Ремонт шлицевых соединений
Шлицевые соединения по сравнению со шпоночными имеют меньшие напряжения смятия на гранях шлицев и большую прочность валов. При сборке шлицевых соединений не требуется пригонки. Наибольшее распространение имеют шлицевые соединения с прямобочной формой шлицев, в некоторых случаях стали применяться шлицевые соединения с эвольвентной формой шлицев, которые обладают по сравнению с прямобочными повышенной прочностью.
Сборку шлицевых соединений следует начинать с осмотра состояния шлицев обеих деталей. Забоин, задиров или заусенцев в шлицевом соединении допускать нельзя.
В неразъемных шлицевых соединениях целесообразно перед напрессовкой охватывающую деталь нагреть до 80–120 °С. После установки охватывающей детали на шлицах соединение следует проверить на биение. Легкоразъемные и подвижные шлицевые соединения, кроме проверки на биение, проверяют еще на качку. Сопряжение шлицев ответственных соединений проверяют также «на краску».
http://stankiexpert.ru/tehnologii/vosstanovlenie-shlicov.htmlhttp://findpatent.ru/patent/201/2019375.htmlhttp://shlic.ru/http://kardan-piter.ru/remont/remont-shlitsevoj-chasti-kardana.htmlhttp://extxe.com/19244/remont-rezbovyh-shponochnyh-i-shlicevyh-soedinenij/
Особенности замены шлицов на карданном валу в КарданВалСервис
Основными причинами износа шлицов на карданном валу, восстановление которых категорически запрещено правилами безопасности, являются:
- неровности на дорогах;
- постоянные перегрузки;
- нерегулярная смазка;
- широкая амплитуда скоростей;
- попадание грязи в шлицевое соединение.
Если при разгоне авто или переключении передач вы слышите характерный стук или чувствуете вибрацию, то стоит обратиться в ООО «КарданВалСервис».
На месте наши специалисты выполнят:
- полную диагностику кардана и выявят все неисправности;
- подберут подходящую шлицевую пару для вашей марки авто;
- заменят шлицы с помощью специального оборудования;
- проведут балансировку кардана.
В процессе обслуживания ваш ждет индивидуальный подход. В короткие сроки мы заменим шлицы на кардане и восстановим работоспособность вашего авто. После обслуживания вы получите гарантию компании на выполненные работы и будете уверены в безопасности эксплуатации транспорта. И будьте уверены, ваше авто еще долгие годы будет радовать вас своей исправной работой и надежностью!

Шлицевое соединение позволяет валу во время вращения перемещаться по оси, и очевидно, что при неисправности шлицевой части от автомобиля не стоит ждать комфортной и безопасной работы. Рассмотрим, какие бывают неполадки, как их выявить и что представляет собой ремонт шлицевой части кардана.
Шлицевые соединения разделяют на подвижные и неподвижные. Подвижные испытывают значительные нагрузки, что ведёт к износу. Если при этом недостаточно хорошо следить за автомобилем, забывать о регулярной профилактике – смазке, проверке герметичности сальника, то можно столкнуться и со слишком быстрым изнашиванием шлицев.
Выбор оборудования и инструмента
Нарезка выполняется на станках:
- фрезерных;
- строгальных;
- долбежных;
- токарных;
- протяжных.
Затем детали подвергают шлифовке на шлифовальных станках.
В мелкосерийном и единичном производстве очень часто нарезание шлицев осуществляется на шлицефрезерном или зубофрезерном оборудовании с использованием червячной фрезы и метода обкатки. Использование такого инструмента эффективно как для прямобочных, так и для эвольвентных шлицев.
Горизонтально-фрезерный станок для нарезания шлицев используется в паре с фасонной дисковой фрезой. Для одновременной нарезки нескольких пазов используют делительную головку. Стоит отметить, что для изготовления шлицов такой способ используют крайне редко из-за неточностей по шагу и ширине. Целесообразно будет провести на горизонтально-фрезерном станке с дисковой фрезой черновую обработку детали, оставив припуск на чистовую обработку и шлифовку. Чистовую обработку пазов проводят специальными торцевыми фрезами, а для треугольного шлицевого соединения применяют треугольные фрезы.
Используется метод обкатки с применением долбяка. За высокое качество, получаемых поверхностей зубодолбежное оборудование используются в массовом производстве.
Помимо долбежных станков, широкое распространение в массовом и крупносерийном производстве шлицевых соединений получили строгальные и протяжные станки. Такое оборудование в несколько раз эффективнее и производительнее фрезерных станков. Нарезка строганием осуществляется с применением набора резцов, количество и размеры которых зависят от числа зубьев, ширины и глубины пазов соединения. При протягивании используют инструмент под названием протяжка. Этот инструмент имеет несколько режущих зубьев разной высоты, которые при поступательном движении срезать часть металла с заготовки.
Для изготовления эвольвентных соединений применяют холодную накатку с использованием специальных роликовых головок. Таким инструментом изготавливают изделия с большим количеством зубьев. По своей эффективности метод холодной накатки выше фрезерования в 10 раз.
