Важные нюансы
Как и любые другие механизмы, узлы данного станка могут выходить из строя. Вот наиболее распространенные поломки и примерные способы их устранения:
- Если в станке стучат подшипники, то следует их заменить как можно скорее. Продолжая эксплуатировать станок с неисправными подшипниками, вы ставите под угрозу работоспособность других узлов аппарата.
- Мотор создает слишком много шума или быстро нагревается. В этом случае необходимо проследить за состоянием обмотки двигателя или полностью его заменить.
- Причиной внезапной остановки мотора могут быть сбои в работе электросети или проблемы с пусковым механизмом.
- О неисправности электродвигателя также свидетельствует его неспособность набрать полные обороты. Часто это происходит из-за проблем с подачей электричества или из-за поломки мотора. Если проблема с электрической сетью постоянно мешает работать – следует приобрести специальный стабилизатор. Если же неисправен сам двигатель, то, его придется заменить.
Без особой необходимости разбирать станок самостоятельно не рекомендуют. Но если обнаружилась поломка и вы уверены, что сможете ее починить, то перед разборкой станка его следует полностью отключить от электросети. После этого разбирайте проблемный узел и постарайтесь устранить поломку.
Помните, что намного легче предотвратить поломки, чем их устранять! Чтобы повысить сроки эксплуатации станка придерживайтесь следующих рекомендаций:
- Соблюдайте все правила использования станка.
- Регулярно и своевременно проводите очистку основных узлов агрегата.
- Проверяйте состояние электросети и электрического оборудования станка.
- Вовремя смазывайте все ходовые части устройства.
Общая конструкция и принцип работы
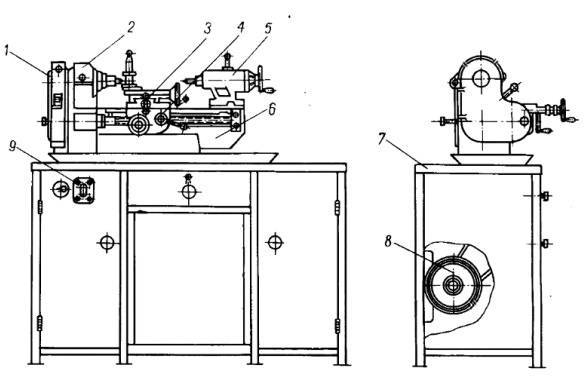
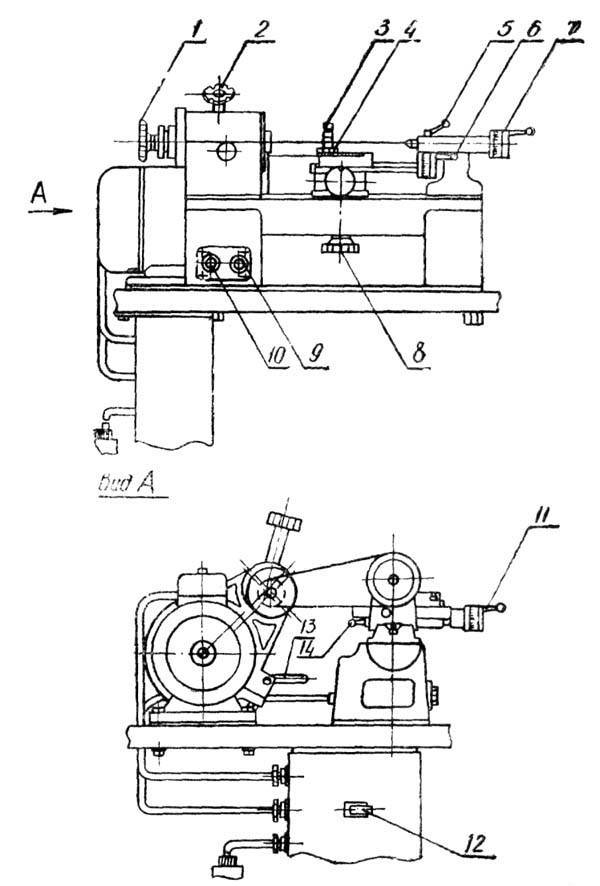
Тумба данного станка изготовлена из толстостенной листовой стали. Дополнительно монтируют ребра жесткости. В задней части тумбы расположен электродвигатель. На лицевой части – блок управления работой, в том числе кнопка реверс, а также включения/выключения.
На задней тумбе, которая имеет П-образную форму, также имеются ребра жесткости вверху и снизу. Внутри этой конструкции содержится электрощит со всем основным электрооборудованием данного механизма.
В левой части станины расположена шпиндельная бабка, к которой подключена коробка для переключения скоростей. Вращение шпинделя происходит за счет трехкулачкового патрона.
От блока шпинделя к коробке скоростей вращение передает передаточный механизм. Особенностью механизма данного станка является то, что здесь невозможно установить другие пары шестерней, а потому передаточное соотношение всегда одинаковое.
Токарно-винторезный станок ТВ-16 и общие сведения о нем
ТВ-16 был создан на базе чехословацкой установки TOS MN80.
В СССР описываемый настольный токарно-винторезный станок изготавливался рядом комбинатов. Среди них выделим такие:
- «Завод имени Кирова» (город Алма-Ата);
- «Комбинат имени Ворошилова» (г. Уральск);
- «Кобринское инструментальное предприятие»;
- Краснодарский комбинат «Сельхозмашцепь»;
- завод «Октябрь» (г. Дубно);
- «Иркутский механический комбинат».
Конструктивно станки от указанных заводов ничем не отличались друг от друга (их технические характеристики также идентичны). Различалась лишь формы литья станин агрегатов, а набор узлов и механизмов ТВ-16 от любого производителя оставался неизменным.
