Жесткое соединение валов
Применяется довольно большое количество различных способов соединения валов, все они характеризуются определенными качествами. Жесткий метод подключения используется тогда, когда соединение проводится с учетом отсутствия вероятности смещения узлов относительно друг друга на момент эксплуатации. Классический способ соединения характеризуется следующими особенностями:
- В большинстве случаев соединение проводится при помощи фланцев, которые являются частью различных механизмов. Также проводится монтаж жестких муфт, их насаживание проводится методом прессования.
- Довольно большое распространение получил одноопорный вариант исполнения вала. В этом случае в качестве второй опоры применяется само соединение.
- Также для фиксации могут применяться болты. При этом они должны плотно входить в отверстие, так как в противном случае могут возникнуть серьезные проблемы.
- В рассматриваемом случае часто применяется зубчатая или поперечно-свернутая муфта.
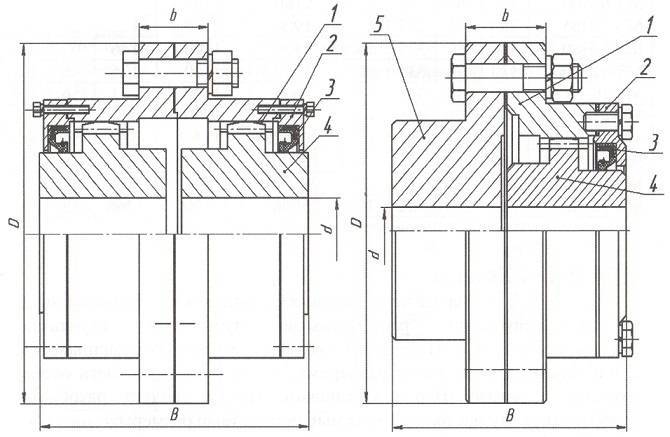
Поперечно-свернутый вариант исполнения применяется для соединения различных деталей, которые устанавливаются в электрических машинах и других различных агрегатах. Подобная конструкция состоит з следующих элементов:
- Две полумуфты. Они насаживаются на концы валов, которые соединяются в одну систему.
- Обе части рассматриваемой конструкции имеют центрирующие выступы и специальную выточку, соединение обеспечивается за счет прочных болтов.
- Предохранительные муфты не могут проворачиваться за счет специального шпоночного отверстия.
- Осевое смещение исключается за счет стопорных винтов, которые вворачиваются на торцах.
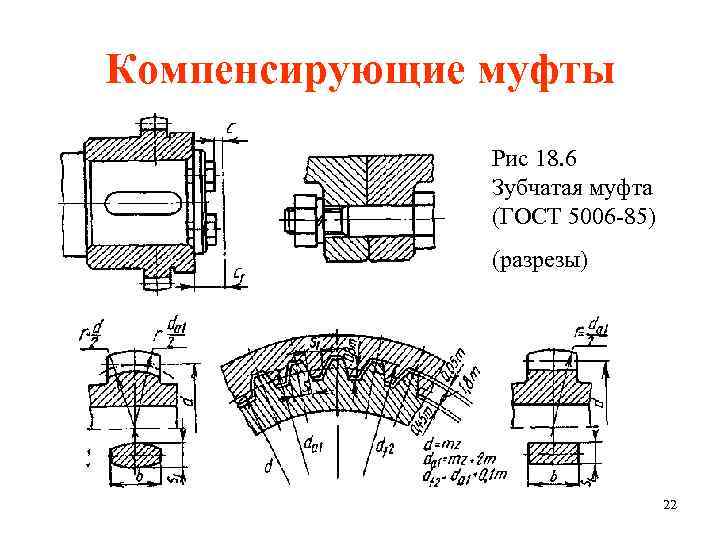
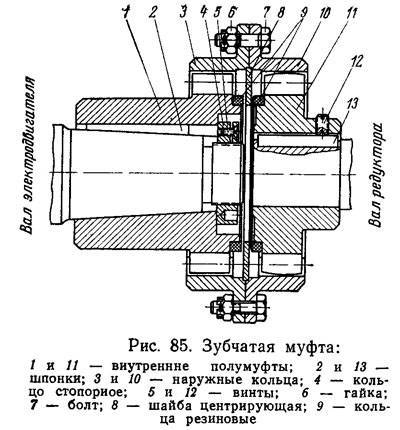
Более сложным вариантом исполнения можно назвать зубчатую муфту, которая также состоит из двух отдельных частей. Внешняя поверхность представлена зубьями, которые входят в зацепление для обеспечения надежного соединения. Осевое смещение исключается за счет применения болтов.
Кулачковая муфта – это… Что такое Кулачковая муфта?
Кулачковая муфта — это управляемая или сцепная муфта, которая состоит из двух полумуфт, расположенных на концах валов. В рабочем положении выступы одной полумуфты входят во впадины другой, при этом одна из полумуфт является подвижной при помощи механизма управления муфтой.
