Принадлежности и инструмент сварщика при ручной дуговой сварке
Главная » Статьи » Профессионально о сварке » О сварочном оборудовании в деталях
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России!
Щитки и шлемы
изготовляют в соответствии с ГОСТ 12.4.035—78 из токонепроводящих материалов — фибры или пластмассы. Масса щитка не должна превышать 0,48 кг, шлема — 0,6 кг. Их внутренняя поверхность должна быть гладкой, матовой, черного цвета. Щиток состоит из корпуса со смотровым окном и ручки, имеющей круглое поперечное сечение и длину не менее 120 мм. Шлем представляет собой защитное приспособление, надеваемое сварщиком на голову. Он состоит из корпуса со смотровым окном и наголовника, который должен обеспечивать два фиксированных положения корпуса: опущенное (рабочее) и откинутое назад.
Для защиты глаз от вредных излучений щитки и шлемы снабжены светофильтрами типа C темно-зеленого цвета, которые выпускают (вместо светофильтров типа Э) 13 классов для сварки с применением тока силой 13…900 А. Защита светофильтра от брызг металла обеспечивается покровными органическими стеклами, которые по мере повреждения заменяют новыми.
Электрододержатели
служат для закрепления электрода и подвода к нему тока при ручной дуговой сварке. В зависимости от способа закрепления различают вилочные, пассатижные, винтовые, пружинные, эксцентриковые и другие электрододержатели. Наибольшее распространение в практике получили пассатижные (рис. 6.3, а) и вилочные (рис. 6.3, б) электрододержатели, но последние в настоящее время промышленностью не выпускаются.

Рис. 6.3. Электрододержатели для ручной дуговой сварки: а — пассатижный (ЭД-3104У1), б — вилочный; 1 — вивт, 2, 10 — верхняя и нижняя накладки, 3 — рычаг, 4, 9 — пружины, 5 — гайка, б, 8 — втулки, 7 — ось, 11 — токопровод, 12 — рукоятка
Дополнительный инструмент сварщика
