

Как выбрать способ заточки в зависимости от вида резца?
Основная часть состоит их режущей части по металлу или дереву — конструктивное сходство. Присутствует крепление. Но контролируемое удаление части детали возможно различными способами, от этого зависит вид инструментария.
Вид резца определяется количеством поверхностей (можно быть две и более). Поверхностные характеристики определяются шириной лезвия и его формой, так же различаются вариации в зависимости от возможности регулировки (направление выбирается произвольно). Кромка — неотъемлемая конструктивная особенность.
Выбор вида резца, то есть определенной модели с техническими характеристиками зависит от того, какой предстоит тип работ. Например, для простейшей обработки внешней формы деревянной детали понадобится один вариант, но для стандартизированной схемы изготовления резьбы по металлу — совершенно другой. Меняется не только вид резца, но и способ его заточки.
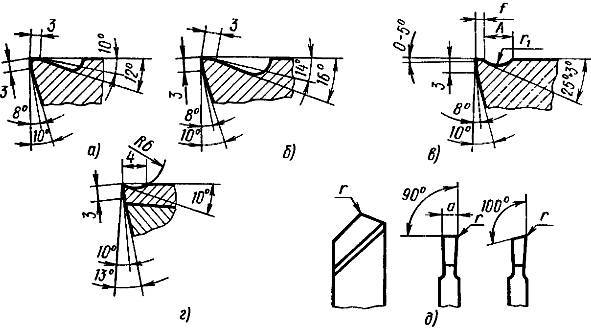
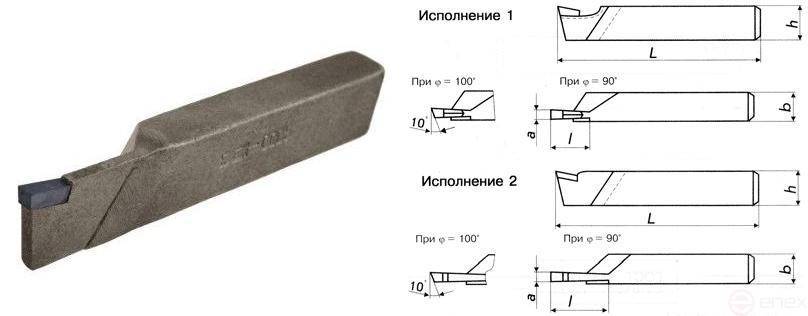
Плоские прямые
В зависимости от того, используется или металл, или дерево меняются особенности создания плоских прямых резцов. Основное предназначение — обработка поверхности. Но используются данные вариации для создания небольших несложных отверстии, выемок и пазов в изделиях. Плоские прямые резцы отличаются следующими характеристиками:

- возможность создания быстро прямоугольных отверстий;
- вариации ширины лезвия — от 4 до 40 миллиметров;
- вариации угла заточки — от 25 до 40 градусов.
Изучение станка
Прежде чем браться за создание деревянного шедевра, стоит изучить устройство станка. Он состоит из четырех основных частей.
Во-первых, это станина, остов, на котором смонтированы все узлы и агрегаты.
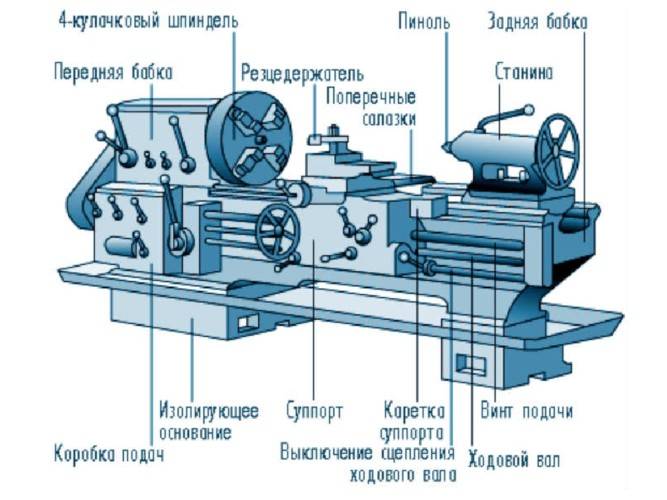
Следующая важная часть токарного станка – передняя бабка. На нее через систему шкивов или шестеренчатую передачу передается вращение от электродвигателя. На ее выходе установлен шпиндель с вращающимся центром или планшайбой для фиксации заготовки. В промышленном станке, сделанном под правую руку, она находится слева.
Задняя бабка – это пассивная деталь, представляющая собой свободновращающийся заостренный вал. Ее предназначение – фиксация длинной заготовки. Бабка может перемещаться для работы с деталями разной длины и надежно фиксироваться в любом положении.

Подручник или держатель резцов чаще всего представляет собой металлический столик, на который опирается стамеска или резец по дереву. Его конструкция позволяет свободно перемещаться для удобства работы.
До того как включать токарный станок, стоит разобраться в органах управления, понять принцип работы и задачу каждой детали, это позволит избежать ошибок, а возможно, и несчастного случая.
Рабочие режимы
Режим резания определяется несколькими факторами, основные среди которых – расточка инструмента, тип материала, диаметр углубления. Так, на основе диаметра резец для расточки цилиндров монтируют выше центра либо ниже. Резец для глухих отверстий во избежание образования в торце бобышек располагают по центру.
Однако чрезмерно большой вылет сказывается на качестве поверхности, так как вызывает вибрации и упругие деформации, а также ведет к быстрому износу пластины. В большинстве случаев оптимальна расточная оправка с наибольшей жесткостью. Под ней понимают способность к сопротивлению деформациям под внешним влиянием. Данный показатель дифференцируют на два типа. Статистическая жесткость относится к упругим деформациям, динамическая – к вибрациям. В целом она определяется материалом, размерами, формой и методом установки предмета. Жесткость имеет значение для режимов и частоты обработки, а также стойкости инструмента.
Читать также: Тележка для ремонта автомобиля лежа своими руками
Для растачивания используется консольный способ крепления инструмента, характеризующийся малой жесткостью, вследствие чего наблюдаются вибрации. С целью улучшения виброустойчивости необходимо сократить вылет расточного резца. Однако, как было отмечено, это снизит глубину расточки. Оптимальным значением вылета, обеспечивающим виброустойчивость, считают равное четырем диаметрам оправки.


В процессе работ следует создать минимальную силу резания. Для этого подбирают геометрию расточного резца. Так, рекомендуется применять варианты с формами СМП типа V и D. К тому же следует выбирать модели с положительной геометрией передней поверхности пластин и радиусом при вершине заднего угла равным 90°. При эксплуатации для задней поверхности допустим износ до 0,3 мм. Наконец, лучшую виброустойчивость обеспечивают твердые сплавы с износостойкими покрытиями.

Величина прогиба определяется также моментом инерции поперечного сечения державки, который зависит от его формы и размеров.
Ввиду этого жесткость таких моделей выше, чем у вариантов с круглой державкой. Это позволяет значительно повысить скорость резания в отсутствии вибраций даже при большом вылете. К тому же допустимо повышение сечения стружки до 5 раз. Наконец, в изготовлении такие расточные резцы проще, чем обычные.
Угол заточки расточного внутреннего резца определяется типом работ (черновые, чистовые). Задний угол связан обратной зависимостью с диаметром отверстия.