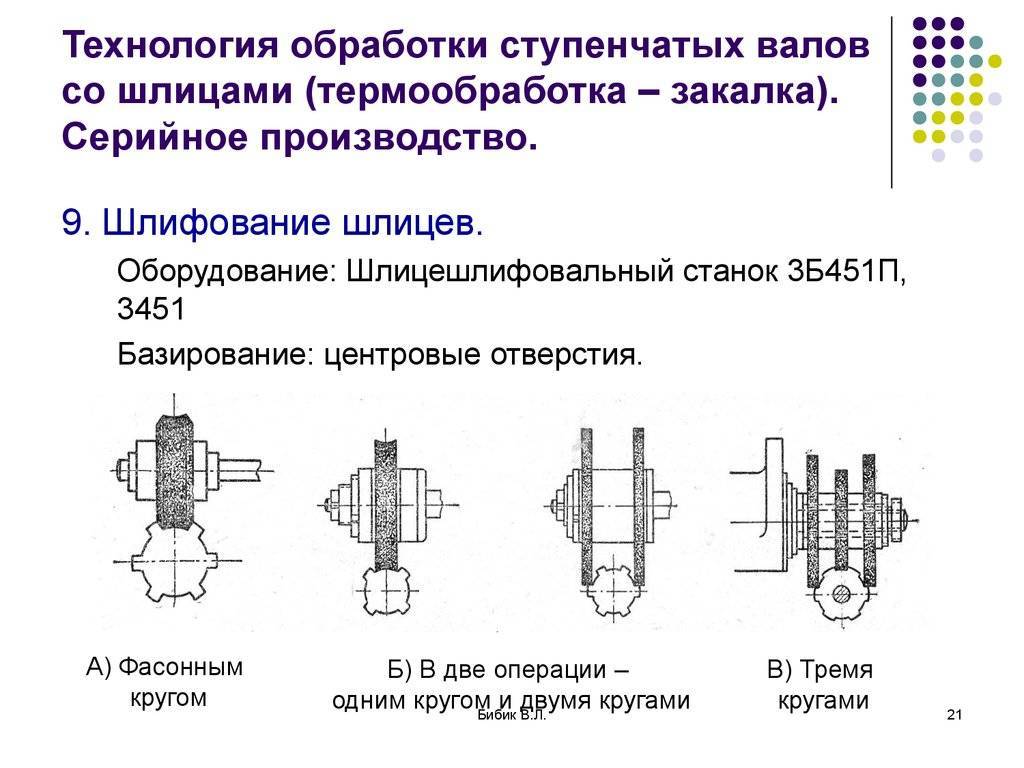
После нарезки зубьев и термической обработки, все изделия подвергают шлифовке. Это позволяет добиться требуемой шероховатости и избежать зацепления сопрягаемых деталей в работе. Для шлифования используют следующий инструмент:
- фасонный круг;
- дисковый круг;
- конический круг.
Для шлифования внутренних поверхностей в некоторых случаях применяют оправку.
Признаки и виды неисправностей
Чтобы устранить проблему, ее прежде всего необходимо выявить. Шлицевое соединение служит вполне солидный срок (в среднем 30-50 тысяч километров), долго не вызывая беспокойств, но ни одна деталь не вечна, и следует провести диагностику, если:
- во время движения слышатся лишние шумы, стуки, неприятные звуки;
- присутствуют рывки, вибрации в кардане;
- при включенном полном приводе присутствует биение руля;
- увеличился люфт рулевого колеса.
Изношенные шлицы раньше или позже полностью выведут из строя карданную передачу, что может привести к неблагоприятным последствиям и даже аварии. Чтобы избежать этого, необходимо вовремя получить качественный ремонт шлицевой кардана.
Проблемы со шлицевыми соединениями могут возникнуть следующие:
- износ шлицев на валах;
- смятие запчастей;
- возникновение острых краев, наличие иных дефектов: забоин, заусеницев;
- износ шлицев во втулке;
- поломка отдельных зубьев.
После того как были обнаружены неполадки, затягивать с их устранением не стоит и доверить эту процедуру лучше опытным мастерам.
Методика ремонта
Если раньше ремонт валов и осей, восстановление
шлицевого соединения с помощью композитов считался временным решением, сейчас
мы готовы гарантировать длительную работу станка после восстановления. Главное,
правильно подобрать состав. Например, валы в местах трения прокладок
нагреваются при истирании, на остальных участках чаще возникают каверны,
повреждения без изменения структуры металла.
Примеры восстановления вала под подшипник:
- Если вал можно снять и установить на токарный станок:
- Протачиваем поверхность вала в минус на 2-3 мм.
- Тщательно обезжириваем поверхность
- Правильно замешиваем материал, чтобы не было воздушных включений
- Наносим материал на вращающийся на малых оборотах вал. Первый слой тонкий грунтовочный, как бы втирается в поверхность, второй слой наносим с излишком, не дожидаясь высыхания первого слоя.
- После полной полимеризации протачиваем вал «в размер» на малых оборотах
- Если вал снять нельзя, то можно отремонтировать его прямо по месту методом заливки. Только придется изготовить специальную несложную оснастку, либо залить материал прямо в полость между валом и подшипником. Конечно, необходимы предварительные операции:
- подготовка поверхности вала – шероховатость, заглубление (если необходимо), обезжиривание
подшипника — обработка анти адгезионным материалом, центровка
Толщина, геометрическая форма вала восстановлены полностью. На работы предоставляем гарантию до года. Опыт наших специалистов помогает провести ремонт в короткое время, поэтому оборудование вернется к работе быстро. Работаем также с РФ, Украиной и Казахстаном







Выбор холодной сварки для резьбы
На рынке представлено достаточно широкое разнообразие товаров, как отечественного, так и зарубежного производства. Следует выделить две основных разновидности по типу, которые встречаются сейчас. Это могут быть:
- Жидкие, которые состоят из двух компонентов, куда входит отвердитель и основная масса, отвечающая за склеивание;
- Пластилинообразные, которые по внешнему виду очень напоминают пластилин, и могут состоять из однослойного или двухслойного бруска, требующего предварительного перемешивания перед использованием.