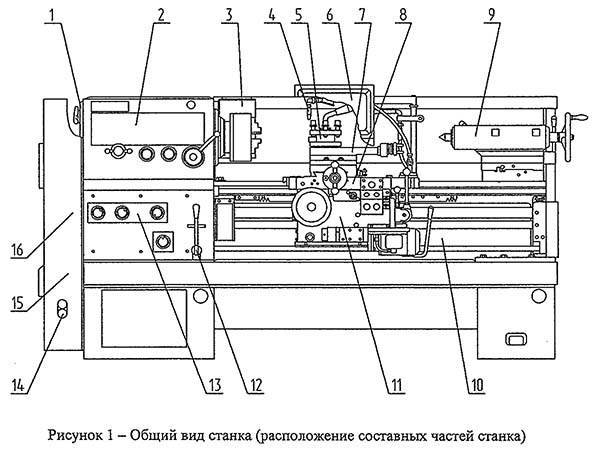
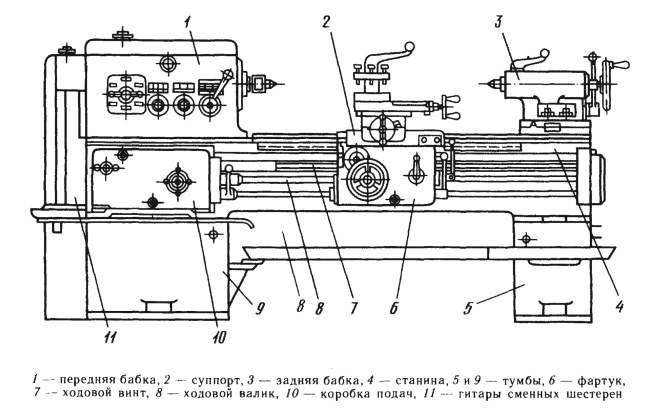
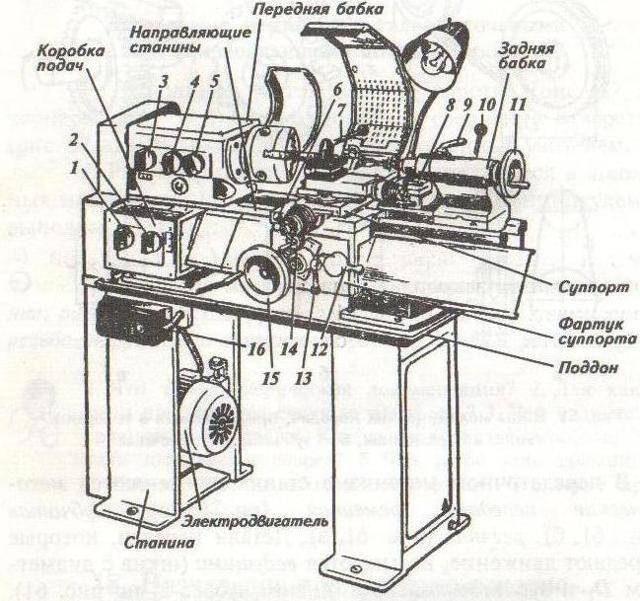
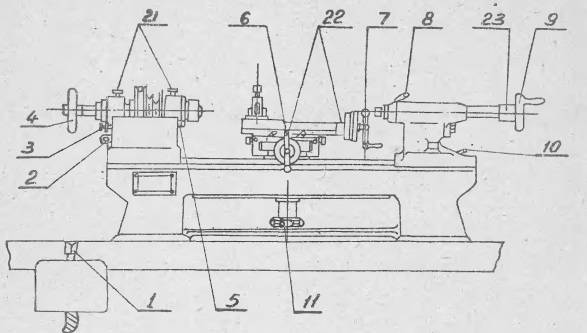
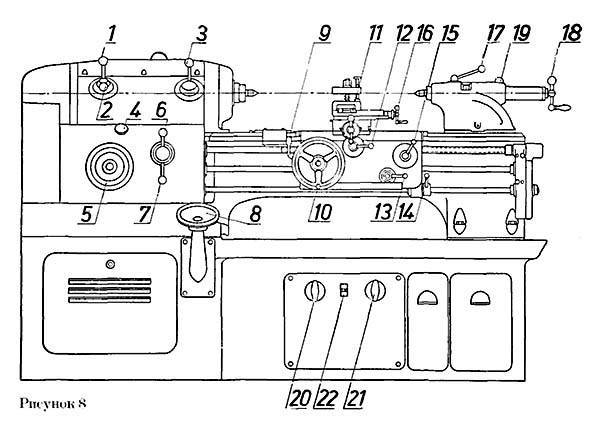
Составные компоненты данного токарного агрегата для работы по металлу следующие:
- станина;
- стол:
- передняя бабка;
- суппорт;
- механизм подач;
- привод;
- электрическое оборудование;
- задняя бабка;
- инструмент и специальные принадлежности.
Благодаря нехитрой конструкции ТВ-16, любой человек может освоить принципы и правила выполнения работ по металлу, разобравшись с сутью токарной обработки.
Это интересно: Токарный станок по металлу ТВ-7 — технические характеристики, паспорт
Особенности эксплуатации
Учебный токарный станок ТВ-6 для обработки металла нашёл своё применение для производства изделий в домашних мастерских. Он, конечно, уступает современным аналогам, но с его помощью можно с точностью изготавливать даже некоторые сложные детали.
В эксплуатации он достаточно прост, но есть свои плюсы и минусы. Несложные регулярные профилактические меры позволяют на длительный период сохранять его в хорошем рабочем состоянии. Среди них:
- Регулярная проверка и регулировка натяжных ремней в приводном механизме.
- Для устранения вибрации шпинделя надо периодически подтягивать гайки шпиндельного узла, если это не помогает, значит, проблема в подшипниках и требуется ремонт.
- Незначительные зазоры в его подшипниковых узлах можно устранить регулировкой гаек или шлифовкой торцов колец.
К недостаткам можно отнести его работу от электрической сети в 380 В. Под 220 В станок надо переделывать. К тому же при работе он сильно шумит, поэтому не везде его можно устанавливать. А, в общем, это надёжный, долговечный станок, который до сих пор пользуется хорошим спросом.
У меня в гараже такой станок с 1992 года и до сих пор работает без серьёзных ремонтов.
Дмитрий
Недавно купил ТВ-6 в б/у состоянии, но покупкой доволен, потому что уверен, что он прослужит дольше, чем новый китайский ширпотреб.
Андрей Павлович
Смотря, в каком он состоянии и какие работы будут на нём выполняться.
Игорь
Техника безопасности
Соблюдение техники безопасности способствует предотвращению травм при эксплуатации оборудования.
