

Технические характеристики
Универсальность станка и количество технологических операций, которые на нем можно производить, напрямую зависят от технических характеристик оборудования. Рассматриваемый токарно-карусельный агрегат относится к станкам нормального класса точности. Технические характеристики агрегата:
- максимальный диаметр обрабатываемой заготовки – 160 см;
- наибольшая высота заготовки, которую можно обрабатывать – 1 метр;
- диапазон вращения планшайбы – 1–250 об/мин;
- бесступенчатая регулировка частоты вращения планшайбы;
- частота вращения планшайбы имеет 2 ступени;
- электродвигатель имеет мощность 55 кВт;
- поперечина перемещается со скоростью 45 м/мин;
- движение суппорта по горизонтали 95 см;
- движение ползуна суппорта в вертикальном направлении – 70 см;
- количество позиций у револьверной головки – 5;
- расстояние хода поперечины 65 см;
- резцедержатель имеет 4 позиции;
- у суппорта 18 подач;
- пределы подач суппорта в диапазоне 0.03–12.5 мм/об;
- максимальный крутящий момент, допустимый по технической документации – 25 кНм.
Также опционально на станок устанавливается система охлаждения, модуль для нарезания резьбы, а также для обточки криволинейных поверхностей. Такие дополнительные инструменты и механизмы способны значительно ускорить работу станка и повысить его производительность.
Кинематика станка 1516
Кинематическая схема станка сделана так, что обеспечивает требуемые частоты вращения стола и подачи рабочих органов. Применение, электромуфт дает возможность менять скорости не останавливая станка.
Для облегчения выполнения ремонта коробку скоростей сконструировали так, что поверхность ее разъема параллельна осям валов. Установить самую большую частота вращения стола невозможно. Регулировка выполняется ступенчато, поэтапно.
Коробка скоростей оснащена тормозами для хорошего торможения стола.
Кинематическая схема станка 1516
Вращение на планшайбу снимается с коробки скоростей проходя по цилиндрической и конусообразной парам колес, а потом на колесо планшайбы. Легкость вращения предоставляют пара подшипников.
Коробки, обеспечивающие подачи инструментов, согласованы с коробкой скоростей при помощи шлицевого вала. Зубчатые колоса не перемещаются по валам. Передача вращения происходит при включении электромуфт. Ускоренное перемещение обеспечивается благодаря отдельному электрическому двигателю.
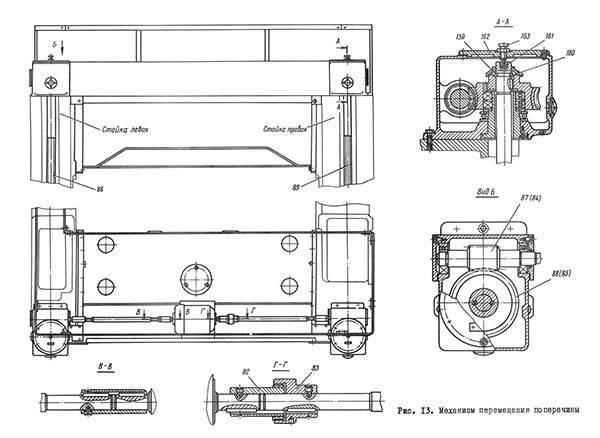
Привод поперечины предоставляют две винтообразные пары. Для безопасности она ручным способом крепится. Схема управления двигателем поперечины обеспечивает его реверс для согласования параллельности с поверхностью рабочей. Сдвиг на 1 зуб обеспечивает перемещение на 0,005 мм.
Лучший видеорегистратор xiaomi 2020 года — 4 ТОП рейтинг лучших
Смена позиций револьверной головки происходит благодаря вращения вала, на котором смонтированы гильза головки, червяк и тормозная муфта. После поворота на 72 (1/5 часть окружности) упор включает микропереключатель и происходит зажим, вал крутится назад.
В инструкции по эксплуатированию можно познакомиться с методами неопасной работы на станке, сроках обслуживания, точках смазки и ее периодичности, требованиях к установке и перевозке и многое иное.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Технические характеристики
Рассматривая технические характеристики также уделим внимание расшифровке названия станка 1512, которое было дано в соответствии с ранее введенными стандартами: первая цифра обозначает принадлежность токарной группе, вторая токарно-карусельной подгруппе, две последующие – максимальный размер устанавливаемых заготовок. Основные технические характеристики следующие:. Максимальный показатель высоты расположения режущего инструмента над столом 1 000 мм
Ограничение по массе заготовки составляет 5 000 кг. Установленная планшайба может вращаться с частотой от 1 до 250 об/мин. При этом производитель внес в паспорт информацию о присутствии двух передач переключения скорости вращения. Регулировка бесступенчатая. Электрическая схема предусматривает установку главного электродвигателя, который имеет внушительную мощность 55 кВт. Эта информация определяет то, что токарно-карусельный металлообрабатывающий станок 1512 оказывает существенную нагрузку на сеть электропитания помещения. Траверса может перемещаться в вертикальном направлении на расстояние 660 мм
Максимальный показатель высоты расположения режущего инструмента над столом 1 000 мм. Ограничение по массе заготовки составляет 5 000 кг. Установленная планшайба может вращаться с частотой от 1 до 250 об/мин. При этом производитель внес в паспорт информацию о присутствии двух передач переключения скорости вращения. Регулировка бесступенчатая. Электрическая схема предусматривает установку главного электродвигателя, который имеет внушительную мощность 55 кВт. Эта информация определяет то, что токарно-карусельный металлообрабатывающий станок 1512 оказывает существенную нагрузку на сеть электропитания помещения. Траверса может перемещаться в вертикальном направлении на расстояние 660 мм




Ограничивает перемещение механические стопоры. Схема станка также определяет присутствие суппорта, который может перемещаться по горизонтали на 775 мм, по вертикали на 700 мм
При выборе режима резания следует уделить внимание тому, что максимально допустимое усилие на момент обработки составляет 35 кН. Присутствует механизм поворота ползуна на угол не более 45 градусов
У установленной револьверной головки есть 5 позиций. Она посажена на втулку цилиндрической формы
Мастер проводит смену режущего инструмента путем нажатия соответствующей клавиши на пульте управления. Вращение передается от электрического двигателя через шестерни. Основной суппорт может перемещаться по вертикали на 1 000 мм, по горизонтали на 630 мм, показатель наибольшего усилия при резании составляет 25 кН. Установить положение этого элемента можно со скоростью 2 000 мм/мин. В паспорт также занесена информация о том, что у данного суппорта есть 18 подач.
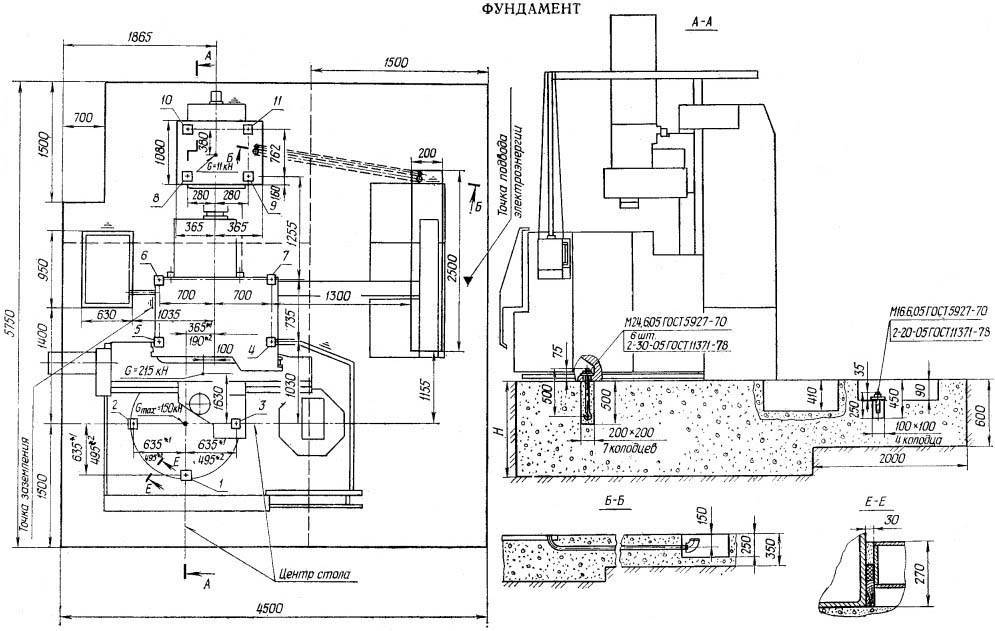
Выбирая данную модель стоит учесть, что ее вес составляет 14 800 кг. Этот момент определяет предъявление особых требований к основанию, на котором будет проводиться установка оборудования. Электросхема оборудования определяет его подключения к трехфазной сети с напряжением 380В.