Восстановление внутренней резьбы холодной сваркой требует особого подхода. Для этого дела подойдет продукция как отечественного, так и зарубежного производства. Популярными являются такие марки как Полимет, Алмаз, Hi-Gear и ABRO. Холодная сварка Алмаз для восстановления внутренней резьбы имеет подходящий состав и относительно невысокую стоимость.
При выборе марки стоит в первую очередь обращать внимание на крепость и пластичность. Благодаря пластичности масса сможет в точности принять нужную форму даже самым мелких деталей
Твердость понадобится при постоянном контакте с металлом, так как от частого использования все может отлететь и придется повторять ремонт заново.
Примеры наших работ
Джип Чероки # Передний карданный вал
Изготовитель карданного вала – компания Спайсер (ставится на конвейере Джип).
Состояние вала, обнаруженное после разборки (что зачастую является не самым простым делом из-за множественных остатков разбитого пластика) выглядит удручающим, однако вал вполне подлежит восстановлению.
На шейке вала хорошо заметны забоины от шлица втулки при работе «на излом». Конструктивно это провоцируется малой длиной шлицевой части.
При реставрации длина шлицов была увеличена на 18 мм, что придало конструкции дополнительную надежность.
Киа Мохав # Рулевой карданчик
Машина в идеальном состоянии. Хозяин – очень аккуратный и требовательный человек. Стук в рулевом управлении вызывал дискомфорт и желание улучшить ситуацию.
Причина стука – износ полиамида, нанесенного на заводе-производителе на вал шлицевого соединения рулевого карданчика, и, как следствие, люфт в соединении.
Машина не самая распространенная, поэтому для исполнения заказа изготовили специальную оснастку, что удлинило срок исполнения на 3 дня. В остальном все было как обычно: удаление старого покрытия, нанесение полиуретана. Люфт исчез. Стук в рулевом, естественно, тоже.
Тойота Тундра # Задний карданный вал
Очередное изделие компании Спайсер. Материал вала сплав алюминия. Покрытие – полиамид.
На глаз износа покрытия практически не заметно. Однако, большая нагруженность узла тяжелого автомобиля предъявляет высокие требования к люфтам. И даже появление минимальной слабины проявляется сильной вибрацией при движении автомобиля.
При стоимости нового вала более 100 000 рублей, восстановление шлицевого соединения кажется весьма оправданным шагом.
После замены покрытия на полиуретан посадка вала стала плотной, что исключило минимальный люфт, и, как следствие, вибрацию.
Ниссан Навара # Передний карданный вал
Отметим, что шлицевое соединение абсолютно идентично валу Ниссана Пасфайндер. Со всеми плюсами и минусами.
Покрытие Рильсана (в этом случае – коричневого цвета) отслоено практически по всей поверхности. После этого начинается лавинообразный рост вибрации и сильный износ уже металлических поверхностей шлицов втулки
Поэтому для владельца автомобиля важно не упустить этот момент. Иначе восстановление шлицевой пары будет проблематичным, и придется потратить минимум 15 000 рублей на контрактный кардан (или около 30 000 на новый) вместо 5-6 тысяч за восстановление. В данном случае восстановить шлицевую пару вполне удалось, хотя пришлось изготовить дополнительную оснастку с учетом повышенного износа втулки
В данном случае восстановить шлицевую пару вполне удалось, хотя пришлось изготовить дополнительную оснастку с учетом повышенного износа втулки.
Уаз Патриот (2012 г.в.) # Рулевой карданчик
Износ шлицевой в этом узле достаточно распространенная проблема, которую многие автоумельцы решают по-своему: обжимая втулку ударами кувалды, фиксируя вал вкрученным болтом и т.п. Временный результат это, безусловно дает. Однако полностью теряется элемент безопасности, которую обеспечивает оригинальное соединение. В случае лобового удара рулевая колонка должна сложиться, а не …
Необъяснимо высокая цена за новый карданчик (6-10 тысяч рублей) делает его реставрацию абсолютно обоснованной. При этом, удлиненная шлицевая часть будет более надежной, чем оригинал.
Шлицевое соединение позволяет валу во время вращения перемещаться по оси, и очевидно, что при неисправности шлицевой части от автомобиля не стоит ждать комфортной и безопасной работы. Рассмотрим, какие бывают неполадки, как их выявить и что представляет собой ремонт шлицевой части кардана.
Шлицевые соединения разделяют на подвижные и неподвижные. Подвижные испытывают значительные нагрузки, что ведёт к износу. Если при этом недостаточно хорошо следить за автомобилем, забывать о регулярной профилактике – смазке, проверке герметичности сальника, то можно столкнуться и со слишком быстрым изнашиванием шлицев.
