

Как производится заточка
Заточка ленты происходит поэтапно:
- установка ленты в станок, настройка положения толкателя;
- установка соответствующего кулачка для получения нужной формы зубьев;
- запуск обработки, контроль за процессом;
- остановка и снятие подготовленной к работе ленты.
Вся сложность процедуры состоит в настройке, установке нужных параметров перемещения и глубины опускания режущего диска. Когда настройка выполнена должным образом, от мастера больше ничего не требуется и не зависит — только наблюдение и остановка процесса в нужное время.
Режимы работы
Во время заточки лент используют два основных режима:
- Формирование зубьев. Это процесс, при котором происходит нарезка новых, или изменение профиля зубьев, уже имеющихся на ленте. Обработку производят так, чтобы не перегревать и не слишком перегружать станок и полотно. Используется несколько оборотов (их может быть довольно много, от 5 до 10), при каждом из которых глубина обработки постепенно увеличивается.
- Заточка зубьев без изменения формы. Это достаточно быстрая процедура, во время которой обновляется лишь режущая кромка (острие) зуба. Опытные мастера называют этот процесс «заточка на две искры», так как режущий диск касается только самого кончика зуба, действительно высекая лишь пару искр.
Выбор режима производится исходя из необходимости, исходного состояния зубьев. Как правило, заточка происходит в легком, щадящем режиме. Смену ленты необходимо производить через каждые несколько часов работы, поэтому слишком глубокой обработки, как правило, не требуется.
Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.
Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.
Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.







Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.
Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.
Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.










Заточка зубьев выполняется вручную или на специализированном оборудовании.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.
Для автоматической заточки используются алмазные, эльборовые и корундовые круги
Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной
Стойкость ленточных пил.
| Материал | Производительность, см/мин | Количество заготовок, шт. | Производительность при пилении биметаллическими ленточными пилами находится в пределах 10-25 см?/мин, когда разрезаются высоколегированные сплавы и труднообрабатываемые материалы, и 45-70 см?/мин, при разрезании конструкционных сталей. Для каждого инструмента существует определённая зависимость между производительностью и стойкостью, которая отображена в таблице 1. (Данные приведены для заготовок, диаметром 100 мм, разрезаемыми пилами 27х0,9) |
| Сталь 20-45 | 40 | 820 | |
| 50 | 780 | ||
| 60 | 660 | ||
| Сталь 40Х | 35 | 700 | |
| 45 | 630 | ||
| 50 | 510 | ||
20Х13, Р6М512Х18Н9Т | 15 | 380 | |
| 20 | 300 | ||
| 25 | 210 |