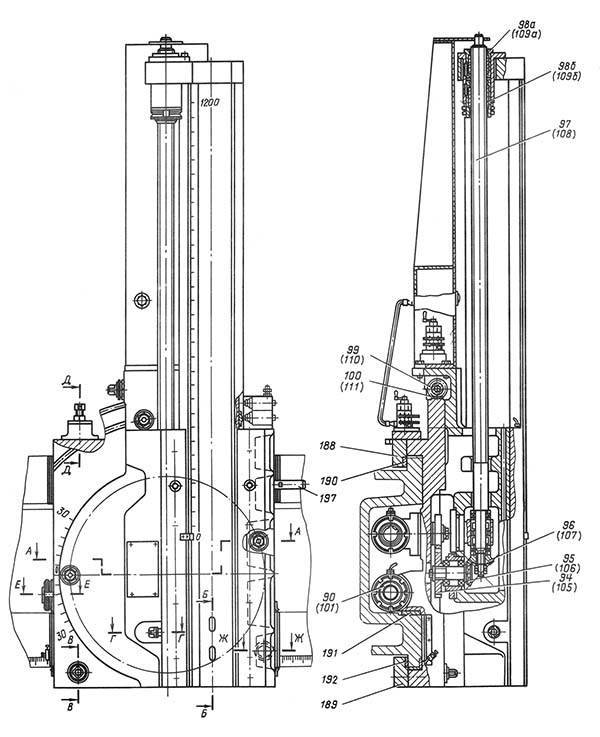
Вертикальный суппортный узел
На нем установлена 5-позиционная револьверная головка для инструмента, обладающая двумя взаимно-перпендикулярными движениями: вертикальным и горизонтальным. Первое обеспечивают направляющие самого суппорта, а второе — направляющие поперечины (траверсы), имеющей, в свою очередь, установочное вертикальное движение вдоль стойки. Приводом перемещений служит коробка подач (КП), смонтированная на траверсе.
Вертикальное передвижение поперечины обеспечивается самостоятельным приводом со своим электродвигателем. Смена позиций головки производится с помощью червячного механизма от отдельного электропривода. Суппорт можно наклонять в обе стороны на угол до 45°. Это позволяет обрабатывать конические элементы.
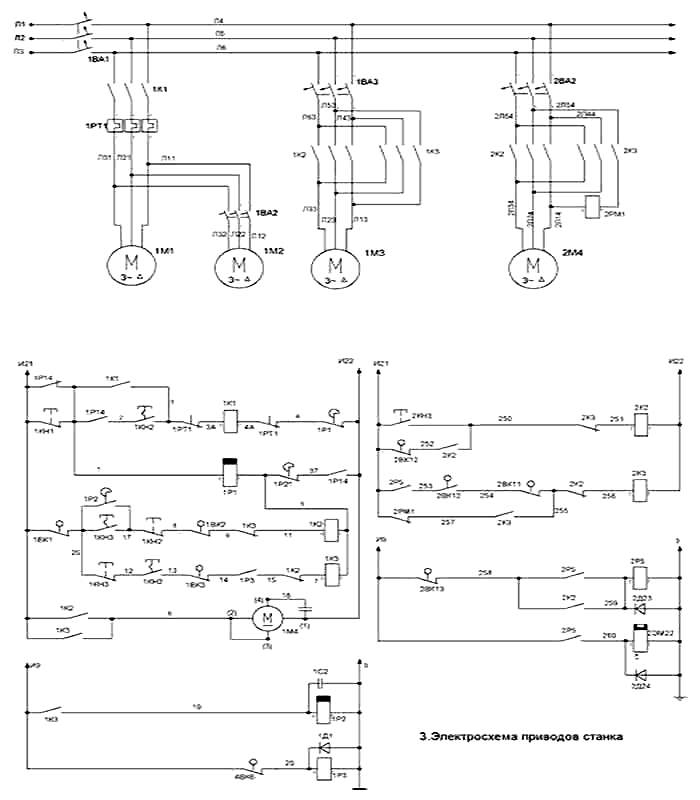
Электрическая схема блока питания станка 1516Ф1
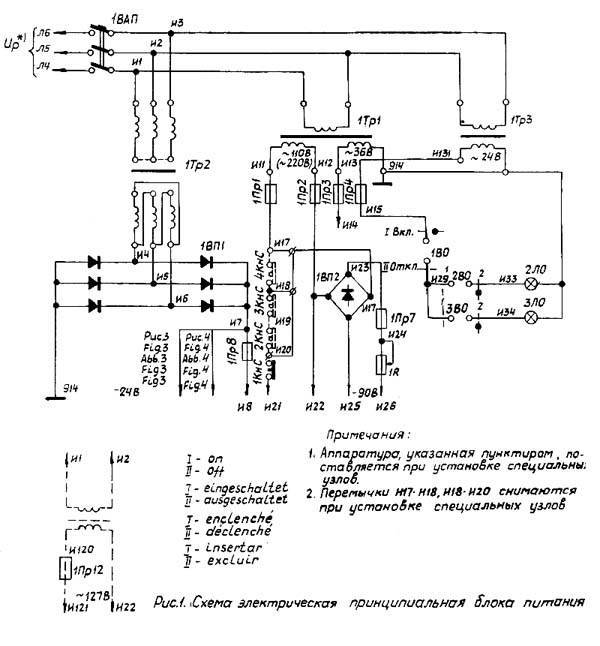
Электрическая схема блока питания токарного карусельного станка 1516Ф1
Характеристика электрооборудования станка 1516Ф1
Электрооборудование станков состоит из электродвигателей, электрических органов управления, конечных выключателей для ограничения перемещении подвижных частей станка и аппаратуры управления.
На станках установлены пять трехфазных асинхронных электродвигателей с короткозамкнутым ротором:
- двигатель главного привода 1M1;
- двигатель привода маслонасоса 1M2;
- двигатель перемещения поперечины 1M3;
- двигатель установочных перемещений верхнего суппорта установочных перемещений бокового суппорта 4М1 и три однофазных асинхронных конденсаторных электродвигателя с короткозамкнутым ротором привода лубрикатора системы смазки;
- двигатель поперечины 1M4;
- двигатель верхнего суппорта 2М2 и 2М3
На станке приняты следующие величины напряжений
- 380В трехфазного переменного тока, частотой 50 Гц — питание силовых цепей;
- 110В однофазного переменного тока — питание катушек магнитных пускателей и однофазных электродвигателей;
- 36В однофазного переменного тока — питание схемы выбора направлений хода шагового искателя;
- 24В — питание постоянного тока ламп местного освещения;
- 24В — питание постоянного тока цепей управления и электромагнитных муфт;
- 90В — питание постоянного тока катушек шагового искателя.
Вся электроаппаратура управления станком размещена в нише станка. Управление станком осуществляется с подвесного пульта управления.
Электрооборудование станка выполняет следующие функции:
- Управление планшайбой:
- пуск в рабочем режиме;
- пуск в толчковом режиме;
- ступенчатое изменение скорости при вращающейся планшайбе;
- поддержание ступенчато-постоянной скорости резания при обтачивании торцовых поверхностей верхним суппортом (изменение скорости вращения планшайбы с помощью кулачковой рейки и конечного выключателя);
- останов планшайбы.
Управление суппортами:
- рабочие подачи (выбор подачи и включение);
- установочные перемещения (выбор скорости перемещения и включение).
Перемещение поперечины.
Описание работы электрооборудования
Электросхема предусматривает выполнение следующих операций
- пуск и останов электродвигателя главного привода и электродвигателя системы смазки;
- подъем и опускание поперечины.
Управление электродвигателей главного привода
Управление электродвигателем главного привода осуществляется с подвесного пульта управления кнопками 1Кн2 — «Пуск» и IKHI — «Стоп».
При нажатии кнопки 1Кн2 — «Пуск» включается пускатель 1К1 главного привода. Одновременно включается реле 1Р1 ограничения холостого хода электродвигателя главного привода, которое срабатывает с выдержкой времени. Если в течение этого времени не будет включена планшайба, то размыкающий контакт этого реле (цепь 4) отключит пускатель главного привода.



Отключение электродвигателя главного привода производится нажатием кнопки IKHI — «Стоп».
При включенной планшайбе кнопка IKHI блокируется замыкающим контактом шагового искателя ШИТ. Двигатель главного привода можно отключить только после отключения планшайбы, когда шаговый искатель находится в нулевом положении.
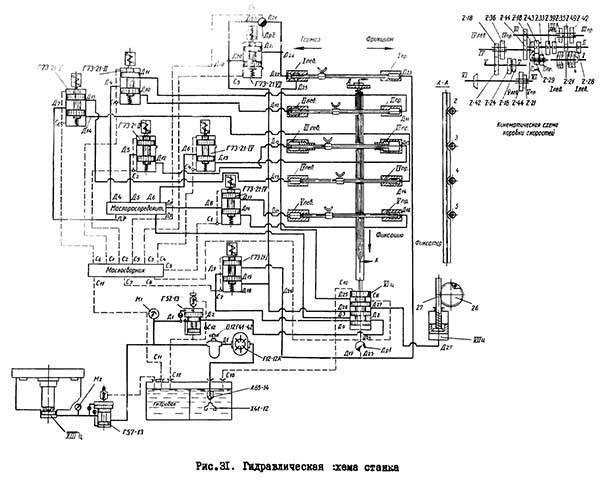
Описание гидравлической схемы карусельного станка модели 1541
Управление главным приводом станка. При установке рукоятки выбора частоты вращения планшайбы в положение, соответствующее требуемой частоте вращения, подготовляется цепь переключения электромагнитов распределителей 6, 7, 8, 9, 10. Насос 3 через фильтр 1 и обратный клапан 2 всасывает масло из гидробака и через пластинчатый фильтр 4 по линии 29 подает его к распределителю 26, который в это время выключен. Затем масло по линии 35 через игольчатый дроссель 24 попадает под поршень-фиксатор цилиндра 22 фиксации положения шестерен и поднимает поршень-фиксатор вверх, освобождая при этом штанги переключения шестерен коробки скоростей. Поднявшись вверх, поршень-фиксатор открывает доступ маслу к маслораспределителю и из него в соответствующие выбранной частоте вращения полости цилиндров переключения шестерен. Электромагниты распределителей 6, 1, 8, 9, 10 включены.