FULL-QUATTRO › Блог › Восстанавливаем шлицевое соединение (шлицы) раздаток Hyundai, Kia, Mazda, Volvo, LandRover
Восстановливаем шлицы на валах раздаток, приводов:— Kia Sportage, Sorento;— Hyundai Santa Fe, ix35, Tucson, ix55;— Volvo XC90, XC70, XC60, S60, S80, V70, V70XC, S40, V40, V50;— Land Rover Freelander 2, Range Rover Evoque;— BMW, Mini;
Осуществляем ремонт раздаточных коробок (угловых редукторов) под ключ:— Kia Sportage, Sorento, Sorento Prime;— Hyundai Santa Fe, Ix35, Tucson, ix55;— Volvo XC90, XC70, XC60, S60, S80, V70, V70XC, S40, V40, V50;— Land Rover Freelander 2, Range Rover Evoque, Range Sport;
Так же в наличии имеются раздатки восстановленные которые можем обменять на Вашу неисправную и выполнить установку в нашей мастерской.


https://www.youtube.com/embed/_he%20″>










Гарантия на работу и расходники — 1 год без ограничения пробега.
г.Москва, ул. Дорожная, 21Аг.Москва, 1-ый Нагатинский проезд 2с36г.Электросталь, ул.Красная улица, 1
Доставка из других городов:— Если Вы из другого города, наш курьер заберёт Вашу неисправную раздатку или вал, мы ее починим и привезём Вам обратно;— Осуществляем отправку восстановленных раздаток и расходников к ним в другие города и страны;
источник
Что лучше: замена или ремонт шлицов кардана?
Замена хороша тем, что ставятся полностью новые элементы, следовательно, их эксплуатационный ресурс существенно повышается. Как уже было указано, стоимость такой услуги достаточно высокая. Придется также приобретать оригинальные запчасти. Покупка некачественных копий может только ухудшить ситуацию.
Ремонт – это выгодно в финансовом плане. Но есть вероятность, что восстановленная деталь может работать не как новая, также срок ее эксплуатации в несколько раз ниже, чем у новой детали. Каждый водитель самостоятельно определяет, какой тип ремонта подходит для его автомобиля, в зависимости от финансового состояния, а также от модели транспортного средства.
Причины дефектов
Основными видами дефектов шлицевых соединений являются:
- износ или деформация детали;
- образование острого края;
- образования так называемых забоин и заусенцев.
Способ восстановления зависит от причины, характера, степени дефекта. Для этого используют следующие подходы:
- ремонт самого шлица;
- ремонт или восстановление шлицевого вала;
- полная замена вышедшей из строя детали.
Правильная оценка степени неисправности и возникновения причины позволяет провести качественный ремонт. Он может быть произведен с применением специальных станков в оборудованных мастерских. Бывают ситуации, когда можно произвести ремонт таких соединений своими руками в условиях гаража или домашней мастерской.
Процесс восстановления
В первую очередь демонтируют механизм, после разъединяют шлицы, тщательно очищают их, обезжиривают поверхность перед дальнейшими действиями.
Существует несколько вариантов ремонта в пределах автосервиса:
- Если диагностика выявила незначительный износ, то восстановить шлицевое соединение помогает электроискровое наращивание, после которого производится шлифовка. Кроме того, шлицы, находящиеся в отверстиях по наружному диаметру, могут ремонтироваться и раздачей. Для осуществления такой процедуры требуется гидравлический пресс. С его помощью специальная прошивка продавливается через шлицевое отверстие. Калибровка осуществляется шлицевой протяжкой, которую выполняют после раздачи зубьев, во время этого выдавленный материал удаляется, а детали обретает необходимый размер.
- Запчасти можно восстанавливать, прибегая к раздаче зубьев, если шлицевое соединение центрировано по внутреннему диаметру. При закаленных деталях вал для начала нужно отжечь, затем раздать все шлицы в осевом направлении (продольно), при этом подогнав ширину к необходимому размеру, оставив припуск в одну-две десятых миллиметра для механической обработки. Существуют два варианта выполнения данной процедуры: первый – раздача вручную, второй – с помощью зубил и чеканов на прессах. Во время процедуры вдоль шлицов наносятся продольные риски, вдоль которых затем зубилом намечаются канавки, которые раздаются чеканами.
- Раздать шлицы возможно на строгальном или же токарном станке. Для этого оправка, имеющая вращающийся ролик в форме двустороннего конуса фиксируется в резцедержателе, для обработки вал помещается в центре токарного, либо крепится на столешнице строгального станка. Подвод ролика осуществляется при помощи суппорта, далее вдавливается в зуб и производится несколько рабочих ходов по канавке. Следующим шагом производится электросварка, канавки завариваются, а вал отжигают и подвергают рихтовке, при этом шлицы доводятся до номинального размера, обрабатываются термически.
После восстановления деталь проходит тщательную проверку, проводятся тесты, после чего можно устанавливать её обратно.
Если поверхность деталей имеет дефекты, например заусенцы или же острые грани, то производят запиливание, а с торцов снимаются фаски.
Необходимым моментом после завершения ремонтных работ является и проведение балансировки карданного вала, которую лучше всего доверить специалистам.
СПРАВКА: Как правило, гарантия на отремонтированную деталь предоставляется на срок до полугода или года.
Замена шлицевой кардана и особенно восстановление шлицевых соединений – дело непростое и требует предельной точности, чтобы не нарушилась балансировка и механизм в последствии работал исправно. Когда проблема уже обнаружена, не стоит откладывать визит в автомастерскую – это не только предупредит последующие неизбежные поломки, но и сделает езду снова безопасной.
Необходимые инструменты и материалы
Такие работы делают в специальных мастерских. В большинстве случаев ремонт и регенерация подобного рода изделий выполняют в мастерской дома, оснащенной нужными станками.