Конструкция
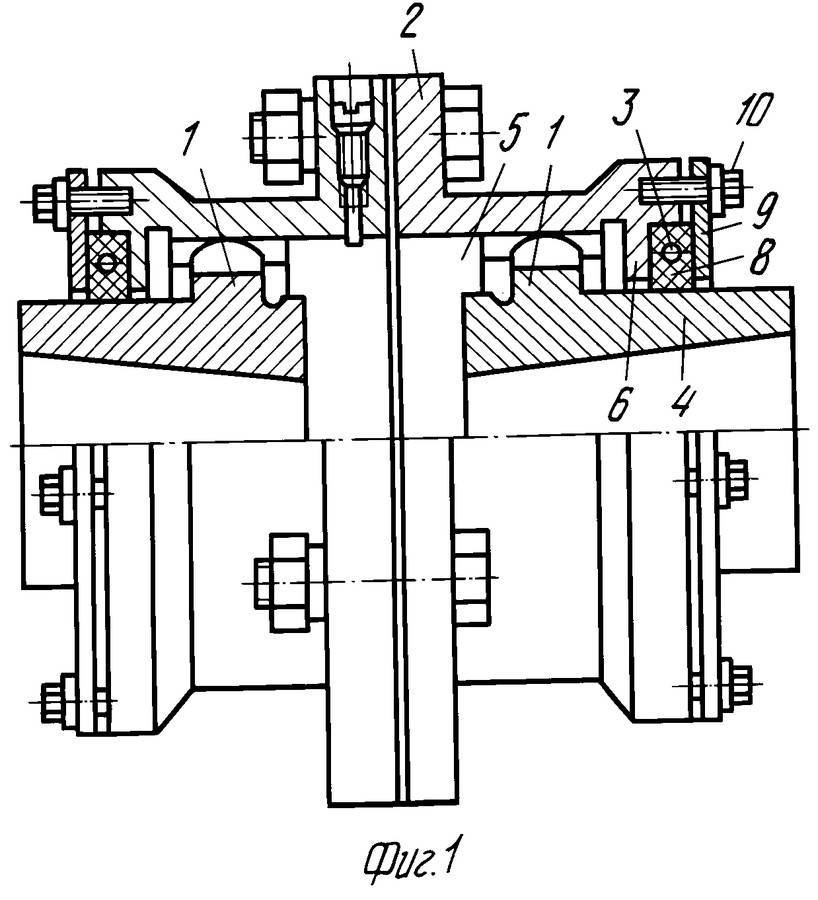
В простейшем случае муфта состоит из двух полумуфт (1) и (2) (См. рис.1), на торцах которых равномерно по кругу расположены кулачки (3). Одна полумуфта закрепляется на валу неподвижно, а другая, находящаяся на другом валу, может перемещаться вдоль этого вала. Подвижную полумуфту перемещают с помощью специального устройства — механизма управления муфтой (на рис.1 не показан). Вилку механизма управления размещают в кольцевом пазу (4) подвижной полумуфты. При введении в зацепление кулачков двух полумуфт осуществляется передача крутящего момента M от одного вала к другому (на рис. 1 муфта показана в сомкнутом состоянии). Кольцо (5) служит для центровки валов.
Распространены следующие формы профиля кулачков:
прямоугольная — требует точного взаимного расположения полумуфт в момент включения;
трапецевидная симметричная — не требует точного взаимного расположения полумуфт, поскольку боковые зазоры компенсируются изменением глубины посадки кулачков;
трапецевидная несимметричная — обеспечивает нереверсивность работы муфты за счёт того, что угол наклона одной из боковых поверхностей профиля увеличен до такой степени, что самоторможение муфты устраняется; в результате при вращении ведущего вала в одном из направлений муфта будет проскальзывать и не будет передавать вращающий момент.
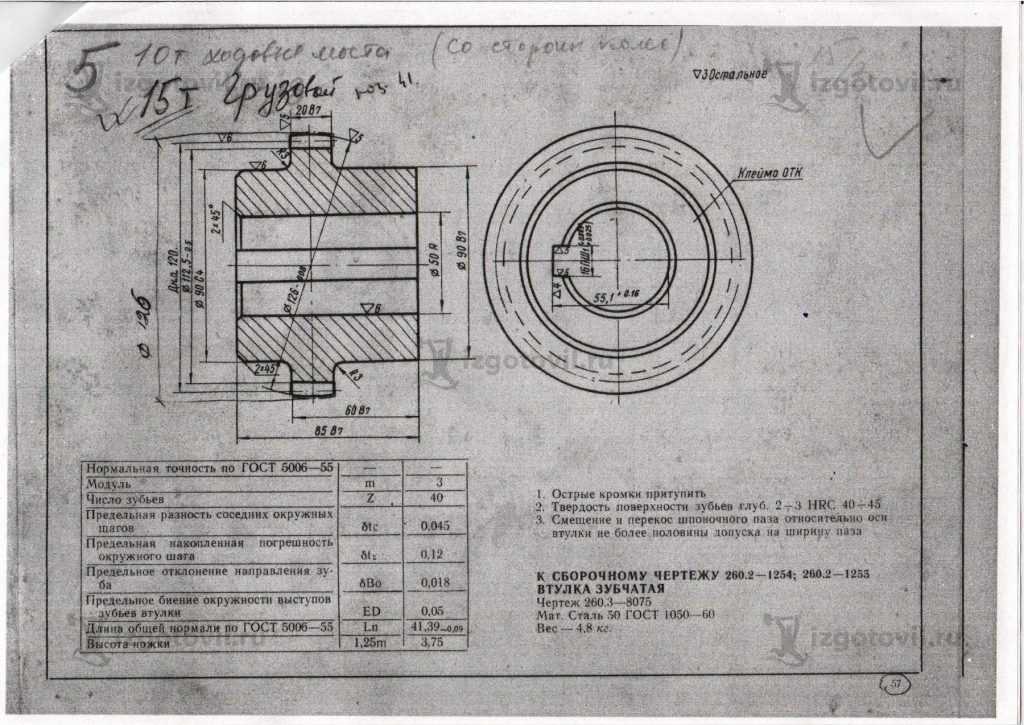
Включение кулачковой муфты при относительном вращении валов сопровождается ударами, которые могут вызывать разрушении кулачков. Поэтому такие муфты не рекомендуется использовать для включения механизма под нагрузкой и при больших скоростях относительного вращения (V ≥ 1 м/с).