. Для зачистки кромок перед сваркой и удаления с поверхности швов остатков шлака применяют стальные щетки — ручные и с электроприводом. Остывший шлак с поверхности шва удаляют молотком-шлакоотделителем. Для подсоединения «массы» к заготовке служат винтовые или пружинные зажимы, в которые токопроводящий провод впаивают высокотемпературным припоем или закрепляют механически.
Для клеймения швов, вырубки дефектных мест, удаления брызг я шлака применяют соответственно клейма, зубила и молотки. Сборочные операции перед сваркой выполняют с помощью шаблонов, отвесов, линеек, угольников, чертилок и специальных приспособлений. При монтажных сварочных работах сварщики пользуются надеваемыми через плечо брезентовыми сумками, в которых помещаются электроды.
Одежда сварщика
. В комплект одежды входят куртка, брюки и рукавицы. Куртка и брюки шьются из брезента, сукна или асбестовой ткани. Одежда из прорезиненного материала не применяется, так как легко прожигается нагретыми металлическими частицами. Брюки должны прикрывать обувь для предохранения ног от ожогов брызгами металла. Рукавицы могут быть брезентовыми или спилковыми.
Сварочные провода
служат для подвода тока от источника питания к электрододержателю и заготовке. Используют гибкие многожильные изолированные провода ПРГДО и ПРГД. Сечение проводов для подвода тока от сети к источнику тока и от источника тока к изделию и электрододержателю выбирают в зависимости от мощности источника тока, длины проводов, напряжения и силы сварочного тока. Температура нагрева проводов не должна превышать 70°С.
Э.С. Каракозов, Р.И. Мустафаев «Справочник молодого электросварщика». -М. 1992
Технические характеристики
Таблица 1 — Метрологические характеристики
| Наименование характеристики | Значение |
| Диапазон измерений | |
| — глубины дефекта шва, мм | от 0 до 15 |
| — высоты усиления стыкового шва, мм | от 0 до 5 |
| — высоты притупления и ширины шва, мм | от 0 до 50 |
| — зазора между свариваемыми деталями, мм | от 1 до 4 |