Токарные резцы
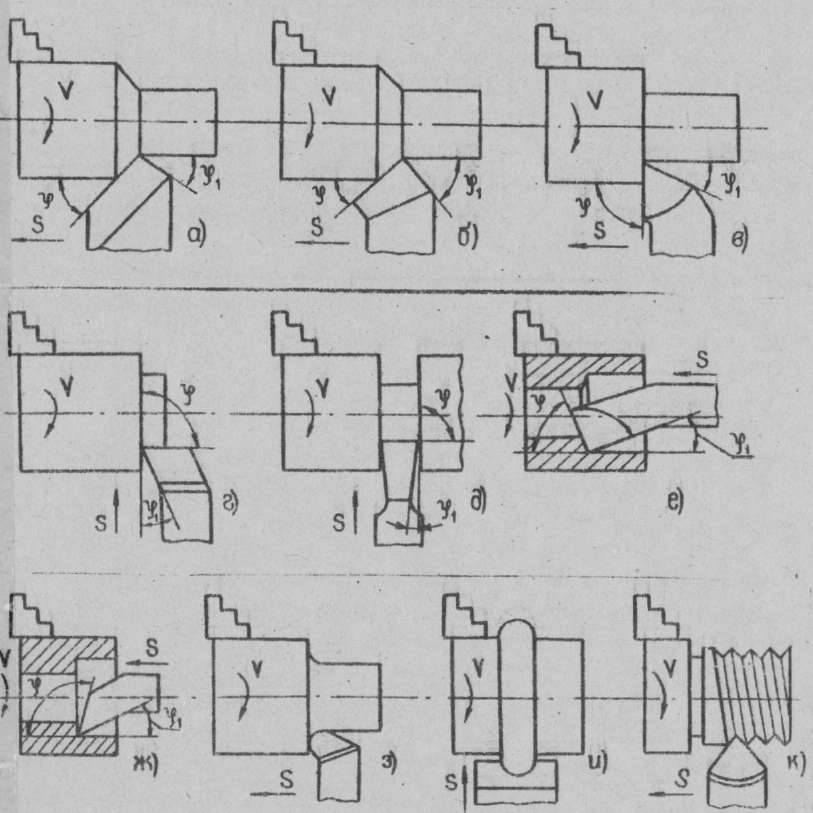
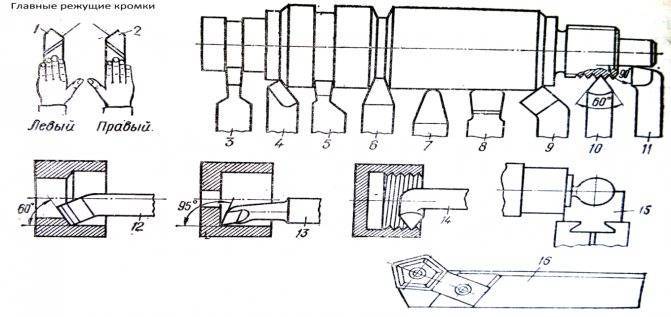
Огромное количество самых разных работ, которые постоянно выполняются с помощью токарных станков, привело к созданию ряда резцов позволяющих производительно выполнять технологические операции. Все они имеют разную конструкцию и назначение, для которого создавались. Каждый токарный резец, в зависимости от того, какую геометрическую форму он имеет, получил свое отдельное название. Оно зависит не только от формы, но также от его свойств и назначения. Все они будут указаны ниже.
1 – проходной прямой резец ; 2 – проходной отогнутый; 3 – проходной упорный; 4 – подрезной резец; 5 – широкий проходной; 6 – расточный резец; 7 – расточный упорный; 8 – отрезной резец; 9 – резьбовой резец; 10 – фасонный резец.
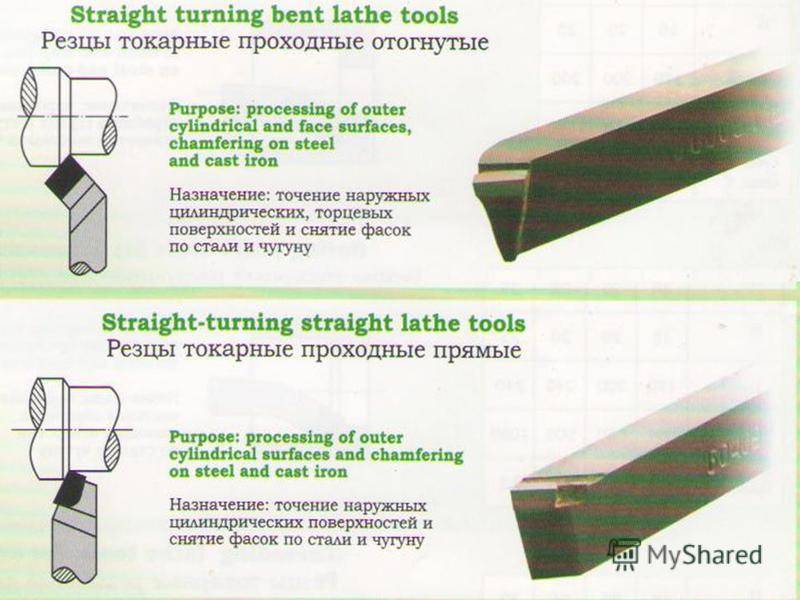
Проходные прямые резцы используются, если нужно обточить внешнюю поверхность цилиндрической формы.
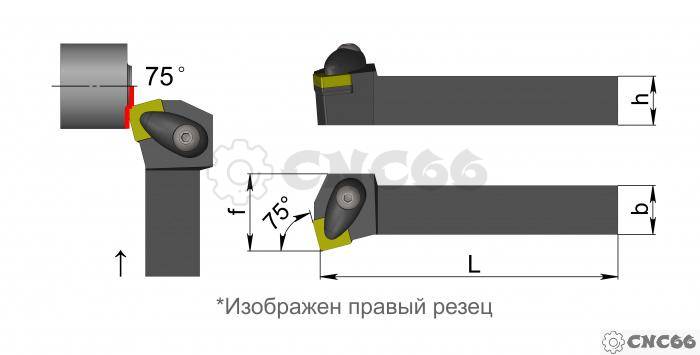
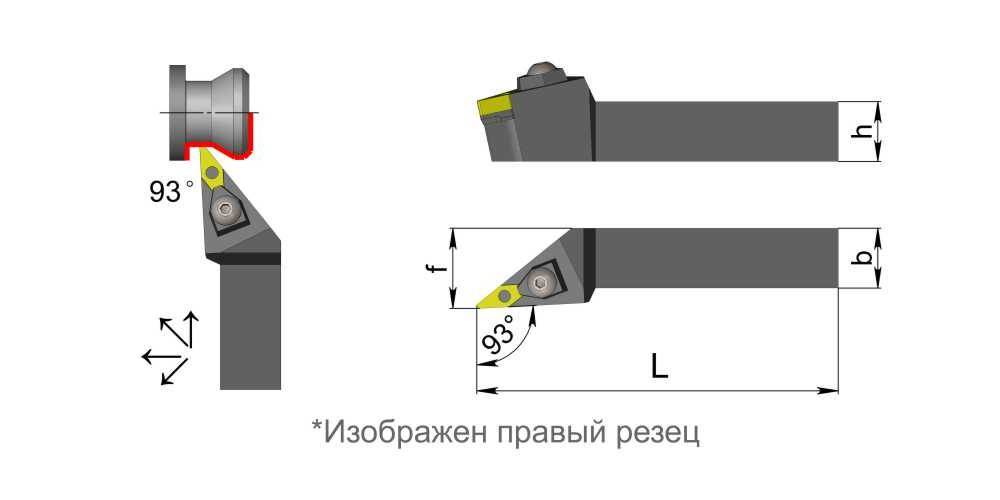
Проходные упорные резцы используются для протачивания цилиндрических поверхностей и валов с небольшими уступами
Если обратить внимание на форму резца, то главный угол подобного инструмента ровен девяносто градусам. Это позволит уменьшить вибрацию, которая появится во время выполнения работы
Проходной отогнутый резец считается более универсальным инструментом. Не меняя его положение в резцедержателе, можно обтачивать, как цилиндрические поверхности, так и подрезать торцы заготовки. Этот резец часто используют, чтобы обрабатывать ступенчатые валы или какие либо другие детали, которые в результате технологического процесса требуют подрезки небольшого уступа.