Расчёт
Работоспособность кулачковых муфт определяется износом кулачков, зависящим от напряжений смятия на поверхностях соприкосновения. Эти напряжения рассчитывают приблизительно, исходя из допущения, что нагрузка распределяется равномерно между кулачками:
где: z — число кулачков полумуфты;
- K — динамический коэффициент нагрузки.
- σcм = 90…120 МПа — при включении без относительного вращения;
- σcм = 50…70 МПа — при включении на малых оборотах;
- σcм = 35…45 МПа — при включении на больших скоростях.
Для уменьшения изнашивания поверхность кулачков должна иметь высокую твёрдость, которая достигается поверхностной термообработкой или цементацией. Применение последней сохраняет вязкость сердцевины, которая повышает ударную вязкость кулачков. Муфты с цементацией кулачков изготовляют из сталей 15Х, 20Х, при поверхностной закалке — из сталей 40Х, 30ХН.
Борьба с вибрацией
В конструкциях некоторых муфт между кулачками расположен эластичный материал (рис. 2). Эластичный материал выполняет роль демпфера, и позволяет сглаживать вибрации и защищать детали от перегрузок и повреждений. Чем выше демпфирующие свойства такой муфты, тем меньшим пределом прочности при кручении она обладает.
Литература
Поляков В. С., Барбаш И. Д., Ряховский О. А. Справочник по муфтам. Л., «Машиностроение» (Ленингр. отд-ние), 1974, 352 с.
Анурьев В. И. Справочник конструктора-машиностроителя: В 3 т. / Под ред. И. Н. Жестковой. — 8-е изд., перераб. и доп.. — М.: Машиностроение, 2001. — Т. 2. — 912 с. — ISBN 5-217-02964-1 (5-217-02962-5), ББК 34.42я2, УДК 621.001.66 (035)
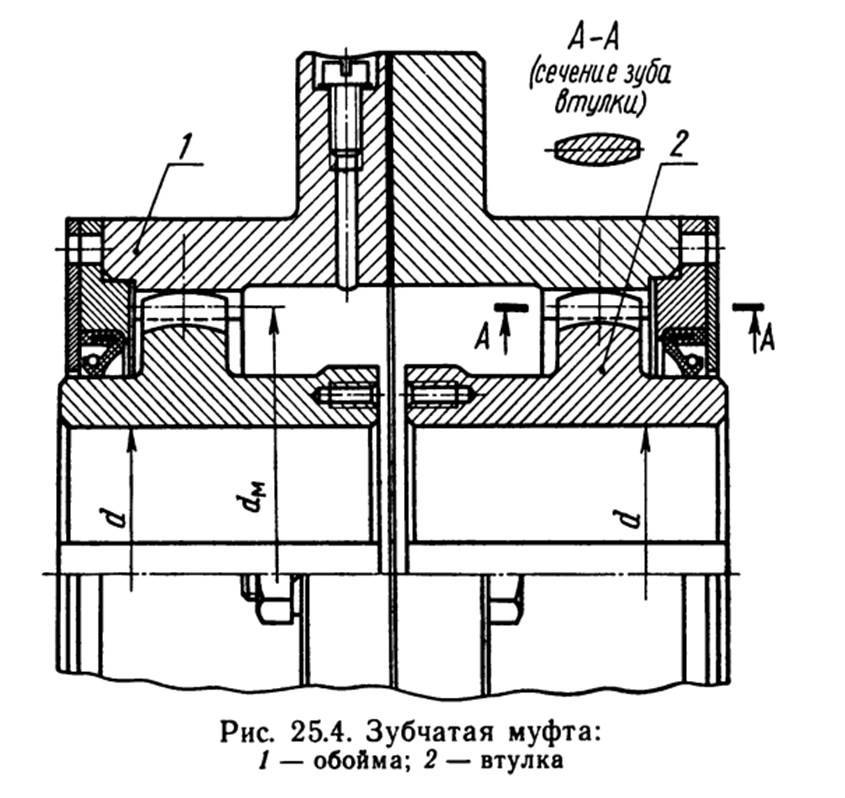
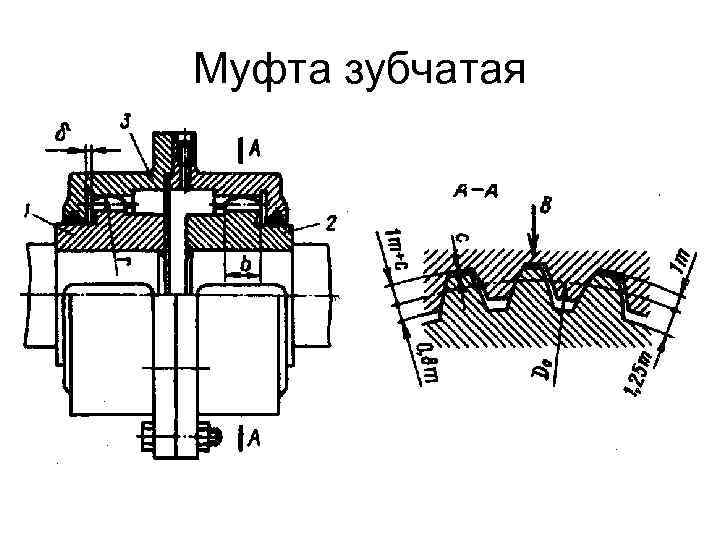
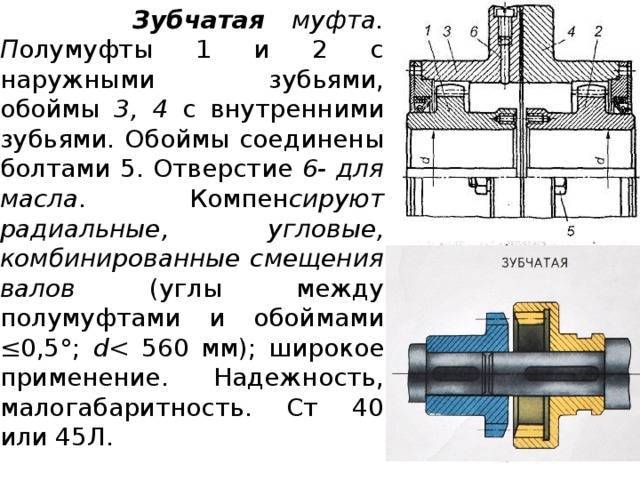
Зубчатая муфта.