| — угла разделки (скоса кромки),0 | от 0 до 45 |
| Наименование характеристики | Значение |
| Ширина паза контролируемого диаметра электрода, мм | 1; 1,2; 2; 2,5; 3; 3,25; 4; 5 |
| Цена деления шкалы | |
| — глубины дефекта шва, мм | 1,0 |
| — высоты усиления стыкового шва, мм | 1,0 |
| — высоты притупления и ширины шва, мм | 1,0 |
| — зазора между свариваемыми деталями, мм | 0,5 |
| — угла разделки (скоса кромки),0 | 5,0 |
| Пределы допускаемой абсолютной погрешности | |
| измерений | |
| — глубины дефекта шва, мм | ±0,5 |
| — высоты усиления стыкового шва, мм | ±0,5 |
| — высоты притупления и ширины шва, мм | ±0,15 |
| — зазора между свариваемыми деталями, мм | ±0,25 |
| — угла разделки (скоса кромки),° | ±2,5 |
| Пределы допускаемого отклонения от номинального | |
| значения, мм: | |
| — ширины паза контролируемого диаметра | |
| электродов 1; 1,2; 2; 2,5; 3; 3,25 мм | ±0,1 |
| — ширины паза контролируемого диаметра | |
| электродов 4 и 5 мм | ±0,3 |
Таблица 2 — Основные технические характеристики
| Наименование характеристики | Значение |
| Габаритные размеры, мм, не более (ШхВхГ) | 130x45x16 |
| Масса, кг, не более | 0,18 |
| Условия эксплуатации: | |
| — температура окружающей среды, °С | от +15 до +35 |
| — относительная влажность, % | от 45 до 80 |
| — атмосферное давление, кПа | от 84 до 106,7 |
| Срок службы, лет, не менее | 5 |
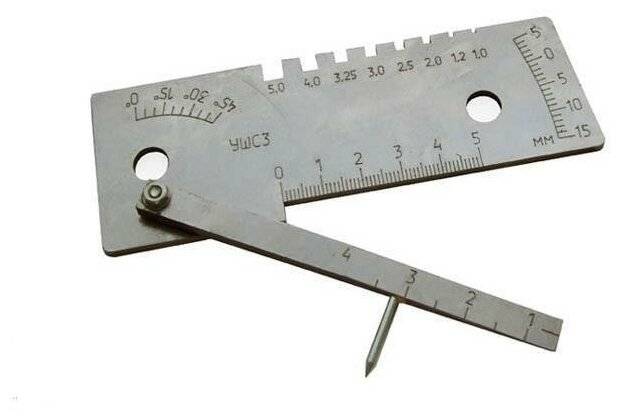
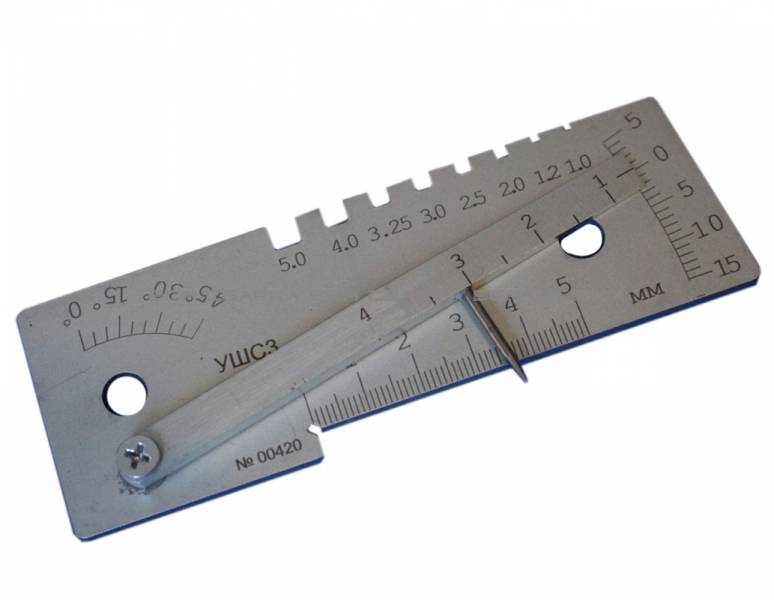
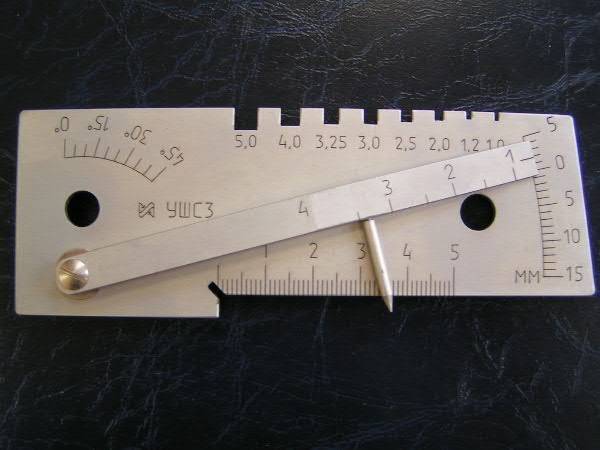
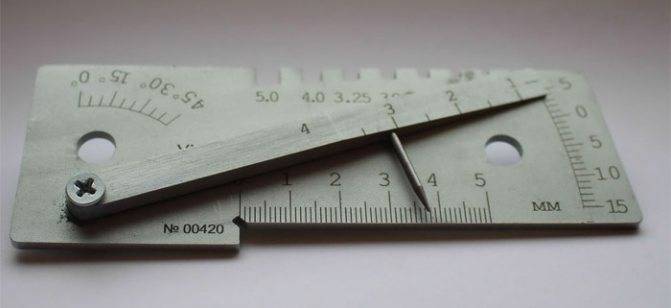
Как работать с ушс-3
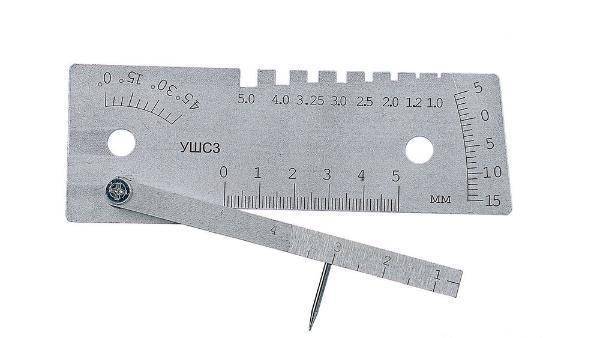
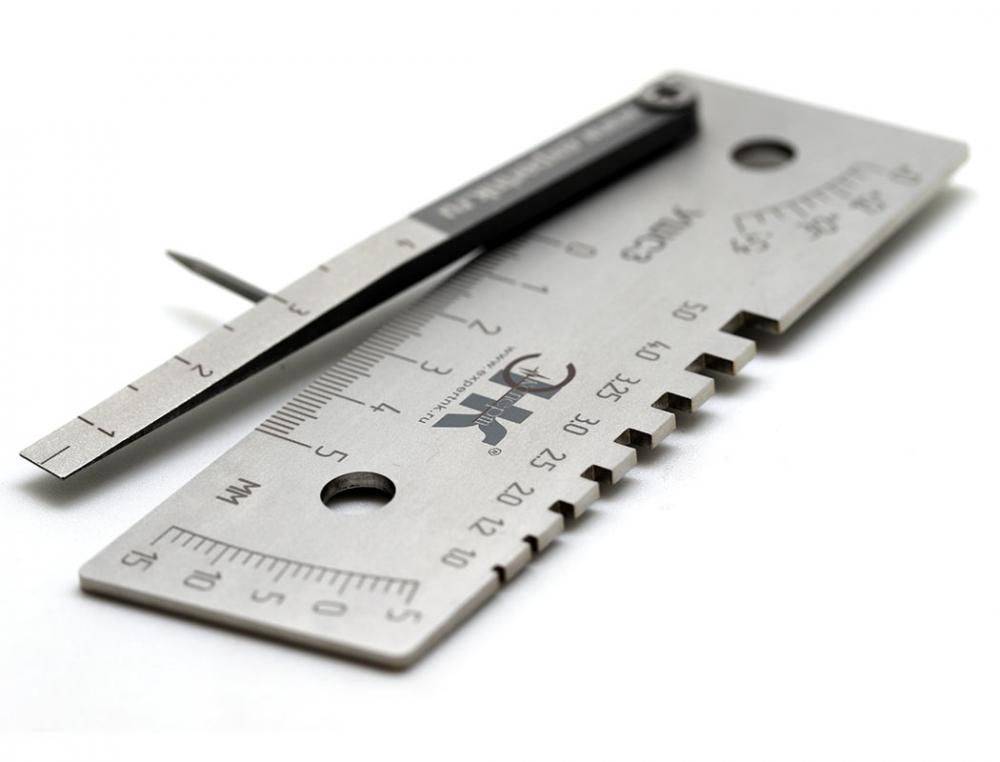
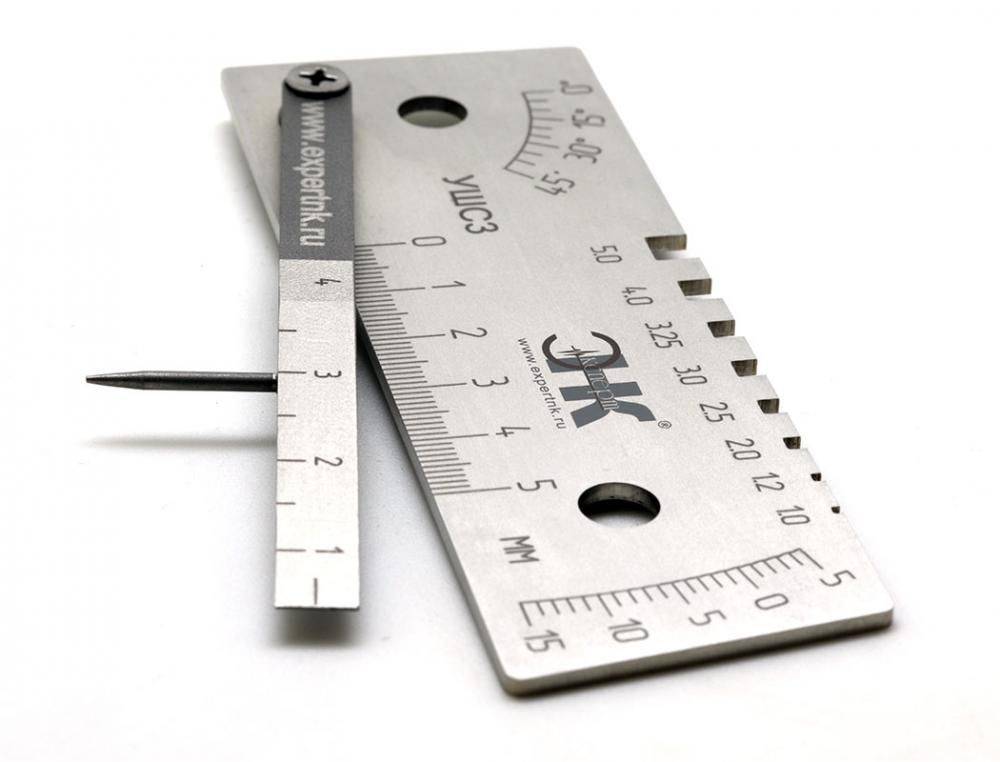
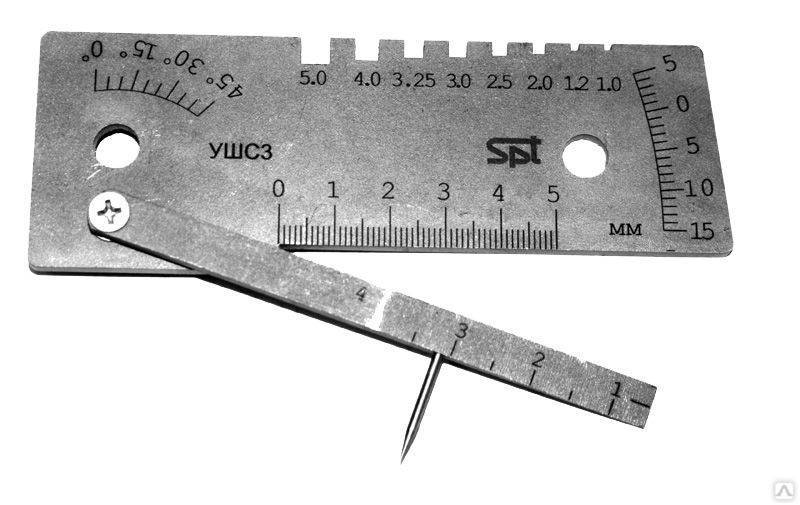
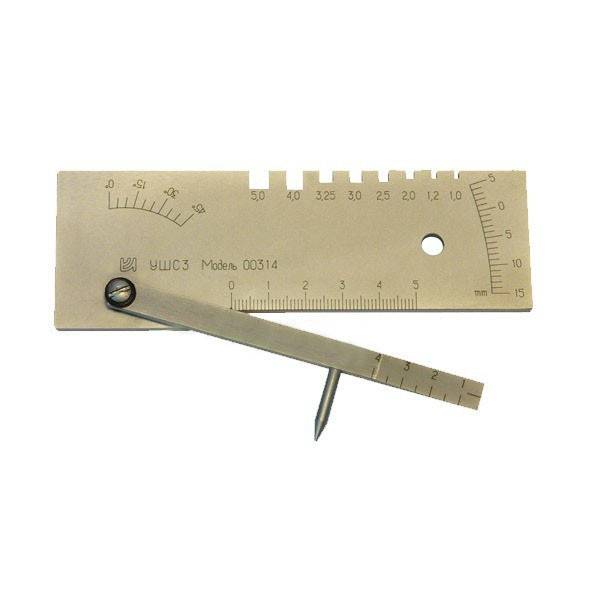
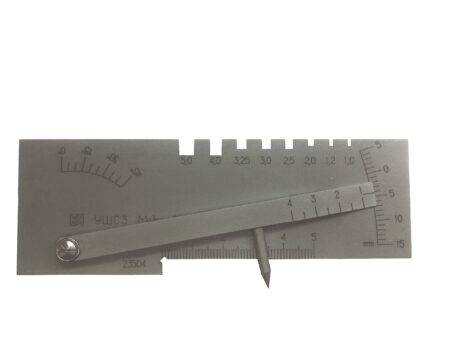
Конструктивно он состоит из трех деталей:
- Основание, с нанесенными на него измерительными шкалами.