Для недопущения возникновения несчастных случаев необходимо придерживаться следующих правил:
- Не допускается выполнение очистительных и смазочных работ элементов оборудования во время его эксплуатации.
- Не разрешается оставлять оборудование включенным и отходить от него, предварительно необходимо отключить его от электрической сети.
- Необходимо обеспечить хорошее освещение рабочего пространства.
- При возникновении поломки необходимо незамедлительно прекратить работу.
- В случае аварийной ситуации требуется немедленно отсоединить оборудование от электрической сети.
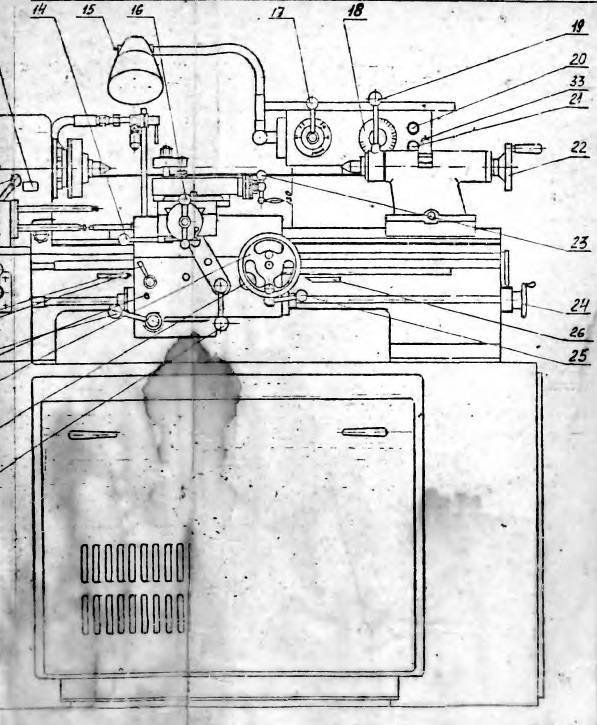


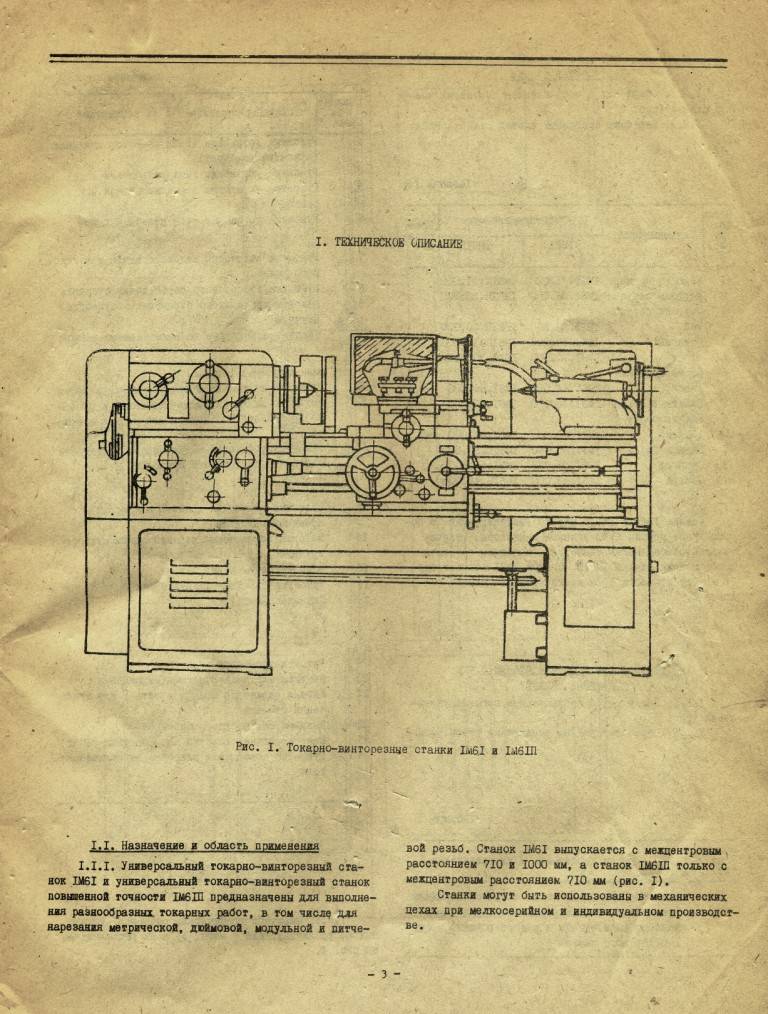
Назначение и область применения
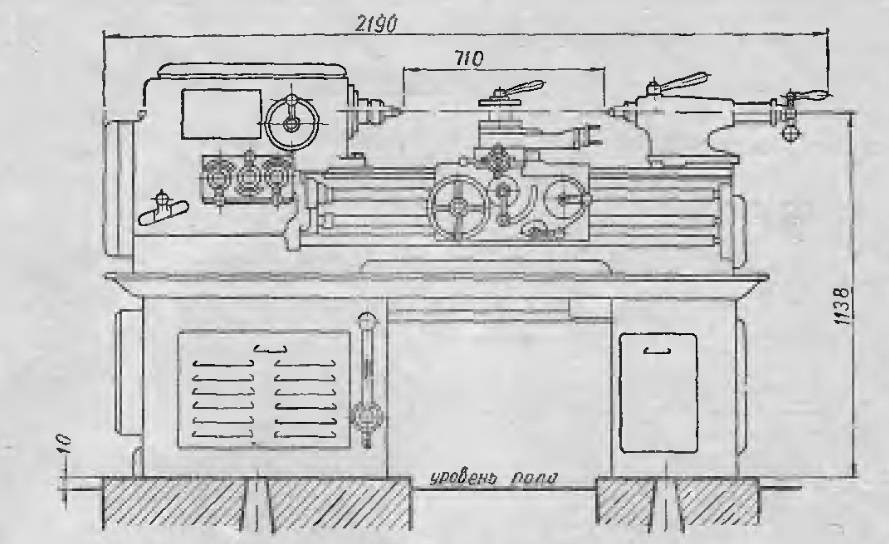
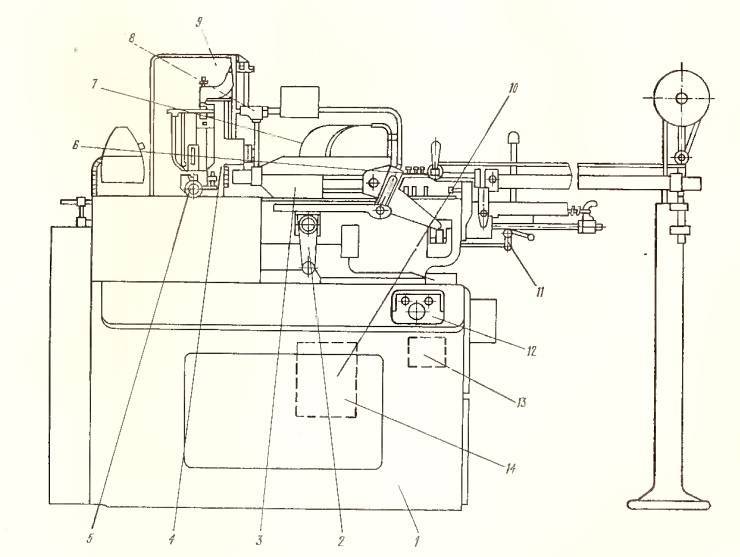
Токарно-винторезный станок 1П611 проектировался для работы в помещениях, не имеющих под оборудованием прочных залитых фундаментов. Его используют в многоэтажных производственных помещениях, устанавливают в передвижных мастерских, включая пароходы. Конструкция станины гасит вибрацию. Технологическая точность не зависит от положения оборудования. Станок стабильно работает при крене пола.