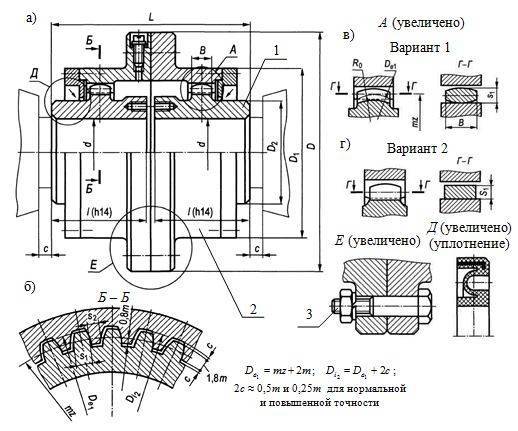
Простейшая зубчатая муфта показана на (рис. 2, а). Полумуфты ее представляют собой зубчатые колеса с зубьями эвольвентного зацепления и одинаковым числом зубьев; одна из полумуфт — с наружными зубьями, другая — с внутренними. Так же как и в кулачковой, одна из полумуфт соединена с валом неподвижно (на рис. 2, а — правая), а другая полумуфта (левая) с помощью отводки может перемещаться вдоль вала, в результате чего полумуфты и соответствующие валы сцепляются или расцепляются.
Зубчатая муфта более сложной конструкции представлена на (рис. 2, б). Муфта предназначена для поочередного включения шестерен 1 и 6. Она состоит из
- подвижной обоймы 3 с внутренними зубьями, управляемой с помощью отводки;
- неподвижной полумуфты 4 с наружными зубьями, которая находится в постоянном сцеплении с обоймой и соединена с валом шлицами;
- двух одинаковых неподвижных полумуфт 2 и 5 с наружными зубьями, каждая из которых изготовлена как одно целое со своей шестерней.
синхронизаторыфрикционные муфты
Синхронизатор простейшей конструкции для зубчатой муфты (рис. 2, б) состоит из двух конусных муфт. Наружные подвижные полумуфты 10 и 8 этих муфт соединены с обоймой 3, а внутренние неподвижные полумуфты 11 и 7 выполнены как одно целое с полумуфтами 2 и 5 зубчатой муфты. При осевом перемещении в ту или другую сторону обоймы 3 через шестерню 4 передает от отводки осевую силу конусной полумуфте 11 или 7. А так как полное включение фрикционной муфты происходит не сразу, а плавно, то происходит выравнивание угловых скоростей полумуфт зубчатой муфты.
После преодоления сопротивления пружины фиксатора обоймы и смещения фиксирующих шариков 9 внутрь муфты при дальнейшем перемещении обоймы включается зубчатая муфта.
Технические требования
Рассматриваемые зубчатые муфты с полиамидными гильзами или другие варианты исполнения должны изготавливаться исключительно с установленными требованиями настоящего стандарта.

Среди особенностей технических требований отметим следующее:
В продаже встречаются изделия различных климатических исполнения, что определяется ГОСТ 15150.
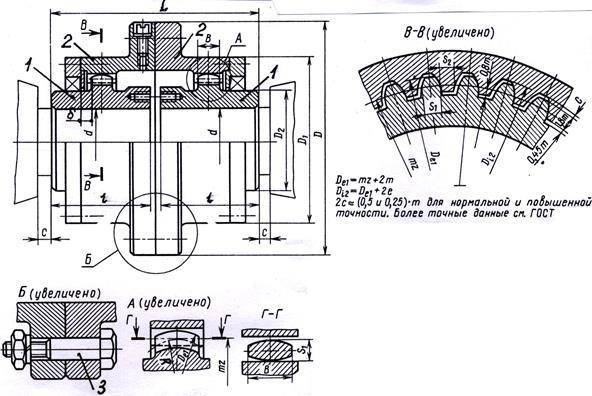
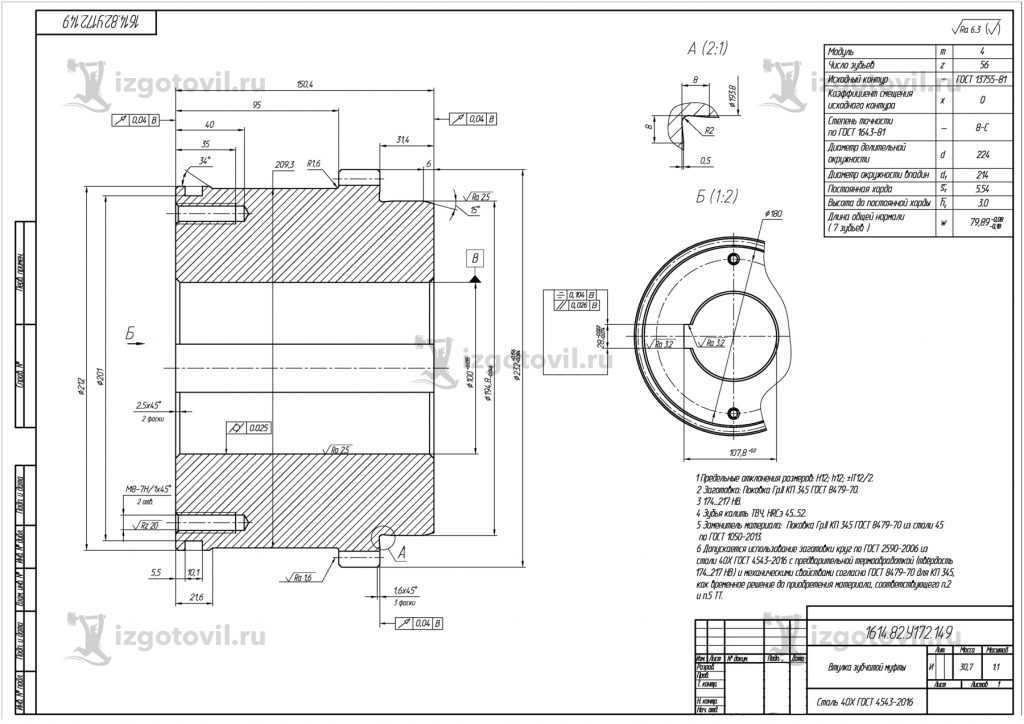
Обойма и зубья втулки изготавливаются с учетом эвольвенты с углом профиля, который получается по делительной окружности. В зависимости от предназначения детали, производство может проводится с учетом различных степеней точности. При этом выделяют закономерность, при которой увеличение скорости вращения становится причиной повышения точности проводимой обработки.
После сбора зубчатой муфты втулка может несущественно смещаться. Устанавливается максимальной отклонение, которое составляет 1 градус. Показатель углового смещения должен быть минимальным, так как в противном случае деталь не прослужит в течение длительного периода.