- Движок — прямоугольная полоса металла. На ней также нанесены измерительные риски, шкалы. Он соединен с основанием особой осью.
- Указатель — имеет заостренный кончик, закреплен на движке в определенном месте.
Измерительное приспособление нужно оберегать от ударов, коррозии, химического загрязнения. Перед работой нужно проверить его целостность, отсутствие погнутостей, вмятин, потертостей или повреждения измерительных шкал.
Девять видов измерений может осуществлять универсальный шаблон сварщика УШС-3. Как пользоваться рассмотрим подробно по каждому из видов:
Притупление кромки деталей. Приспособление прикладывается к кромке, ее длина измеряется по шкале в его основании.
Ширину шва. УШС располагается на детали — ширина определяется по шкале, находящейся в его основании.
Угол разделки кромки деталей. В этом случае его располагают на поверхности детали верхом вниз. Движок опускают пока он не соприкоснется с плоскостью кромки. Значения считывают со шкалы вокруг оси вращения движка. При таком перевернутом положении шаблона она находится на его правой стороне.
Высоту усиления швов (как стыкового, так и углового)
Его располагают на поверхности детали и осторожно опускают движок до тех пор, пока его указатель не коснется наиболее высокой части сварного шва. Показания считываются с правой шкалы.
Смещение кромки деталей при их соединении
Для этого приспособление располагают его левым основанием строго на одной из деталей. Удобнее на той же, что находится слева от измеряющего. Движок аккуратно опускают вниз до прикосновения к поверхности другой детали. Измерения считываются с крайней справа шкалы.
Западания или подрезы между валиками швов. Его помещают основанием на деталь, опускают вниз движок до тех пор, пока его указатель не соприкоснется с подрезом или западанием. Его величина считывается со шкалы расположенной на правой стороне приспособления.
