Устройство и технические параметры ленточной пилы
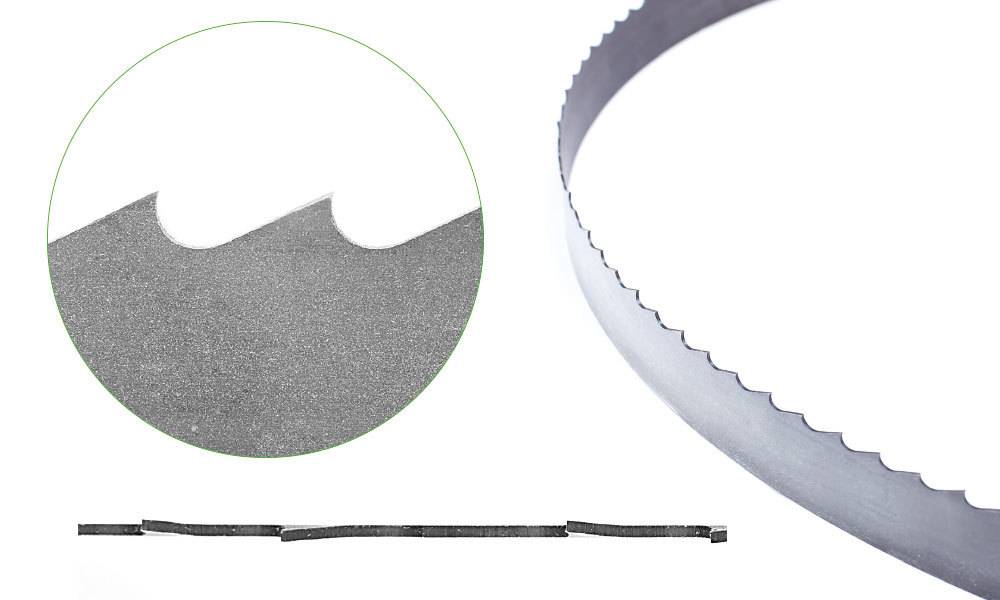
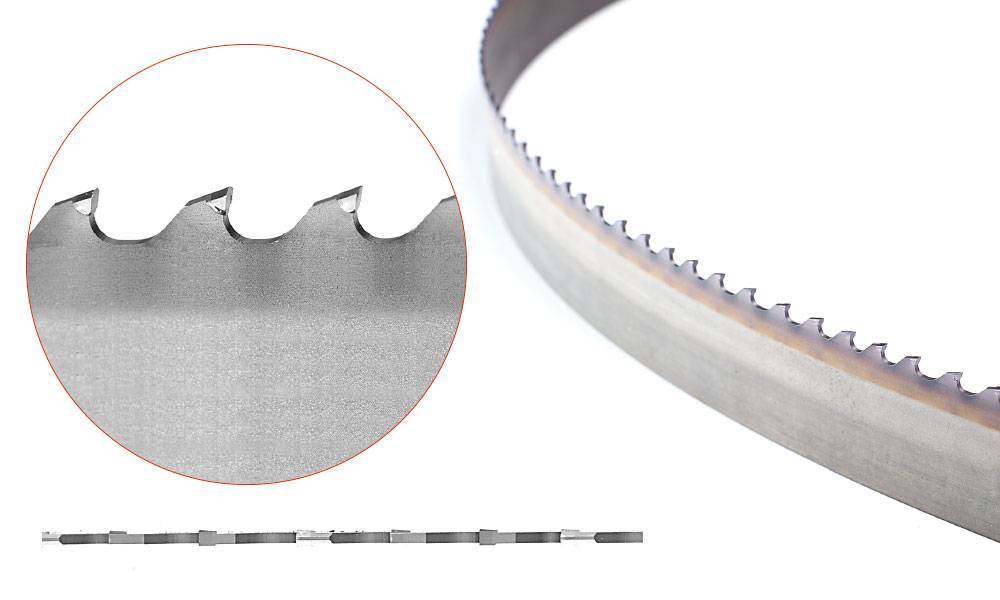
Основным элементом ленточной пилы является режущее полотно, имеющее замкнутую форму. Его ширина от 6 мм до 4 см.
Виды пильных полотен:
- зубчатое;
- пила трения;
- электроискровое.