Втулка и обоймы должны изготавливается при применении технологии ковки или литья. За счет этого достигается довольно высокая точность размеров. При создании заготовок могут применяться самые различные материалы, чаще всего сталь 40 или 59, а также некоторые легированные составы
Некоторые производители могут применять различные сплавы при согласовании этого момента с заказчиком:
Уделяется внимание и твердости поверхности зубьев. Показатель должен варьировать в диапазоне от 42 до 51 HRC
В случае, когда окружная скорость не превышает значения 1 м/с есть возможность применять материал с твердостью поверхностного слоя в диапазоне от 248 до 302 HB.
При производстве уделяется внимание и значению параметра шероховатости. Стандарты указываются ГОСТ 2789.
Непосредственная фиксация фланцев проводится при применении болтов. При этом уделяется внимание тому, что класс прочности должен быть не менее 5,6.
Некоторые климатические варианты исполнения покрываются специальным хромированным составом, за счет которого существенно повышается степень защиты поверхности от воздействия окружающей среды.
У рассматриваемого изделия также есть резиновый элемент, который изготавливается в соответствии с климатическим исполнением Т или ОМ.
При изготовлении заготовок может применяться поковка или штамповка, изготавливаемые в соответствии с установленными стандартами.
Если изготовление проводится методом резания, то скругления должны быть не более 1 мм. При этом проводится притупление всех острых кромок, что позволяет избежать довольно большого количества проблем.
Для герметизации могут применяться самые различные уплотнительные элементы, которые разрешены в соответствии с установленными стандартами.
Парные обоймы должны иметь контрольные метки, за счет которых упрощаются монтажные работы.
Эксплуатация некоторых вариантов исполнения возможна только в случае добавления специального смазывающего вещества. Для этого в конструкции есть специальные отверстия для залива и слива смазывающего вещества.
ГОСТ 5006-83 муфты зубчатые технические условия определяют то, при каких дефектах изделие считается непригодным для использования. Наиболее важным критерием можно назвать степень износа зубьев или самой обоймы. Кроме этого, отказ может проводится в нижеприведенных случаях:
- Поломка одного зума обоймы или втулки.
- Появление трещин или разрушение основных элементов.
- Поломка любой части крепежного элемента.
- Разрушение хотя бы одного уплотнительного элемента.
При заказе производитель может изменять основные свойства изделия в соответствии с установленными нормами производства.
