

Основные методы заточки
Заточку циркуляционной пилы производят мелкозернистым абразивным кругом, по плоскостям, образующим основной рабочий режущий угол методами:
- по передней плоскости;
- затыловка;
- по обеим плоскостям.
В случае комбинированного варианта восстановления кромки, первым затачивают передний угол. В этом случае диск может в процессе работы перезатачиваться 25 – 30 раз.
Снятие тонкого слоя с тыльной стороны зуба приводит к более быстрому уменьшению диаметра диска и износа пилы.
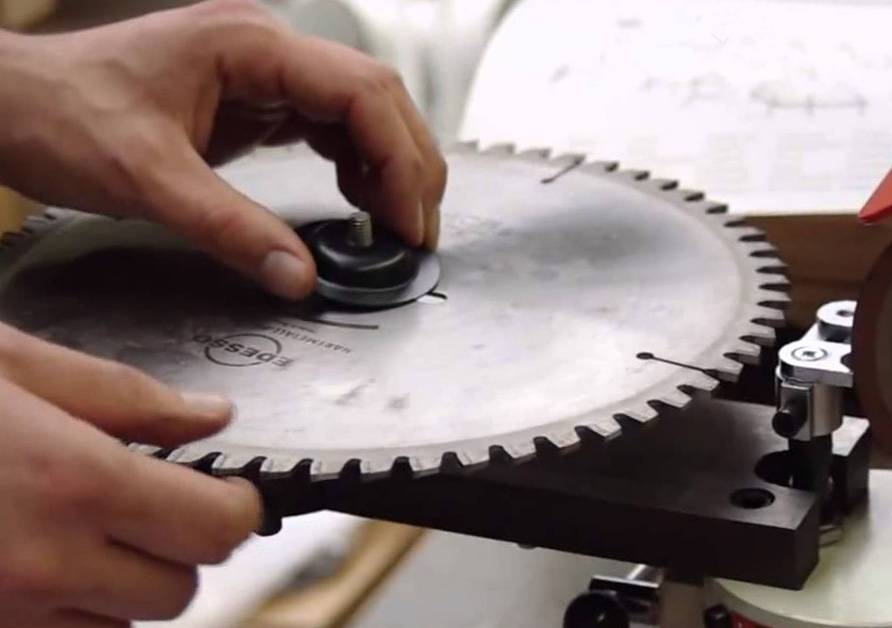
В домашних условиях можно делать заточку дисковой пилы своими руками. Достаточно использовать оселок, чтобы поправить инструмент с победитовыми напайками. В случае большого объема работы, делается приспособление из болгарки или фрезера.
Заточка дисковых пил с твердосплавными вставками требует большего усилия и проводится на специальных станках и устройством с абразивным кругом.
Ручной способ
Ручной способ заточки на плоском шлифовальном круге.
- Закрепить неподвижно болгарку с кругом.
- Сделать опору под диск. Ее плоскость должна быть на одном уровне с осью заточного круга.
- Подвести сторону зуба до соприкосновения его по всей площади затачиваемой плоскости.
- Установить на столе-опоре 2 фиксатора справа и слева. Они помогут выставлять затачиваемую плоскость быстро, без подгонки каждого зуба.
- Упереть впадину в левый фиксатор и проворачивать до упора в правый после каждого поворота диска на один шаг.
Снимать надо с режущей пластины за одну заточку 0,12–0,15 мм.
Чтобы затачивать дисковую пилу по тыльной плоскости, ее следует развернуть и изменить положение фиксаторов.