При нажатии кнопки «Пуск планшайбы» включается электромагнит распределителя 26 и масло попадает в цилиндр 13 включения фрикциона. Шток цилиндра начинает смещаться вправо до тех пор, пока не откроется сливное отверстие. Вилки фрикциона должны быть отрегулированы так, чтобы в этом положении фрикцион начал работать с проскальзыванием, вращая с «ползучей скоростью» шестерни коробки скоростей. Одновременно масло поступает в цилиндр 23 под поршень, который через рейку производит проворот шестерен коробки скоростей для облегчения переключения.
При переключении в пусковое положение распределителя 26 линия 35 включается на слив. Не удерживаемый больше давлением масла в верхнем положении поршень-фиксатор цилиндра 22 под действием пружины стремится опуститься вниз. Чтобы шестерни не встали «зуб на зуб», переключение производится при «ползучей скорости» фрикциона.
Опустившись, поршень-фиксатор цилиндра 22 фиксации положения шестерен перекрывает сливное отверстие линии 32, и пусковой фрикцион включается полностью. Одновременно перекрывается линия 34 и снимается давление с цилиндров 15, 16, 17, 18, 19, 20, 21, 25 переключения шестерен, а линия 35 включается на слив и пружина возвращает поршень цилиндра 23 в исходное положение.
При нажиме на рукоятку «Стоп планшайбы» выключается электромагнит распределителя 26 и его золотник перемещается пружиной в верхнее положение. Масло подается в цилиндр 14 тормоза и планшайба останавливается.
Дроссель 12 служит для регулировки времени включения рабочего фрикциона и тормоза. Мгновенное включение рабочего фрикциона или тормоза при переключении частоты вращения планшайбы может привести к аварии.
Дроссель 24 служит для регулировки времени опускания фиксатора. При быстром опускании фиксатор будет фиксировать тройной блок шестерен в среднем положении, не давая ему возможности переходить из одного крайнего положения в другое. В этом случае частота вращения планшайбы не будет соответствовать выбранной, а при торможении, когда фиксатор поднимается, переключение тройного блока будет продолжаться. Для предотвращения этого явления в системе предусмотрен блокировочный механизм с микровыключателем, исключающим возможность включения распределителя 26 при несоответствии положения тройного блока шестерен положению рукоятки выбора частот вращения.
Гидравлическая система станка предусматривает возможность резкого пуска и останова планшайбы при использовании двух наименьших частот вращения ее, что осуществляется при помощи распределителя 11. Этот распределитель включен при использовании всех частот вращения планшайбы, кроме указанных двух наименьших. При установке одной из двух наименьших частот вращения рукояткой выбора частот вращения и повторном включении кнопки «Пуск» планшайбы распределитель 11 выключается, и масло проходит как через дроссель 12, так и через проточки золотника распределителя 11, что обеспечивает быстрый подвод масла к цилиндру 13 включения рабочего фрикциона. При выключении планшайбы слив масла осуществляется также через распределитель 11, что обеспечивает резкий останов планшайбы.
Разжим поперечины осуществляется следующим образом: масло насосом 3 подается по линии 29 к распределителю 6, При нажатии одной из кнопок перемещения поперечины распределитель 6 включается, и масло по линии 31 поступает в цилиндр 5 зажима поперечины и производит разжим зажимных рычагов поперечины; затем конечным выключателем 5ВК включается мотор перемещения поперечины и начинается ее перемещение. По окончании перемещения двигатель выключается и одновременно с ним выключается распределитель в, прекращая доступ масла к цилиндру 5 и соединяя цилиндр 5 со сливной линией 30. Под действием пружины цилиндр возвращается в исходное положение.
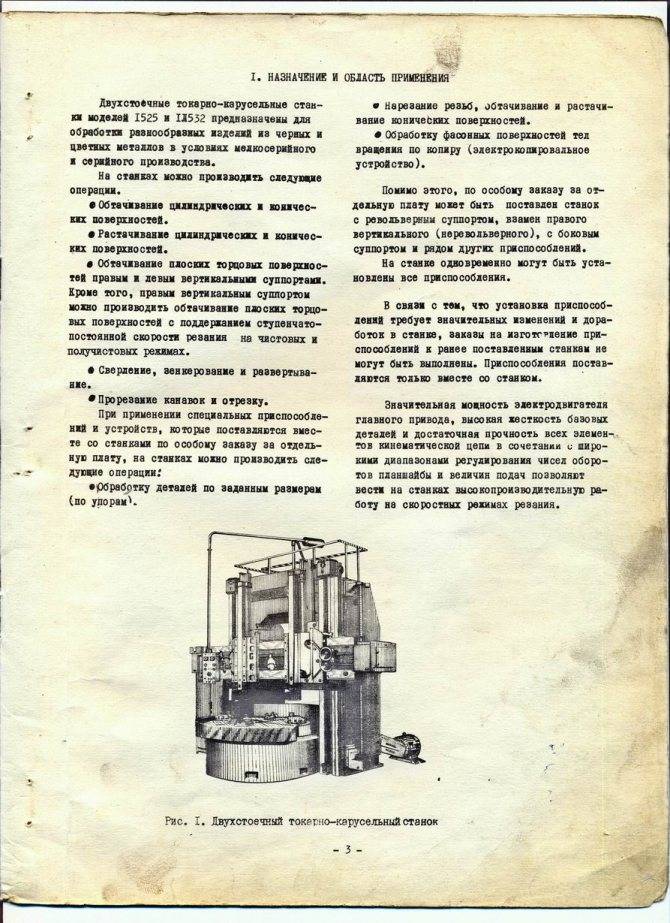
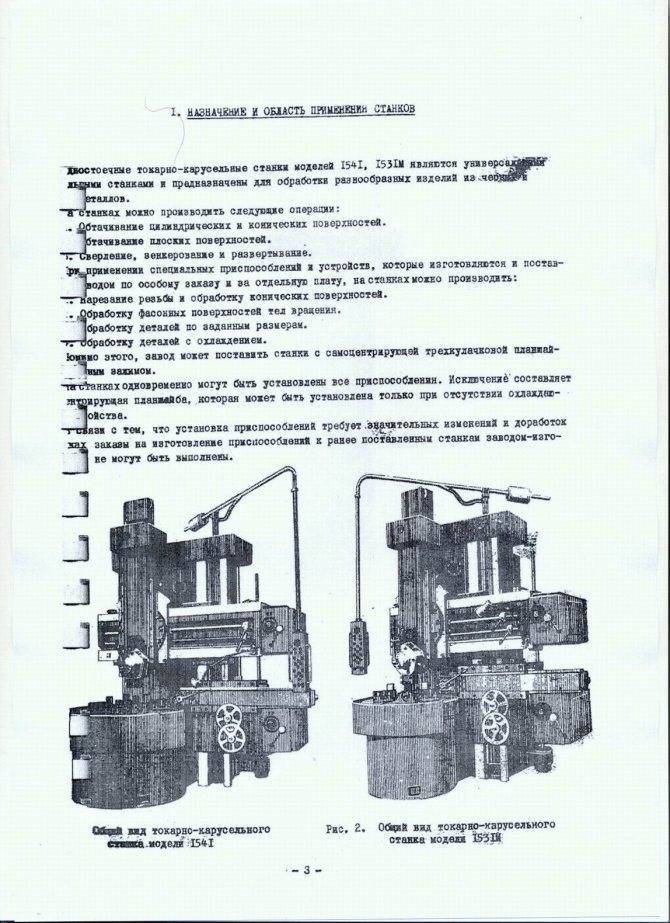
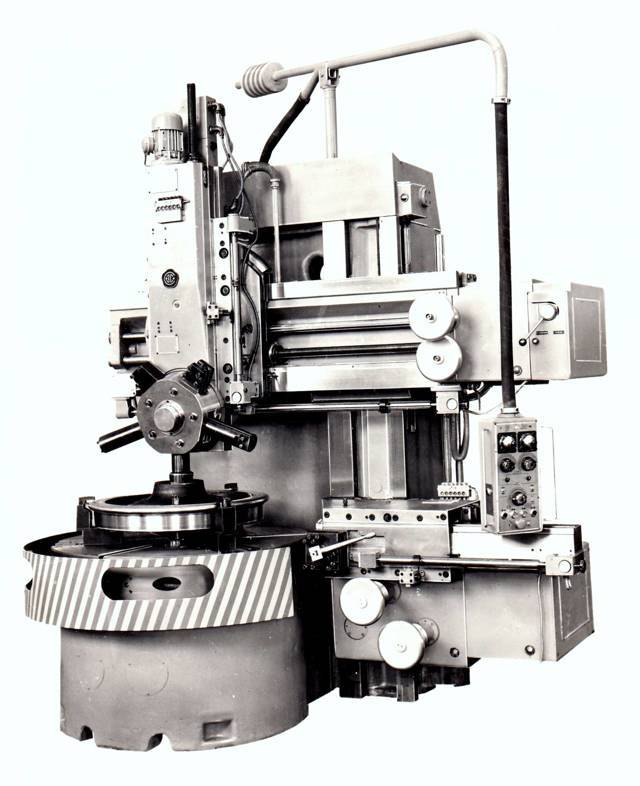
Станок токарно-карусельный одностоечный 1516. Назначение и область применения
Одностоечный токарно-карусельный станок модели 1516 является универсальным станком и предназначен для обработки разнообразных изделий из чёрных и цветных металлов в условиях мелкосерийного и серийного производства.