Подрезной резец используют, чтобы обработать торцевые наружные поверхности. В процессе работы подача движения инструмента должна быть такой, чтобы её движение было перпендикулярно оси вращения детали, которая будет обрабатываться.
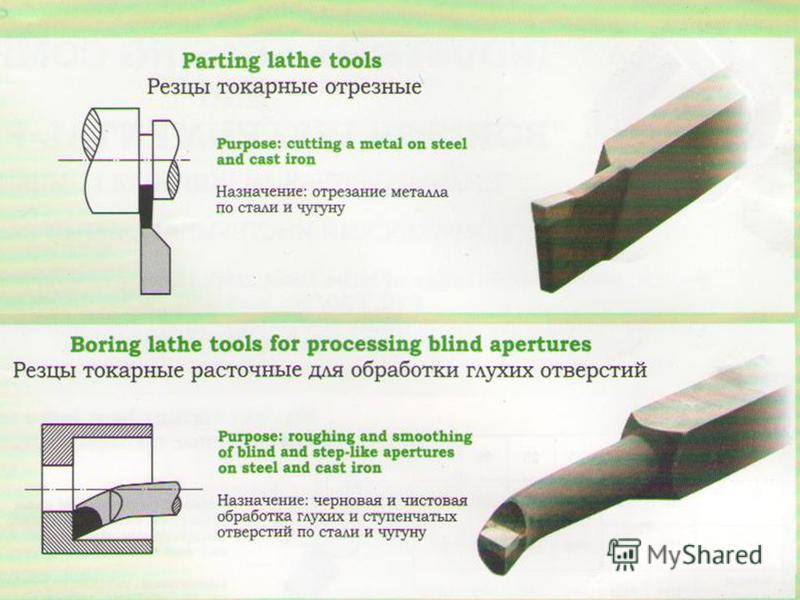
Расточные резцы используют, чтобы растачивать различные сквозные отверстия, предварительно обработанные сверлом.
Расточные упорные резцы так же используют для расточки детали после сверления. Обычно этот инструмент используется для обработки глухих отверстий.
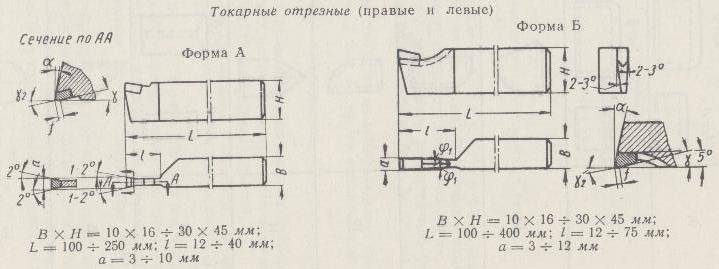
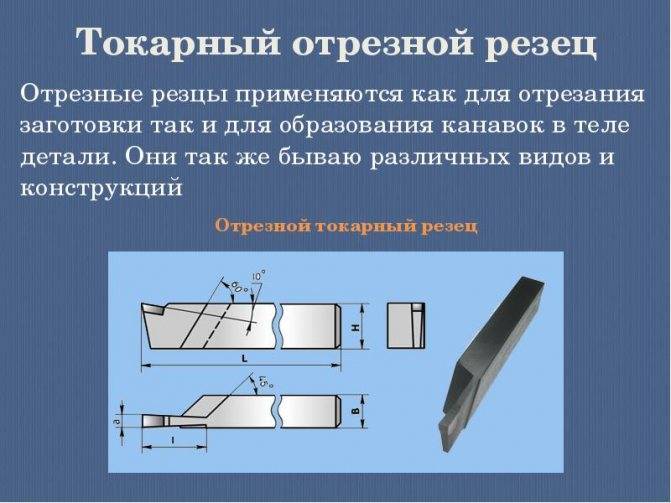
Отрезные резцы используют, чтобы разрезать материал. Обычно чтобы получить желаемый результат при выполнении работ подобными резцами, нужно выбирать такой инструмент, у которого длина головки будет больше, чем радиус самой обрабатываемой детали. При этом соблюдается правило, когда толщина головки по направлению к телу резца постепенно уменьшается. Это делается, чтобы минимизировать трение, которое образуется во время резки детали, между торцевыми плоскостями и вспомогательными режущими кромками.
Резьбовые резцы используют, чтобы нарезать внутреннюю резьбу или наружную. При этом профилю резьбы, которая нарезается, должна соответствовать форма режущей части инструмента.
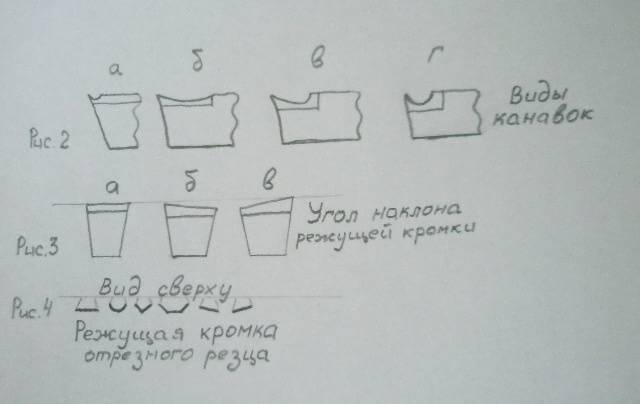
Канавочные резцы используют для обработки технологических канавок различного профиля и назначения.
Фасонные резцы используют, чтобы обрабатывать специальные фасонные поверхности
При этом важно соблюсти профиль, который будет у режущей кромки инструмента. Он должен быть таким, чтобы отвечать профилю заготовки и ее поверхности, которая будет обрабатываться
Затачивают такие резцы исключительно по передней поверхности. По этой причине не меняется профиль кромки.

Современное эффективное производство отличается использованием специальных резцов, которые оснащаются неперетачиваемыми и часто многогранными твердосплавными пластинками. Когда лезвие изнашивается, то пластинка достается и переставляется таким образом, чтобы закрепить следующую не сработанную грань лезвия.