Болгарка для заточки дисковой пилы
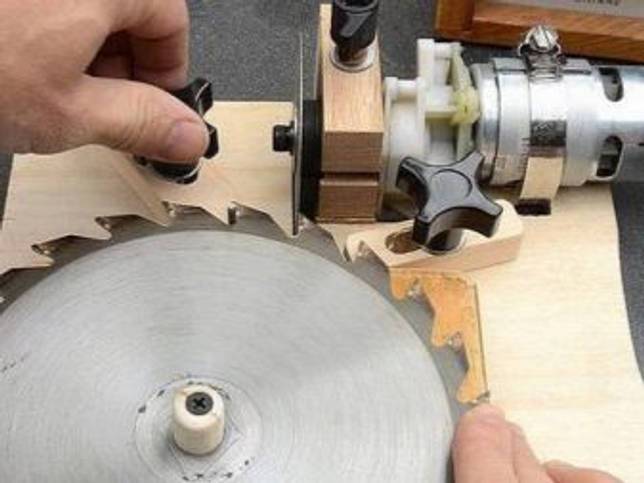
Использование станков
При массовом производстве необходимо регулярно затачивать диски для циркуляционной пилы. Для этого в цехе имеются специальные станки с кругами. На каждом из них приспособление, выставляющее зуб относительно круга под нужным углом и позволяющее инструменту перемещаться поступательно.
В специальном автоматически работающем оборудовании диск совершает только вращательное движение на размер заданного шага. Вращающийся абразивный круг подъезжает после каждого поворота и шлифует очередную плоскость.
Заточить твердосплавный диск можно вручную, оселком, но эффект будет слабым. Без специальных устройств невозможно выдержать угол и снять равномерный слой со всех плоскостей.
Правильная и Качественная Заточка Пильных Дисков Теория Часть 1
Watch this video on YouTube
Различия рабочих зубьев по геометрической форме
Зуб имеет несколько рабочих плоскостей. Передняя плоскость «А» вместе с задней «Б» в месте пересечения образуют основную режущую кромку «1». В местах пересечения поредей плоскости с боковыми «В» образуются вспомогательные кромки «2» и «3».
Схематическое представление режущей кромки диска
Для эффективной работы с материалами разработаны различные виды режущих зубьев.
- Базовая форма – прямой зуб
Предназначен для грубого и быстрого распила. Качество среза невысокое, поэтому для тонких работ и расшивки твердых материалов не подходит.
Скошенные зубья
Такая форма режущей кромки позволяет делать ровные точные пропилы и хорошо подходит для композитных материалов, например – ДСП с двусторонним ламинированием. На твердом покрытии практически не остается сколов. Зубья со скошенной задней поверхностью отлично режут твердые заготовки, но при этом быстрее тупятся. Наклон чередуется, поэтому полотно с такой формой называется переменно скошенным. Скошенной может быть как задняя, так и передняя кромка.
Трапециевидные зубья
Главное достоинство – медленное затупление. Такие рабочие зубья чередуются с прямыми, работая комплексно. Трапеция несколько выше основного зуба, и как бы прорубает материал «по черновому», облегчая работу прямой кромке. Применяется при распиле пластмасс и материалов с прочным двусторонним ламинатом.
Конические зубья
Диски с коническим зубом являются вспомогательными. С их помощью делается предварительный надрез ламината, для предотвращения образования сколов при распиле. В качестве самостоятельного инструмента не используется.









Кроме того, передняя плоскость зубьев может иметь вогнутую форму. Такие пилы предназначены для поперечных распилов. Вогнутая плоскость и острая кромка подобно серпу разрезают поперечные волокна материала.
Заточка дисковых пил своими руками видео
Существуют диски с чередующимися активными и пассивными зубьями. У пассивных отрицательный угол заточки.
Разновидности пил
Для работы с циркуляркой применяют несколько видов дисковых пил. Для ручных моделей применяются дисковые пилы промышленного производства, кустарные комплектующие встречаются крайне редко. А вот для стационарных циркулярок применяются как фабричные, так и самодельные.
Если брать профессиональный инструмент, то для него используются:
- Пилы с твердосплавными напайками. Для этого чаще всего используется победит — специальная тугоплавкая сталь для режущего инструмента.
- Дисковые пилы с закаленными зубьями.
- Пилы универсального назначения из инструментальной стали.
- Инструмент для работы со специальными материалами — фанерой, пластиком, асбестоцементными плитами и даже камнем.