Модель 1516 является распространенной среди токарно-карусельных станков на территории бывшего СССР. Станок позволяет производить токарную обработку деталей диаметром до 1600 мм, высотой до 1 метра и массой до 6300 кг. Станок экспортировался во многие страны мира.
Конструкция станка 1516 унифицирована с конструкцией станка модели 1512 и отличается только размерами план-шайбы и мощностью электродвигателя.
На станке можно производить цилиндрическое и коническое обтачивание и растачивание, протачивание плоскостей, сверление, зенкерование и развертывание отверстий, а также получистовое и чистовое обтачивание плоских торцовых поверхностей.
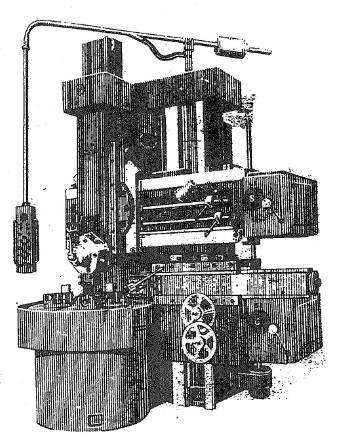
Принцип работы и особенности конструкции станка
Станок имеет два суппорта:
- вертикальный с пятипозиционной револьверной головкой с автоматическим поворотом и фиксацией на каждой позиции
- горизонтальный (боковой) с четырехпозиционным резцедержателем
Технологические возможности станка значительно расширяются с помощью поставляемых по особому заказу самоцентрирующей планшайбы, приспособлений (для резьбонарезания, обработки конических поверхностей, обтачивания фасонных поверхностей тел вращения по копиру, обработки деталей по упорам) и устройства для обработки с охлаждением.
На станках можно производить следующие операции:
- обтачивание цилиндрических и конических поверхностей;
- растачивание цилиндрических и конических поверхностей;
- обтачивание плоских торцовых поверхностей вертикальным и боковым суппортами.
Кроме того, вертикальным суппортом можно производить обтачивание плоских торцовых поверхностей с поддержанием ступенчато-постоянной скорости резания на чистовых и получистовых режимах; сверление, зенкерование и развертывание; прорезание канавок и отрезку.
При применении специальных приспособлений и устройств, которые поставляются вместе со станками по особому заказу за отдельную плату, на станках можно производить:
- обработку деталей по заданным размерам (по упорам);
- нарезание резьб, обтачивание и растачивание конических поверхностей;
- обработку фасонных поверхностей тел вращения по копиру (электрокопировальное устройство);
- обработку деталей с охлаждением.
В обычном исполнении станки поставляются с вертикальным револьверным суппортом, имеющим механический поворот и зажим револьверной головки, и боковым суппортом.
Помимо этого, по особому заказу за отдельную плату может быть поставлен станок с самоцентрирующей планшайбой с ручным зажимом изделия.
На станке одновременно могут быть смонтированы все приспособления, за исключением охлаждения, которое не может быть установлено одновременно с самоцентрирующей планшайбой.
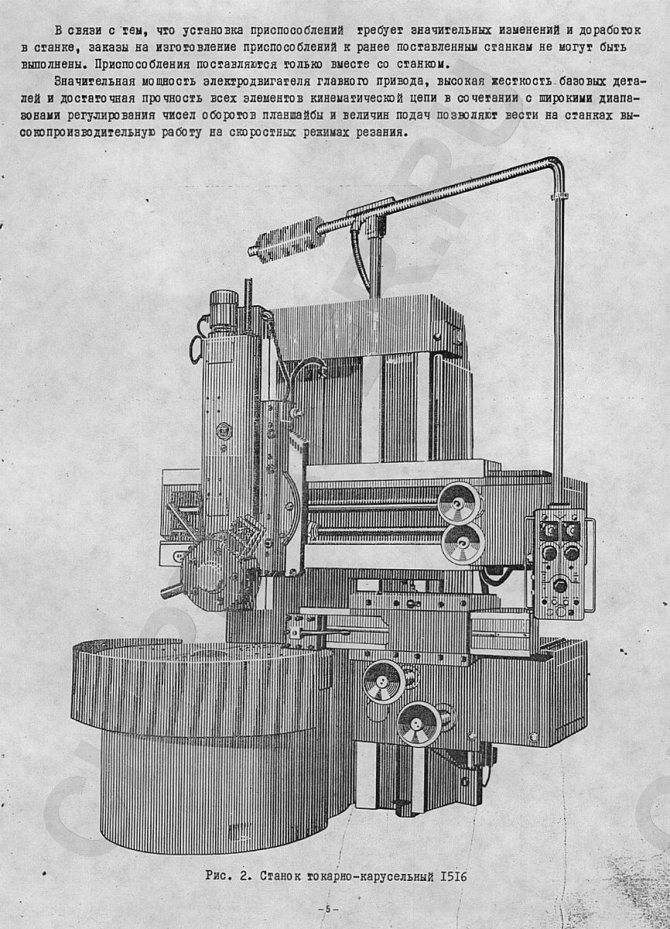
В связи с тем, что установка приспособлений требует значительных изменений и доработок в станке, заказы на изготовление приспособлений к ранее поставленным станкам не могут быть выполнены. Приспособления поставляются только вместе со станком.






Значительная мощность электродвигателя главного привода, высокая жесткость базовых деталей и достаточная прочность всех элементов кинематической цепи в сочетании с широкими диапазонами регулирования чисел оборотов планшайбы и величин подач позволяют вести на станках высокопроизводительную работу на скоростных режимах резания.
Основные технические характеристики токарно-винторезного станка 1516
Разработчик — Краснодарский станкостроительный завод имени Седина.
Изготовитель — Краснодарский станкостроительный завод имени Седина.
Основные параметры станка — в соответствии с ГОСТ 44-93. Станки токарно-карусельные. Основные параметры и размеры. Нормы точности и жесткости.
Класс точности станков Н по ГОСТ 8—77.