 Справка. Модель токарно-винторезного станка 1П611 выпускается в разных климатических вариантах: тропики, север, стандартный.
Справка. Модель токарно-винторезного станка 1П611 выпускается в разных климатических вариантах: тропики, север, стандартный.
Назначение 1П611 – изготовление мелких серий и единичных деталей из стали, чугуна, цветных металлов и их сплавов. На станке производится обдирка заготовок и чистовая обработка деталей с высокой точностью и чистотой.
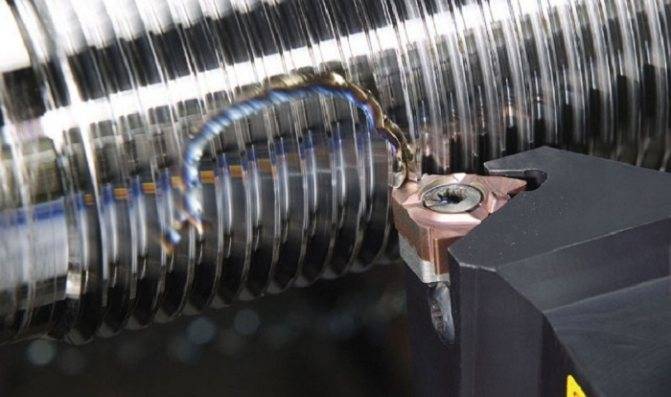
Обработка поверхностей
На станке производится обработка резанием цилиндрических и конических поверхностей, обработка торцов и нарезка резьбы. Используются резцы и многолезвийный инструмент:
- резцы;
- сверла;
- зенкера;
- метчики и плашки.
При необходимости упрочнить поверхность и придать ей высокий класс чистоты, возможна обкатка роликом, зачистка напильником и наждачной бумагой. Для выполнения этих операций используют простые приспособления.
Нарезание резьбы
На гитаре устанавливается нужное передаточное число для нарезки резьбы. Каждый набор шестерен соответствует определенному шагу. Форма нити обеспечивается заточкой резца по шаблону.
На модели 1П611 нарезаются резьбы:
- метрические;
- модульные;
- дюймовые.
Трубные – конические, выполняются с помощью специального инструмента.
Резьбы с диаметром до 24 мм, расположенные от торца, нарезаются многолезвийным слесарным инструментом:
- метчик для внутренней поверхности, детали типа гайка;
- плашка для наружной резьбы: болты, шпильки.
Для их нарезки инструмент крепится на задней бабке.
На участках, где невозможно использовать слесарный инструмент, резьба нарезается резцом. Для вывода инструмента в чертеже предусматривают канавку.
Важно!
Резец отводится вручную. От токаря требуется высокая квалификация для выполнения операции: одновременно вращается ручка салазок, и выключаются обороты и подача рычагом на фартуке.

Сверление
На токарно-винторезном станке 1П611 сверление производится в оси вращения детали в торце со стороны задней бабки.
- Сверло вставляется в конус пиноли.
- Инструмент подводится к детали. Задняя бабка фиксируется неподвижно.
- Включаются обратные обороты.
- Вращением ручки пиноль перемещается, сверло врезается в деталь.
При обработке тонких длинных валов для жесткости ставится люнет. Сверловка больших отверстий может проходить в 2 этапа: сначала сверло меньшего диаметра, затем требуемого.
Отрезка
На модели 1П611 нет поперечной механической подачи резца. Салазки перемещаются вручную, ручкой. Резец выставляется режущей кромкой точно по оси детали. Включается вращение шпинделя и подводится режущий инструмент. Отрезка прямым резцом производится на обратных оборотах.



Развертывание отверстий
Отверстия разворачиваются в коротких деталях большого диаметра, типа шайб, колец, после сверловки.
- Резец крепится в резцедержателе стеблем вдоль оси детали.
- Включается вращение.
- Движением суппорта вдоль направляющих обрабатывается деталь.
Важно!
Тонкие детали обрабатываются на ручном ходу. На механической подаче большая вероятность не успеть остановить суппорт и инструмент врежется в кулачки.
Зенкерование
Длинные заготовки типа вал зажимаются одним концом в кулачках. Со стороны задней бабки ставится люнет, для предотвращения биения. В пиноль устанавливается зенкер. Он врезается центр торца при вращении на заданную глубину. Конфигурация – тип, отверстия под центровку, задается формой зенкера.