В первом варианте для проведения указанных операций используют:
- токарные или станки для фрезерных работ;
- специализированные шлицестрогальные автоматы;
- инверторные аппараты;
- механический молот;
- гидравлический пресс;
- гальваническое оборудование;
- станки точки;
- ручной обрабатывающий инструмент.
Возможности мастерской дома лимитированны. Для самостоятельного выполнения работ используют следующие приспособления для восстановления аналогичных соединений:
- бытовой токарный или станок для фрезеровальных работ;
- маленького пресс;
- электрическое точило;
- электросварочный аппарат;
- набор ручного обрабатывающего инструмента.
Обладая маленьким набором оборудования настоящим мастерам удаётся реконструировать повреждённое соединение.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Сборка шпоночных соединений
Сборка шпоночных соединений при ремонте является ответственной операцией. При правильной подгонке деталей призматическая шпонка боковыми поверхностями должна соединяться по посадке с боковыми поверхностями и без зазора с дном шпоночного паза вала. Призматическая шпонка должна соединяться по посадке с боковыми поверхностями и с обязательным зазором между шпонкой и дном шпоночного паза охватывающей детали. Неправильное шпоночное соединение приводит к перекосу зубчатых колес и звездочек, сопряженных с валом, и вызывает неправильное зацепление зубьев колес и ускоряет износы звездочек и цепей. При чрезмерно тугой посадке деталей на шпонку могут происходить разрывы их ступиц.
Погрешности расположения шпонки на валу, перекос оси шпоночного паза на втулке приводит к тому, что шпоночное соединение не собирается.
Пригонка шпонки для компенсации перекоса и смещения оси пазов на валу и во втулке без контроля сопряжения боковых сторон пазов и шпонки может привести к резкому уменьшению площади контакта поверхностей, увеличению напряжения смятия. Увеличение бокового зазора из-за смятия шпонки приводит к нарушению посадки втулки на валу, появлению шума и стука в узле и в результате может привести к преждевременному износу или поломке узла.
Поэтому очень важно в процессе изготовления и сборки шпоночного соединения контролировать детали и сопряжение. Шпонки и паз вала устанавливают с помощью молотка с медными наконечниками или под прессом. При установке шпонок под прессом необходимо следить за тем, чтобы не было поперечного перекоса шпонки и врезания ее кромки в тело вала
При установке шпонок под прессом необходимо следить за тем, чтобы не было поперечного перекоса шпонки и врезания ее кромки в тело вала
Шпонки и паз вала устанавливают с помощью молотка с медными наконечниками или под прессом. При установке шпонок под прессом необходимо следить за тем, чтобы не было поперечного перекоса шпонки и врезания ее кромки в тело вала.










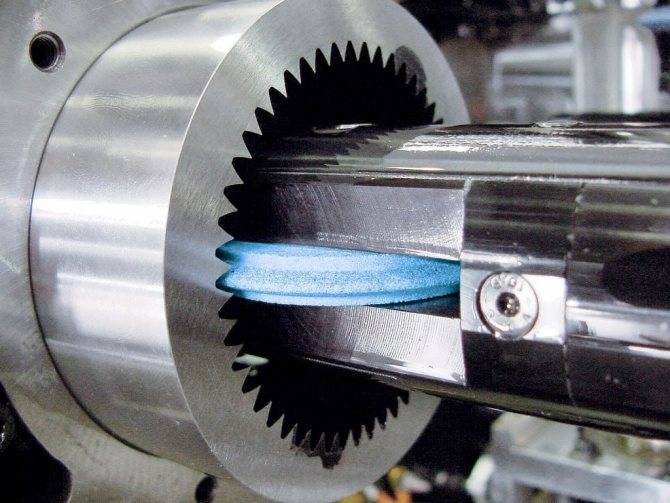
Накатывание шлицев
Высокопроизводительный и эффективный метод, причем чаще осуществляют холодное накатывание роликами (рис. 4.13,а
), рейками (рис. 4.13,б ), роликовыми многопрофильными головками (рис. 4.13,в ).
Рис. 4.13. Схемы накатывания шлицев: а – круглыми роликами;
б – рейками; в – многороликовой головкой
Преимущества и достоинства см. накатка ЗК. Но не во всех случаях можно применять холодную накатку. Можно накатывать заготовки твердостью не более 220 НВ. Накатанные шлицы при скручивании на 10-20% прочнее шлицев полученных фрезерованием. Холодной накаткой рассмотренными методами в основном накатываются эвольвентные шлицы. Ролики для накатки изготавливаются из высокопрочной стали. Производительность выше примерно в 10 раз, чем при фрезеровании. Накатывание рейками является более производительным, чем роликами, но из-за больших усилий при накатке рекомендуется для накатывания шлиц длиной <=100 мм.
Еще одним высокопроизводительным методом накатывания шлиц является планетарное накатывание (Grob) (рис. 4.14
).