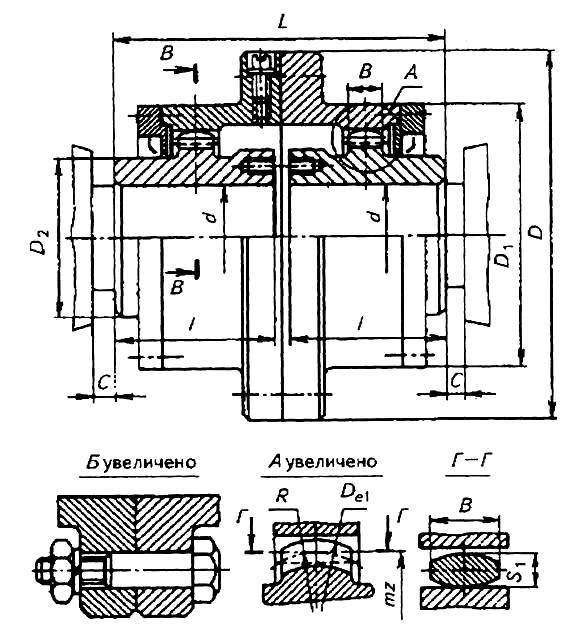
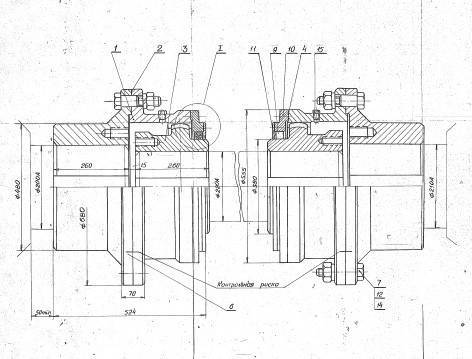
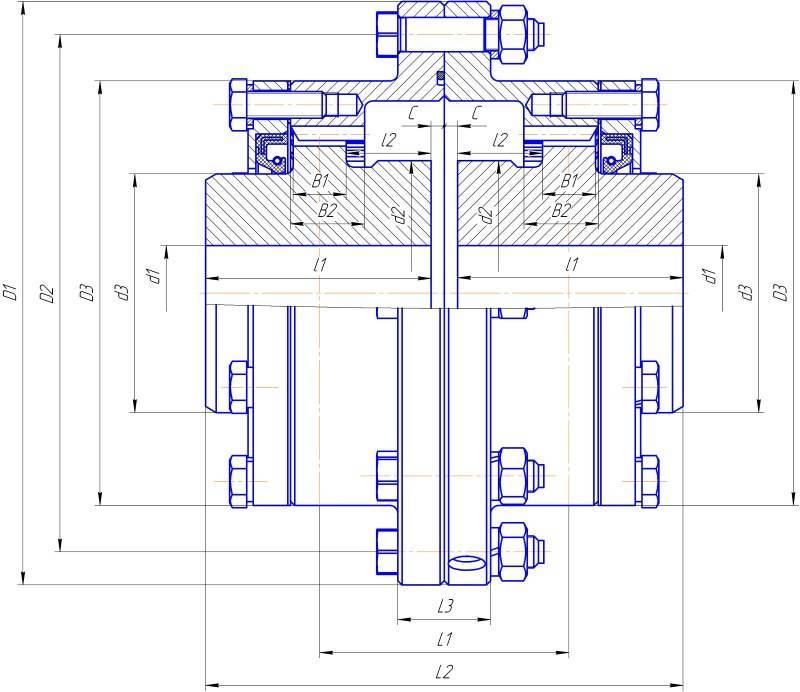
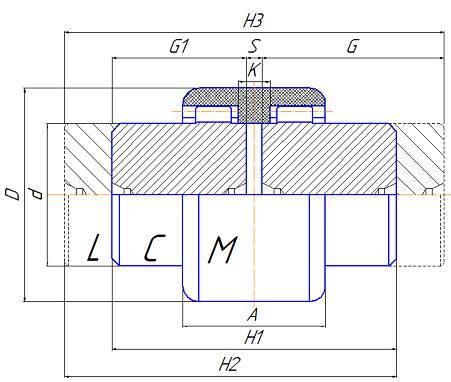
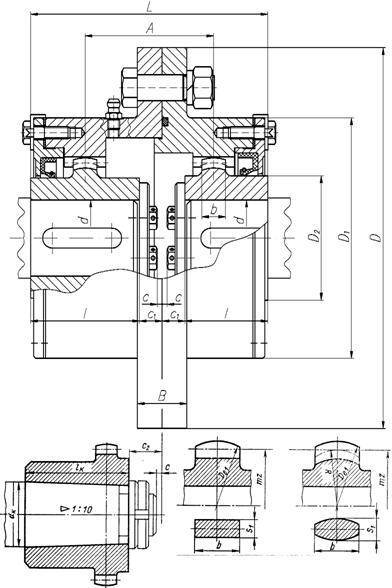
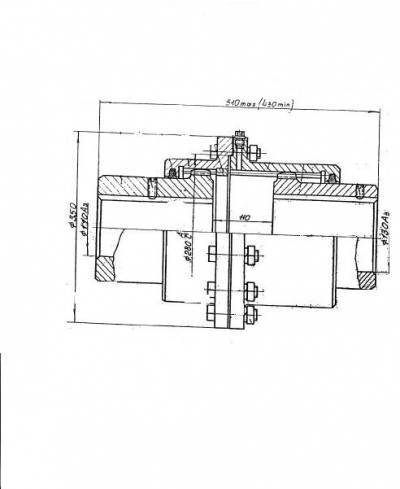
ПРИЛОЖЕНИЕ Г (рекомендуемое). Конструкция и размеры уплотнения
ПРИЛОЖЕНИЕ Г(рекомендуемое)
Рисунок Г.1
Таблица Г.1
Размеры в миллиметрах
Номи- нальный крутящий момент, Н·м | Масса, кг, не более | |||||||||||||
1000 | 55 | 64 | 80 | 90 | 65 | 79 | 82 | 72 | 78 | 2 | 3 | 0,5 | 12±0,3 | 0,15 |
1600 | 75 | 84 | 100 | 110 | 85 | 99 | 102 | 92 | 98 | 0,20 | ||||
2500 | 80 | 90 | 110 | 120 | 92 | 108 | 112 | 100 | 106 | 1,0 | 0,21 | |||
4000 | 90 | 105 | 125 | 135 | 107 | 123 | 127 | 115 | 121 | 0,22 | ||||
6300 | 100 | 125 | 149 | 160 | 127 | 147 | 152 | 137 | 146 | 3 | 4 | 15±0,4 | 0,31 | |
10000 | 140 | 151 | 175 | 185 | 153 | 173 | 177 | 163 | 172 | 0,35 | ||||
16000 | 170 | 178 | 206 | 215 | 181 | 203 | 208 | 192 | 204 | 1,5 | 0,40 | |||
25000 | 195 | 207 | 243 | 250 | 210 | 240 | 245 | 225 | 239 | 4 | 6 | 0,60 | ||
40000 | 225 | 245 | 292 | 310 | 248 | 288 | 294 | 268 | 286 | 6 | 8 | 2,0 | 18±0,6 | 0,65 |
63000 | 280 | 296 | 344 | 360 | 300 | 340 | 346 | 320 | 340 | 0,80 |
РОССТАНДАРТ ФA по техническому регулированию и метрологии
НОВЫЕ НАЦИОНАЛЬНЫЕ СТАНДАРТЫ: www.protect.gost.ru
ФГУП СТАНДАРТИНФОРМ предоставление информации из БД «Продукция России» : www.gostinfo.ru
ФА ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ система «Опасные товары» : www.sinatra-gost.ru

10 УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
10.1 Перед монтажом муфту необходимо расконсервировать. Монтаж муфты следует производить с использованием монтажных приспособлений в условиях, когда исключено загрязнение, повреждение деталей муфт. Точность установки соединяемых валов в соответствии с требованиями 4.5 настоящего стандарта и требованиями конструкторской документации на устанавливаемые муфты.