Величину выпуклости или вогнутости подрезов шва. УШС располагают основанием на деталь. Затем опускают движок вниз до тех пор, пока его указатель не прикоснется к максимальной точке выпуклости или вогнутости. Значения считываются с крайней справа измерительной шкалы.
Зазор между соединяемыми деталями. Клиновидную часть движка помещают в измеряемое пространство, считывают значения с соответствующей шкалы.
Диаметр используемых электродов. Это осуществляется простым прикладыванием электродов в прямоугольные пазы на верхней плоскости основания приспособления.






Для каких бы видов измерений ни применяли универсальный шаблон сварщика УШС-3 (как пользоваться в каждом конкретном случае ранее было рассмотрено подробно) его всегда нужно распологать строго перпендикулярно поверхностям соединенных деталей.
Шаблон сварщика УШС-3
Цена: 1300 руб. с НДС
Область применения:
Универсальные шаблоны сварщика УШС-3 используются при выполнении сварочных работ для измерений контролируемых параметров труб (трубопроводов), контроля состояния стыков соединений торцов труб (трубопроводов) и для контроля качества сварного шва. Так же УШС-3 рекомендуется к использованию для контроля элементов разделки под сварной шов перед их сваркой, контроля электродов и элементов сварного шва.
Шаблоны могут быть использованы любыми предприятиями и в организациями, проводящих сварочные работы.
УШС-3 незаменим для обучения будущих специалистов в сварочных учебных центрах. Также он входит в обязательный список комплекта визуального контроля.
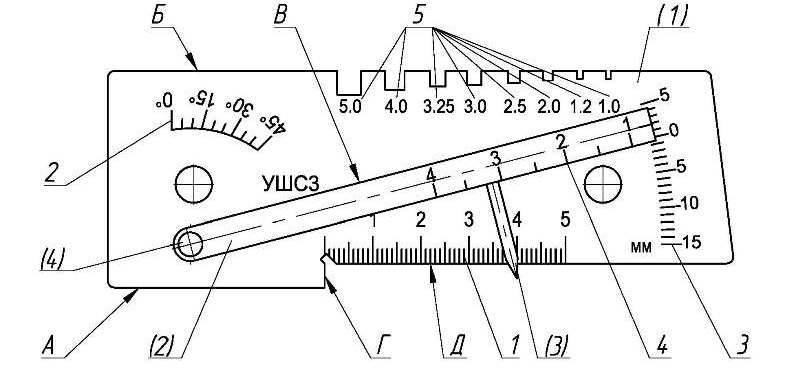
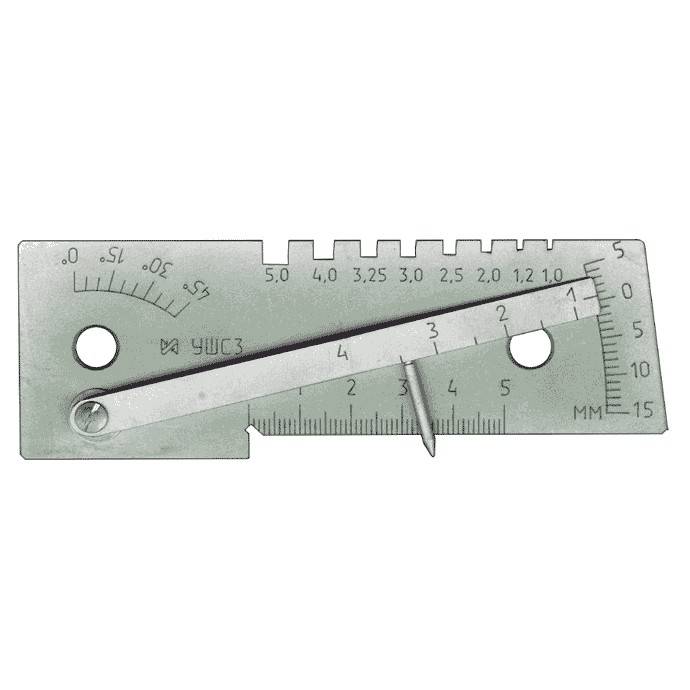
Общий вид УШС-3 представлен на рисунке 2: 1-основание; 2-движок; 3-указатель; 4-ось.
Комплект поставки:
универсальный шаблон сварщика УШС-3 – 1 штпаспорт – 1шт.футляр – 1 шт.
Технические характеристики шаблонов сварщика УШС-3:
- Диапазон измерения глубины дефектов (вмятин, забоин), глубины разделки шва до корневого слоя, превышения кромок, мм 0 – 15
- Диапазон измерения высоты усиления шва, мм 0 – 5
- Диапазон измерения величин притупления и ширины шва, мм 0 – 50
- Диапазон измерения величины зазора, мм 0.5 – 4
- Диапазон измерения углов скоса кромок, град. 0 – 45
- Номинальные значения диаметров электродов, измеряемых шаблоном, мм 1; 1.2; 2; 2.5; 3; 3.25; 4; 5
- Габаритные размеры, мм 130х50х16
- Масса, кг 0.18
Устройство и принцип работы:
На основании шаблона на оси установлена планка с неподвижно закрепленным на ней указателем. УШС-3 могут быть использованы как в помещениях, так и на открытом воздухе. После использования шаблона его необходимо промыть в бензине и протереть ветошью. Хранение шаблонов должно осуществляться в сухом чистом помещении, при температуре окружающей среды от -45о до +45оС. Если хранение осуществляется на протяжении более 24 месяцев со времени их консервации они должны вновь законсервированы в соответствии с требованиями ГОСт 9.014-78. Условия транспортирования шаблонов должны соответствовать требованиям ГОСТ 15150-69 группа 8. Допускается транспортировка упакованных шаблонов УШС-3 всеми видами открытого транспорта.