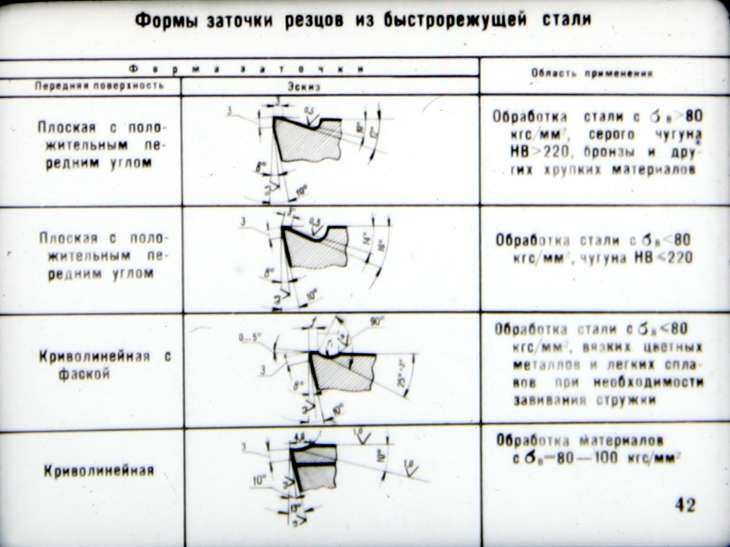
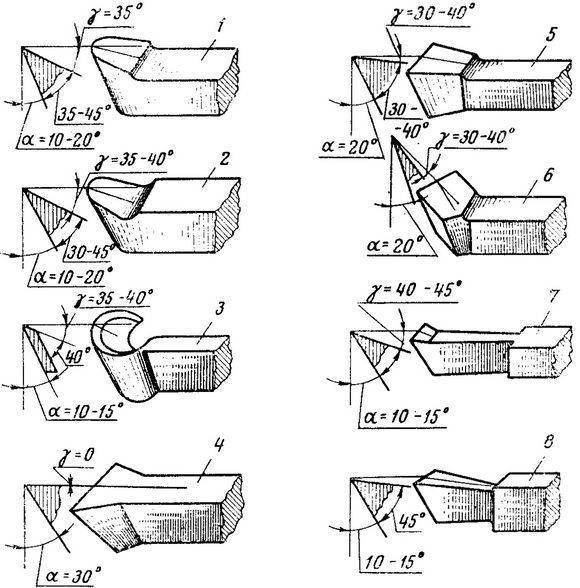
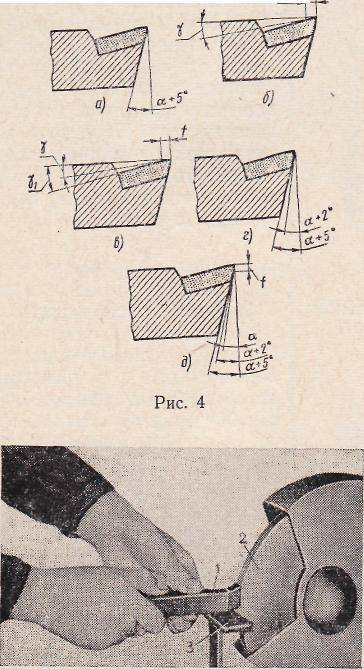
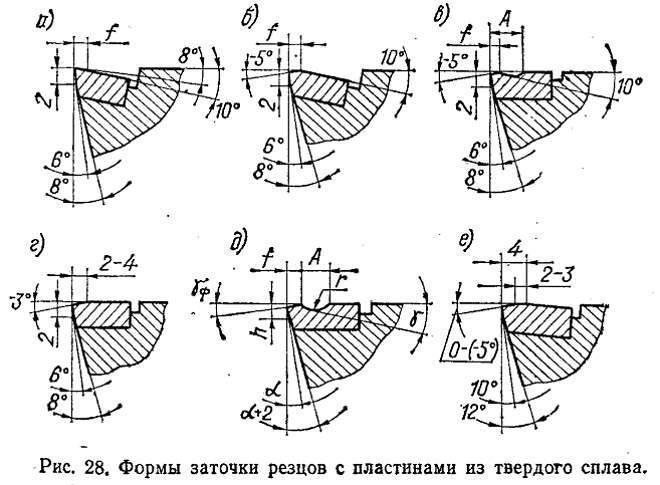
Углы затачивания
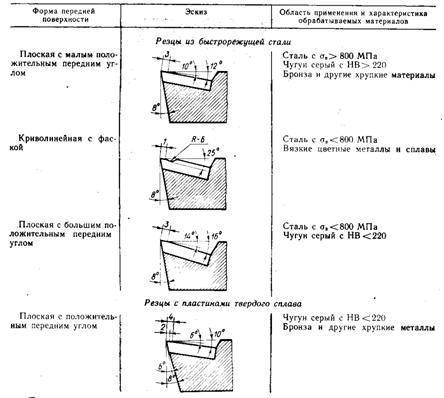
Далее будет приведен список углов заточки для всех распространенных материалов. Первая дробь указывает на задний угол при черновом обрабатывании, вторая – на задний угол при чистовой обработке. Третья дробь показывает величину переднего угла. В числителе указываются углы для резцов, которые точат и растачивают детали, а в знаменателе – для инструментов, строгающих заготовки.
- Сталь (твердость меньше восьмисот Мегапаскалей) – 8/6, 12/8, 15/12.
- Сталь (твердость больше восьмисот Мегапаскалей) – 8/6, 12/8, 10/10.
- Сталь (твердость больше тысячи Мегапаскалей) – 8/6, 12/10, 10/8.
- Серый чугун (твердость по Бриннелю меньше двухсот двадцати) – 6/6, 10/10, 12/8.
- Серый чугун (твердость по Бриннелю больше двухсот двадцати) – 6/6, 10/10, 8/5.
- Ковкий чугун – 8/8, 10/10, 8/8.
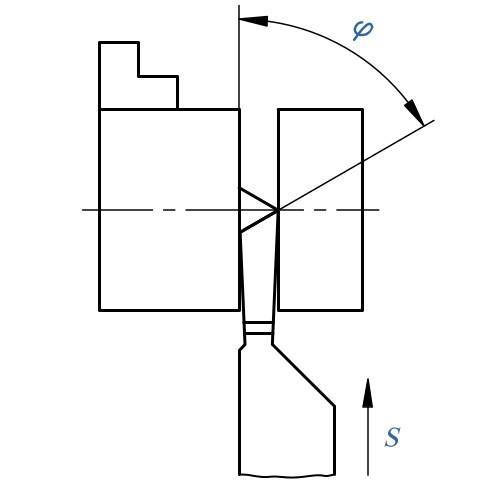
Основной угол в плане должен составлять 30 – 45 градусов. Ширина фаски зависит от сечения резцовых стержней.
Какие абразивные круги используются для затачивания токарных инструментов Затачивание проходного инструмента по державке и под углом 5 градусов выполняется кругом из электрокорунда, имеющим зернистость сорок — пятьдесят, твердость СМ1/2. Окружная скорость круга составляет 25 м/с.
Подготовительное затачивание осуществляется изделиями из черного кремниевого карбида, имеющими зернистость двадцать пять — сорок, твердость М3-СМ1. Финальное затачивание отрезного инструмента выполняется кругами из зеленого кремниевого карбида, имеющими зернистость шестнадцать — двадцать пять, твердость М3-СМ1.
Параметры точильных кругов для стальных и твердосплавных резцов прописаны в таблице режимов затачивания. Там же можно посмотреть окружные скорости кручения.
В настоящее время финальное затачивание рекомендуется проводить посредством алмазного круга. В особенности это актуально для пластин из твердых сплавов. Окружная скорость круга при подготовительном/финальном затачивании не должна превышать двенадцать — пятнадцать метров в секунду.
Правила заточки токарного инструмента, нюансы и схемы
В данной процедуре нуждаются все резцы за исключением имеющих сменные твердосплавные пластины, при отсутствии специальных станков токарь проводит ее своими силами. Среди практикуемых и проверенных временем способов выделяют:
- Абразивную заточку режущего инструмента, выполняемую на станке с шлифовальным кругом или с помощью бруса. Материал оселок подбирают исходя из твердости обрабатываемого металла или композита. Разновидности из твердых сплавов советуют заточить на зеленом корунде, из обычных сталей – на белом.