Переделка питания электродвигателя станка ТВ 6 на 220 В
Часто при установке станка ТВ 6 приходится решать проблему с отсутствием в помещении питания напряжением 380 В. В таком случае выполняют переделку электродвигателя на 220 В, развиваемая им мощность уменьшится (на 30% для «треугольника» и 50 % для «звезды»), а частота вращения останется той же. Для этого находят провода трех его статорных обмоток. Подключают их к электросети «треугольником» либо «звездой». Т. е. один из проводов соединен с фазой, второй – с нулем, а третий подсоединяют к схеме через конденсатор в металлическом корпусе. Емкость подбирают из расчета 70 мкФ на каждый 1 кВт мощности, а его напряжение должно быть на 15% больше, чем номинальные 220 В.
Назначение и область применения
Он входит в число тренировочных производственных машин, на котором производится обучение азам токарного дела.
На нем выполняются рабочие операции:
- сверление просветов в предметах заданных размеров, из которых путем изменения форм, размера изготавливается деталь;
- обрезка торцов деталей;
- отрезание некой части с целью придания детали нужной формы;
- спиральная винтовая нарезка;
- обработка резцом внутренней либо внешней поверхности деталей, имеющих форму цилиндра либо конуса.

Приспособление успешно используется в мастерских средних школах, профессионально-технических училищах, колледжах, в цехах малых производственных и занимающихся ремонтом предприятий.
Краткая история
Это оборудование производится Ростовским комбинатом учебного оборудования с начала 1970 х годов. Из-за специфики своего применения данный станок назывался «Школьник».
Индустриализация требовала профессиональных кадров, поэтому страна снабжала современными по тем меркам технологиями все средние учебные заведения.
На Ростовском комбинате данный станок выпускается и по сей день, поскольку продолжает пользоваться спросом в частных мастерских и для любителей токарного дела.
Также есть еще завод на Украине в г. Грождно, который также выпускает серию данного оборудования. Но Ростовский комбинат считается все же основным производителей этой функциональной мобильной конструкции.
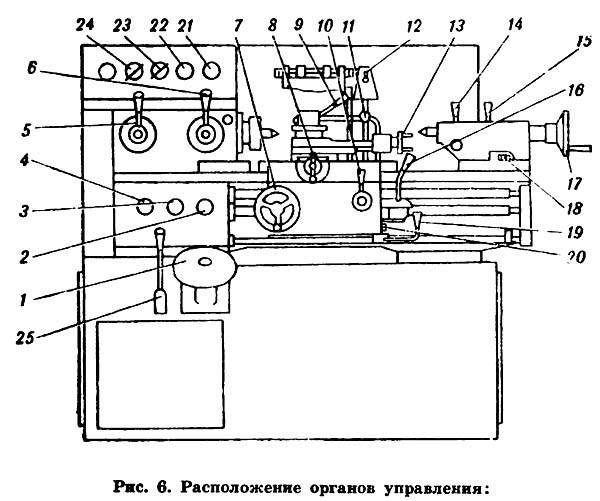
Конструктивные узлы станка и их характеристики
Используется классическая схема сборки. Управление функциональным резаком проводится механически образом или вручную. Приведение в работу и остановка осуществляются при помощи специальной кнопки.
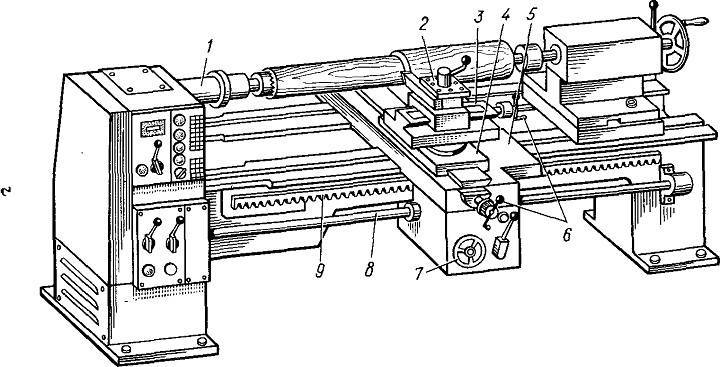
Станина станка
Станина является необходимым соединительным элементом токарного станка. Благодаря ней все узлы надежно крепится друг к другу и совместно могут выполнять работу. При этом передняя часть станины является механизмом передвижения каретки, а задняя необходима для работы задней бабки. На лицевой стороне установлена рейка и ходовой винт. Сама же форма станины коробчатая, направляющих две. Станина держится в неизменном положении на двух тумбах, которые обеспечивают безопасность использования станка ТВ 3.
Передняя бабка
У передней бабки есть два основных свойства. Первое заключается в том, что она поддерживает и не дает выпасть из агрегата детали, которая в данный момент обрабатывается. Второе же предназначение — это придание элементу вращательного движения, благодаря чему возможна обработка. В ТВ 3 передняя бабка выполняет функции коробки передачи скоростей. Передача движения происходит по алгоритму:




- индивидуальный электроноситель;
- шпиндель;
- первый вал;
- закрепленная на первом валу шестерня;
- второй вал;
- несколько видов шестеренок на втором валу;
- третий вал;
- несколько шестеренок на третьем валу.

Последний блок шестерен сцепляется с блоками вторых и предает им движение. В результате блоки передаются на шпиндель основного станка, который и проводит обработку элемента. При этом происходит это при помощи шайбы, которая установлена на резьбе устройства.