10.2 При монтаже муфты следует обеспечить свободный доступ для залива смазки, возможность сбора сливаемой смазки, контроль смазки и затяжки гаек.
10.3 При монтаже втулки с валом сопрягаемые поверхности следует смазывать солидолом по ГОСТ 4366.
10.4 При монтаже контрольные метки на парных втулках и обоймах должны совпадать.
10.5 В муфту следует заливать смазку в объеме, указанном в паспорте. Смазка должна при работе муфт покрывать полную высоту зубьев.
10.6 Марку смазки в зависимости от температурного режима следует выбирать по таблице 3.Допускаются другие марки смазки с характеристиками не ниже, чем у приведенных в таблице 4.
Таблица 4
Диапазон температур, °С | Марка смазки | Примерные сроки замены смазки | |
основная | заменяющая | ||
От минус 40 до плюс 20 | ТС-10 по ГОСТ 23652 | — | В новых муфтах первую замену масла производят через 100-150 ч работы; последующие замены масла производят через 2000-2500 ч работы |
От плюс 20 до плюс 80 | ИТП-300 ИГП-38 по ГОСТ 26191 | И-50А по ГОСТ 20799 с присадкой ДФ-11 (3…5%), при температуре выше 50 °С допускается применение смазки УНИОЛ-2 ГОСТ 23510 | |
От плюс 80 до плюс 120 | ИПП-20 по ГОСТ 26191 | ИТП-300 по ГОСТ 26191 |
Требования в техническом плане
Рассматриваемые зубчатые муфты с полиамидными гильзами или иные варианты выполнения должны изготавливаться только с установленными требованиями настоящего стандарта.
Среди свойств технических требований отметим следующее:
В продаже можно встретить изделия самых разных климатических выполнения, что устанавливается ГОСТ 15150.
Обойма и зубья втулки производятся с учетом эвольвенты с углом профиля, который выходит по делительной окружности. В зависимости от назначения детали, производство может проходит с учетом самых разных степеней точности. При этом выделяют закономерность, при которой увеличение частоты вращения оказывается основой увеличения точности проводимой обработки.
После сбора зубчатой муфты втулка может несущественно смещаться. Ставится самой большой отклонение, которое составляет 1 градус. Критерий углового смещения должен быть маленьким, так как в другом случае деталь не будет служить в течение долгого периода.
Втулка и обоймы должны делается при использовании технологии ковки или литья. Благодаря этому достигается довольно большая точность размеров. При разработке заготовок используют очень разные материалы, очень часто сталь 40 или 59, а еще некоторые легированные составы
Большинство производителей могут использовать разные сплавы при согласовании данного момента с заказчиком:
Уделяют внимание и твердости поверхности зубьев. Критерий должен варьировать в диапазоне от 42 до 51 HRC
В случае, когда окружная скорость не превышает значения 1 м/с есть возможность использовать материал с твердостью слоя поверхности в диапазоне от 248 до 302 HB.
При изготовлении уделяют внимание и значению параметра шероховатости. Нормы указываются ГОСТ 2789.
Непосредственная фиксация фланцев проходит при использовании болтов. При этом уделяют внимание тому, что прочностный класс должен быть не менее 5,6.
Некоторые климатические варианты выполнения покрываются специализированным хромированным составом, за счёт которого значительно увеличивается защитная степень поверхности от влияния внешней среды.
У рассматриваемого изделия также есть резиновый компонент, который производится в согласии с погодным исполнением Т или ОМ.
Во время изготовления заготовок может использоваться поковка или штамповка, изготавливающиеся в согласии с принятым стандартами.
Если изготовление проходит методом резания, то скругления обязаны быть не больше 1 мм. При этом проходит притупление всех заостренных кромок, что дает возможность избежать неограниченного количества проблем.
Для покрытию герметиком используют очень разные уплотнительные детали, которые разрешены в согласии с принятым стандартами.
Парные обоймы должны содержать контрольные метки, благодаря им упрощаются установочные работы.
Работа отдельных вариантов выполнения возможна лишь в случае добавки специализированного вещества для смазки. Для этого в конструкции имеются особые отверстия для залива и слива вещества для смазки.
ГОСТ 5006-83 муфты зубчатые техусловия формируют то, при каких дефектах изделие считается мало пригодным для применения. Наиболее определяющим параметром можно назвать степень износа зубьев или самой обоймы. По мимо этого, отказ может проходит в приведенных ниже случаях:
- Неполадка одного зума обоймы или втулки.