Каждый из этих видов инструмента имеет свои особенности, как в плане пользования, так и в обслуживании.
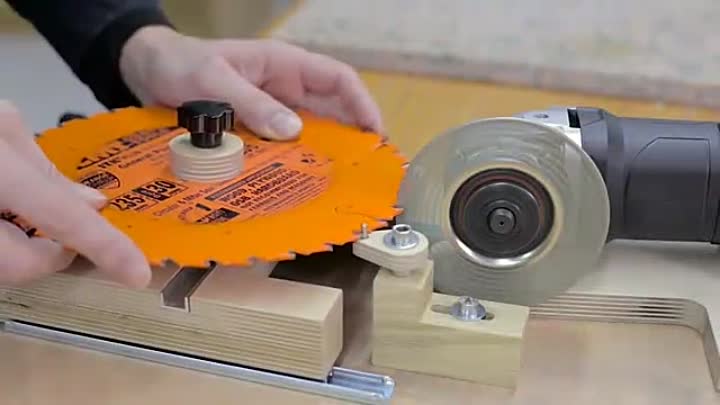
Вариант 2 — как сделать заточной станок из болгарки и дрели
Кроме наждачного станка, для изготовления контактора можно использовать болгарку или УШМ. В шпинделе этого инструмента устанавливается соответствующий диск для заточки с алмазным напылением, а сам электроинструмент крепится неподвижно к основанию. Принцип изготовления кондуктора следующий:
- Берется рамка из ДСП или ДВП размером 50х80 см. На этой рамке будут расположены составные детали
- Изначально следует зафиксировать неподвижно болгарку при помощи хомутов. Шпиндель инструмент должен располагаться под прямым углом к рамке
- С торца инструмента изготавливается и располагается подвижная рамка, на которую будут устанавливаться диски для заточки
- Подвижность рамки реализуется за счет использования мебельных салазок
- На рамке изготавливается кронштейн для закрепления затачиваемой оснастки
Готовое изделие показано на фото ниже.
Как пользоваться, а также особенности работы на самодельном станке для затачивания оснастки циркулярных пил, показано на видео.
https://youtube.com/watch?v=VGSbofcBJAo%3F
Итог проделанных работ следующий — восстановление целостности диска с зубьями, что позволяет продолжить работу электроинструментом при обработке древесины. Рассмотренные способы в материале подходят для заточки пильных дисков таких инструментов, как болгарки, циркулярные пилы и стационарные циркулярки. Если понятен принцип выполнения работ, то с изготовлением специального станка и его эксплуатацией не возникнет никаких трудностей.
Публикации по теме
Бур для перфоратора виды и как выбирается насадка по бетону
Полотна на ручные ножовки по металлу — правильный выбор, виды и установка
Диски по дереву на болгарку — виды, особенности и применение
Коронки по бетону для перфоратора как правильно выбрать
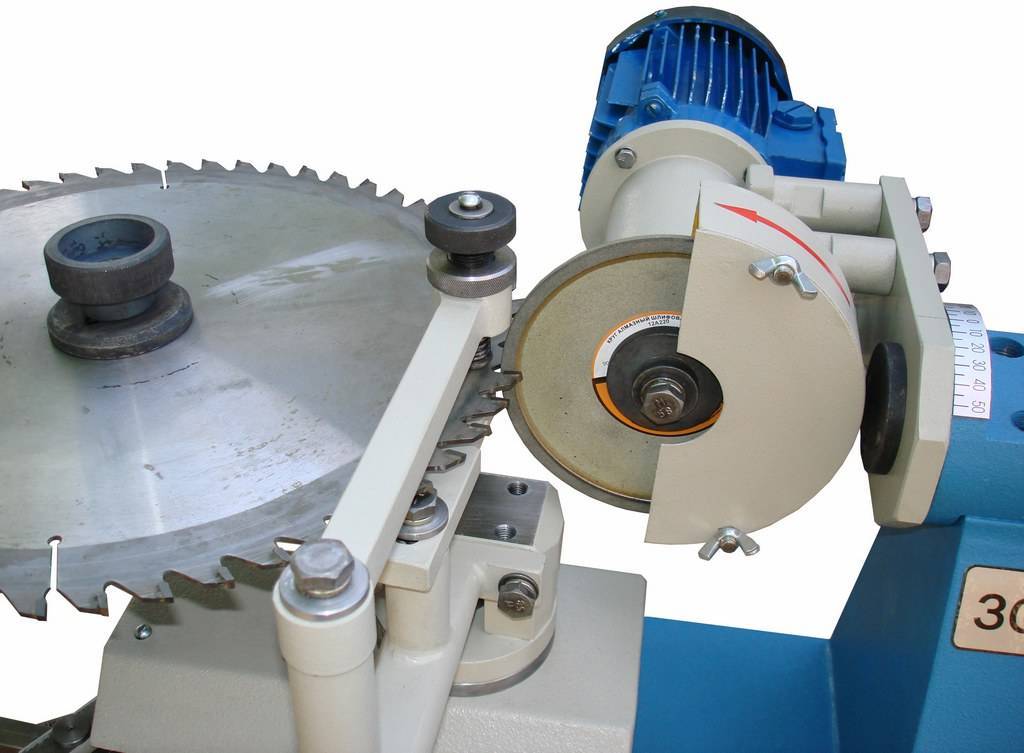
Заточка при помощи станка
Если есть возможность приобрести специальный станок, то рассматриваемый процесс можно провести с максимальным показателем эффективности. Подобное приспособление имеет компактные размеры, его можно использовать в домашних условиях.