Момент вращения передается несколько раз и достигает необходимого размера и мощности
При этом важное значение имеет позиционирование и установка шестерней на нескольких валах, так как они определяют то, какая мощность подается. Передаточное отношение определяется, каково будет число оборотов
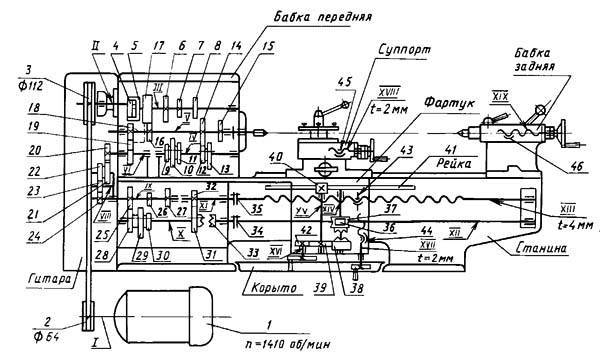
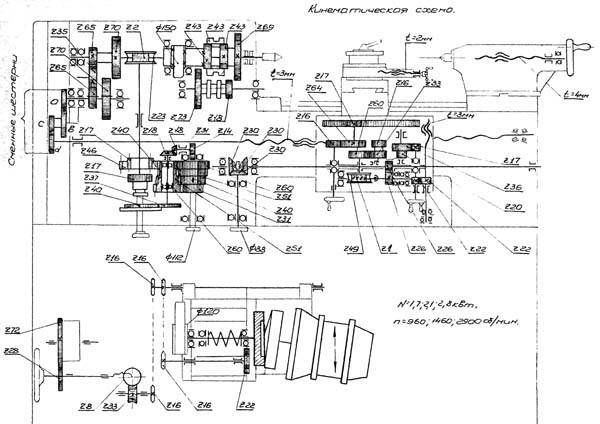
Передаточный механизм
Механизм необходим для поступления момента вращения от коробки скоростей к передачам. Скорость суппорта, шаг меняется в зависимости от установки позиции шестерней. Передаточный механизм включает в себя кронштейн с первым валиком из трех шестерней (72 зубьев), вторым из четырех (42 зубьев). Второй вал сцеплен со следующей шестерней (70 зубьев), а первый с коробкой скоростей. Есть формула, определяющая размер передаточного отношения: i = 24/72 * 42/70 = 1/5.
Количество передаточного отношения остается постоянным, так как в токарном станке ТВ 3 нет возможности устанавливать иные по своим техническим характеристикам и количеству зубьев шестерни. Работа механизма опасна, ученик защищен слоем железа, который устанавливается в виде кожуха.

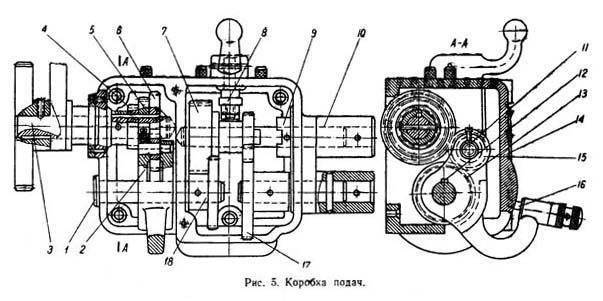
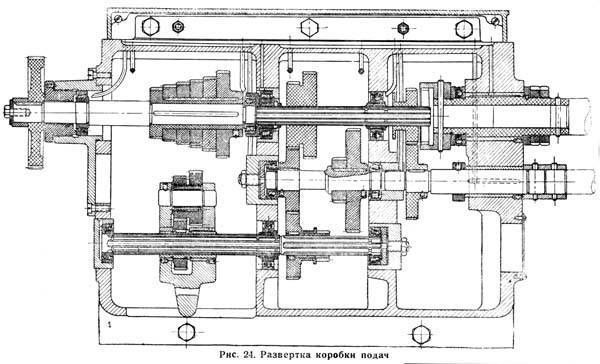
Коробка подач
Коробка получает момент движения из передаточного механизма. При этом есть возможность становить подачу суппорта от 0,4 до 0,6, а резьбу с шагом от 0,6 до 1 мм.
В зависимости от передвижения шестерни меняется ход валика. Если рычаг помещается влево, то цепляется муфта — движение будет у ходового винта.
Коробка передач защищена от постороннего воздействия. В механизм можно заливать масло, когда в этом есть необходимость, через специальные отверстия. Коробка плотно крепится к станине.
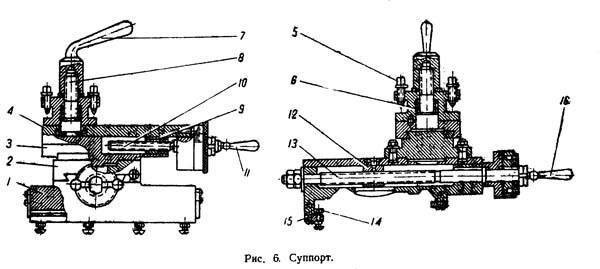
Суппорт
Суппорт позволяет крепить и перемещать резец в зависимости от размеров, диаметра и формы обрабатываемого изделия. Суппорт на токарном станке ТВ 3 имеет четыре каретки, которые приводят соответствующие гайки и винты в работу. Суппорт является деталью, которая часто изнашивается из-за появления зазора между каретками. Если возникают проблемы, то регуляция производится специальными планками.
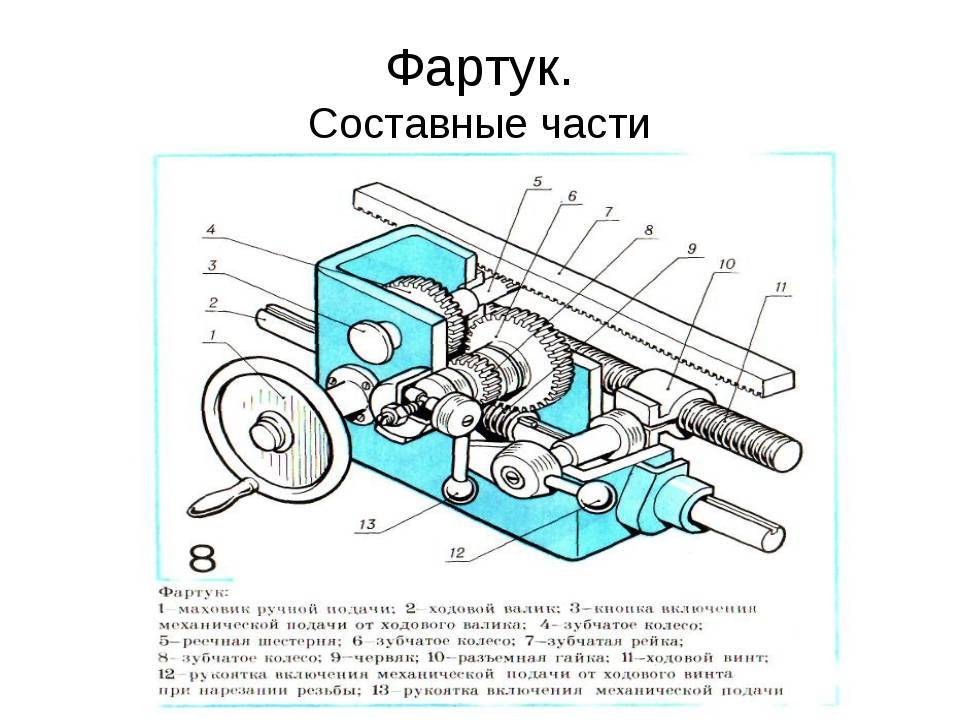
Фартук
Фартук предназначен для регуляции подачи. Посредством него регулируется, происходит работа при помощи ходового винта, валика, ручным способом или механизировано. Ручная и механическая подача осуществляется разными методиками. Первая при помощи маховика на втором валу, а вторая благодаря скользящей шпонке.