Рекомендации по применению:
- Установить шаблон поверхностью А на изделие
- Поворотом движка 2 вокруг оси 4 ввести указатель 3 в соприкосновение с измеряемой поверхностью
- Результат считывается напротив риски К по шкале Г
- Ввести движок 2 его клиновой частью в контролируемый зазор
- По шкале И, нанесенной на движке определить результат
- Используя как линейку шкалу Е произвести измерения
- Установить шаблон поверхностью Б на образующую изделия
- Поворотом движка 2 совместить без зазора его поверхность В с измеряемой поверхностью
- Считать результат по шкале Д против поверхности движка В
Отгрузка осуществляется в течение 5 рабочих дней после оплаты, или в течение 20-30 рабочих дней, в случае, если на момент заказа шаблонов нет в наличии и требуется их изготовление.
Производим доставку в регионы России и СНГ любым видом транспорта. При отправке через автотранспортную компанию доставка до терминала в г. Пенза производится бесплатно.
- Вы можете купить УШС-3 и уточнить наличие и сроки их изготовления, направив в наш адрес заявку по электронной почте на адрес Данный адрес e-mail защищен от спам-ботов, Вам необходимо включить Javascript для его просмотра. или позвонив по следующим телефонам: (8412) 74-77-50, 99-15-40
- В так же можете направить нам заявку по факсу: (8412) 99-15-40.
- Для выставления счета на предоплату или заключения договора поставки просим Вас направлять реквизиты Вашего предприятия.
Как пользоваться шаблоном сварщика?
Использовать шаблон следует только предварительно очищенным от жировых и масляных загрязнений, окалины и пр. Для определения высотных и глубинных параметров сварного шва g инструмент прикладывают к измеряемому участку установочной плоскостью А (см. рис. 2), после чего поворачивают бегунок до контакта его указателя с измеряемой поверхностью. Отсчёт производится по совмещении риски К с определённым показателем шкалы Г. Аналогичным образом определяют глубину подреза шва ho и расстояние Δ2 между высотами валиков смежных швов. Для измерения высоты сварного шва е используют шкалу Е.
Угол наклона измерительной плоскости к поверхности детали значения не имеет, однако для коротких швов шаблон желательно устанавливать перпендикулярно этой поверхности.

Рисунок 2 – Измерения с применением установочной плоскости А инструмента
Определение абсолютного смещения скосов или установочных кромок на свариваемых элементах выполняют так, как показано на рис. 3. Отсчёт производят по показаниям указателя, используя шкалу Г.

Рисунок 3 – Измерение смещений свариваемых деталей
Для определения фактических значений зазоров инструмент поворачивают строго перпендикулярно линии предполагаемого шва (см. рис. 4), после чего вводят бегунок в зазор до полного контакта с металлом деталей.

Рисунок 4 – Измерение величины зазора между соединяемыми изделиями
Для контроля значений углов разделки сварного шва инструмент переворачивают так, чтобы размерная плоскость Б оказалась внизу (см. рис. 5). Верхнюю плоскость бегунка прикладывают к измеряемой поверхности, и отсчитывают результат по шкале Д.








Используя технологические пазы Ж, можно выполнять замеры толщины сварочной проволоки и электродов, а также толщины металла в зоне сварки.

Рисунок 5 – Измерение углов скоса сварочных кромок
После использования ушс-3 необходимо обезжирить и протереть мягкой фланелью.
Цена инструмента в комплекте составляет от 950…1000 руб. для изделий отечественного производства, до 1500…1600 руб. – для импортной продукции (производства КНР). Если шаблон не будет длительное время использоваться, его целесообразно законсервировать в последовательности, которая предусмотрена ГОСТ 9014.
Стеклодомкрат. Как безопасно работать со стеклом?
Бензопилы. Рейтинг лучших
Как работать с ушс-3
Конструктивно он состоит из трех деталей:
- Основание, с нанесенными на него измерительными шкалами.
- Движок — прямоугольная полоса металла. На ней также нанесены измерительные риски, шкалы. Он соединен с основанием особой осью.
- Указатель — имеет заостренный кончик, закреплен на движке в определенном месте.
Измерительное приспособление нужно оберегать от ударов, коррозии, химического загрязнения. Перед работой нужно проверить его целостность, отсутствие погнутостей, вмятин, потертостей или повреждения измерительных шкал.
Девять видов измерений может осуществлять универсальный шаблон сварщика УШС-3. Как пользоваться рассмотрим подробно по каждому из видов:
Притупление кромки деталей. Приспособление прикладывается к кромке, ее длина измеряется по шкале в его основании.
