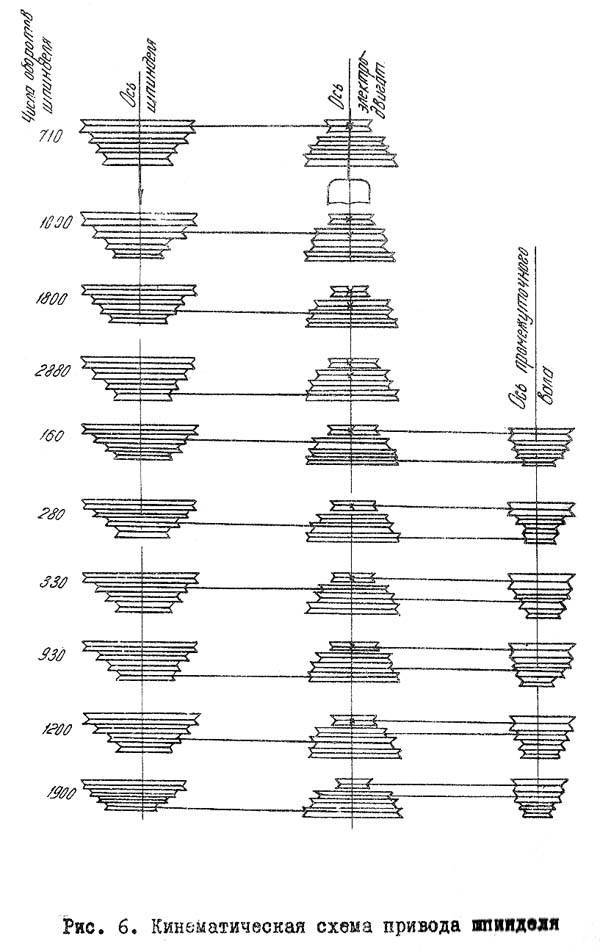
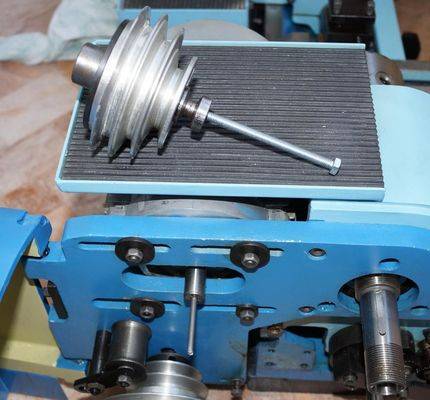
Кинематическая схема привода шпинделя станка Универсал
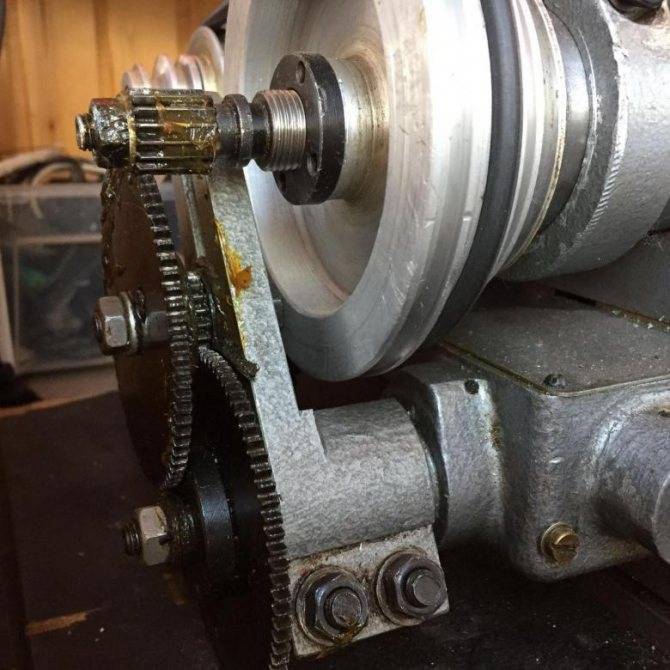
Кинематическая схема привода шпинделя показана на рис. 6, из которой наглядно видно, в какие ручьи шкивов необходимо установить ремни, чтобы получить подходящее число оборотов шпинделя. Для того чтобы натянуть ремни, необходимо откинуть назад кожух, отпустить на 1/2-1 оборот гайку 1 (рис.7) специальным ключом и, сдвинув электродвигатель, освободить ремни. Далее установить ремни в нужное положение, снова натянуть их и закрепить гайкой I. При настройке ступеней 710, 1000, 1800, 2800 об/мин, которые получаются без промежуточного шкива 2 (см. рис.6 и 7), отвернуть винт.3, снять шкив 4 и обратной стороной поставить на место так, чтобы его выступ вошел в паз соседнего шкива, а штифт — в отверстие шкива. Винтом 3 закрепить надежно шкив 4.