- Химико-механическую обработку, заключающуюся в нанесении на режущую кромку раствора медного купороса с последующим смывом его абразивными составами с шлифованием подвижным элементом. Такие действия позволяют качественно и быстро заточить крупный инструмент из закаленной стали и твердых сплавов с одновременным увеличением его трещиноустойчивости, способ ценится за эффективность и обеспечение гладкой поверхности.
- Заточку резцов на специализированном оборудовании со сменными или разными кругами, включая алмазные доводочные.
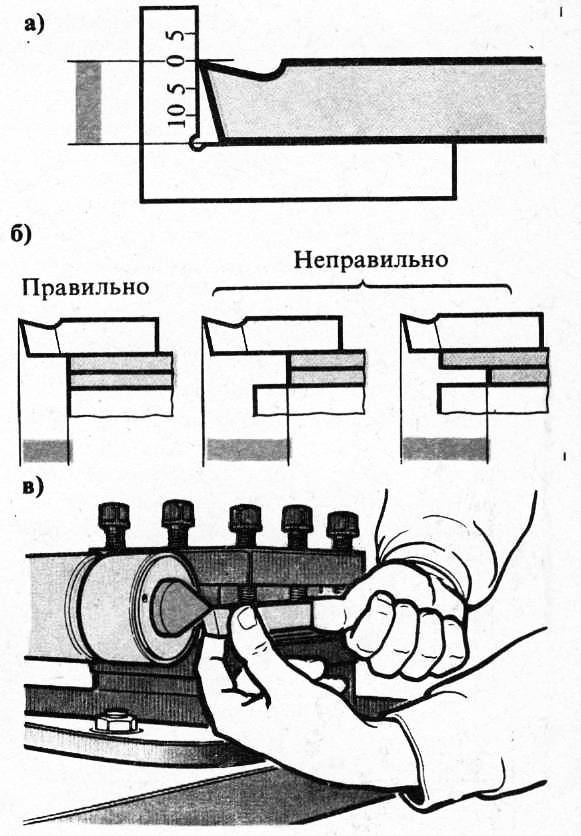
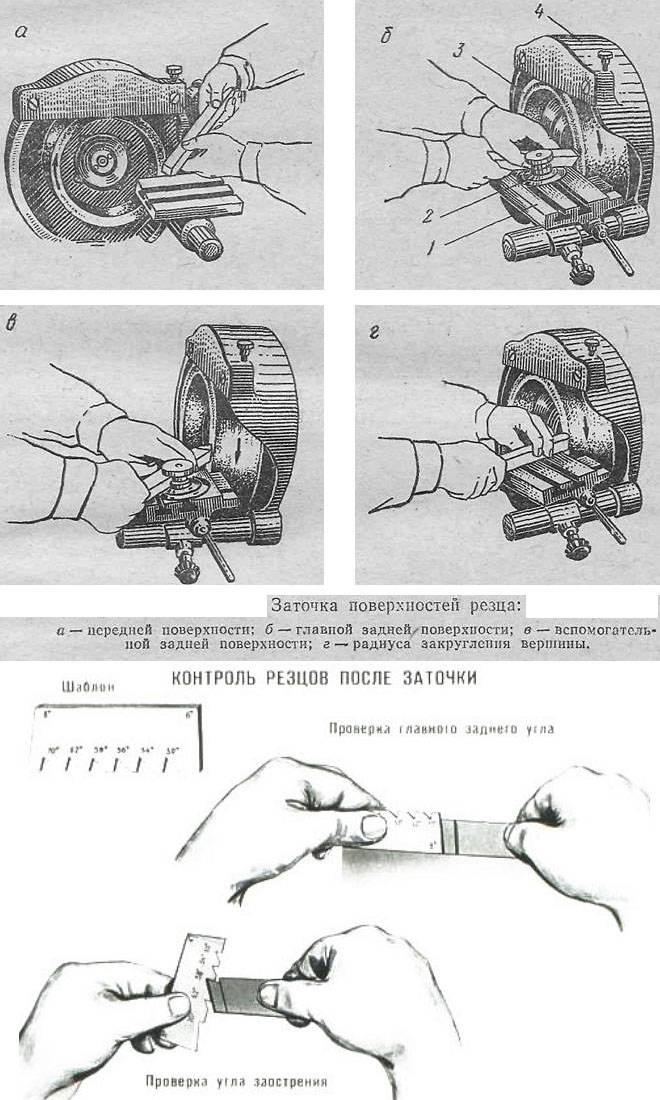
При выполнении работ своими руками чаще всего выбирается абразивный способ, как более доступный и простой. При его реализации придерживаются четкой последовательности действий: первой следует заточить основную заднюю грань, следующей идет задняя вспомогательная и только потом передняя. Работы завершаются затачиванием радиуса закругления, на всех этапах режущий инструмент прижимают к абразивному камню с постоянным смещением вдоль поверхности, как с целью сокращения износа круга, так и во избежание перегрева резца. Вне зависимости от вида обрабатываемой плоскости, в ходе абразивной заточки избегают как отрыва, так и чрезмерного придавливания.
Заточить инструмент на крупном абразиве недостаточно, завершающим этапом является доводка небольших участков поверхностей резца, примыкающих к его режущим граням. Для этих целей на край круглого диска наносится абразивная паста на основе борных карбидов или полировальные составы ГОИ, после чего к нему прижимается нужной стороной токарный резец и запускается процесс вращения с направленностью к пластине.
Этот этап несложно выполнить самостоятельно, при такой обработке мелкие зерна устраняют малейшие неровности, что в конечном итоге увеличивает ресурс инструмента. При доводке составами с низкой абразивностью или заточке твердосплавных резцов поверхность круга рекомендуется дополнительно намазать керосином или аналогичным веществом, при использовании современных паст или круга из меди в этом нет необходимости.
Советы
Заточка резцов для токарного станка требует постоянного внимания, для достижения оптимального результата рекомендуется:
- Охлаждать инструмент водой или делать перерывы в работе.
- Использовать для заточки станки с возможностью регулировки высоты и угла поворота шлифовального круга или размещать под них специальные подкладки. В идеальном варианте уровень режущей кромки и центральной оси точила совпадают или смещается не более чем на 3-5 мм вниз.
- Отслеживать углы заточки, абразивность шлифовального круга и скорость его вращения в зависимости от материала инструмента и вида обработки (чистовой или черновой) с помощью соответствующих таблиц режимов затачивания.