Кроме стойкости самого зуба пилы к износу, следует отметить также стойкость самого полотна к циклическим знакопеременным нагрузкам, возникающих при движении самой пилы в лентопротяжном механизме ленточнопильного станка.
Для пил большинства производителей (при условии соблюдения технологического процесса изготовления пилы – от заготовки до упаковки и условий хранения готового полотна) срок службы полотна находится в пределах 140 –160 часов работы оборудования. Снятие пилы при перерывах в работе оборудования на релаксацию, несколько увеличивает срок службы полотна.
На стойкость зуба пилы существенно влияет правильно подобранный шаг зуба ленточной пилы. В таблицах ниже приведена зависимость шага пилы от диаметра разрезаемого материала. Следует отметить, что при порезке пакетом, толщиной стенки следует считать суммарную толщину металла, которое пройдёт зуб пилы.
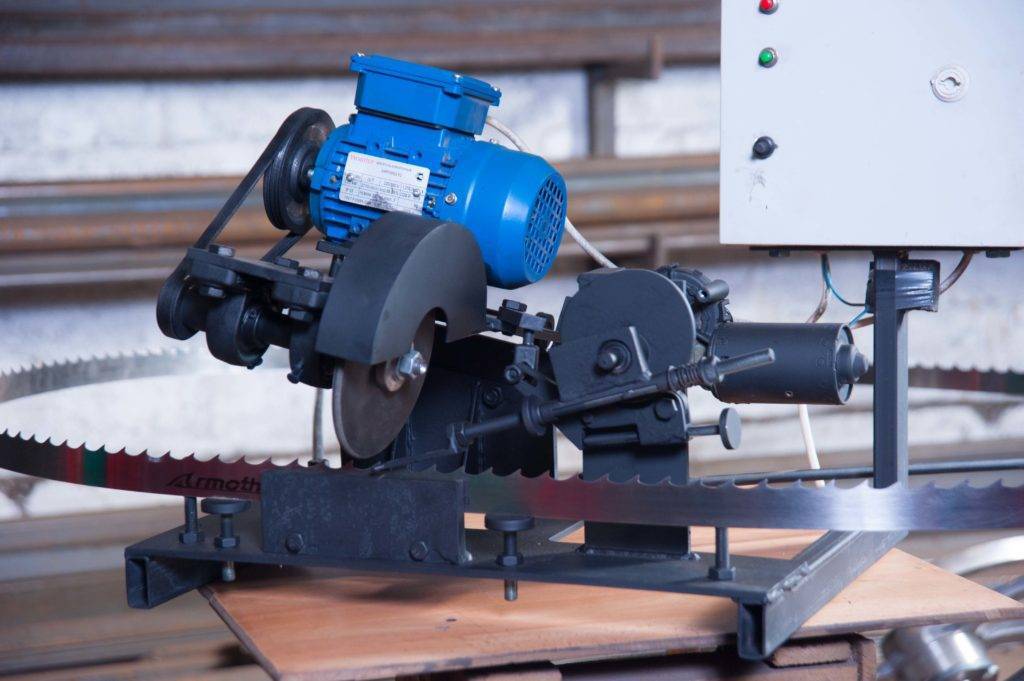
Принцип действия
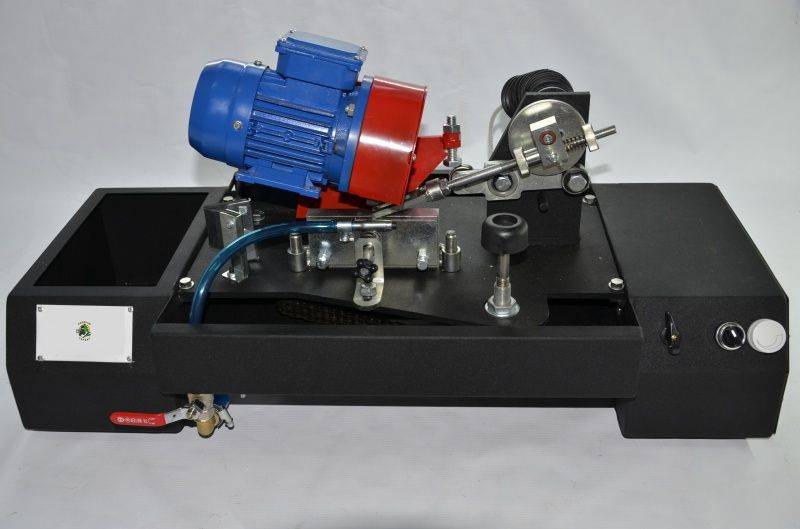
Заточной станок для ленточных пил представляет собой многофункциональный агрегат. Лента устанавливается в него и автоматически подается на режущий орган, который вращается на подвижной каретке (наподобие маятниковой пилы).
Размер станка сравнительно невелик, чуть больше швейной машинки. Одна модель, в зависимости от своих параметров, может работать с лентами разной величины и практически любой длины. В комплект входит сам агрегат и дополнительная опорная конструкция, поддерживающая в нужном положении свободную часть ленты.
Заточной станок обеспечивает формирование профиля каждого зуба. Для этого требуется перемещение полотна на заданную величину, соответствующую расстоянию между зубьями (шагу). Кроме этого, надо изменять положение режущего органа, чтобы он повторял (или формировал) профиль зубьев.
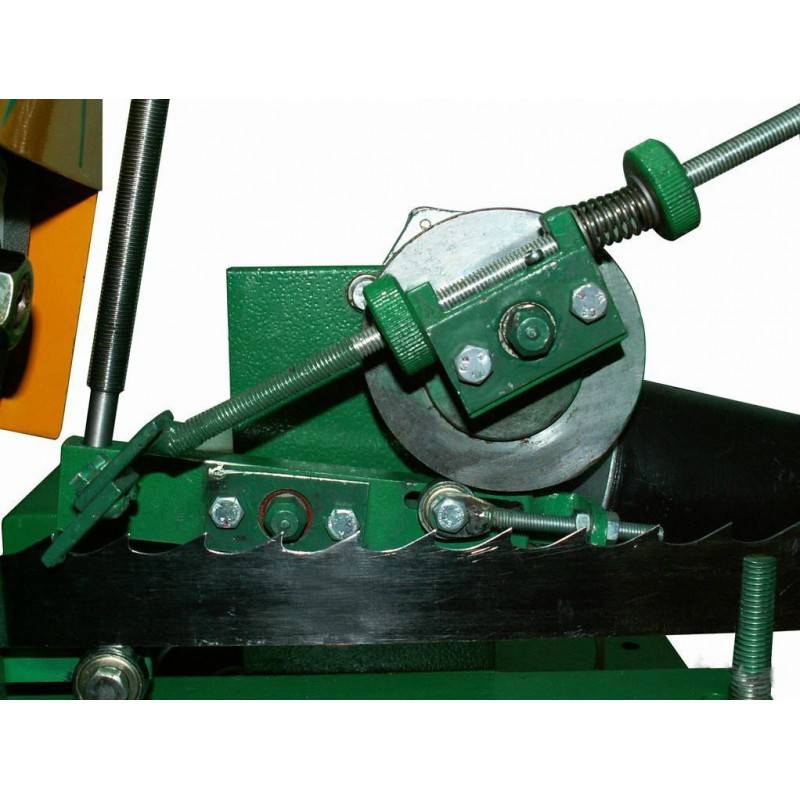