Рис. 4.14. Схема накатывания шлицев планетарным методом:
а – схема движения роликов и заготовки; б – схема формирования шлицев при накатке; 1 – траектория движения роликов
Формирование профиля осуществляется 2-я роликовыми головками, имеющими встречное вращение. Рекомендуется для заготовок у которых временное сопротивление разрыву sв=1274*106 Па, а также относительное удлинение >9%. Ролики сталь БР с 63-66 HRC. Комплект роликов позволяет накатывать до 30000 валов. Данным методом могут накатываться различные профили или формы шлицевых валов
При накатке шлицев следует уделять внимание точности заготовки до накатки и учитывать течение металла
Обработка шлицевых поверхностей в отверстиях
Как правило протягивают. До протягивания отверстие сверлят, зенкеруют или протягивают круглой протяжкой. Протягивание цилиндрической поверхности и шлиц может осуществляться раздельно или комбинированной шлицевой протяжкой при Æ < 50 мм. Протяжки для протягивания шлиц могут применяться обычные или прогрессивные. Если втулка или ЗК с шлицами подвергается ТО, то после этого поверхность шлифуют на внутри-шлифовальных станках, а наружный диаметр шлиц калибруют или притирают. При протягивании винтовых шлицев отверстия необходимо чтобы движение режущего инструмента совмещалось с его движением или движением заготовки (см. протягивание винтовых поверхностей).
Контроль шлицевых валов и шлицевых отверстий
В шлицевых валах и отверстиях проверяют наружный или внутренний Æ шлиц в зависимости от варианта центрирования. Наружный – скоба, микрометр. Внутренний – гладкие пробки. Толщина шлиц – предельные скобы. Равномерность шага по окружности – комплексными шлицевыми пробками и кольцами (шаг, Æ и др. параметры одновременно). Параллельность шлиц оси вала – индикатором.
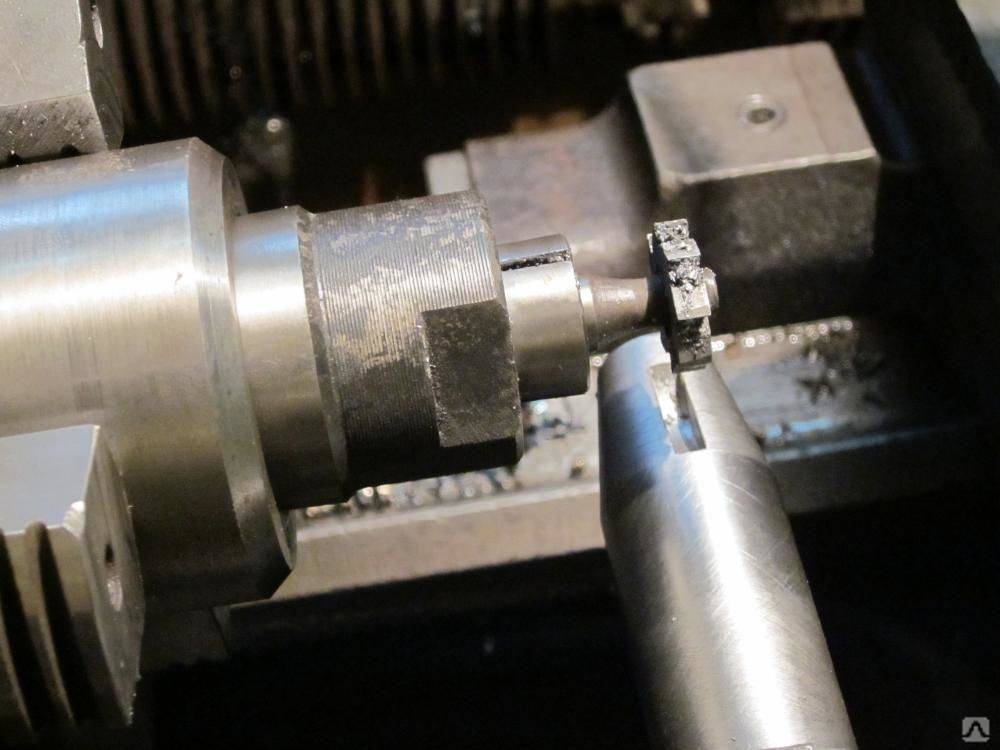
Нарезка шлицов в домашних условиях
Выполнить нарезание пазов на валу в домашних условиях затруднительно, так как такой технологический процесс требует использования станков с высокой точностью. Тем не менее в сети часто встречается вопрос как нарезать шлицы болгаркой на валу или сорвана шляпка болтов. Такие операции вполне по силам выполнить самостоятельно с использованием минимума инструмента и навыков. В тех случаях, когда требуется нарезка шлицов на полуоси автомобиля, необходимо закрепить изделие в тисках, разметить места будущих пазов и произвести нарезку с помощью болгарки. Восстановление шлицевого соединения привода таким методом не рекомендуется, по причине возникновения люфта между сопряженными деталями. Но если нет другого способа совершить ремонт, следует удерживать болгарку в неподвижном состоянии, чтобы не повредить пазы.

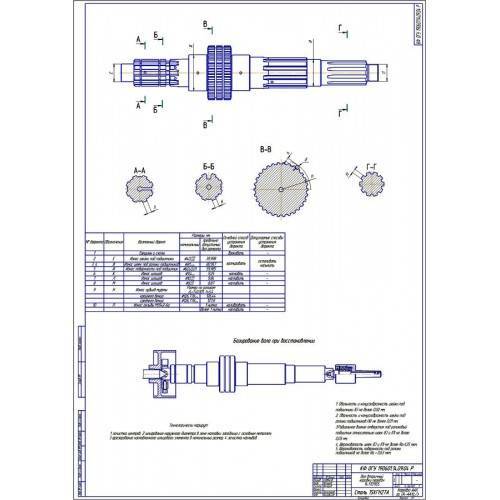
Часто встречается вопрос как сделать длинный шлицевой вал. В первую очередь необходимо подобрать вал с уже имеющимся шлицевым соединением и заготовку, на котором будет выполняться резка пазов. Затем необходимо наварить торец одного вала к другому. Получившуюся заготовку закрепляют в патроне фрезерного, долбежного, строгального или протяжного станков и выполняют нарезку.