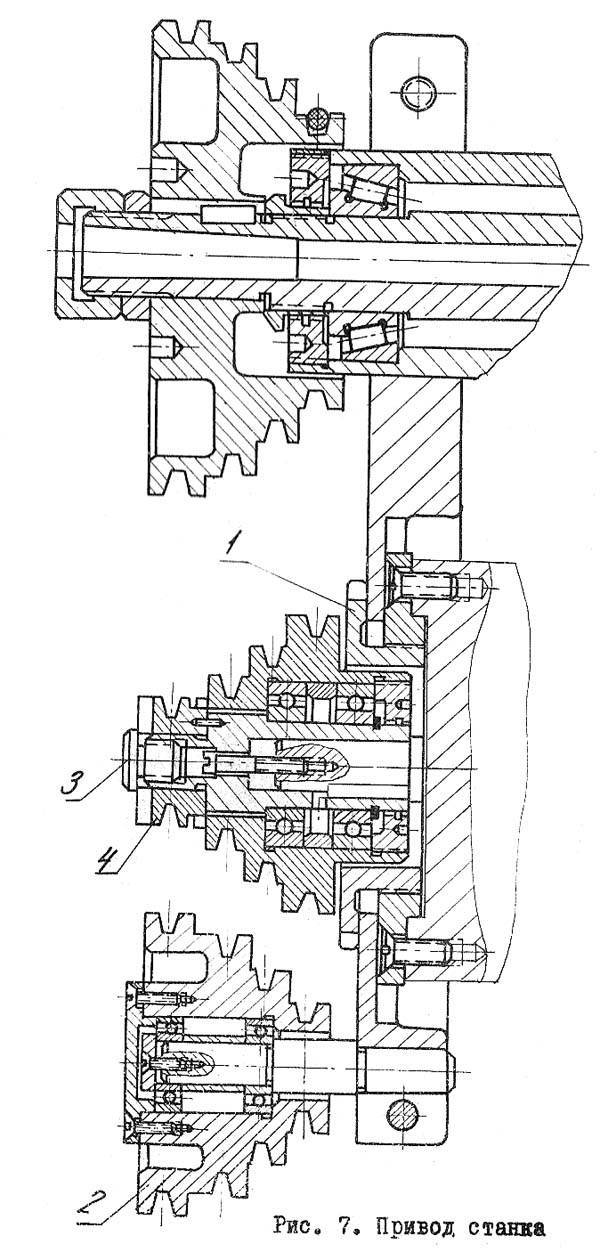
Привод станка Универсал
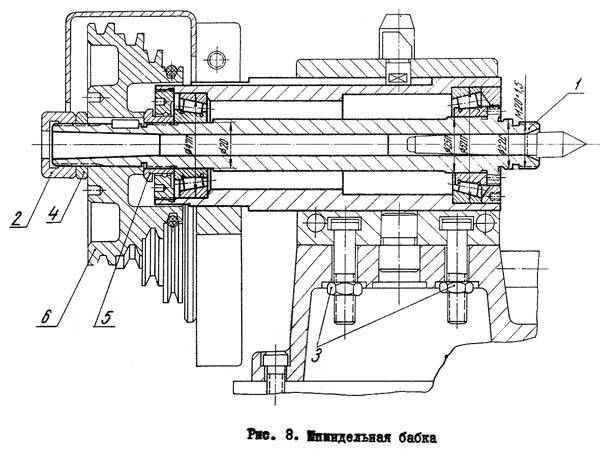
Шпиндельная бабка токарного станка Универсал
Зажимная цанга станка Универсал
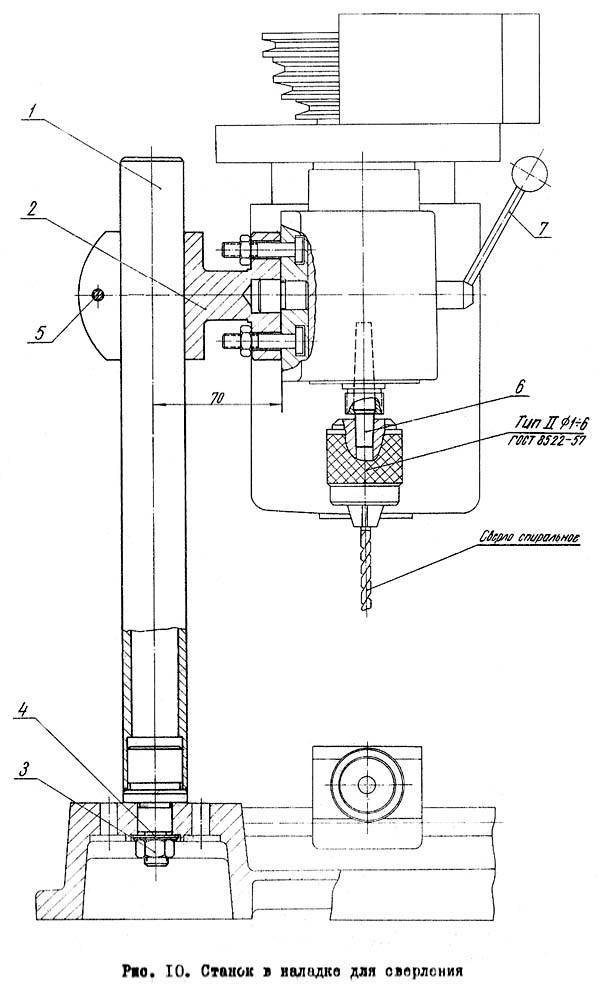
Станок Универсал в наладке для сверления
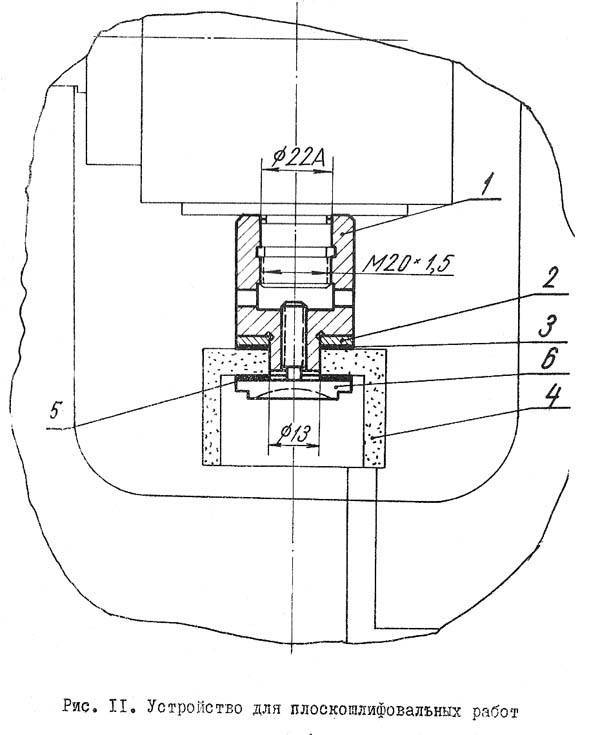
Устройство станка Универсал для плоскошлифовальных работ
Устройство и работа токарного станка Универсал-3
На станине станка закреплена полая цилиндрическая направляющая. Она является общей базой для основных узлов станка: шпиндельной бабки, суппорта, задней бабки. Другой общей базой для этих узлов является плоская направляющая станины.
В передней части станины под кожухом расположен ходовой винт продольного перемещения суппорта.
На левой стенке передней бабки установлен кронштейн. На нем закреплен электродвигатель привода станка.
Под кожухом, закрывающим кронштейн, расположены шкивы привода вращения шпинделя и механизм привода подач.
Станок поставляется в токарном исполнении. Дополнительные принадлежности, входящие в комплект поставки (см. табл.7), служат для того, чтобы осуществлять с помощью несложных переналадок другие исполнения станка: фрезерно-сверлильное, шлифовальное, фуговальное и т.д.
Ниже описано устройство дополнительных принадлежностей и приведены способы наладки на различные виды обработки.
Резцедержки
В комплект поставки входят две резцедержки: подвижная и неподвижная.
С помощью подвижной резцедержки, смонтированной на каретке, можно обрабатывать конусные поверхности. Неподвижная резцедержка крепится к ползуну суппорта с помощью винта и сухаря, входящего в один из Т-образных пазов ползуна. В каретке расположены два винта, которые с помощью тех же сухарей крепят каретку к ползуну суппорта.
В общем случае каретка может быть установлена в любом из пазов ползуна суппорта в соответствии с требованиями наладки.