Перемещение ленты на длину шага зуба обеспечивает специальный элемент — толкатель. Он представляет собой штангу, один конец которой свободно лежит на рабочей кромке ленты, а второй соединен с эксцентриком. Каждый его поворот вызывает одно движение толкателя на расстояние, равное шагу зубьев. Для изменения шага эксцентрик меняют, или настраивают (в зависимости от типа конструкции или модели станка).
Обработка зубьев производится с помощью подвижного шпинделя с установленным заточным кругом. Ось его вращения наклонена к горизонтали на угол, обеспечивающий формирование передней и тыльной сторон зуба. Профиль формируется с помощью специального сменного кулачка сложной формы. Каждый зуб обрабатывается за один оборот этого кулачка, приподнимающего и опускающего заточной диск на нужную величину. Сочетание вертикального и горизонтального перемещения позволяет получить определенную форму зуба.










В распоряжении владельца имеется целый набор кулачков, предназначенных для обработки зубьев разной величин и формы. Каждый из них может создавать только один профиль, поэтому и приходится иметь большое количество кулачков для обработки разных видов лент. Есть кулачки для заточки лент с большими зубьями сложной формы (грубая резка), и для обработки полотен с мелким «мышиным» зубом для чистого и точного реза.
Мнение эксперта
Левин Дмитрий Константинович
Каждый станок универсален — он может работать с разными лентами, формировать зубья той или иной конфигурации. Есть модели для работы с широкими и длинными лентами, использующимися для пиления бревен на лесопилках. Существуют модели для заточки небольших лент от бытовых станков. Все они имеют примерно одинаковую конструкцию, разница лишь в небольших деталях.
Технические характеристики
Основные параметры станка:
- ширина ленты;
- длина петли;
- шаг зубьев;
- мощность двигателя.
Все остальные параметры можно отнести к дополнительным, индивидуальным свойствам той или иной модели (настольное исполнение или на собственной станине, конструкция опорного устройства, тип режущего органа и т.п.). Эти данные можно узнать из паспорта станка.