Наибольший диаметр обрабатываемой заготовки — Ø 1600 мм
Наибольшая высота обрабатываемой заготовки — Ø 1000 мм
Диаметр план-шайбы — Ø 1400 мм
Наибольший вес обрабатываемой заготовки — 6300 мм
Частота вращения план-шайбы — 4..200 об/мин, 18 ступеней
Мощность электродвигателя — 30 кВт
Вес станка полный — 20 т
Модификации станка токарно-карусельный одностоечный 1516
1516.000, 1516-1, 1516-2, 1516.300, 1516.400 — станок токарно-карусельный универсальный одностоечный
1516Ф1, 1516ПФ1, 1516Ф1.041, 1516Ф1.300, 1516Ф1.323, 1516Ф1.400, 1516Ф1.423 — станок токарно-карусельный с УЦИ — устройством цифровой индикации
1516Ф2, 1516Ф3, 1516Ф3.271, 1516Ф3.471, 1516МФ4 — станок токарно-карусельный с УЧПУ — устройством числового программного управления
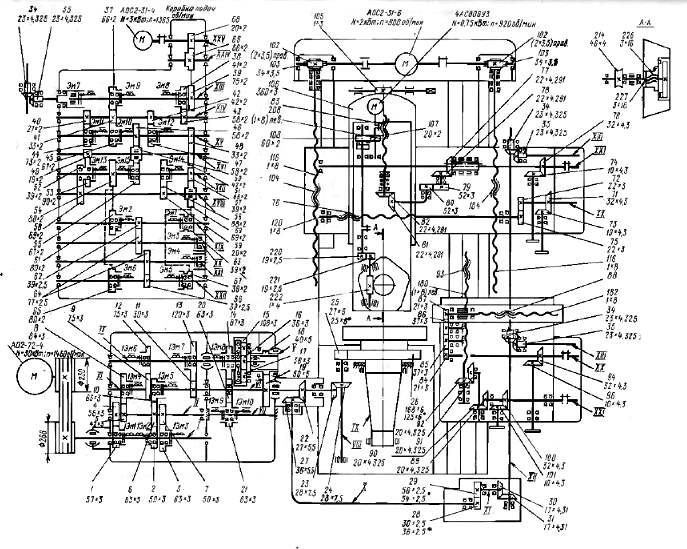
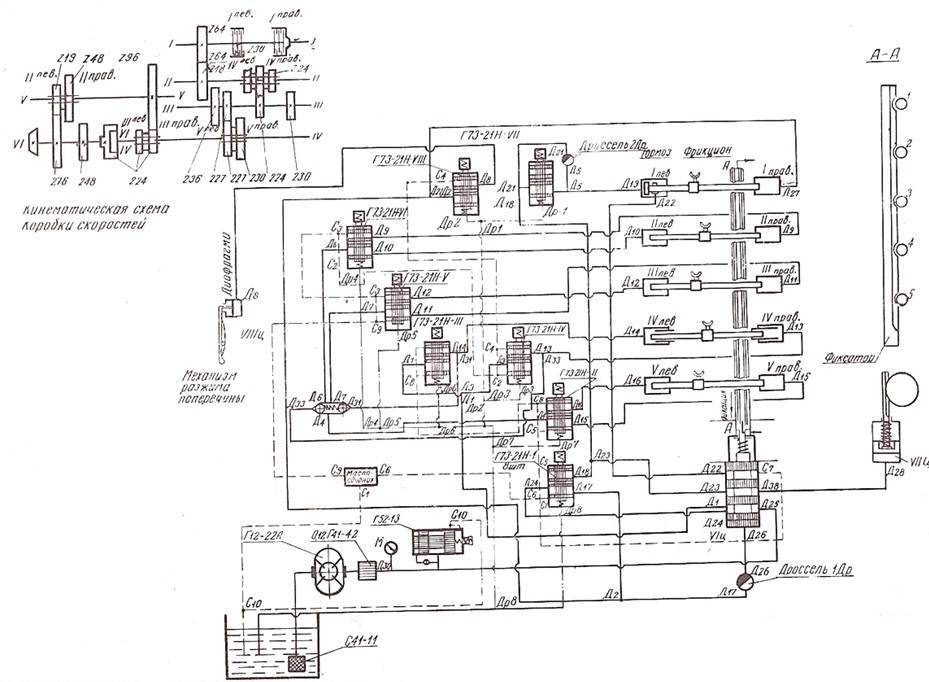
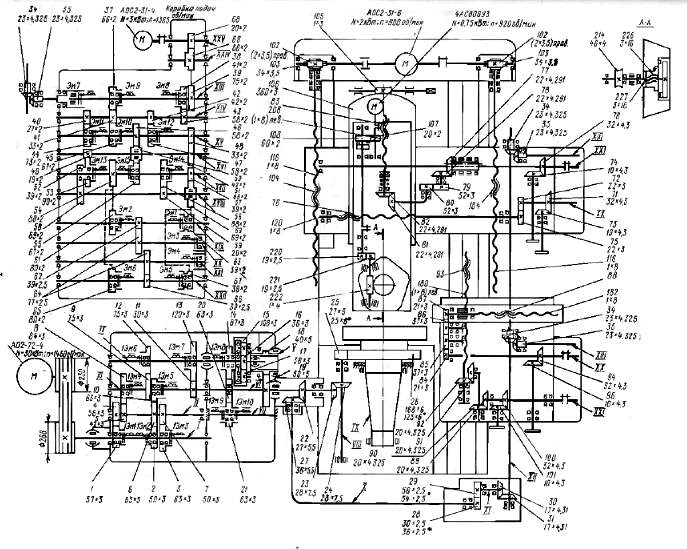
Кинематическая схема станка 1510

Схема кинематическая токарного карусельного станка 1510
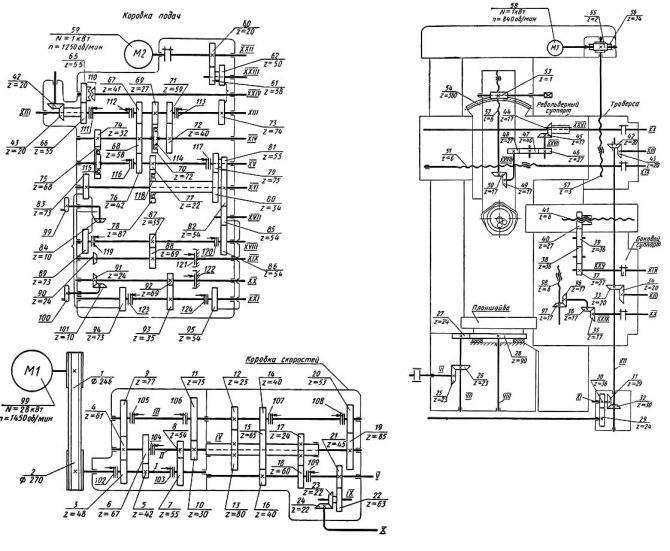
Главное движение
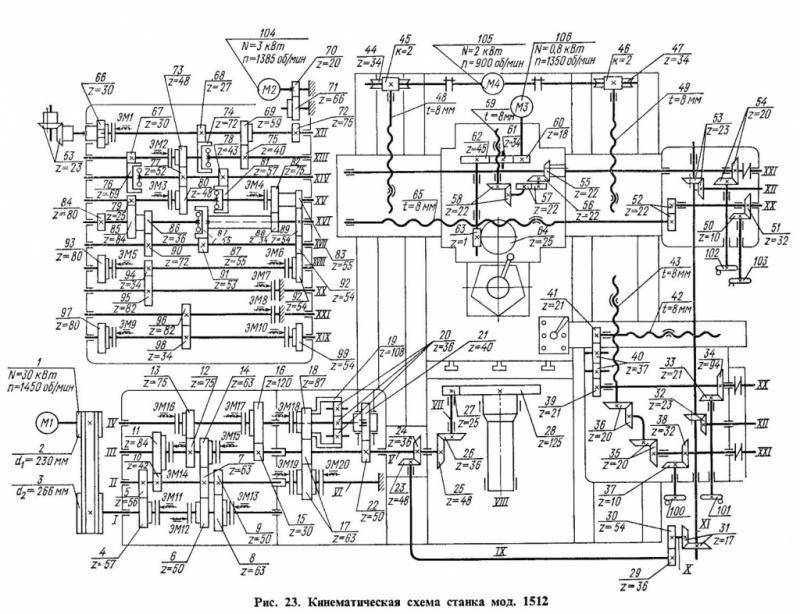
Главное движение (вращение планшайбы) производится от электродвигателя 99 через ременную передачу 1-2, зубчатые передачи 3-4 или 5-6, или 7-5 на вал //, затем через передачи 4-9 или 10-11, или 19-20 на вал III; далее через передачи 12-13, 17-18 или 14-15-16 на вал V и через коническую пару 25-26 и передачу 27-28 на шпиндель VIIL Коробка скоростей сообщает планшайбе 18 различных значений частот вращения.
Движения подач
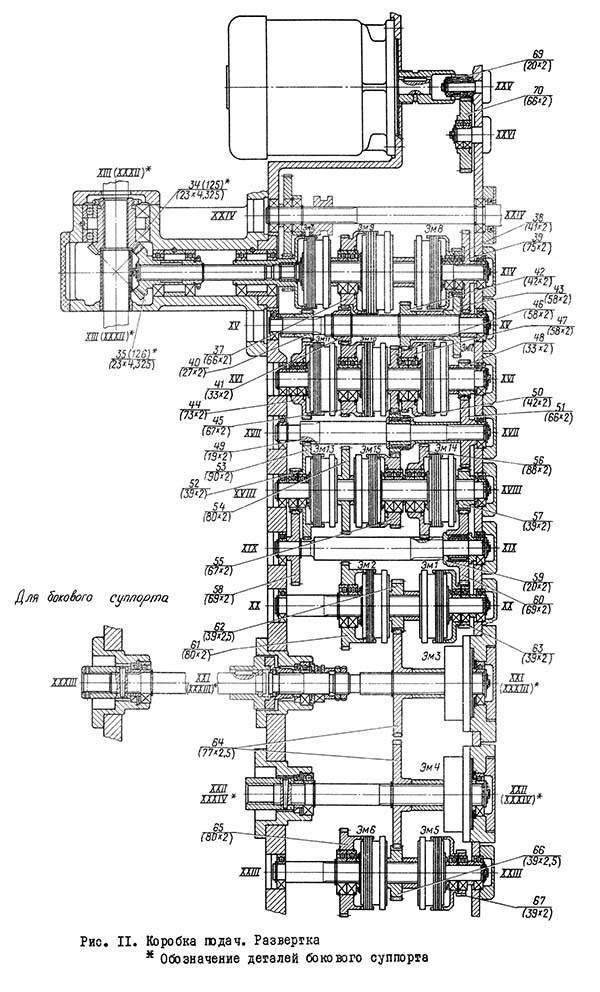
Подачи суппортов (револьверного и бокового) заимствуются от планшайбы через две независимые двенадцатискоростные коробки подач с одинаковой кинематикой.
Горизонтальная подача револьверного суппорта осуществляется от вала VIII планшайбы, через зубчатую передачу 28-27, коническую пару 26-25, зубчатые передачи 21-22 и 23-24, передачи 29-30 и 31-32, коническую пару 42-43, вал XIII коробки подач (показана отдельно, слева), муфту 111, зубчатые передачи 67-68 или 69-70, или 71-72 и электромагнитные муфты 112, ИЗ или муфту обгона 114, зубчатые передачи 74-75 или 68-76 и муфты 115 или 116, передачи 77-78, 80-79,81-82 и муфту 118 или 81-82 и муфту 117, вал XVI, реверсивный механизм, состоящий из зубчатых колес 83-89 и муфты 119 или 82-85-86 и муфты 120, зубчатую передачу 87-88 и вал XIX на винт 51 в каретке револьверного суппорта.