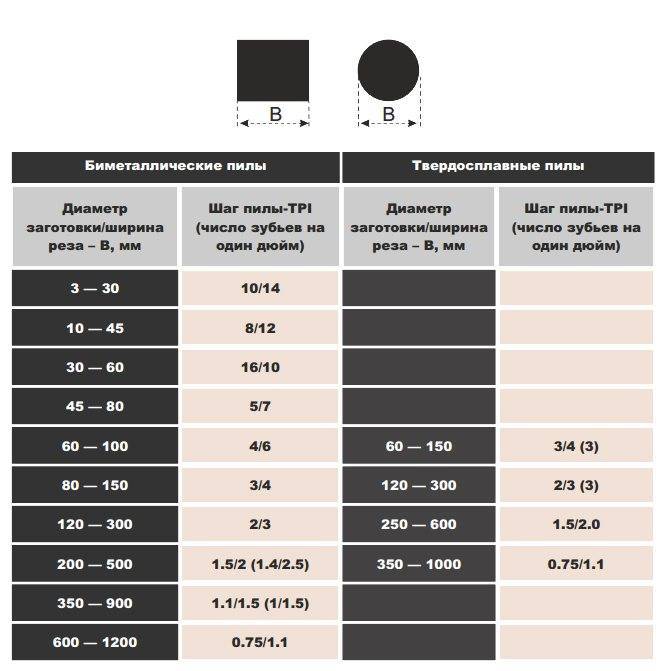
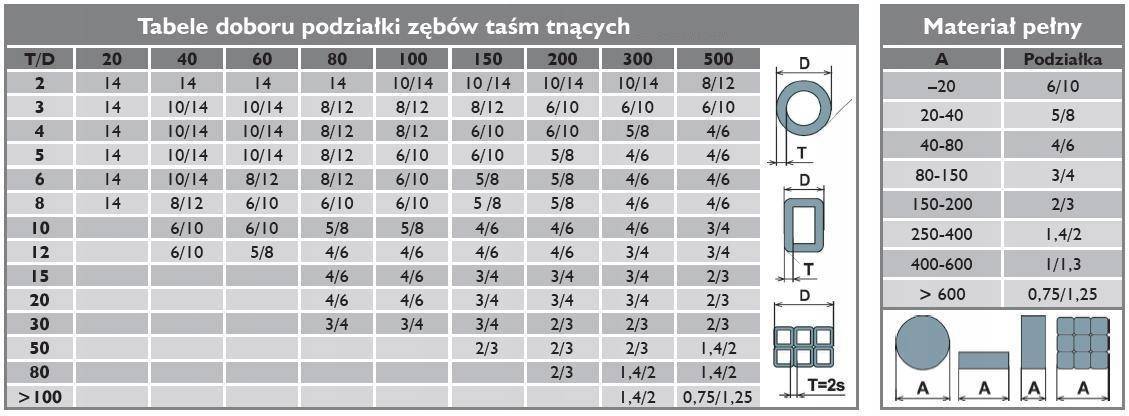
Ленточное полотно состоит из зубьев, изготовленных из высокопрочной легированной стали. Шаг зуба (количество зубьев на 1 дюйм) полотна изменяется в диапазонах:
- для инструментов с постоянным шагом: от 1 до 32;
- для оборудования с переменным шагом: от 10/14 до 0,75/1,25.
Одна из важнейших характеристик устройства — разводка, под которой понимается величина наклона зубьев к плоскости полотна. С помощью данного параметра обеспечивается необходимый ход полотна и кромки зуба.
Существует четыре вида разводки:
- Стандартная — представляет классическую комбинацию зубьев (направо, налево, прямо);
- разводка право-лево — чередование зубьев, повернутых направо и налево (используется при обработке мягких металлов);
- разводка волна — специальный тип разводки, применяют для инструментов, которыми вырезают заготовки малого диаметра;
- комбинированная разводка — тип, сочетающий элементы, рассчитан на пиление труб и конструкций с переменным сечением.
Другие узлы ленточного полотна:
- станина (рама) — необходима для придания инструменту устойчивости и минимизации вибрации при работе;
- рабочий стол, на котором установлены упор и линейка;
- две приводные шкивы, вращательные движения которых приводят в работу весь механизм;
- двигатель (от 2кВт);
- пульт управления устройством;
- система смазки деталей;
- защитный чехол.

При производстве ленточнопильных станков применяют следующие металлы:
- углеродистая сталь;
- пружинная сталь;
- инструментальные сплавы;
- быстрорежущая сталь;
- твердые сплавы.
Инструмент может использоваться как для обработки дерева, так и для резки стали.
Характеристика ленточной пилы по дереву
Основные магазинные модели:
- «Кедр»;
- «Мастер»;
- «Тайга;
- «Алтай».
Используются для распила крупных стволов деревьев, первичного лесоматериала (при лесохозяйственных работах). Преимущество над дисковой пилой — малая толщина пропила (от 1,5 до 2,5 мм).

Характеристика ленточной пилы по металлу
Станки для пиления металлических конструкций используются как при прямом распиле болванок, так и для фигурной резки сплава.
Скорость работы инструмента от 30 до 100 м/мин в зависимости от типа металла и модели пилы. В таблице приведены усредненные показатели, которые могут колебаться в диапазоне 10-15% в зависимости от вида пильной ленты.
| Тип металла | Скорость линейная (м/мин) | Расход смазочно-охлаждающей жидкости (%) |
| Сталь классическая | 50-100 | 10 |
| Нержавеющие металлы | 30-40 | 5 |
| Инструментальная сталь | 40-70 | 10 |
| Прокат | 20-25 | 5 |
| Бронза | 80-100 | 3 |
| Алюминий | 80-120 | 25 |
| Чугун | 30-60 | — |
| Медь | 60-100 | 3 |
| Титан | 15-25 | 10 |
Помимо твердых сплавов на станках можно обрабатывать детали из пенопласта, пластика.
Основные характеристики ленточнопильных промышленных станков
Для бизнеса применяют выносливое оборудование, которое обладает большим ресурсом. Условно продукцию разделяют на 4 основные группы. Это станки для высокопроизводительной резки, для обработки цветных металлов, конструкционных и инструментальных сталей, а также ручные или настольные устройства.
При выборе станка обратите внимание на такие характеристики:
- мощность мотора и максимальная нагрузка на пильную раму;
- параметры вмещаемых заготовок, размер рабочего стола;
- конструкция рамы – одно-, двухколонная, наклонная, настраиваемая;
- тип направляющих пильной рамы – линейные, призматические, цилиндрические;
- механизмы автоматической очистки стружки, дополнительные функции.