Ширину шва. УШС располагается на детали — ширина определяется по шкале, находящейся в его основании.
Угол разделки кромки деталей. В этом случае его располагают на поверхности детали верхом вниз. Движок опускают пока он не соприкоснется с плоскостью кромки. Значения считывают со шкалы вокруг оси вращения движка. При таком перевернутом положении шаблона она находится на его правой стороне.
Высоту усиления швов (как стыкового, так и углового)
Его располагают на поверхности детали и осторожно опускают движок до тех пор, пока его указатель не коснется наиболее высокой части сварного шва. Показания считываются с правой шкалы.
Смещение кромки деталей при их соединении
Для этого приспособление располагают его левым основанием строго на одной из деталей. Удобнее на той же, что находится слева от измеряющего. Движок аккуратно опускают вниз до прикосновения к поверхности другой детали. Измерения считываются с крайней справа шкалы.
Западания или подрезы между валиками швов. Его помещают основанием на деталь, опускают вниз движок до тех пор, пока его указатель не соприкоснется с подрезом или западанием. Его величина считывается со шкалы расположенной на правой стороне приспособления.
Величину выпуклости или вогнутости подрезов шва. УШС располагают основанием на деталь. Затем опускают движок вниз до тех пор, пока его указатель не прикоснется к максимальной точке выпуклости или вогнутости. Значения считываются с крайней справа измерительной шкалы.
Зазор между соединяемыми деталями. Клиновидную часть движка помещают в измеряемое пространство, считывают значения с соответствующей шкалы.
Диаметр используемых электродов. Это осуществляется простым прикладыванием электродов в прямоугольные пазы на верхней плоскости основания приспособления.
Для каких бы видов измерений ни применяли универсальный шаблон сварщика УШС-3 (как пользоваться в каждом конкретном случае ранее было рассмотрено подробно) его всегда нужно распологать строго перпендикулярно поверхностям соединенных деталей.
Что такое шаблон сварщика
По сути, это универсальная линейка, объединяющая несколько градуированных шкал различного назначения, инструмент помогает контролировать до 11 параметров. Шаблон сварщика УШС-3 – один из четырех видов контролирующих приспособлений. Представляет собой металлическую пластину с передвигающейся линейкой-движком (второе название бегунок). Измеритель создан для индивидуального использования, чтобы каждый работник мог самостоятельно и оперативно контролировать шов, величину дефектов.

На практике измерителем пользуются только начинающие, которые не научились на глазок выявлять возможные дефекты, определять качество получившегося соединения.
Поверка
осуществляется по документу РТ-МП-4939-445-2017 «ГСИ. Шаблоны сварщика универсальные УШС-3. Методика поверки», утвержденному ФБУ «Ростест-Москва» 15 декабря 2020 г. Основные средства поверки:
— прибор двухкоординатный измерительный ДИП-1 (регистрационный номер в Федеральном информационном фонде 7864-80)
— меры длины концевые плоскопараллельные 4 разряда по ГОСТ Р 8.763-2011
— плита поверочная 400*400 кл.0 по ГОСТ 10905-86
— штангенциркуль ШЦ-11-250-0,05 по ГОСТ 166-89
Допускается применение аналогичных средств поверки, обеспечивающих определение метрологических характеристик поверяемых СИ с требуемой точностью.
Знак поверки (оттиск поверительного клейма и/или наклейка) наносится на свидетельство о поверке.
Технические характеристики
Таблица 1 — Метрологические характеристики
Наименование характеристики | Значение |
Диапазон измерений | |
— глубины дефекта шва, мм | от 0 до 15 |
— высоты усиления стыкового шва, мм | от 0 до 5 |
— высоты притупления и ширины шва, мм | от 0 до 50 |
— зазора между свариваемыми деталями, мм | от 1 до 4 |
— угла разделки (скоса кромки),0 | от 0 до 45 |
Наименование характеристики | Значение |
Ширина паза контролируемого диаметра электрода, мм | 1; 1,2; 2; 2,5; 3; 3,25; 4; 5 |
Цена деления шкалы | |
— глубины дефекта шва, мм | 1,0 |
— высоты усиления стыкового шва, мм | 1,0 |
— высоты притупления и ширины шва, мм | 1,0 |
— зазора между свариваемыми деталями, мм | 0,5 |
— угла разделки (скоса кромки),0 | 5,0 |
Пределы допускаемой абсолютной погрешности | |
измерений | |
— глубины дефекта шва, мм | ±0,5 |
— высоты усиления стыкового шва, мм | ±0,5 |
— высоты притупления и ширины шва, мм | ±0,15 |
— зазора между свариваемыми деталями, мм | ±0,25 |
— угла разделки (скоса кромки),° | ±2,5 |
Пределы допускаемого отклонения от номинального | |
значения, мм: | |
— ширины паза контролируемого диаметра | |
электродов 1; 1,2; 2; 2,5; 3; 3,25 мм | ±0,1 |
— ширины паза контролируемого диаметра | |
электродов 4 и 5 мм | ±0,3 |
Таблица 2 — Основные технические характеристики
Наименование характеристики | Значение |
Габаритные размеры, мм, не более (ШхВхГ) | 130x45x16 |
Масса, кг, не более | 0,18 |
Условия эксплуатации: | |
— температура окружающей среды, °С | от +15 до +35 |
— относительная влажность, % | от 45 до 80 |
— атмосферное давление, кПа | от 84 до 106,7 |
Срок службы, лет, не менее | 5 |
Технические характеристики
Работоспособность УШС сварщика гарантируется при эксплуатации в температурном диапазон ±45°С.