Subaru Forester SG5 BiFuel › Бортжурнал › холодная сварка — надёжно ли? И Макарьевский Монастырь
Всем отличного вечера и настроения!
собственно согласно прошлой записи у меня разбило шпоночный паз на коленвалу, разбило шкив коленвала и звезду привода ГРМ.
прочтя достаточное кол-во инфы по устранению данного недостатка было принято решение попробовать восстановить это дело с помощью холодной сварки, так как варить электродом очкую, а кемпинга у меня нет!
значит было куплено позавчера — холодная сварка «поксипол» и фиксатор резьбы.сегодня забрал из «автодока» — звезду и шпонку.
еще раз осмотрел повреждения и сфотал специально для вас)))








дальше смешал два компонента «поксипола» и нанес их на подразбитую поверхность, выждал время на отлип, срезал излишки и поставил звезду наместо.

завтра буду накидывать ГРМ и будем ездить дальшеа вот сколько прослужит по времени данная процедура одному Богу известнов нете есть инфа что у кого то: месяц, полгода, год, три года до продажи авто.посмотрим что будет у меня (мне надо 3-4 недели чтоб это дело продержалось как минимум)
ну и немного фото Макарьевского Женского Монастыря:
источник
Ремонт шлицевой части кардана
В карданной передаче нет элементов, которые ремонтируются. Подвесной подшипник меняется в случае износа, с крестовиной поступают также. Когда дело касается шлицевого элемента, правильно выполнять замену. Но стоимость ее дорогостоящая, и не каждый владелец машины решается на этот шаг. Умельцы, работающие на дилерских станциях технического обслуживания, нашли ряд способов, как восстановить изношенные шлицы. Среди дорогостоящих вариантов отмечают способ с напылением хрома и нарезание новых шлицов.










Для машин среднего и бюджетного классов существует вариант с расширением металла и его дальнейшим вытягиванием после остывания. Понадобится также сварочный аппарат. Специалист выполняет работы следующим образом:
- Демонтируется карданная передача. Устанавливаются метки, чтобы не нарушалась балансировка. При наличии на станции технического обслуживания балансировочного стенда необходимость в установке меток отсутствует.
- Разбирается кардан и выполняется его зачистка. Это необходимо для дальнейшего использования сварочного. Провариваются три шва.
- После обваривания мастер проверяет наличие люфта в соединении.
- Швы зачищаются (данная процедура выполняется, когда на станции нет возможности использовать балансировочный стенд).
- В необходимые отверстия под давлением закачивается смазывающая жидкость.
- Карданный вал собирается и устанавливается на транспортное средство.
После выполненных работ водитель должен проехать несколько километров. Если все признаки поломки исчезли, работы выполнены качественно. Если же биение, вибрации или иные признаки присутствуют, следует выбирать другой способ ремонта.
Последовательность действий
Восстановление шлицевых соединений производится по результатам проведенной оценки состояния всего соединения. Порядок проведения ремонтных или восстановительных работ зависит от типа посадки изделия, степени износа каждой детали.

К наиболее распространённым способам устранения найденных неисправностей относятся:
- осадка;
- раздача;
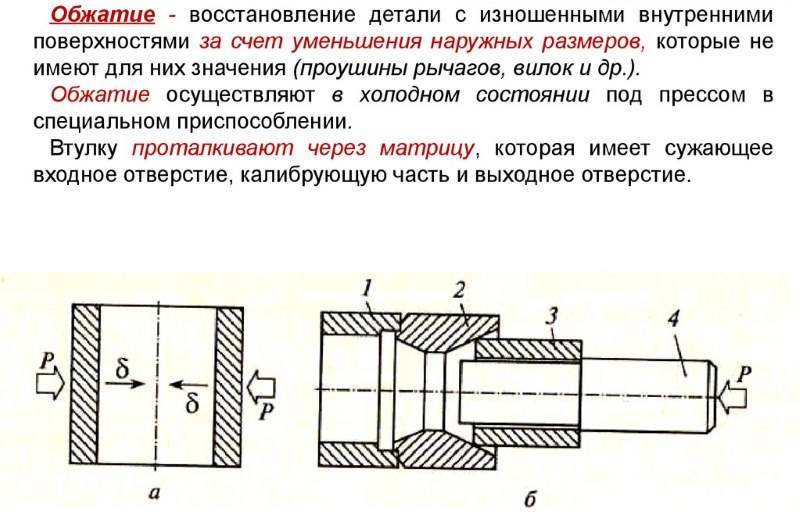
- обжатие;
- вдавливание;
- правка;
- накатка.
Решение этих задач производится следующими методами:
- механическая обработка (с помощью металлообрабатывающих станков, гидравлических прессов, ручной обработки);
- сварка и направление;
- металлизация;
- гальванический метод.
При появлении незначительных дефектов шлица можно проводить ремонт с применением метода раздачи. Для его реализации используют гидравлический пресс. Под давлением в отверстие втулки продавливают материал, применяемый для ремонта. Затем его заново калибруют. Подобные действия можно осуществить с помощью, так называемой шлицевой протяжки. Весь лишний металл удаляют. Затем его фрезеруют и обрабатывают, пока отверстие не приобретёт заданную величину.