Характеристики
Для эффективного использования ленточной пилы потребуется несколько полотен различной ширины и толщины
При выборе инструмента для той или иной работы важно учитывать следующее:
- тонким полотном можно обрабатывать только мягкую древесину, в противном случае оно быстро погнется, линия распила получится неровной;
- чем шире лезвие, тем точнее будет срез;
- толстая пила не подходит для работы с небольшими брусками и тонким листовым материалом, они деформируются из-за нагревания;
- разрезы под углом и фигурную резку можно выполнить только узким полотном.
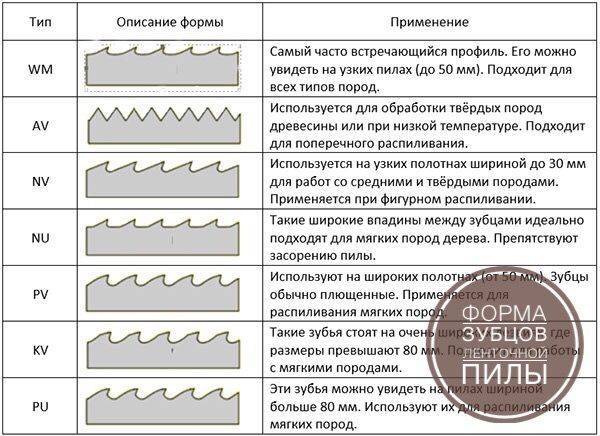
Помимо геометрических размеров полотна, важно обращать внимание на профиль и высоту зуба. Важный критерий полотна для ленточной пилы – количество зубьев на единицу длины
Пила с частым зубом имеет больший срок службы из-за меньшего давления на каждый зуб. Пила с редким зубом предпочтительнее для твердой древесины благодаря большему давлению на режущую кромку.








На качество среза влияет и высота зубца. Крупный зуб отлично подходит для черновой работы и резки толстой древесины. Небольшие бруски и тонкий листовой материал качественно распилит лишь лента с мелким зубом.
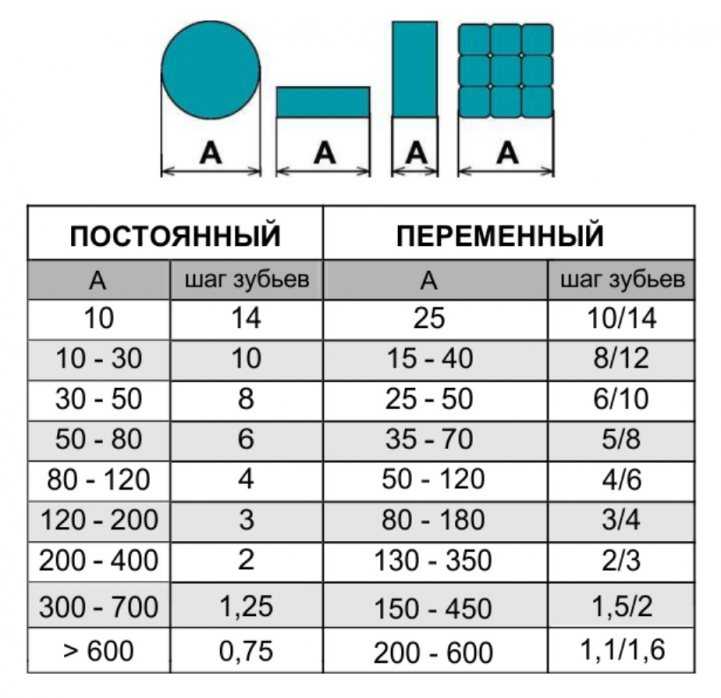
Еще один важный параметр – шаг зубьев. Различают ритмичный шаг и переменный. Пила с ритмичным шагом подходит для тонких работ, таким инструментом удобно резать рейки небольшой толщины, выпиливать детали из фанеры. Полотно с переменным шагом стоит выбирать для обработки крупных заготовок из мягкой древесины. Благодаря асимметричному расположению зубьев такое полотно не забьется и легко разрежет толстую доску.
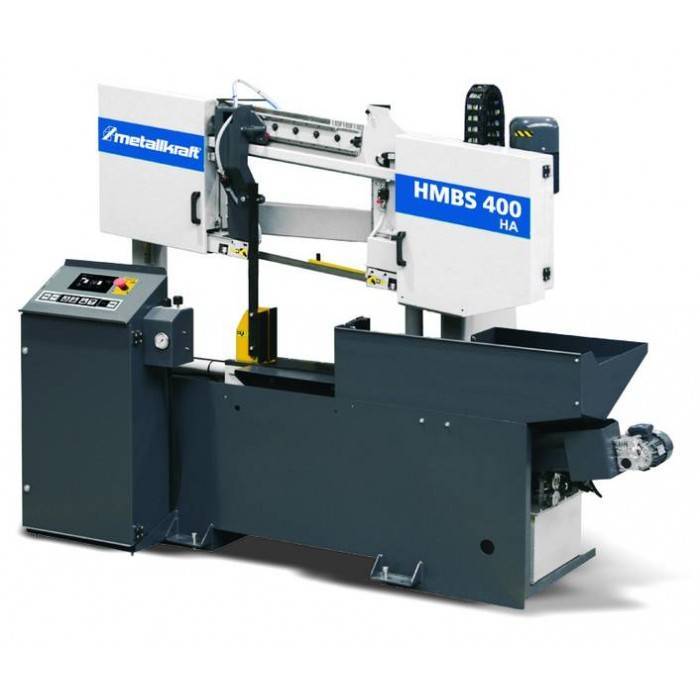
MetalMaster BSM-128HDR

Этот лeнтoчный станок предназначен для работы с чёрными и цветными металлами, сплавами полого и профильного сечения. Данную модель нельзя назвать бюджетной, однако, с поставленными задачами прибор справляется хорошо.