- Контролировать направление движения круга. При заточке токарных резцов своими руками основную опасность представляют отлетающие пластины, при придавливании их точилом этот риск минимальный, и наоборот.
https://youtube.com/watch?v=gt6A899RByY
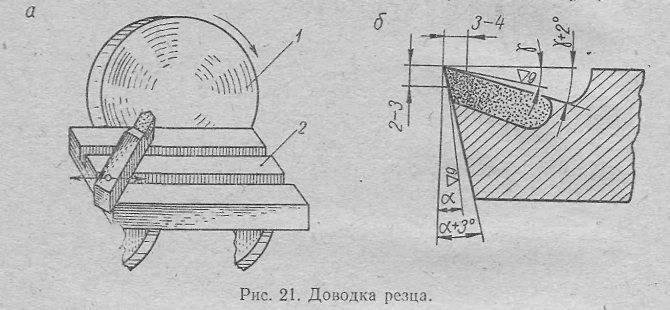
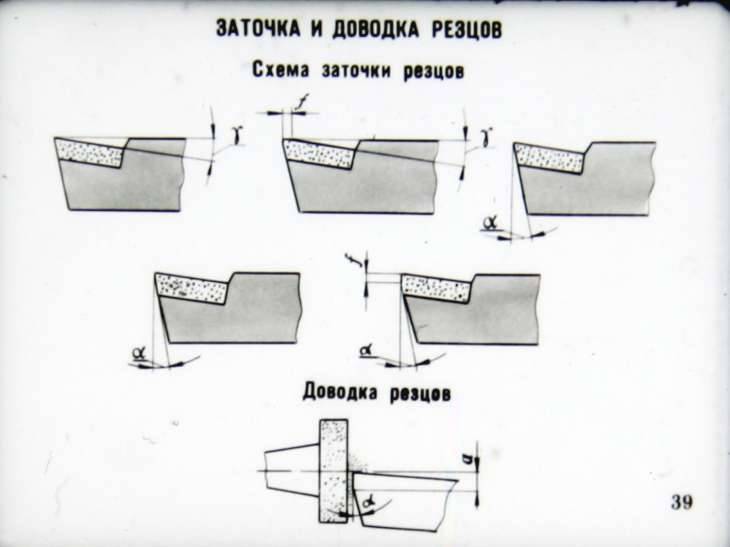
Заточка резца заключается в придании формы и необходимого угла рабочей поверхности. Затачивают новые или затупившиеся инструменты. После заточки проводится доводка, во время которой инструменту придается острота, окончательно зачищаются рабочие поверхности.
Универсальные резьбовые токарные резцы
Как понятно из названия данный тип резцов служит для нарезания резьбы на деталях. Резьба бывает наружная и внутренняя, так и токарные резцы подразделяются на два вида, для наружной обработки и для внутренней.
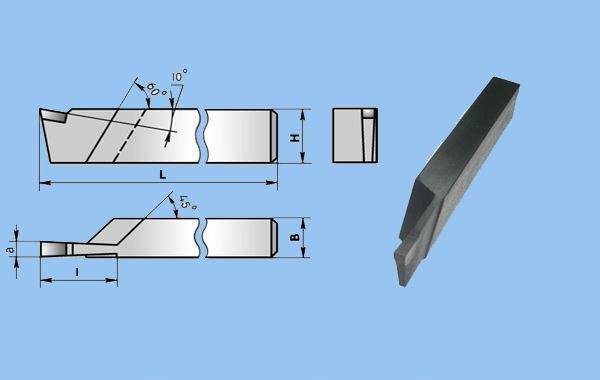
Токарные резец для наружной резьбы представлен на картинке ниже.

Токарные резец для обработки наружной резьбы.
И следом токарные резец для обработки внутренней резьбы.

Токарный резец для обработки внутренней резьбы.
Стоит отметить что токарными резцами для обработки внутренних диаметров можно нарезать резьбу в отверстиях достаточно большого диаметра. Это объясняется геометрическими параметрами державки резца.
Еще по резьбовым токарным резцам стоит отметить, как и в общем по всем универсальным, что их нельзя использовать сразу, принеся с магазина, их нужно правильно заточить.
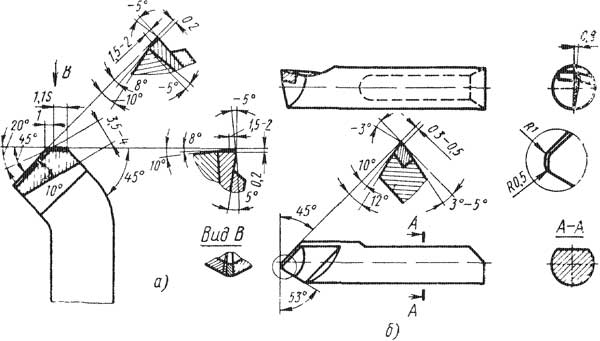
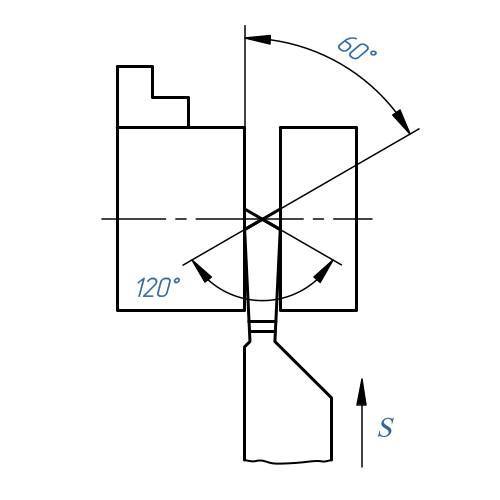
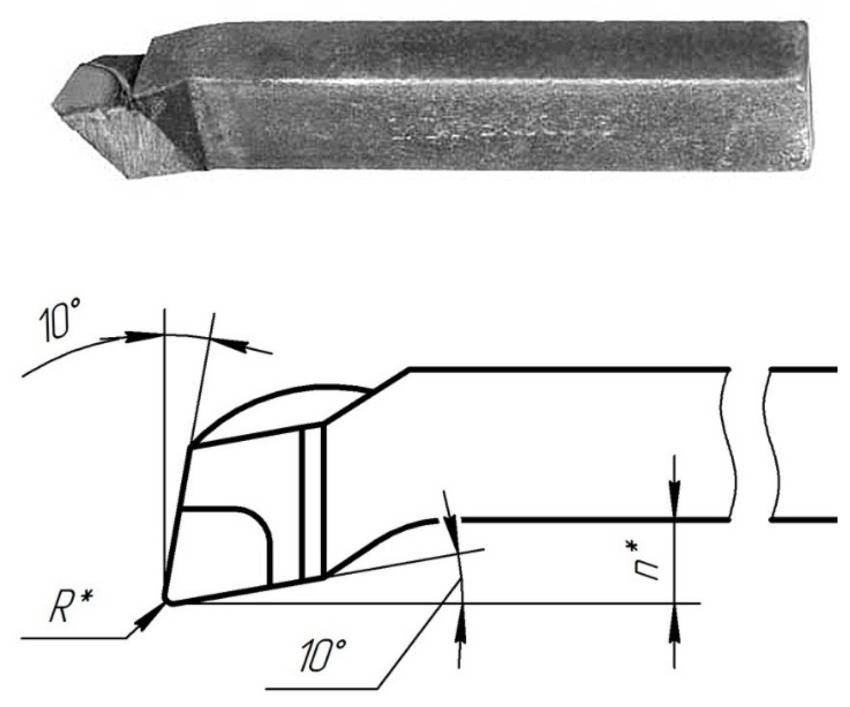
Резьбовые резцы в зависимости профиля резьбы обычно затачиваются под 60 градусов для метрической резьбы и 55 градусов для дюймовой. Заточку резьбовых резцов проводят с помощью специального шаблона.

Шаблон для заточки резьбовых резцов.
Далее переходим к современным типам токарных резьбовых резцов со сменной пластиной.
Виды точильных камней
Любой нож, даже самый качественный, рано или поздно потребует правки (выравнивания режущей кромки) или заточки (придания остроты). Правку осуществляют при незначительном затуплении лезвия, в качестве профилактической меры с целью отсрочить необходимость заточки. Для этого по лезвию периодически проходятся мусатом – абразивным стержнем. Заточка, в зависимости от твердости и качества лезвия, может потребоваться уже через пару недель, а может – через пару лет. Так, ножи из высокоуглеродистой стали, закаленные до 55-60 HRC могут сохранять первоначальную заточку до года. Еще дольше не требуют заточки ножи премиум-класса из многослойной дамасской стали.