Вертикальная подача револьверного суппорта осуществляется по той же цепи до вала XVI коробки подач и далее, через зубчатые передачи 83-94 и муфту 123 или 85-95 и муфту 124, передачу 93-92 и вал XX на вал XXVI в каретке суппорта, затем через коническую пару 44-45, зубчатые колеса 46-47-48 и коническую пару 49-50 на винт 52.
Горизонтальная подача бокового суппорта осуществляется от электродвигателя 99 до вала XII по той же цепи, далее через коническую пару 33- 34 на вал XIII другой коробки подач, затем через коробку подач по цепям, указанным выше, до вала XIX, далее на вал XXV в каретке бокового суппорта и через передачи 37-38-39-40 на винт 41.
Вертикальная подача бокового суппорта осуществляется по той же цепи до вала XVI коробки подач, затем на вал XX этой же коробки по цепям, указанным выше, далее на вал XXIX в каретке суппорта и через конические передачи 35-36 и 96-97 на винт 98. Установочные перемещения.
Установочные перемещения
Установочное перемещение револьверного суппорта (горизонтальное или вертикальное) осуществляется от электродвигателя быстрых ходов 59, зубчатые передачи 60-61, 62-73, при разомкнутой муфте 111, через коробку подач до валов XIX или XX и далее по цепям этого суппорта, указанным выше. Установочное перемещение бокового суппорта производится от электродвигателя быстрых ходов другой коробки подач и далее, по цепям бокового суппорта, указанным выше. Установочное перемещение траверсы осуществляется от электродвигателя 58, через червячную передачу 55-56 на винт 57.
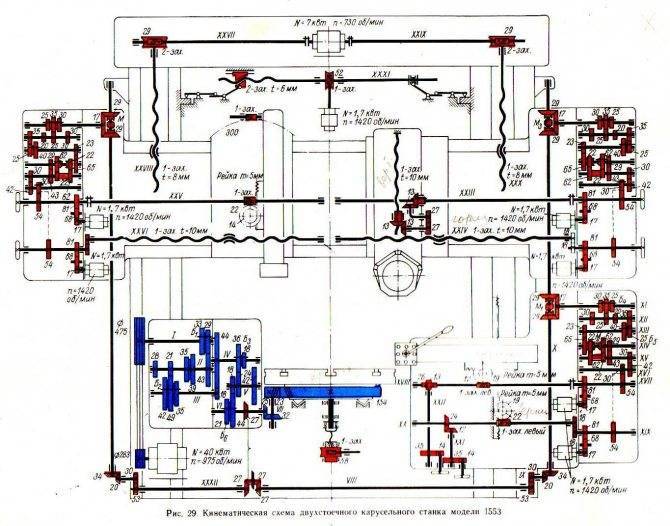
Ручное установочное перемещение суппортов производится с помощью маховиков 99 и 100 в коробках подач, через конические передачи 84-90 или 101-91 на валы XIX или XX и далее по указанным ранее кинематическим цепям суппортов. Ползун револьверного суппорта при обработке конической поверхности поворачивается через червячную передачу 53-54. В Советском Союзе изготовляется большое количество карусельных станков. Станки с диаметром обработки 800-1600 мм и высотой обрабатываемой детали 800-1000 мм строятся в одностоечном исполнении, а с диаметром 2300-8000 мм и высотой 1600-3200 мм-в двухстоечном. Вообще говоря, станки выпускаются в зависимости от потребности и больших размеров (до 25 м).



Кинематические схемы станков 1510 и 1508 сходны между собой и отличаются друг от друга лишь кинематикой цепи механизма передачи движения на подачу и числом зубьев зубчатых колес стола.
Вследствие разного числа зубьев зубчатых колес стола станки 1510 и 1508 имеют при одинаковой коробке скоростей различные пределы чисел оборотов планшайбы.
Кинематика цепей механизма передачи движения на подачу у станков различна, но их передаточные отношения подобраны таким образом, что общее передаточное число кинематической цепи от планшайбы до коробки подач одинаково для обоих станков. Это позволяет использовать одни и те же коробки подач и получать одинаковые величины подач.
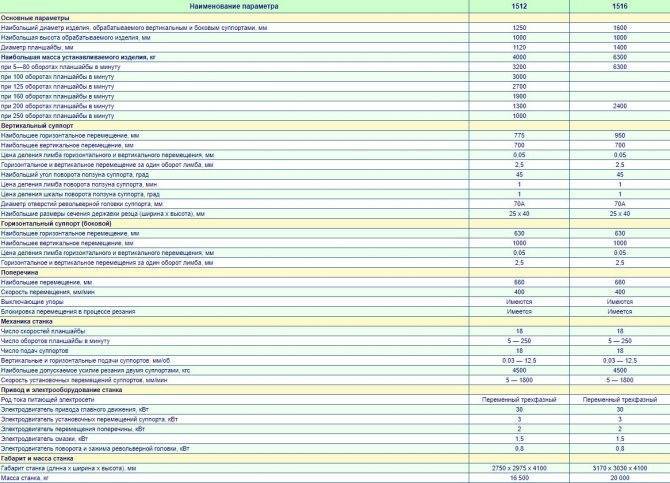
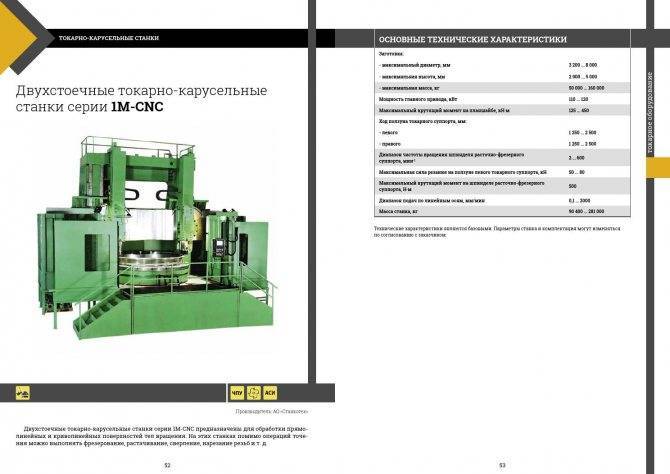
Технические характеристики токарно-карусельного станка 1541
| Наименование параметра | 1531м | 1541 |
|---|---|---|
| Основные параметры | ||
| Наибольший диаметр изделия, обрабатываемого вертикальным суппортами, мм | 1250 | 1600 |
| Наибольший диаметр изделия, обрабатываемого боковым суппортами, мм | 1120 | 1400 |
| Наибольшая высота обрабатываемого изделия, мм | 1000 | 1000 |
| Диаметр планшайбы, мм | 1120 | 1400 |
| Наибольшая масса устанавливаемого изделия при 6,3..160 оборотах планшайбы в минуту | 3200 | — |
| Наибольшая масса устанавливаемого изделия при 4..63 оборотах планшайбы в минуту | — | 5000 |
| Вертикальный суппорт | ||
| Наибольшее горизонтальное перемещение, мм | 825 | 1000 |
| Наибольшее вертикальное перемещение, мм | 700 | 700 |
| Цена деления лимба горизонтального и вертикального перемещения, мм | 0,05 | 0,05 |