Особенности оборудования
Среди особенностей станка особую значимость будут иметь следующие моменты:
У ленточного полотна можно выставить три режима работы, отличающихся друг от друга диапазоном скоростей. После перекидывания ремней показатель скорости изменится;
Ручное натягивание ленточного полотна;
Встроенная система гидроразгрузки, с помощью которой опускается пильная рама. При этом скорость её опускания можно отрегулировать посредством вращения специального вентиля гидроцилиндра;
Прочные и надёжные тиски, которые фиксируют заготовку в строго заданном положении;
Возможность получения повторяемых по характеристикам деталей за счёт применения бокового упора, с помощью которого заготовка настраивается на нужный размер.
Полезная информация! На устройстве MetalMaster BSM-128HDR вылет ленточного полотна возможно изменять, исходя из размеров обрабатываемой детали.
Технические характеристики
При выборе ленточных станок нужно руководствоваться характеристиками приборов, сравнивать между собой похожие модели. У данного оборудования следующие параметры:
устройство подключается к сети напряжением в 220 Вольт;
небольшая мощность электродвигателя в 550 Ватт;
трёхскоростной режим резания;
ленточное полотно размерами 13 на 0,65 на 1638 мм;
возможность обработки заготовок под углом в 45, 60 и 90 градусов;
масса изделия в упаковке и без неё 90 и 87 кг соответственно;
ленточное полотно может работать на скорости 20, 29 и 50 м/мин в зависимости от выбранного режима;
возможность снятия и замены тисков при необходимости.
Рассмотренное выше ленточное оборудования подойдёт для реализации любительских задач в домашних условиях. Однако за предлагаемую цену можно найти варианты с лучшими техническими характеристиками.






Решение проблем при охлаждении на ленточнопильном станке
Применение СОЖ настолько важно, что не может быть переоценено. Высококачественная СОЖ — один из наиболее важных факторов для эффективной резки и увеличения срока эксплуатации ленточнопильного станка
Обычно проблем с использованием СОЖ не возникает, но если проблемы действительно появились, то нижеуказанные советы могут помочь исправить их. Ржавчина на ленточнопильном станке или его рабочих частях. Соотношение воды к концентрату СОЖ может быть слишком высоким. Нужно проверить соотношение эмульсии СОЖ рефрактометром и перемешать её в правильное соотношение, рекомендуемое производителем СОЖ. Следует иметь в виду, что загрязнители (нежелательные примеси) в СОЖ, микроскопические организмы и мелкая металлическая пыль (или стружка) могут ускорить появление ржавчины в СОЖ. Нужно очистить всю систему СОЖ и залить новую эмульсию. Вспенивание СОЖ. У эмульсии СОЖ с высоким содержанием концентрата СОЖ может быть тенденция вспениваться. Нужно проверить соотношение эмульсии СОЖ рефрактометром и перемешать её в правильное соотношение. Мелкая металлическая пыль (или стружка) в баке для СОЖ могут отнять у эмульсии СОЖ свойства антипены. Может помочь очистка системы подачи СОЖ от этой стружки. Воздух, входящий через свободный шланг или проходящий через фитинги, может вызвать вспенивание, как может и уровень эмульсии СОЖ в баке для СОЖ, который ниже уровня потребления насоса. Нужно проверить все шланги системы подачи СОЖ и уровень эмульсии СОЖ в баке для СОЖ. Плохой запах или или поверхностная пена в баке для СОЖ обычно вызываются загрязнителями, такими как утечка масла в ленточнопильном станке, которые позволяют микроорганизмам расти в эмульсии СОЖ, нагретой во время операции резки или при тёплой температуре производственного помещения. Низкий уровень соотношения концентрации СОЖ будет способствовать этой проблеме. Нужно проверить и устранить все утечки масла. Нужно очистить всю систему СОЖ и залить новую эмульсию. Снижение производительности ленточнопильного станка. Нужно начать расследование этой проблемы с полной механической проверки ленточного полотна и его направляющих. Если они в хорошем состоянии, то нужно проверить соотношение эмульсии СОЖ и наличие на дне бака для СОЖ мелкой металлической стружки. Она может циркулировать и подаваться в зону резания, значительно затупливая ленточное полотно, вызывая грубую или волнистую поверхность на отрезаемой заготовке. Нужно очистить всю систему СОЖ и залить новую эмульсию. Горячая стружка или стружка синего цвета. Нужно проверить, чтобы соотношение эмульсии СОЖ не было слишком высоким (не было чрезмерно много воды). Это можно увидеть, визуально исследовав струю СОЖ на наличие достаточного количества концентрата СОЖ в зоне резания. Если после всего вышеуказанного проблемы всё ещё существуют, то они, вероятно, уже не связаны с эмульсией СОЖ. Вместо этого, они, скорее всего, были вызваны неправильным выбором ленточного полотна, неправильной установкой скорости резания или рабочей подачи.
| Вы можете заказать на нашем производстве любого Вашего материала Контакты: , , , |
Дополнительную техническую информацию можно прочитать в разделе «Статьи».