Особое внимание уделяется выбору абразивного круга. В этом случае отметим нижеприведенные нюансы:
Твердосплавный диск сложно заточить.
При выборе следует обращать внимание на круги из эльбора, с алмазной крошкой или с зеленого карбида кремния.
Процесс заточки при использовании профессионального оборудования очень прост. Крепление диска происходит при помощи специального фиксатора. Он создан с расчетом конструктивных особенностей круга
Особое внимание уделим тому, что при применении специальных станков очень просто провести заточку дисковых пил с выдерживанием необходимых показателей. При этом погрешность минимальна
Это связано с тем, что конструкция имеет специальный измеритель показателя угла. Для того чтобы не ошибиться на момент проведения работы с тем, какие зубья были уже подверглись обработке, следует при помощи маркера пометить начальную точку.
Материал и свойства твердосплавных зубьев
В отечественных пилах в качестве материала для режущих пластин используются спеченные вольфрамокобальтовые сплавы марок ВК (ВК6, ВК15 и пр. цифра означает процентное содержание кобальта). У ВК6 твердость 88,5 HRA, у ВК15 — 86 HRA. Иностранные производители применяют свои сплавы. Твердые сплавы ВК состоят в основном из карбида вольфрама сцементированного кобальтом. Характеристики сплава зависят не только от его химического состава, но и размера зерна карбидной фазы. Чем меньше зерно, тем выше твердость и прочность сплава.









Крепят твердосплавные пластины к диску высокотемпературной пайкой. В качестве материала для пайки, в лучшем случае, используются серебряные припои (ПСр-40, ПСр-45), в худшем случае — медно-цинковые припои (Л-63, МНМЦ-68-4-2).
Геометрия твердосплавных зубьев
По форме различают следующие виды зубьев.
Прямой зуб
. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Косой (скошенный) зуб
с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Принципы и углы затачивания
На кромках пилы находятся четыре главных угла заточки. Они вместе с формой зуба могут выступать главными эксплуатационными характеристиками инструмента. Для описания каждого зуба используются:
- Передний и задний угол.
- Углы среза передней и задней поверхности.
Эти характеристики могут зависеть от вида и веса циркулярной пилы, её предназначения, а также плотности конкретной поверхности.