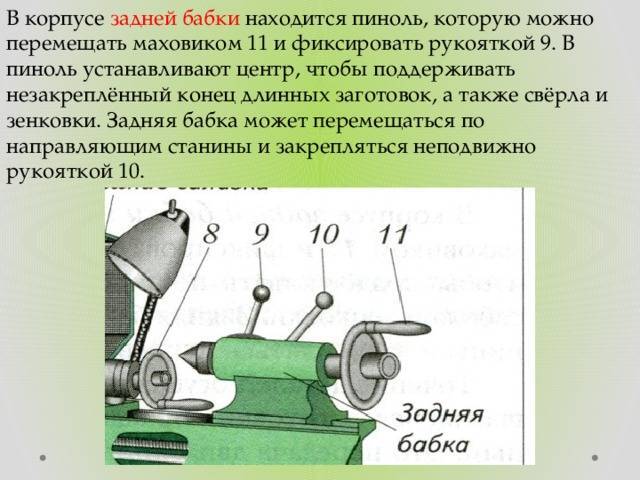
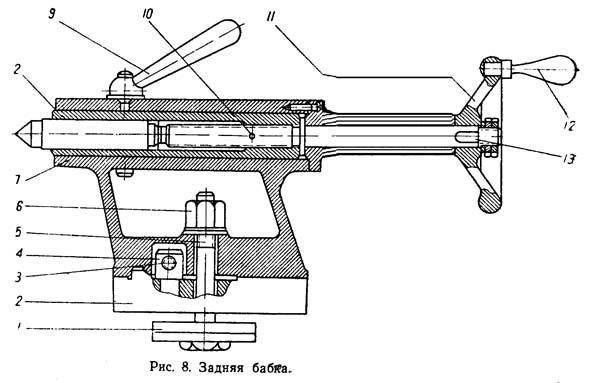
Задняя бабка
Эта деталь необходима для удержания в ровном положения другого конца обрабатываемого элемента. Установка производится в пиноль конусной формы. Для установки в правильном положении используются винты, гайка и зажимы, расположенные около механизма. Задняя бабка изменяет свое положение в зависимости от того, каким образом происходит обработка детали на токарном станке.
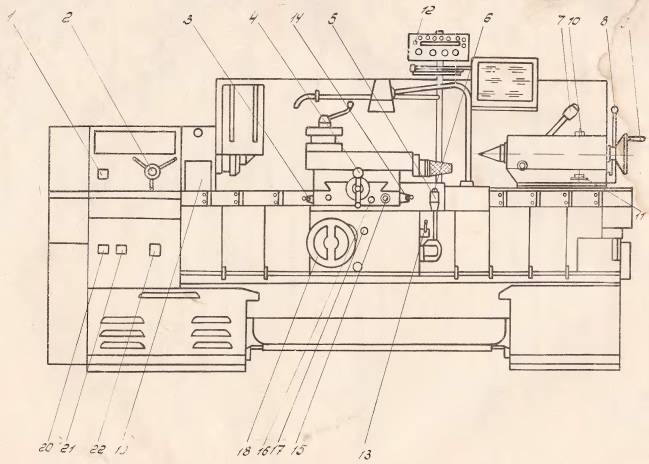
Особенности конструкции
Следует дополнить описание особенностями конструкции токарно винторезного станка 165. Центр жесткости — двухтумбовое основание, выполненное технологией отливки из чугуна. Для повышения прочности стенки снабжены наклонными ребрами. Другие элементы, обеспечивающие точность обработки даже при высоких скоростях резания:
- станина с направляющими особой формы из каленого металла;
- каретка с возможностью установки широкого ассортимента инструментов, резцов большого сечения;
- конструкция шпинделя;
- привод высокой мощности.
Для гарантированной стабильности параметров обработки в течение долговременной эксплуатации — применяются надежные материалы с высокой устойчивостью к износу. Для изготовления ходового вала, ходового винта, зубчатых колес — использована инструментальная сталь. Детали оборудования проходят процесс закаливания, поверхности шлифуются для достижения высокой точности соединений.




Для обеспечения возможности обточки протяженных конусов — суппорт модели имеет специальную конструкцию. Его верхний блок — смещается от привода. Это позволяет работать по конусным поверхностям как протяженной, так и малой длины.
Зубчатые колеса — осуществляют управление величинами подач, а также отвечают за настройку шага нарезки резьбы. Управление системой привычно, для установки отдельных величин используется дополнительная настройка гитары с заменяемыми шестернями.
Для большинства типов резьб — достаточно использовать возможности закрытого узла подач. Для манипуляций с нестандартными типами нарезки — используются сменные зубчатые колеса, поставляемые в комплекте с оборудованием.
Пиноль задней бабки имеет значительный диаметр (120 мм), удобно смещается при помощи маховика, фиксируется при помощи рукоятки. Весь блок может смещаться в обе стороны от базовой оси в поперечном направлении.
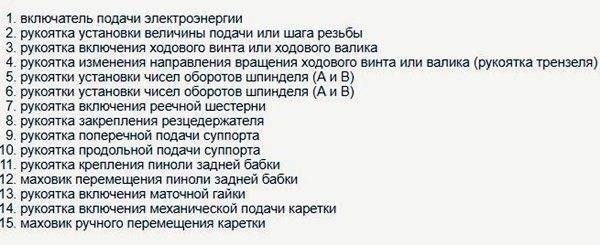
Схема управления, представленная в руководстве по эксплуатации — привычна для квалифицированных токарей. Переключение режимов осуществляется установкой положения рукояток, стандартные наборы настроек — приводятся непосредственно на корпусе установки.