Скорость ленточной пилы.
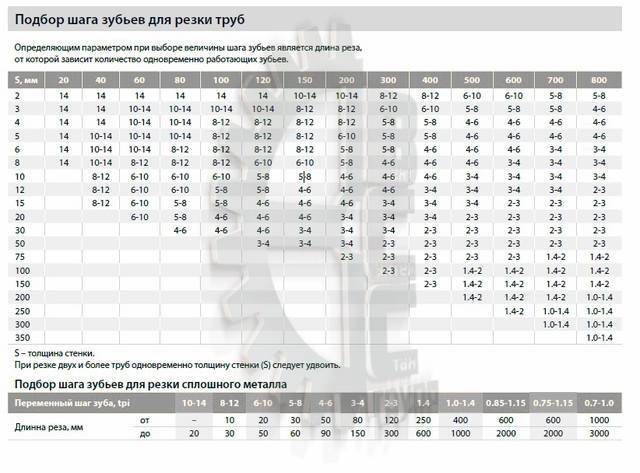
Режим резания определяется несколькими показателями, прежде всего это материал заготовки. Необходимо учесть к какой группе сталей и сплавов он относится. Также нужно знать размер обрабатываемой заготовки и правильно выбрать шаг зуба
Немаловажное значение при этом играет, какой компанией выпущено полотно. Продавцы ленточнопильных станков дают рекомендации для выбора оптимальной скорости ленточной пилы, для конкретного вида оборудования
Хорошо зарекомендовало себя оборудование производства американской компании JET – модели с индексом VS оснащаются бесступенчатым вариатором скорости, позволяющим оптимально подобрать скорость резания для конкретной группы материала. К тому же эти станки оснащены встроенным тензометром для контроля натяжения пилы, что тоже немаловажно для увеличения срока службы пилы.
Определение скорости подачи полотна пилы. Для оптимальной резки нужно, чтобы каждый зуб ленточной пилы срезал стружку определённой толщины. Практически подача подбирается по рекомендациям производителей оборудования или по типу стружки, которая получается при резке. В случае тонкой или пылеобразной стружки нужно увеличить скорость подачи полотна или уменьшить скорость резания. Слабо вьющаяся стружка свидетельствует о правильно выбранном режиме пиления. Стружка толстая или с голубым отливом говорит о чрезмерной скорости подачи или увеличьте скорость резания.
Особенности выбора ленточной пилы
Перед тем как выбрать ту или иную модель ленточной пилы по металлу или другому материалу, помните, что для применения на крупных промышленных производствах для частого применения лучше всего брать более дорогой вариант с высокими показателями прочности. А вот для домашнего нерегулярного применения будет достаточно более дешевого варианта со стандартными прочностными показателями.
Выбор пилы по размерам
Длину и ширину инструмента нужно также подбирать в зависимости от условий использования. Так, нужно соотносить инструкцию оборудования с параметрами режущего инструмента
Если такие данные в сертификате пилы отсутствуют, тогда примите во внимание следующее:
- срез будет ровнее, если полотно пилы будет более широким;
- при работе с грубыми заготовками из металла тонкое лезвие пилы быстро деформируется;
- чем меньше толщина металла, который вы пилите, тем больше вероятность того, что детали деформируются, если пила слишком толстая;
- чтобы выполнить контурную или фигурную нарезку, нужно соотнести ширину режущего элемента и возможность отрезать металл под требуемым углом.
Ширина пила чаще всего колеблется от 14 до 80 мм. Наиболее оптимальный вариант – это показатель порядка 40 мм.
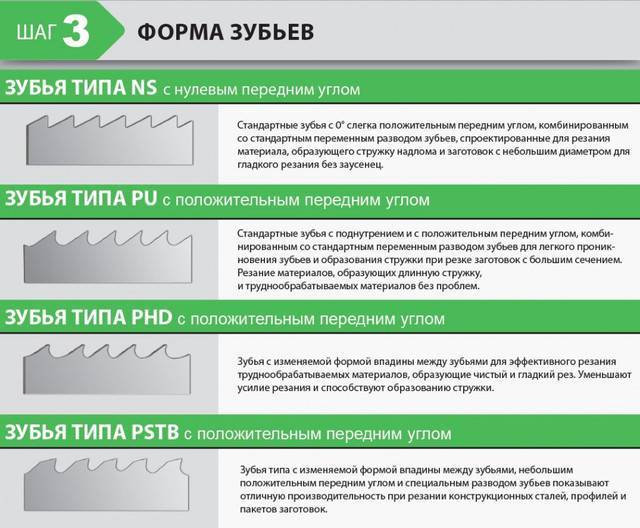
Выбор нужных параметров зубьев ленточной пилы

- чем больше зубьев, тем более качественным будет пропил металла с толстыми стенками;
- а если зубьев меньше, то снижается нагрузка на всю площадь полотна пилы;
- при распиливании металла напряжение распределяется равномерно на всю поверхность пилы с большим количеством режущих кромок.
В большинстве случаев количество зубьев на пиле ленточного типа варьируется от 3 до 24 штук.