Углы заточки на схеме
Основываясь на параметрах, указанных выше, можно разделить все циркулярки на несколько видов:
- Для прорезания продольных отверстий. При совершении этой задачи следует использовать передний угол заточки от 15 до 25 градусов.
- Для совершения поперечной резки. В этой ситуации передний угол может варьироваться от 5 до 10 градусов.
- Универсальная заточка. Для совершения любых операций пилы затачиваются под углом в 15 градусов.
Размер затачиваемого угла устанавливается не только от направления движения пилы, он также связан с материалом заготовки. Если требуется прорезать очень твёрдые материалы, то следует выбирать наименьший угол. Для работы с более мягкими изделиями угол увеличивается.
Существует два доступных метода заточки дисковых пил — ручной и при помощи станка. Чтобы в домашних условиях заточить диск правильно, необходимо учитывать некоторые нюансы.
Ручной способ
Особые станки для затачивания кромок пилы редко применяются в бытовых условиях, потому что их стоимость высока. Поэтому при отсутствии такого приспособления, можно справиться с заточкой подручными приспособлениями, например болгаркой. При этом запрещается держать круг в руках, ничем его не зафиксировав. В противном случае не получится добиться достаточного угла среза для дальнейшей работы с материалом.
Чтобы надёжно зафиксировать круг в верном положении, применяют плоскую подставку.
Некоторые особенности:
- поверхность подставки совпадает с уровнем оси заточного диска;
- на ней зубчатый круг помещается таким образом, чтобы плоскость затачивания стала перпендикулярной полотну пилы;
- конструкция устройства дополнена поворотным шарниром.
Подставка поможет комфортно расположить диск пилы для обработки относительно абразивного материала. Перед началом работы проводится чёткая разметка. Для этого используется цветной маркер. Им рисуют линии, которые позволят заточить элемент под нужным углом. Тиски помогут надёжно закрепить диск на поверхности.
Видео заточки диска для циркулярной пилы болгаркой:
С помощью станка
Когда у мастера есть доступ к специальному точильному станку, обработка элементов происходит быстро и эффективно. Это приспособление имеет небольшие размеры, поэтому работать с ним комфортно и новичку. Не возникнет проблем даже при применении в бытовых условиях.
При покупке такого устройства смотрят на абразивный круг. Для его выбора учитываются отдельные нюансы:
- Лучше всего приобрести круг, сделанный из эльбора с алмазным напылением, или из зелёного карбида кремния;
- Если затачивается твердосплавный диск, даже при применении станка могут возникнуть проблемы.
Сам процесс использования станка для заточки предельно прост. Оператор должен удобно расположить диск на устройстве и зажать его с использованием специального фиксатора. Перед началом работы рекомендуется отметить маркером первый зуб. Это поможет не запутаться во время заточки, и не проверять зубья, которые уже подверглись обработке. Для выбора угла заточки на устройстве предусмотрен специальный измеритель. На нём следует установить необходимый угол, после чего устройство выполнит задачу самостоятельно.
Циркулярная пила — полезный инструмент, без которого не обойтись при строительстве. Она помогает делать прорези в поверхностях, а также изменять их форму и размер. Для затачивания дисков используют специальные станки или подручные материалы. Сделать работу собственными руками не так сложно, нужно придерживаться перечисленных рекомендаций и не бояться.
Заточка диска с победитовыми напайками:








Типы
Станки для заточки дисковых пил — группа устройств для возобновления остроты режущих элементов. В зависимости от функциональных особенностей они бывают:
- Автоматическими. Агрегаты устанавливаются на крупных предприятиях.
- Полуавтоматическими, механическими (инструменты для затачивания резцов вручную). Отличаются невысокой производительностью, в основном применяются в домашних мастерских.
При заточке цепей для продольного пиления используются другие устройства, способные заострять каждый зуб с помощью напильников.

Все оборудование, включающее в комплектацию электрический привод, схоже по принципу действия. Отличается только производительность. Так, маломощные бытовые образцы могут беспрерывно функционировать до 20 минут. После их необходимо отключать на это же время для охлаждения.