При покупке инструмента в специализированных торговых организациях и проведении периодических поверок, гарантируется точность проведения измерений в таких диапазонах:
- По линейным величинам глубины, в том числе подрезам и дефектам шва 0…15,0±0,5 мм.
- По угловым параметрам 0…450±2,50.
- По высоте 0…4,0±0,5 мм.
- По значению затупления шва по линии сварочного соединения 0…50,0±0,25 мм.
- По зазорам 1,0…4,0±0,25 мм.
- По толще соединяемых сваркой элементов (с пазами Ж, ступенчато) 1,0 до 5,0 мм.
- По значению вогнутости сварочного шва вдоль соединительной линии 0…15,0±2,50
Что такое Шаблон Сварщика. Его основные виды
За многолетнюю историю использования технологии сварного соединения металлов было создано, доведено до максимального уровня удобства и простоты использования четыре вида измерительных приспособлений:
- УШК-1. Расшифровывается как «Универсальный Шаблон Красновского».
- УШС-2. Часто называется «Катетометр».
- УШС-3.
- УШС-4.
УШК-1
Он наиболее простой из всей линейки. Представляет собой пластину металла каплеобразной формы. На нее нанесены способом гравировки, выделены темной износостойкой краской две измерительные шкалы.





УШК-1 позволяет измерить зазор между соединяемыми деталями, а также три вида сварочных швов:
- нахлесточный;
- тавровый;
- стыковый.
УШС-2
Часто его называют катетометром. Как можно из этого догадаться, с помощью него определяют величину катетов угловых швов. Это осуществляется путем постепенного подбора искомого угла от максимума к минимуму (в данном случае от 14 до 4 мм).
Внешне УШС-2 выглядит как три небольших металлических детали скрепленные кольцом. На каждой из пластин имеется по два фигурных выреза — повторяющие катет соответствующего размера (имеется цифровая маркировка). Измерение осуществляется путем последовательного прикладывания пластин вырезом к шву (перпендикулярно).
Размер катета считается найденным, когда зазор между вырезом в пластине и самим швом минимален. Разумеется, он ограничен — не охватывает все возможные размеры катета углового сварного шва.
УШС-3
Он наиболее распространен. Может оперативно контролировать качество, величину дефектов соединения:
- превышение кромок;
- забоины;
- углы скоса;
- зазоры;
- притупления.
УШС-3 позволяет контролировать одиннадцать характеристик сварных швов, соединяемых ими деталей:
- Скос свариваемых кромок деталей.
- Зазоры между краями деталей.
- Размер дефектов.
- Выпуклость.
- Вогнутость.
- Размер стыкового усиления.
- Величину притупления.
- Ширину шва.
- Сдвиг кромки. Под сдвигом здесь понимается различие в уровне нахождения плоскостей свариваемых деталей в стыковом соединении.
- Подрез основания шва. Это несовпадение реальной величины его катета запланированному. Он может доходить до 5 мм. Обычно причиной этого становится излишне высокое рабочее напряжение электрической дуги или слишком толстый электрод. Этот дефект снижает механическую прочность соединения. Исправить его можно, лишь аккуратно дополнив ниточным швом.
- Глубину дефектов. Это расстояние между дефектом внутри соединения и его поверхностью. Диапазон измерений этого УШС достаточно широк для производственной практики. Он колеблется от 0 до 45º и от 0 до 50 мм. Величина допустимой погрешности не превышает 0.5 мм.
УШС-4
Является наиболее новым по происхождению. Он отчасти повторяет конструктивно универсальный шаблон сварщика УШС-3, но имеет ряд усовершенствований. К примеру, в него интегрировано устройство Маршака-Ушерова. Это упрощает многие измерительные операции.
Существует более современный аналог устройства Маршака-Ушерова — это INOX или SELTOR. Он способен измерить зазоры перед сваркой, высоту сварочного валика, катет углового шва, выпуклость его корня. Диапазон измерении имеет предел в 20 мм.

Устройство шаблона и проведение измерений
Набор шаблонов состоит из 7-и лепестков (рис.1), с размерами катетов от 3 мм до 16 мм. Катетомеры соединены в набор с помощью заклепки и пластины-основания 2.
Каждый из лепестков имеет точно выполненные выточки определенного катета. Для удобства измерений рядом с каждой выточкой выбит размер соответствующего радиусу шва. Измерение катета сварного шва производится путем последовательного соприкосновения (подбора) лепестков с соединенными сваркой деталями. Размер считается установленным, если длинная сторона лепестка и перемычка между катетами лепестка прилегают к деталям без видимого зазора, а зазор между дугами лепестка и шва является минимальным (рис.2). При несовпадении ни с одной ступенью размеров в указанном диапазоне значение катета определяется эмпирическим путем.