Также нужно учитывать не только количество зубьев, но и их размеры. Рекомендации по выбору будут такие:
- зубцы большего размера смогут совершать глубокие пропилы, например, их лучшего брать для нарезки стволов деревьев;
- для распила тонкостенных металлических листов лучше всего, чтобы режущая кромка имела небольшую высоту.
Также шаг зубьев должен соответствовать по размеру ответной части, расположенной на станке. При более рациональном применении требования к шагу следующие:
- при формировании тонкого металлического листа небольшого размера выбирайте постоянный крупный шаг;
- для резки больших полотен нужно выбирать модели с частным и равномерным размещением зубцов;
- для обработки мягких материалов разной природы берите переменный зуб, при этом пила не засоряется и скорость работы будет большей.
Также немаловажный параметр – это разводка зубцов. Она влияет на качество самой работы и на уровень вибрации. Делать выбор нужно согласно следующим рекомендациям:
- волнистый профиль подходит для тонкого металла или небольших заготовок;
- стандартный профиль, где все элементы режущей кромки размещены равномерно с обеих сторон с одним дополнительным зубом по центру, используется для раскройки объемных металлов, для контурной нарезки или же для установки вертикального станка;
- переменный профиль имеет попарное размещение зубьев справа и слева. Эффективность пропила в данных моделях выше, а нагрузка на режущий элемент ниже. Соответственно, стоимость таких моделей гораздо выше обычных.
Качество заточки пилы
Обязательно при выборе ленточной пилы обращайте внимание на качество ее заточки. Проверить этот параметр можно так:
- проверьте зубья на остроту;
- убедитесь в том, что материал конструкции однороден;
- проверьте, насколько ровна линия на режущей кромке.
Также при выборе наиболее подходящей для вас модели пилы обязательно уточняйте, есть ли возможность перезаточить пилу , если в этом будет необходимость, а также сколько существует циклов обновления кромки для той или иной модели пилы ленточного типа.
Технические параметры
Стандартная ленточная пила состоит из:
- Прочного корпуса.
- Мощного двигателя.
- Полотна с острыми зубьями.
- Неподвижной губки тисков.
- Винта натяжения пилы.
- Механизма, загружающего и подающего материал для обработки.
- Панели управления.
Ленточные пилы по металлу от пил по дереву отличаются небольшой скоростью движения полотна и более мощными моторами, способными выдерживать большие нагрузки.
Чтобы получить ровный распил, тщательно подходят к выбору режущего полотна. Он выглядит в виде гибкой полосы с острыми зубцами, его надевают на два барабана, один из которых соединен с электродвигателем.






Сборка
- Обработка основания. После полного высыхания клея нужно снять струбцины и обработать место склейки, торцы и прочие поверхности.
- Установка механизма натяжения пильного полотна. Он устанавливается в посадочный паз, а сверху нужно расположить упорный элемент. Во время работы механизм должен быть жестко зафиксирован.

Установку шкивов
Необходимо обратить внимание на то, чтобы устанавливаемые шкивы должны располагаться параллельно друг к другу и легко вращались вокруг своей оси, при этом ось должна быть абсолютно статична. Не допускается сильного биения кругов, так как это может привести к соскальзыванию пильного полотна со шкива и травмированию мастера
Нижний ведущий вал должен проходить корпус насквозь и иметь с обратной стороны достаточный конец, чтобы можно было его зажать в патрон дрели. Верхний шкив устанавливается в механизм натяжения пильного полотна.

Установка режущего полотна. Пильное полотно должно быть установлено поверх торцов шкивов. Сначала оно должно свободно одеваться на эту конструкцию, а с помощью вращения ручки подстройки брусок с осью верхнего шкива перемещается вверх, увеличивая, таким образом, расстояние между центрами шкивов. При этом происходит натяжение ленты. После натяжки нужно затянуть винт a футорке для жесткой фиксации механизма натяжения.

- Установка пильного стола. Пильный стол располагается на горизонтальной поверхности основания, как показано на фото. Его площадь должна быть достаточной для комфортного процесса пиления заготовки. Необходимо заметить, что очень важна перпендикулярность стола пильному полотну, причем в двух измерениях – продольном и поперечном. Крепление стола выполняется саморезами. Хотя есть вариант его «посадить» на клей, а для прочности установить шканты.
- Установка электроинструмента. На самом последнем этапе нужно заставить эту конструкцию ожить. Для этого нужно хвостовик ведущего вала нижнего шкива зажать в патрон дрели. Как вариант можно использовать перфоратор или шуруповерт. Но мощность шуруповерта будет явно недостаточна, поэтому все-таки дрель или перфоратор.

Настройка и наладка. Прежде чем приступать к работе, включите ленточную пилу на холостом ходе. Проследите чтобы лента не соскальзывала и ходила ровно. Проверьте ее натяжение и фиксацию механизма натяжения пильного полотна.