Профессиональные инструменты могут работать до 8 часов. Им требуется всего несколько коротких перерывов по 20–30 минут. У некоторых агрегатов есть абразивный круг для заточки, шлифовальная лента аналогичного действия.
В большинстве случаев пильный инструмент можно заточить на станках, основным элементом которых является точильный диск. Ленточные устройства больше подходят для промышленного использования с большими объемами чистовой шлифовки.
Заточные станки комплектуются кругами, отличающимися:
- толщиной — 16–40 мм;
- наружным диаметром — 12–250 мм;
- крепежным отверстием — 12,7,16, 20, 32 мм;
- материалом изготовления.
На то, из чего сделан абразив, нужно обращать особое внимание: от качества зависит результат работы. Кроме обычных резаков существуют круги, на которых есть усиливающая пайка — пластина из твердых сплавов
Чаще всего встречаются корундовые, алмазные круги. Они хорошо справляются с заточкой дисков с твердосплавными напайками, предназначенными для резки особо твердых материалов.

Круг для установки необходимо приобретать с учетом характеристик дисковых пил. Абразивная лента подбирается в соответствии с размерами станков. Также учитывается зернистость, влияющая на характер шлифовки.
Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.
Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.
Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.
Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.
Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.










Заточка зубьев выполняется вручную или на специализированном оборудовании.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.
Для автоматической заточки используются алмазные, эльборовые и корундовые круги
Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной
Это интересно: Стеклянные межкомнатные двери из матового стекла: рассматриваем развернуто
Необходимость заточки
Заточка дисков для циркулярной пилы требуется тогда, когда ведение работы становится невозможным. Это можно понять по трем сигналам:
- Нагрев защитного кожуха. Из-под него появляется дым, выходит из зоны резания.
- Необходимость добавочных усилий при подаче заготовки в момент резания.
- При соприкосновении дерева с режущим металлом появляется гарь и запах.
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Прямой зуб
Косой (скошенный) зуб с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Трапециевидный зуб
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.










Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью
Углы заточки зубьев
Имеется четыре основных угла заточки дисковой пилы, которые наравне с формой зуба определяют её характеристики. Это передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2). Угол заострения (β) имеет вспомогательное значение, поскольку задается передним и задним углами (β=90°-γ-α).
Углы заточки зубьев дисковой пилы
Значения углов заточки определяются назначением пилы — т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла — обычно 15°.
Величины углов заточки определяются не только направлением распила, но и твердостью распиливаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.
Необходимость процедуры
Дисковые пилы нужны как в частном домовладении, так и на производстве. При строительстве дома, создании мебели, нарезании досок, бруса – везде требуется подобный инструмент. Правильная заточка циркулярной пилы требует практических навыков и знаний.
Циркулярные пилы выгодно отличаются от другого режущего инструмента:
- цепных;
- сабельных;
- продольных.
Дисковые циркулярные устройства обладают значительной производительностью, срок службы их также гораздо выше. Заточка дисковых пил – важный необходимый этап, без него инструмент не будет полноценно работать. Благодаря различным насадкам с твердосплавными напайками, а также победитовыми покрытиями раскрой может проводиться как с деревом, так и с металлами.
Чтобы заточить диски с различными насадками, требуется специальное оборудование. Если обработку диска сделать «по науке», это намного продлит срок его службы.
Своевременная заточка дисковых пил выполняется при нескольких явных признаках.
- Двигатель начинает испытывать лишние нагрузки. Причина простая – зубья затупились, и требуются дополнительные ресурсы для обработки материала. Существует опасность: при порче диска, если отсутствует реле выключения двигателя, станок может выйти из строя.
- Если на срезе образуются щербинки и сколы, а сам рез становится слишком широкий, то это верный знак – инструмент следует ремонтировать.
- Появляется посторонний запах горелого материала, а также видны на линии среза темные пятна.
- Увеличивается время, которое требуется для обработки детали.