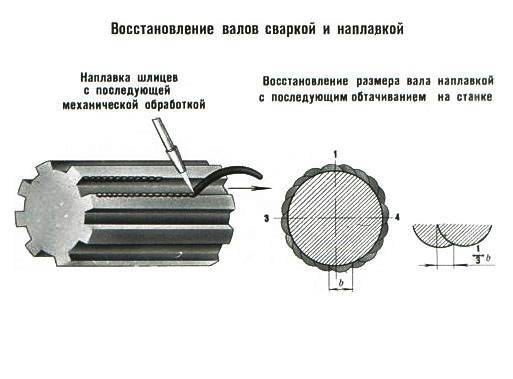
При большой степени износа осуществляют наплавку с помощью электродугового аппарата. Ещё одним вариантом ремонта при большой степени износа является наваркой граней. Эти методы после соответствующей обработки позволяют получить исходный размер паза.

Допускается ремонт шлицов, когда паз сначала расширяют и углубляют. Такая операция позволяет устранить всевозможные причины неисправности. Затем к нему изготовляют ступенчатую шпонку. Этот способ применяют в тех случаях, когда другие методы не приемлемы.
Раздачу производят двумя способами. Первый предполагает проведение операции вручную. Второй с применением прессового оборудования и специальными инструментами. Вдоль шлица керном наносят продольную риску. Далее зубилом делают канавки. Для их расширения и придания необходимой формы используют чекан. На токарном или строгальном станке проводят окончательную обработку.
Полученные канавки полностью заваривают. Шлицы обрабатывают, а для придания повышенной прочности подвергают термообработке.
Ремонт шлицевых соединений у которых наблюдается износ по толщине производят с помощью сварочных аппаратов. Для заполнения канавок подготовленные валики накладывают вдоль шлицев. В дальнейшем производят сварочные работы.
Изношенные детали, расположенные в ступицах из стали, восстанавливают методом обжатия. Их нагревают. Затем во втулку помещают подготовленный шлиц. Применяя специальный пуансон, деталь обжимают. Такую операцию производят с помощью механического молота.
Изделия, расположенные во втулках из чугуна, восстанавливают способом реставрации на валу. Старые детали протачивают на всю глубину. В полученное отверстие запрессовывают новую втулку. В неё вставляют подготовленный шлиц.
Восстановление разработанных посадочных мест производится методом сверхзвукового напыления металла. Данный способ исключает необходимость нагрева и плавления. После завершения металлизации производят механическую обработку. Восстановление шлицевого соединения валов производится обычно механическими методами.
Как и где делать ремонт?
 Любые работы должны выполняться исключительно на дилерской станции технического обслуживания. Здесь используется только самое современное и лучшее оборудование. В таком сервисе работают лучшие мастера, которые регулярно повышают свои навыки при работе с техникой и приспособлениями.
Любые работы должны выполняться исключительно на дилерской станции технического обслуживания. Здесь используется только самое современное и лучшее оборудование. В таком сервисе работают лучшие мастера, которые регулярно повышают свои навыки при работе с техникой и приспособлениями.
Не следует обслуживаться в сервисах, расположенных в гаражных кооперативах. Прежде всего, здесь не дадут гарантию на выполненные работы. Часто на таких станциях «мастера» снимают оригинальные запчасти, а на их место ставят поддельные. Как итог – через небольшой пробег выходят из строя другие механизмы.
Ремонт шлицевого соединения – это сложная процедура, которую делать необходимо исключительно в дилерском сервисе. Для этого стоит пользоваться только лучшим оборудованием, которое имеется именно на дилерской станции. Да, обслуживание в дилерском сервисе предполагает наличие денег у клиента. Но каждая вложенная копейка себя оправдает, потому что все делается качественно. На сделанный ремонт предоставляется гарантия. В случае если шлицы срываются или «слизываются» во время обкатки, сервис на себя берет все обязательства по устранению неисправности.
Шлицы являются одним из конструктивных элементов карданного вала. В процессе эксплуатации автомобиля они изнашиваются, что приводит к преждевременному выходу из строя всего кардана. Во избежание этого рекомендуем обратиться в автосервис. На месте вам могут предложить восстановление шлицов на кардане, но делать этого ни в коем случае нельзя.
Доверьте свой автомобиль настоящим профессионалам своего дела. Обратитесь в нашу компанию, чтобы выполнить замену шлицевого соединения вала и получить весь спектр профессиональных услуг по доступным ценам. В кратчайшие сроки мы восстановим работу вашего транспорта, используя специализированное оборудование и соблюдая все стандарты качества.
Технология
Многие даже не знают,
что шлицевые соединения можно восстановить. Некоторые считают, что это не надежно! Спешим Вас переубедить! Мы — компания, которая восстанавливает шлицевые соединения по особенной технологии, не имеющей аналогов в России и за рубежом. В качестве основного материала используется полиуретан, износостойкость которого выше, чем у стали, а упругость материала позволяет распределять возникающие нагрузки и предотвращать появление первоначальных люфтов.
Применение полиуретана для реставрации шлицевых соединений базируется на нашем более чем 10-летнем опыте изготовления комбинированных изделий для использования в высоконагруженных системах. Уникальность технологии основана на отличном знании характеристик материалов при работе на границе полиуретан-сталь в условиях повышенных нагрузок.