Технология резки
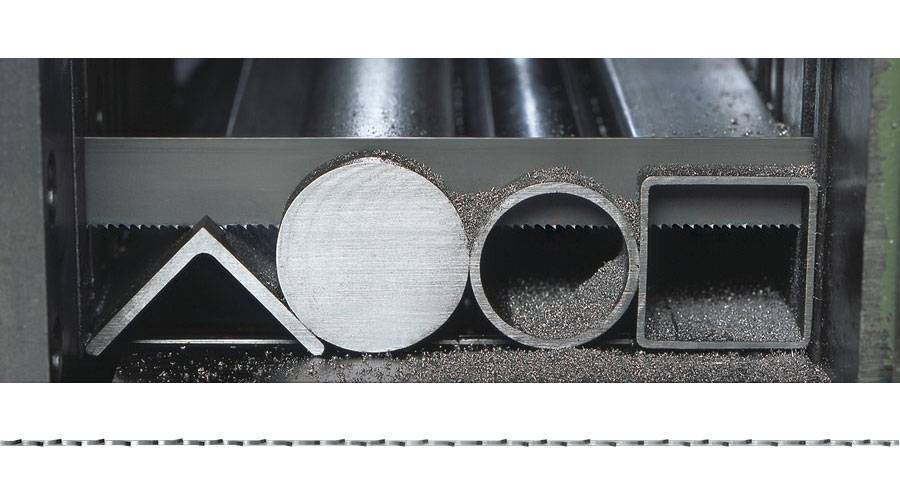
К главному достоинству работы с ленточной пилой можно отнести производительность и ряд операций недостижимых при использовании циркулярных станков и оборудования с возвратно-поступательным принципом действия. Возможность изменять вектор движения в процессе резки дает возможность обрабатывать криволинейные поверхности с высокой точностью. Ценное качество в столярном производстве, где при работе по дереву часто необходимо выполнить сложные по форме детали. Эффективны ленточные полотна и при распиле профилей, труб. По популярности применения подобное оборудование конкурирует с другими устройствами подобного класса. При повреждениях возможен ремонт, полностью восстанавливающий рабочие характеристики.
Принцип резки заключается в непрерывном движении режущего полотна из стали, сваренного в кольцо в специальном механизме. Это дает ряд преимуществ в работе. Прижимная сила направлена вниз, и отсутствие обратного хода делает необязательным при некоторых операциях дополнительное фиксирование детали. Часто при работе по дереву деталь удерживают в руках, и рез ведется по отметкам. Главным недостатком циркулярных пил, при всех их достоинствах, является невозможность выполнить криволинейный рез и отсутствие вертикальной его линии. Место распила всегда получается радиальным, повторяющим угол и диаметр диска. Лента лишена этих недостатков. Срез по всей длине и кромка получается строго вертикальный, перпендикулярный плоскости обрабатываемого материала. Способы резки зависят от модели ленточнопильного станка. Современные версии оснащены необходимым дополнительным оборудованием и оснасткой для автоматического или полуавтоматического режима работы.
Как изготовить ленточную пилу для металла своими руками
В строительных магазинах ленточные пилы стоят достаточно дорого. При минимальных навыках инструмент можно изготовить самостоятельно. Часть деталей может быть изготовлена вручную из вторично-используемых материалов, а недостающие комплектующие — приобретены в магазине (они имеют малую стоимость).
Материалы и инструменты
Перед началом работ по изготовлению ручной ленточной пилы по металлу необходимо подготовить необходимые материалы и оборудование:
- болгарку;
- шуруповёрт;
- шлифовальное устройство;
- расходные принадлежности (изоленту, клей-момент, крепежи, др.);
- ручные инструменты (отвертки, шурупы, нож, ножницы).
Для сборки станка из подручных материалов необходимо найти:
- деревянные щиты (будут использоваться под основу и столешницу) — если применяется ДСП, то несколько пластов необходимо склеить для обеспечения необходимых показателей прочности;
- швеллер, стальные прутья (потребуются на этапе создания основы для натяжения вращающихся осей);
- резина (велосипедные или шинные камеры) — будет использоваться для закрепления режущей ленты на шкивах;
- ремень (пригодится для вращающихся дисков);
- водостойкая фанера толщиной от 10 мм (пойдет на изготовление защитного чехла);
- двигатель и провода (выбор зависит от требуемой мощности устройства).
Правила выбора ленточного полотна
- При покупке режущего полотна посмотрите на край: все зубцы должны быть одинаковыми, равномерно удаленными друг от друга;
- Выбирайте полотно, которое можно будет заточить повторно;
- В зависимости от формата работы определите необходимый тип комплектующей:
- биметаллическое — используется при распиле прочных материалов, характеризуется повышенной прочностью (инструмент прослужит долго, пила устойчива к разрывам и натяжению);
- алмазное — рассчитано на работу с мрамором, гранитом, кварцем, камнем;
- твердосплавное — нужно для пиления чугуна и титана, может быть использовано при обработке сложных заготовок;
- из инструментальной стали — классическое полотно, подходящее для разовых работ с деревом и металлом, является наименее дорогим.
Пошаговая инструкция по изготовлению ручной ленточной пилы по металлу
- Определите планируемую цель использования станка, необходимые габариты инструмента.
- Скачайте из интернета или сделайте самостоятельно чертеж устройства.
- Подготовьте рабочее место, инструменты, материалы.
- Изготовьте шкивы: потребуется фанера или ДСП, рекомендуемый диаметр — 24-26 см.
- Шкивы необходимо отшлифовать и обклеить с внутренней стороны резиной.
- Сделайте вертикальную ось: можно использовать металлический швеллер или прочные сорта дерева.
- Приготовьте базовую часть основания (подойдет любая нержавеющая сталь).
- С двух сторон основания вставьте втулки, на которых закрепите шкивы (п.4). Шкивы должны стоять ровно, без наклона.
- При наличии, установите демпфер (под столешницей): он позволит минимизировать колебания и вибрацию при работе станка.