Для обработки конусных поверхностей каретку следует установить на ползуне так, чтобы первоначально нулевой штрих шкалы каретки совпадал с риской на левом торце ползуна. Такая установка осуществляется с помощью одного винта в оснований каретки, который вворачивается в специально предусмотренное для этой цели резьбовое отверстие, расположенное на верхней плоскости ползуна между двумя Т-образными пазами. Цена деления шкалы каретки — 1°.
ВНИМАНИЕ! После разворота каретки на требуемый угол, необходимо, во избежание аварии, надежно зафиксировать ее крепежным винтом, как было описано выше
Цанговый зажим
Зажим состоит из цанги, гайки и кольца, цанга вставляется в конусное отверстие шпинделя, а гайка наворачивается на шпиндель по резьбе. С помощью этой гайки в цанге, перемещающейся вдоль своей оси, зажимается заготовка или режущий инструмент, вставленные в ее внутреннее цилиндрическое отверстие.







Назначение и область применения
Настольный станок Универсал -3М предназначен для обработки средних и маленьких заготовок в индивидуальных мастерских. Такой механизм можно часто встретить в кабинетах школ, институтов, различных колледжей.
Прекрасно подходит для использования в бытовых условиях. основными преимуществами являются:
- небольшое количество шума;
- возможность подключится к бытовой электросети;
- небольшие размеры станка;
- его универсальность.
Именно поэтому устройство пользуется популярностью у различных мастеров. Предназначен станок для выполнения следующих операций:
- отрезка;
- растачивание отверстий разного диаметра;
- просверливание отверстий и снятие фасок;
- проточка и расточка различных поверхностей, цилиндрических, конических.
Это один из самых востребованных токарных устройств у современных токарей всех уровней.