| Горизонтальное и вертикальное перемещение за один оборот лимба, мм | 6 | 6 |
| Скорость быстрого горизонтального и вертикального перемещения (Скорость установочных перемещений), м/мин | 2,2 | 2,2 |
| Наибольший угол поворота ползуна суппорта, град | 45 | 45 |
| Цена деления лимба поворота ползуна суппорта, мин | 1 | 1 |
| Цена деления шкалы поворота ползуна суппорта, град | 1 | 1 |
| Диаметр отверстий револьверной головки суппорта, мм | 70А | 70А |
| Наибольшие размеры сечения державки резца (ширина х высота), мм | 25 х 40 | 25 х 40 |
| Количество позиций револьверной головки | 5 | 5 |
| Наличие выключающих упоров горизонтального и вертикального перемещения, мм | Есть | Есть |
| Горизонтальный суппорт (боковой) | ||
| Наибольшее горизонтальное перемещение, мм | 630 | 630 |
| Наибольшее вертикальное перемещение, мм | 970 | 970 |
| Цена деления лимба горизонтального и вертикального перемещения, мм | 0,05 | 0,05 |
| Горизонтальное и вертикальное перемещения за один оборот лимба, мм | 2,5 | 2,5 |
| Скорость быстрого горизонтального и вертикального перемещения (Скорость установочных перемещений), м/мин | 2,2 | 2,2 |
| Наличие выключающих упоров горизонтального и вертикального перемещения, мм | Есть | Есть |
| Наибольшие размеры державки резца, мм | 25 х 40 | 25 х 40 |
| Количество резцов одновременно устанавливаемых в резцедержатель бокового суппорта | 4 | 4 |
| Поперечина | ||
| Наибольшее перемещение, мм | 620 | 620 |
| Скорость установочных перемещений, м/мин | 4 | 4 |
| Выключающие упоры | Имеются | Имеются |
| Блокировка перемещения в процессе резания | Имеется | Имеется |
| Механика станка | ||
| Число скоростей планшайбы | 18 | 18 |
| Число оборотов планшайбы в минуту | 6,3..315 | 4..200 |
| Число подач суппортов | 18 | 18 |
| Вертикальные и горизонтальные подачи суппортов, мм/об | 0,04..16 | 0,04..16 |
| Наибольшее допускаемое усилие резания вертикальным суппортом, кгс | 2800 | 2800 |
| Наибольшее допускаемое усилие резания горизонтальным суппортом, кгс | 2240 | 2240 |
| Наибольшее допускаемое усилие резания двумя суппортами, кгс | 4500 | 4500 |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 5 | 5 |
| Электродвигатель привода главного движения, кВт | ||
| Электродвигатель установочных перемещений вертикального суппорта, кВт | ||
| Электродвигатель установочных перемещений горизонтального суппорта, кВт | ||
| Электродвигатель перемещения поперечины, кВт | ||
| Электродвигатель насоса гидросистемы, кВт | ||
| Габарит и масса станка | ||
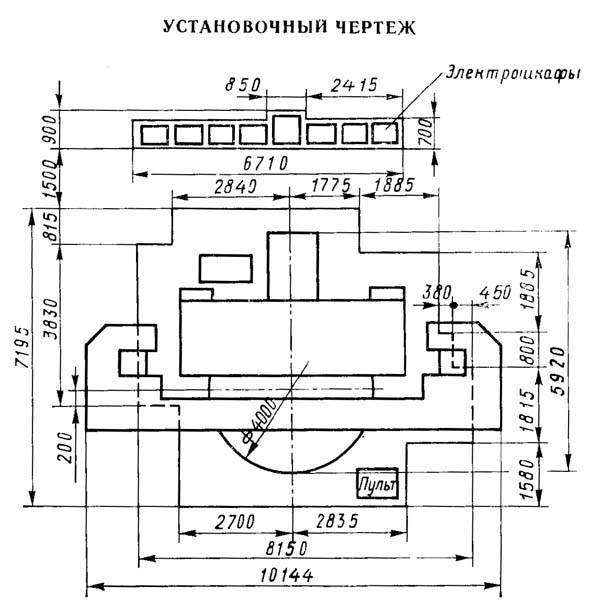
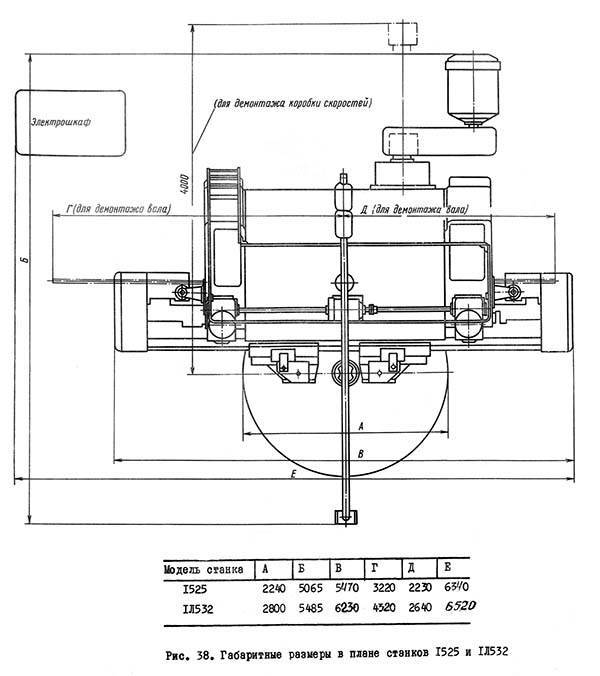
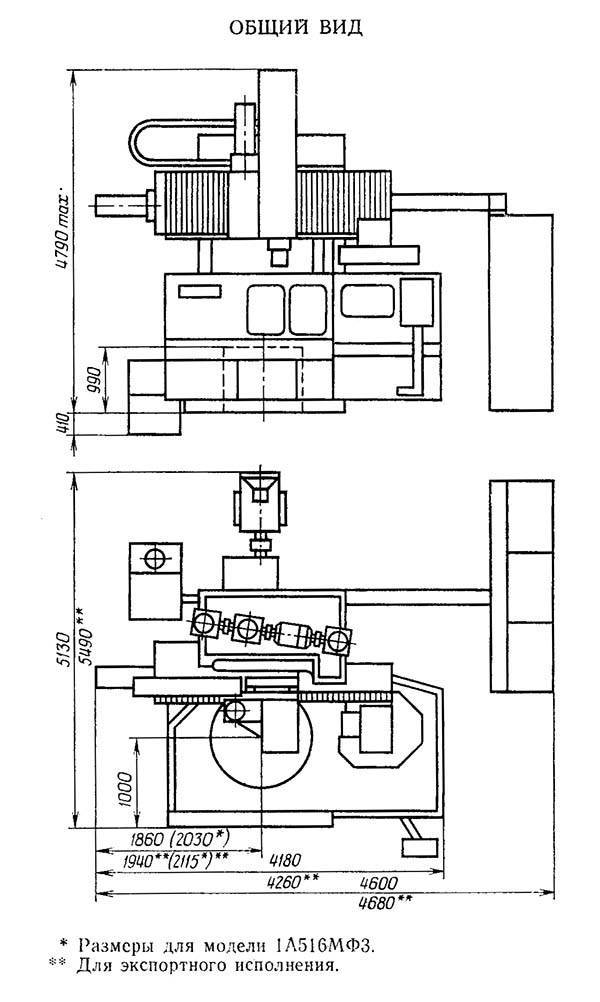
| Габарит станка (длнна х ширина х высота), мм | 3050 х 3117 х 4140 | 3380 х 3240 х 4140 |
| Масса станка, кг | 14150 | 17800 |
Список литературы:
Станки токарно-карусельные двухстоечные 1541, 1531М. Руководство по эксплуатации, 1971
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Локтева С.Е. Станки с программным управлением, 1986
Модзелевский А. А., и др. Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители
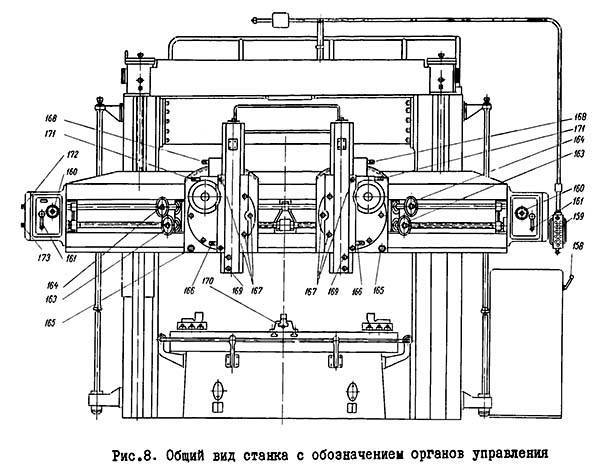
Составные части
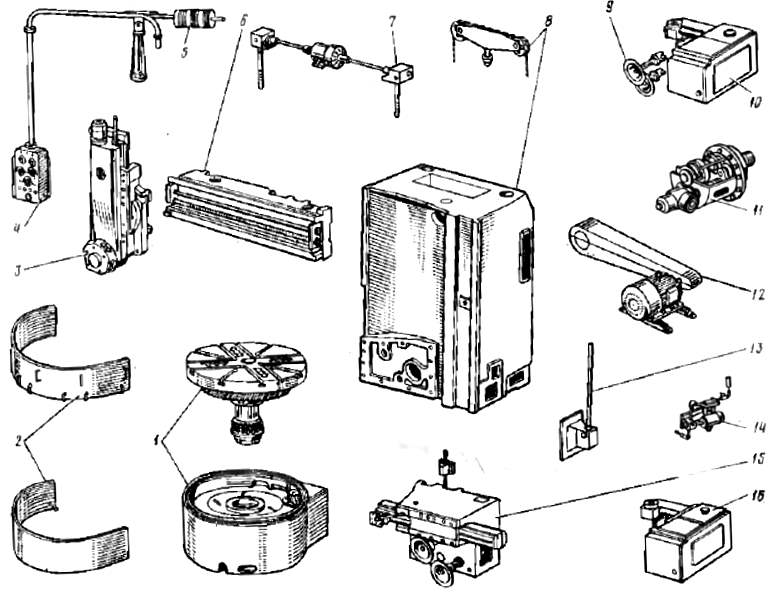
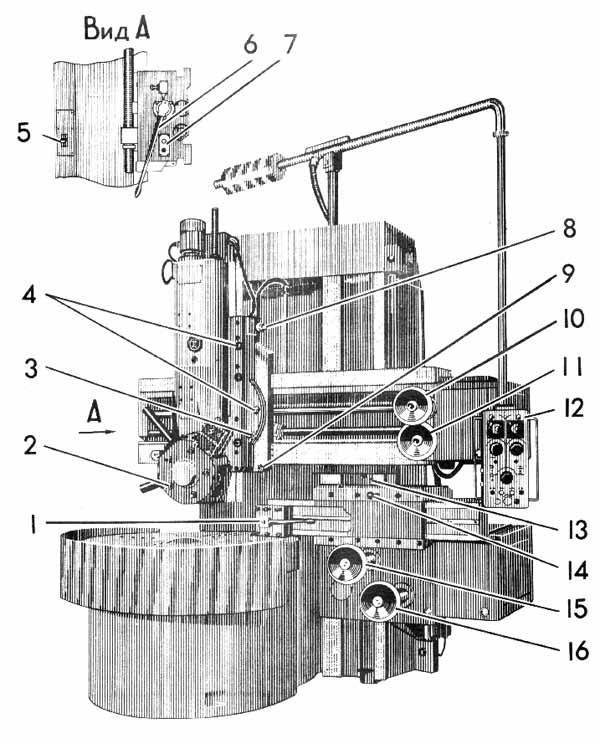
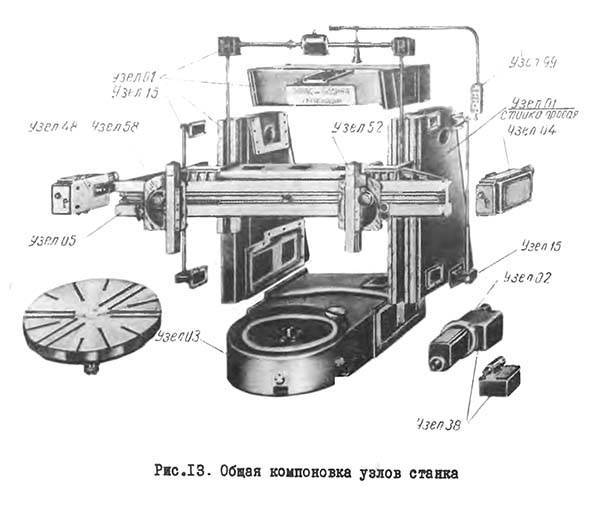
Составные части станка 1516
Компоновка станка классическое для одностоечных станков карусельного типа. В его составе находятся следующие части:
- планшайба;
- защитный кожух;
- узел вертикальный (суппорт);
- пульт управления (для удобства размещен на подвесе);
- противовес пульта;
- поперечина;
- привод поперечины;
- станина;
- ручной привод вертикального узла;
- коробка подач вертикального суппорта;
- коробка скоростей;
- кожух ременной передачи;
- привод подачей;
- станция смазки;
- узел горизонтальный (суппорт);
- коробка, образующая подачи для бокового суппорта.