Модель 165 обеспечивает класс точности обработки Н с конечной классом шероховатости поверхности после точения V6.
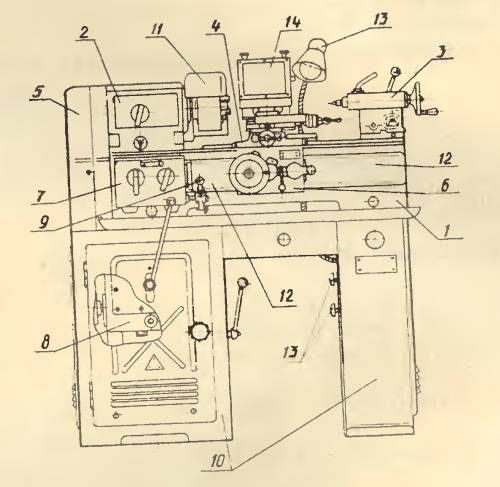
Схема электрическая принципиальная
В оборудовании применяются схемы, работающие на пониженном напряжении 24В. В электросхеме нет трансформатора, понижение параметров выполняется при помощи однофазного диодного моста.
Второй контур сниженного напряжения в 110В — запитывается через понижающий трансформатор. Для питания маломощных потребителей 24В предусмотрен отдельный трансформатор. Он подает напряжение на лампы освещения. Расположенные на гибкой штанге, они позволяют удобно освещать рабочую область.
Задача, которую выполняют электросхемы электрическая схема токарного станка — заключена в преобразовании параметрики главного источника энергопитания в необходимые для управления используемыми в станке 165 двигателями. Устройство подключается к трехфазной сети 380В.
Все элементы электрической системы монтируется в нише передней бабки. Реализовано кнопочное управление работой электрохозяйства станка. В документации к оборудованию, паспорте по эксплуатации, приводятся необходимые процедуры периодической проверки, обслуживания, планового и регулярного — для отдельных частей электросхемы станка. Паспорт также четко описывает типы примененных плавких предохранителей и перечисляет места их установки.
Токарно винторезный 165 присоединяется к электросети трехфазной 380В обязательно с использованием вводного автомата УЗО. Подводящие кабели должны иметь сечение жилы не менее 10 кв.мм.
Современные аналоги
Очевидные преимущества станка ТВ-16 принадлежат их аналогам, неуступающим качеством комплектации, сроком службы, а в количестве режимов, мощности и автоматизации процесса, доступности даже выигрывают.
- Швейцарские JET BD-7 или BD-X7.
- Германский Optimum TU1503V.
- Совместное производство Чехии и Китая — Proma SM-300E.
- Российский TRIOD LAMS-02/300.
- Чешский MN-80A.
- Польский TSA-16.
Несмотря на то, что ТВ-16 снят с производства, является конкурентоспособной моделью. Изначально рассчитан на обучение новичков. Подходит для получистовой и чистовой обработки деталей, непригоден для массовой выработки металлических изделий.
Эксплуатация токарно-винторезного станка ТВ-4
Перед началом выполнения работ на ТВ-4 учеников следует ознакомить с основными техническими характеристиками конструкции и основами техники безопасности.
При эксплуатации станка следует выполнять следующие этапы:
- Выполнить предварительный осмотр оборудования и подготовку работы на нем. Осмотреть оборудование и рабочее место, оно должно быть очищено от стружки при работе предыдущей смены. При отсутствии неисправностей настроить станок получение детали заданного типа.
- Воспроизведение работы на агрегате. Выполнить предварительную настройку оборудования, правильно расположить заготовку между задней и передней бабкой, чтобы получить точную деталь.
- Выполнить профилактические работы. После работы удалять остатки стружки и металлической пыли после каждой обработанной детали. Для этого можно воспользоваться специальными приспособлениями – щетками или пылесосом. Также необходимо проверить целостность оборудования, отключить станок от электрической сети.
ТВ-4 не рассчитан производство деталей в большом количестве, соответственно степень его нагрузки необходимо контролировать.

Важно! При эксплуатации станка по металлу не должно быть никакой вибрации! В случае возникновения вибрации, следует оставить действие станка и принять меры к устранению неполадки. Прежде всего, проверить крепление инструмента и обтачиваемой детали
Точение деревянных изделий
Большому количеству изделий важна обработка точением. Для таких поделок, в роде ваз, тарелок или бокалов применяется специальное крепление – патрон. Для продолговатых изделий используется трезубец, позволяющий поджимать центром задней «бабки».




Принцип заготовки заключается во вращении данной стамески по оси, благодаря чему происходит заточка детали. Данная разновидность точения называется продольной. В случае, если поделка небольших размеров, то токарь может ее крепить к планшайбе (или плоскому диску) на шурупы.
Для начала на деталь наносятся метки для шурупов, далее просверливаются отверстия, каждое глубиною равной длине шурупа, хотя некоторые мастера проделывают их с помощью шила. Для определения места под шурупы заготовка прикладывается к планочной шайбе, а сквозь дырки, находящиеся с обратной стороны, метится их местоположение. Перед началом обработки плоских деталей на планшайбе, подготавливается стамеска, мастер, как правило, перемещает ее перпендикулярно, а заготовка обтачивается торцовым или лобовым способом.
Лезвие имеет клиновидную форму, а режущую кромку образуют передняя и задняя поверхность на пересечении. В заточку заготовок из дерева входит также отрезка частей, размета центра вращения, придание формы цилиндра. Токарный станок предоставляет широкий спектр возможностей для создания идеальных форм поделок. Также без точения не обходятся работы по изготовлению ручек или ножек для мебели.
Фартук
Фартук необходим для подачи суппорта от ходового валика (винта) механическим или ручным способом. Если необходимо выполнить подачу вручную, следует вращать маховик, который расположен на валу-шестерне. Последний смыкается с шестерней, которая находится на валике реечного зубчатого колеса.
Червяк, соединенный при помощи скользящей шпонки с валиком, обеспечивает механическую подачу. Он передает движение на червячную шестерню. От нее по следующему зубчатому колесу и кулачковой муфте движение передается реечной шестерне. Кулачковая муфта соединена с рукоятью, поворот которой приводит к механической подаче.