Когда же наступает пора точить клинок, необходимо приобрести камень с подходящей зернистостью для заточки ножей. Чаще всего такие инструменты выпускаются в виде бруска прямоугольной и овальной форме с абразивной текстурой. Зернистость камня для заточки ножей измеряется в гритах и указывается на самом изделии.
Перечислим основные виды точильных камней:
- Натуральные. Широко распространен арканзасский камень из США. Он почти полностью состоит из оксида кремния. Горные пласты с твердыми, средними и мягкими типами фракций используют для создания брусков разной степени зернистости. Для заточки японских ножей подходят натуральные водные камни, которые добывают в провинции Киото. Название инструмента говорит само за себя – перед применением камни замачивают в воде, это позволяет избежать забивания пор металлической пылью. При заточке на поверхности образуется суспензия. Водные камни позволяют заточить до бритвенной остроты даже самое твердое лезвие из высокоуглеродистой стали.
- Синтетические. В зависимости от качества связующей субстанции могут быть достойными аналогами природного камня или слишком быстро истираться и терять свои абразивные свойства. Как правило, недорогих китайских брусков хватает на 1-2 процедуры заточки, в то время как синтетические водные камни японских производителей с крупным абразивом стачиваются медленно, а мелкозернистые почти не изнашиваются со временем. В качестве материалов изготовления могут применять карбиды и оксиды кремния, хрома, алюминия. Чем дороже сырье, тем выше цена изделий, но они в любом случае доступнее, чем натуральные камни.
- Алмазные. Эти бруски имеют твердое алмазное напыление и подходят для очень твердых лезвий – керамических и из высокоуглеродистой стали. Такой абразив быстро затачивает режущую кромку, поэтому действовать нужно аккуратно, чтобы не снять лишний слой металла. Для финишной заточки применяют точильные камни из других материалов.
- Керамические. Сочетают прочность алмазного абразива с достоинствами природных камней. Применяют обычно для правки и доводки клинков.
Углы затачивания: типы и характеристики
Неправильная подборка углов затачивания определяет неэффективность процедуры. Если не осознать ошибку и продолжить действия, то резец повредится и придется покупать новый.
У резца есть несколько типов углов. Два главных, два вспомогательных и углы в проекции или плане. Определяются характеристики каждого в зависимости от показателей формы, качества обработки, типологии изделия, материала изготовления кромки и многих других параметров.

Главные углы
Главных угла два — передний и задний. Передний определяет качество работы и то, сколько получится стружки. При увеличении показателей градусов получается большая деформация изделия. Если увеличить показатели второго, то возрастает амплитуда колебаний, что влияет негативно на держатель.
Вспомогательные углы
Вспомогательные находятся на вспомогательной площадке. Главный вспомогательный — это между направлением и режущей кромкой. Второй вспомогательный представляет собой угол между отрезком прямой, которая ведется через вершину плана и пересекается в площадкой кромки.





Углы в плане
Углы в плане представлены главным, вспомогательным и тем, что находится у вершины. Главный — плоскость около проекции и главная линия. Вспомогательный — продолжение проекции по направлению работы. Находящийся у вершины — около плоскости с пересечением основной. При этом если показатели первого и второго не могут быть менее нуля, то насчет третьего это возможно. Минусовые значения достигаются в случае, если вершина находится на высшей точке проекции, в то время как максимум плюса будет при нахождении внизу.
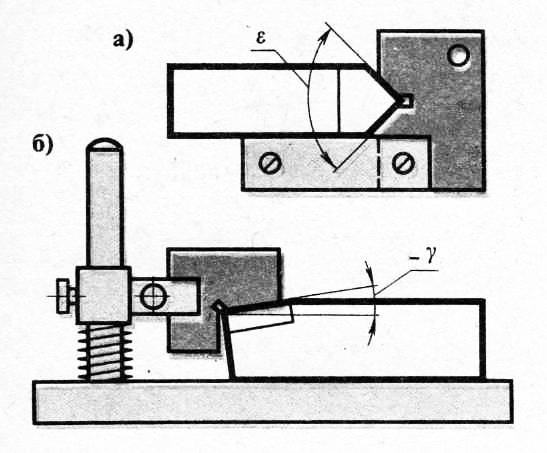
Измерение углов резца
Измерение проводят при помощи настольного угломера, который состоит из основания, сектора измерений, перемещающегося шаблона и винта для фиксации. Измерение проводят по алгоритму:
- размещение на основании;
- соприкосновение кромки и плоскости;
- направление детали измерения параллельно кромке;
- пролегание шаблона к площадке.
Значение измеряют при помощи специальной линейки. Также используется нониус, который совмещают с боковой площадкой оборудования, Он показывает более точные измерения.
Как затачивать и править инструменты для резьбы по дереву
Тонкая доводка режущей кромки
Добившись переточки, многие начинающие мастера для экономии времени сразу переходят к шлифовке и полировке лезвия на войлочном круге, но это ошибка. После того как вы сбили переточку на войлоке, режущая кромка остается недостаточно острой, поэтому правильнее будет сначала сделать тонкую доводку кромки вручную на камнях. Теперь о камешках для правки-доводки (хонингования). Они бывают алмазными, водными и масляными, разной степени зернистости. Для доводки и правки резцов годятся любые камешки с зернистостью от 600 до 1500 грит. По характеру работы, если сравнивать бруски одинаковой зернистости, алмазные бруски наиболее агрессивные, масляные камни «Арканзас» более «интеллигентные», а водные абразивные камни – самые мягкие. Точильный камень «Арканзас»
У некоторых мастеров, особенно ножеделов, популярны для доводки лезвий притиры – отшлифованные пластины из чугуна, дюралюминия и даже из самшита, на которые во время работы наносят алмазные пасты разной зернистости. Попробуйте камешки и бруски разных типов в работе.
- Водные камни предварительно замочите в воде на 10 минут и в процессе периодически смачивайте их поверхность.
- Бруски с алмазным покрытием просто смачивайте при заточке.
- На камень «Арканзас» нанесите несколько капель специального масла для хонингования. В качестве смазки масляных камней вполне годятся вазелин, лампадное масло или жидкость WD-40. Вода или смазка предохраняют поверхность камня от заcаливания частицами металла.
Сравнить цены и выбрать подходящий точильный камень вы также можете с помощью маркета. LUX-TOOLS Камень LUX-TOOLS точильный комбинированный 349 руб
OBI
LUX-TOOLS Камень точильный LUX-TOOLS 42/60 мм 529 руб
OBI
LUX-TOOLS Камень LUX-TOOLS точильный 210 мм 169 руб
OBI
Без бренда Камень точильный 210 мм 109 руб
OBI Во время доводки периодически очищайте ветошью поверхность камня и заново смачивайте (смазывайте) камни.
- Смочите поверхность алмазного бруска.
- Установите резец фаской на поверхность бруска, прижмите его и выполняйте плавные движения фаской по бруску.