Технические параметры и характеристики
Токарно-карусельный станок 1516 технические характеристики, которого отражают следующие параметры:
- максимально допустимый размер детали – 1600 мм;
- допустимый размер высоты детали во время обработки – 1000 мм;
- допустимый вес детали, устанавливаемой на планшайбу – 6300 кг;
- планшайба, размер для установки детали – 1400 мм;
- количество переключаемых скоростей – 18;
- с какими скоростями вращается стол – min 5 мин-1, max 250 мин-1;
- количество подач для каждого суппорта – 18;
- диапазон подач – 0,03-12,5 мм/об;
- усилие резания, max – 44100 Н;
- диапазон установочных скоростей – min 5 мм/мин, max 1800 мм/мин.
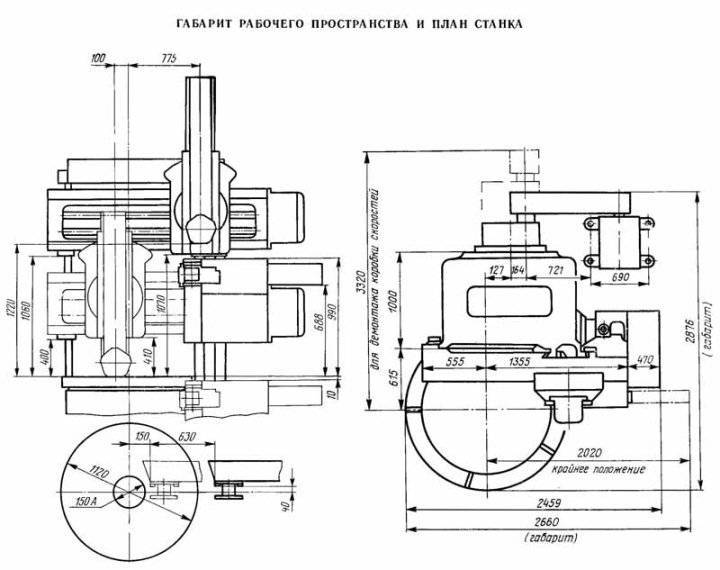
Суппорт вертикальный
- длина смещения по горизонтали – 950 мм;
- длина смещения по вертикали – 700 мм;
- угол смещения — 45;
- отверстия под инструмент – 70Н7 мм;
- габариты державки, ШхВ – 25х40 мм.
Поперечина
- длина перемещения – 660 мм;
- скорость движения – 400 мм/мин;
- блокировка перемещений – Есть;
- выключатели безопасности (конечники) – Есть.

Внешний вид станка 1516
Параметры электрических элементов
- питающая сеть, ток — трехфазный переменный;
- мощность электродвигателей:
- главного — 30000 Вт;
- суппорта — 3000 Вт;
- поперечины — 2000 Вт;
- станции смазки — 800 Вт.
Станок токарно-карусельный одностоечный 1512. Назначение и область применения
Одностоечный токарно-карусельный станок модели 1512 является универсальным станком и предназначен для обработки разнообразных изделий из чёрных и цветных металлов в условиях мелкосерийного и серийного производства.
Модель 1512 является наиболее распространенной среди токарно-карусельных станков на территории бывшего СССР. Станок позволяет производить токарную обработку деталей диаметром до 1250 мм, высотой до 1 метра и массой до 3200 кг. Станок экспортировался во многие страны мира.
Конструкция станка 1512 унифицирована с конструкцией станка модели 1516 и отличается только размерами план-шайбы и мощностью электродвигателя.
На станке можно производить цилиндрическое и коническое обтачивание и растачивание, протачивание плоскостей — как внутренних, так и наружных, сверление, зенкерование и развертывание центральных отверстий, а также получистовое и чистовое обтачивание плоских торцовых поверхностей.
Основные технические характеристики токарно-винторезного станка 1512
Изготовитель — Краснодарский станкостроительный завод имени Седина. Основные параметры станка — в соответствии с ГОСТ 44-93. Станки токарно-карусельные. Основные параметры и размеры. Нормы точности и жесткости.
- Класс точности станков Н по ГОСТ 8—77.
- Наибольший диаметр обрабатываемой заготовки — Ø 1250 мм
- Наибольшая высота обрабатываемой заготовки — Ø 1000 мм
- Диаметр планшайбы — Ø 1120 мм
- Наибольший вес обрабатываемой заготовки — 3200 кг
- Частота вращения план-шайбы — 5..250 об/мин, 18 ступеней
- Мощность электродвигателя — 30 кВт
- Вес станка полный — 16,5 т
Станок имеет два суппорта:
- вертикальный с пятипозиционной револьверной головкой с автоматическим поворотом и фиксацией на каждой позиции
- горизонтальный (боковой) с четырехпозиционным резцедержателем
Технологические возможности станка значительно расширяются с помощью поставляемых по особому заказу самоцентрирующей планшайбы, приспособлений (для резьбонарезания, обработки конических поверхностей, обтачивания фасонных поверхностей тел вращения по копиру, обработки деталей по упорам) и устройства для обработки с охлаждением.
На станках можно производить следующие операции:
- обтачивание цилиндрических и конических поверхностей;
- растачивание цилиндрических и конических поверхностей;
- обтачивание плоских торцовых поверхностей вертикальным и боковым суппортами.
Кроме того, вертикальным суппортом можно производить обтачивание плоских торцовых поверхностей с поддержанием ступенчато-постоянной скорости резания на чистовых и получистовых режимах; сверление, зенкерование и развертывание; прорезание канавок и отрезку.
При применении специальных приспособлений и устройств, которые поставляются вместе со станками по особому заказу за отдельную плату, на станках можно производить:
- обработку деталей по заданным размерам (по упорам);
- нарезание резьб, обтачивание и растачивание конических поверхностей;
- обработку фасонных поверхностей тел вращения по копиру (электрокопировальное устройство);
- обработку деталей с охлаждением.
В обычном исполнении станки поставляются с вертикальным револьверным суппортом, имеющим механический поворот и зажим револьверной головки, и боковым суппортом.
Помимо этого, по особому заказу за отдельную плату может быть поставлен станок с самоцентрирующей планшайбой с ручным зажимом изделия.
На станке одновременно могут быть смонтированы все приспособления, за исключением охлаждения, которое не может быть установлено одновременно с самоцентрирующей планшайбой.
В связи с тем, что установка приспособлений требует значительных изменений и доработок в станке, заказы на изготовление приспособлений к ранее поставленным станкам не могут быть выполнены. Приспособления поставляются только вместе со станком.




Значительная мощность электродвигателя главного привода, высокая жесткость базовых деталей и достаточная прочность всех элементов кинематической цепи в сочетании с широкими диапазонами регулирования чисел оборотов планшайбы и величин подач позволяют вести на станках высокопроизводительную работу на скоростных режимах резания.
Модификации станка токарно-карусельный одностоечный 1512
1512.000, 1512-1, 1512-2, 1512.300, 1512.400 — станок токарно-карусельный универсальный одностоечный1512Ф1, 1512ПФ1, 1512Ф1.041, 1512Ф1.300, 1512Ф1.323, 1512Ф1.400, 1512Ф1.423 — станок токарно-карусельный с УЦИ — устройством цифровой индикации
1512Ф2, 1512Ф3, 1512Ф3.271, 1512Ф3.471, 1512МФ4 — станок токарно-карусельный с УЧПУ — устройством числового программного управления