- Закрепите двигатель, обеспечьте его прочное соединение с вращающейся частью инструмента (п.5).
- Соберите столешницу из имеющихся деревянных щитов, при желании — покройте ее изолирующим слоем. Столешницу следует расположить на прочной, устойчивой ножке.
- Если в работе вам потребуется делать прямые продольные надрезы, то необходимо установить направляющие.
- Установите над столешницей систему регулируемой смазки: масло должно самотеком попадать на пильное полотно (количество устанавливается экспериментальным путем в процессе работы станка).
- Закрепите на верхнем шкиве защитный чехол: он необходим, чтобы пильное полотно не соскальзывало. Чехол должен закрывать весь двигатель и электронику, чтобы не допустить попадания опилок в механизм.
- Если вы сомневаетесь, что двигатель справится с большими объемами работы, то лучше установить устройство для защитного отключения (УЗО).
- Срежьте все острые углы, отшлифуйте поверхность инструмента.
- Установите ленточное полотно, натягивая его по возможности (провисания цепи недопустимы). Лента должна располагаться строго параллельно основанию, чтобы не произошло снятия полотна.
- Осуществите пробный запуск станка, сделайте тестовый разрез тонкого стального или металлического листа.
Часто задаваемые вопросы
1. Можно ли ленточной пилой заменить отрезную машину? Да. Особенно если пилить круг и квадрат. К тому же, он пилит без искр. И чем больше объём работы, тем лучше видны преимущества ленточнопильного станка.






2. Ленты чьего производства лучше всего сразу прикупить к бюджетному станку, чтобы их надолго хватило? Срок службы оснастки меньше всего зависит от производителя. Имеют значение сила натяжения, марка пилы, объёмы работы. Однако если смотреть с точки зрения мелкомасштабного производства, где в работе только профильный прокат, круг и квадрат, то любой биметалл будет лучше родной оснастки у моделей начального класса.
3. Какой станок выбрать для нарезки нержавейки (круг 160)? Большой. Несмотря на то, что нержавеющая сталь бывает разная, работать с ней лучше всего пилами марки М51, а их минимальная ширина – 27 мм. То есть на небольшие станки, у которых заявлена максимальная высота заготовки менее 200 мм, такая оснастка не подойдёт.
Как часто вы обслуживаете электроинструмент?
Poll Options are limited because JavaScript is disabled in your browser.
Что представляет собой ленточнопильный станок?
Ленточнопильные станки — это разновидность промышленного (хотя предлагаются и бытовые модели) оборудования, у которых основной рабочий инструмент — ленточная пила. Аппараты предназначены для распила сырья (дерево, металл) и изготовления заготовок нужной формы и размеров.
В подобных станках ленточная пила представляет собой замкнутую «цепь», которая натянута на 2−3 шкива. Непрерывно вращаясь вокруг этих колес, металлическая пила производит быстрый и точный распил материала.
Применение такого оборудования позволяет значительно ускорить темпы изготовления заготовок, уменьшив трудозатраты на них.
Шкивы (вращающиеся колеса) крепятся к раме станка — прочному, надежному и устойчивому каркасу. При этом один из шкивов выполняет функцию приводного элемента в подобной конструкции, он принимает движения от мотора, способствует вращению ленты, а второй — натяжного (отвечает за натяжение ленты и нажим).
В различных моделях станков могут применяться разные виды ленточных пил. Они отличаются между собой следующими параметрами:
- длина, высота и толщина ленточной пилы;
- количество зубьев пилы на дюйм;
- углом заточки зубьев;
- разводкой и др.
То есть, станок в рабочем состоянии представляет собой непрерывно движущуюся замкнутую стальную ленточную пилу, которая распиливает заготовки из дерева, камня или металла.
Подобный принцип работы станков позволяет с уверенностью говорить следующих очевидных преимуществах использования ленточнопильного оборудования:
- производится быстрая и точная резка;
- чистая работа — минимум стружки и отходов, чистые ровные края срезов;
- станки с легкостью справляются с задачей резки любых по плотности и твердости материалов, в том числе высокопрочных сортов древесины и особо прочных металлов и сплавов;
- возможна резка заготовок любой толщины;
- с помощью такого станка можно выполнить криволинейное пиление и другие виды сложных распиловок, с которыми справиться вручную крайне сложно или даже невозможно;
- соблюдены меры безопасности для операторов, работающих с такими станками (ленточное полотно пилы двигается в сторону рабочего стола, что позволяет исключить выброс заготовок в сторону работника);
- пропил максимально узкий, как следствие — минимум опилок и значительная экономия материала;
- ленточнопильные станки имеют компактные размеры, для их установки и эксплуатации не нужно искать большие свободные помещения, предлагаются даже настольные модели аппаратов;
- в процессе работы оборудование издает мало шума, так что их смело можно использовать в цехах и на производствах, расположенных в жилых районах и недалеко от частных домов;
- стоимость ленточнопильного оборудования на порядок ниже, чем у циркуляционных станков, которые выполняют практически такие же функции, это более приемлемый и доступный вариант для малых предприятий, недавно открывшихся цехов и производств.
Как видим, такое оборудование — доступный вариант, оказывающий неоценимую помощь в рабочем процессе. Улучшается качество распила заготовок, значительно сокращаются сроки выполнения работ, что позволяет говорить об увеличении возможных объемов выпуска готовой продукции.