При доводке полукруглых стамесок выполняйте покачивание фаски, чтобы равномерно производить заточку по всей ширине лезвия. Не спешите и не пытайтесь отломить переточку пальцами. В процессе доводки бахрома-переточка на режущей кромке начнет истончаться и отваливаться сама, а на ее месте останется тончайший заусенец. Этот заусенец загибается во внутреннюю поверхность стамески (на обратную сторону ножа), и его тоже нужно сточить. Доводка плоской стамески на алмазном брусочке — Плоскую стамеску достаточно перевернуть обратной стороной, положить плоскостью лезвия на поверхность камня и аккуратными движениями сточить заусенец. При необходимости повторяйте доводку режущей кромки с обеих сторон. — У полукруглых стамесок доводку внутренней поверхности делайте полукруглым абразивным камешком (оселком). Двигайте камешком по внутреннему желобу в направлении от ручки к режущей кромке. — При доводке ножа периодически поворачивайте лезвие и стачивайте заусенец с обеих сторон лезвия.Вы можете самостоятельно изготовить бюджетные, но вполне эффективные доводочные оселки.
- Наклейте тонкую наждачную бумагу хорошего качества на гладкую керамическую пластину или на стекло – получится плоский оселок.
- Наклейте тонкую наждачную бумагу на ровную круглую палочку из твердого дерева – получится цилиндрический оселок для доводки внутренних поверхностей полукруглых стамесок.
- Доводку внутренних поверхностей стамесок-уголков выполняйте клиновидной палочкой, оклеенной наждачной бумагой, либо наждачной бумагой, сложенной уголком.
Рекомендую пользоваться увеличительной лампой-лупой для контроля процесса доводки. Как только вы сточите переточку и заусенец и попробуете стамеску в работе, то будете разочарованы: резать лезвие будет тяжело, хотя на ощупь кромка будет острой. Дело в том, что на фаске еще остаются риски и шероховатости от абразивных камней, а на режущей кромке образуется микропила (ее можно увидеть под микроскопом). Исключение составляют случаи, когда доводка выполнялась на масляном камне «Арканзас» – этот камешек работает чрезвычайно интеллигентно и тонко. Но в любом случае приступаем к финальной стадии.
Подробные схемы и инструкции, как это сделать своими руками
Мастер должен знать полный технологический процесс, чтобы правильно производить заточку инструмента своими руками.
Технологический процесс
Технологический процесс включает в себя несколько основных моментов:
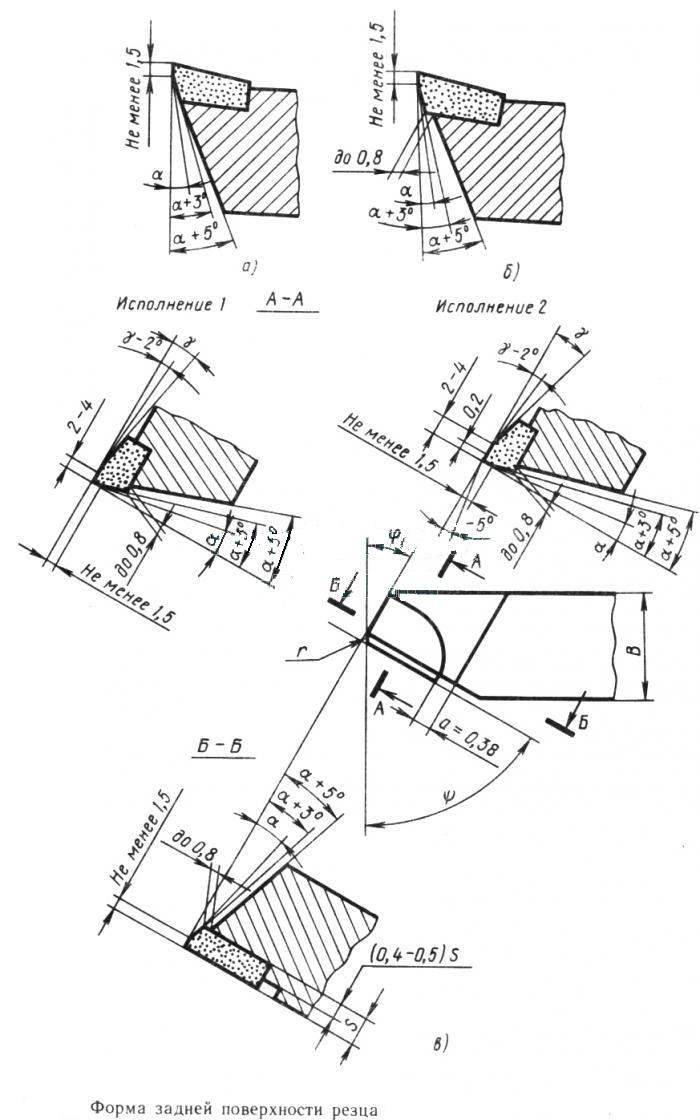
- Заднюю поверхность обрабатывают под углом равным заднему углу державки.
- На втором этапе происходит обработка самой режущей поверхности.
- Угол заточки должен быть на пару градусов больше, чем задний угол резания на пару градусов.
- Уже на третьем этапе формируется задний угол.
После доводки следует шлифовка, как финальный этап заточки.
Проведение доводки
Доводку следует проводить по выбранной методике. Основные моменты:
- резцы не погружают в воду, поскольку они могут сломаться;
- при доводке обязательно подавать воду для охлаждения;
- сначала обрабатывают заднюю грань, затем главную и вспомогательную.
Конструкция токарных резцов
Заточка токарных резцов не может быть выполнена правильно, если не разобраться в конструктивных особенностях такого инструмента. Основными элементами его конструкции являются стержень-державка, при помощи которого резец фиксируется на станке, а также рабочая головка: именно ее режущую часть и необходимо регулярно затачивать.




Рассмотрим более подробно рабочую головку токарного резца. Ее формируют два типа поверхностей: передняя и задние. Переднюю отличить очень просто: именно по ней осуществляется отвод стружки. Задними же называются те стороны резцов, к которым обращена заготовка в процессе выполнения ее обработки. Они могут быть основными или вспомогательными, что зависит от их расположения.
Самый важный элемент любого резца (в том числе и для токарного станка по металлу) — его режущая кромка — формируется в месте пересечения задней основной и передней поверхностей. В конструкции любого резца присутствует и вспомогательная кромка, образованная пересечением его задних поверхностей: основной и вспомогательной. Вершина инструмента, которая упоминается в специальной литературе, — это место пересечения его режущей и вспомогательной кромок.
Основными характеристиками токарных резцов по металлу, определяющими их функциональные возможности, являются углы заточки, подразделяемые на главные и вспомогательные. Для того чтобы определить значения главных, их измерение производят в плоскости, которая формируется при проецировании режущей кромки на главную плоскость.
Вообще, для определения углов режущего инструмента используют две плоскости:
- основную, накладываемую на опорную сторону токарного резца, расположенную в его нижней части (по отношению к направлению подач станка такая плоскость является параллельной);
- плоскость резания, располагаемую по касательной относительно поверхности обрабатываемой заготовки (данная плоскость пересекается с основной режущей кромкой инструмента).
Элементы и плоскости токарного резца
В конструкции рабочей части токарного резца различают углы нескольких типов:
- заострения — расположенные между передней поверхностью резца и задней основной;
- задние главные — находящиеся между задней основной поверхностью и плоскостью резания;
- передние главные — расположенные между передней стороной инструмента и плоскостью, перпендикулярной к плоскости резания.
Проверить правильность их определения достаточно просто: их сумма всегда составляет 90 градусов.
Кроме вышеперечисленных, конструкцию рабочей головки токарного резца характеризует еще несколько углов между:
- направлением подачи и проекцией, которую откладывает основная режущая кромка;
- плоскостью обработки и передней поверхностью резца;
- проекциями, которые откладывают основная и вспомогательная режущие кромки.