- Образование трещин или разрушение важных элементов.
- Неполадка одной из частей элемента крепления.
- Разрушение хотя бы одного уплотнительного элемента.
При заказе изготовитель может менять важные характеристики изделия в согласии с установленными нормами производства.
Конструкция
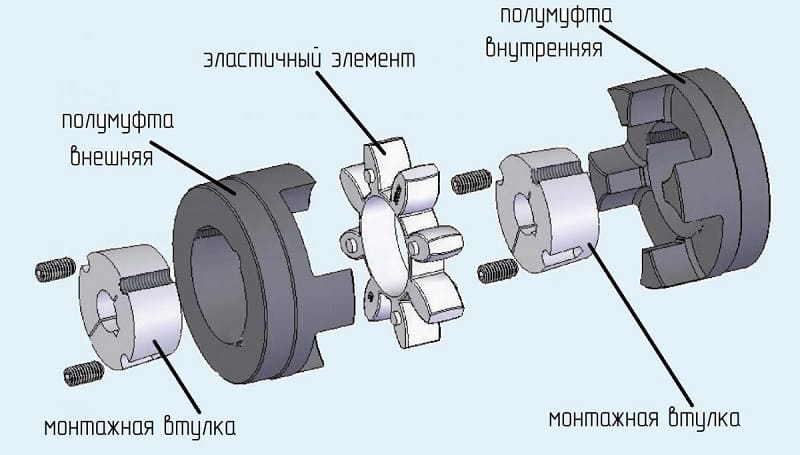
Конструкция кулачковых муфт может отличаться в зависимости от их вида, но все они имеют следующие основные части:
- ведущая полумуфта, закрепляется на ведущем валу;
- зубчатый венец (звездочка);
- ведомая полумуфта, может двигаться по своему валу продольно, используя шпоночное или шлицевое соединение.
В разъединенном состоянии полумуфты разведены в стороны, валы имеют возможность вращаться независимо друг от друга. На их торцах выточены кулачки в форме треугольников или трапеций, служащие для зацепления с зубцами звездочки. кулачки
Между полумуфтами располагается зубчатый венец, его зубья выполнены в виде эвольвенты.
Когда необходимо провести соединение, подвижная полумуфта пододвигается к неподвижной. Их кулачки входят в зацепление, звездочка проворачивается на небольшой угол и занимает место между кулачками, обеспечивая плотный контакт между ними. Валы соединяются и готовы к передаче крутящего момента.
Звездочку для кулачковой муфты делают из упругого эластичного материала. Она служит для того, чтобы гасить динамические нагрузки, возникающие при включении муфты и при дальнейшем вращении. Кулачки полумуфт и зубцы звездочки рассчитаны таким образом, чтобы заполнять весь объем зоны зацепления, превращая конструкцию в практически цельную деталь. Это необходимо для передачи больших крутящим моментов и большой мощности без потерь энергии на соударения, трение и вибрацию.
Для минимизации вибраций во время работы поверхности полумуфт и звездочки должны быть выполнены с высокой точностью и тщательно обработаны.
Подключение/отключение кулачковой муфты при высокой относительной осевой скорости вращения (свыше 1 метра в секунду) приводит к сильным ударам и повреждению устройства. Категорически недопустимо отсоединять муфту, находящуюся под рабочей нагрузкой.
Комплектность поставки
Обычно в базовый комплект поставки промышленной кулачковой муфты с механическим приводом входят две полумуфты, зубчатый венец в сборе, упаковка и документация.
В качестве дополнительной опции предлагается установочный винт, облегчающий монтаж устройства на оборудование. Если кулачковая муфта оснащена электромагнитным или гидравлическим приводом, добавляется монтажная схема для подключения к гидравлике или электрической схеме агрегата.
На заводе изготовителе муфту собирают и испытывают на тестовом стенде, о результатах делают отметку в отгрузочном паспорте изделия.
Самодельная соединительная муфта
Для существенного снижения затрат рассматривается возможность использования самодельной конструкции. Среди особенностей выделим следующие моменты:
- Для создания самодельной конструкции требуется звездочка, которая может быть снята с коленчатого вала двигателя внутреннего сгорания.
- Передача вращения осуществляется при помощи цепи. За счет применения стали при изготовлении этого изделия существенно повышается прочность.
- Подключение осуществляется за счет двух полумуфт. При этом звездочка должна распиливаться пополам. На каждую полумуфту будет навариваться обрезанная часть звездочки.
- Крепление полумуфты осуществляется при помощи болтов. Однако, подобный способ соединения не рекомендуется в случае, если оказываемая нагрузка существенная. Фиксация разъемных элементов обеспечвается за счет шпонки при передаче большого усилия.

Приведенная выше информация указывает на то, что подобное изделие может быть изготовлена при применении подручных материалов. При этом полученное устройство устанавливается для передачи высокого крутящего момента.

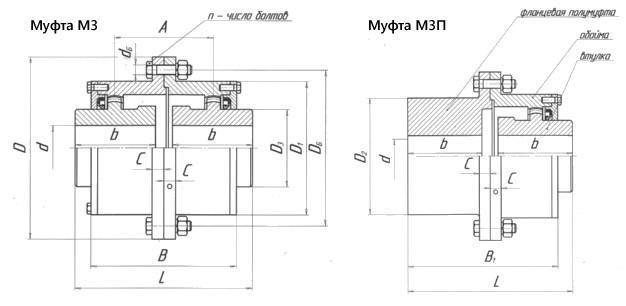
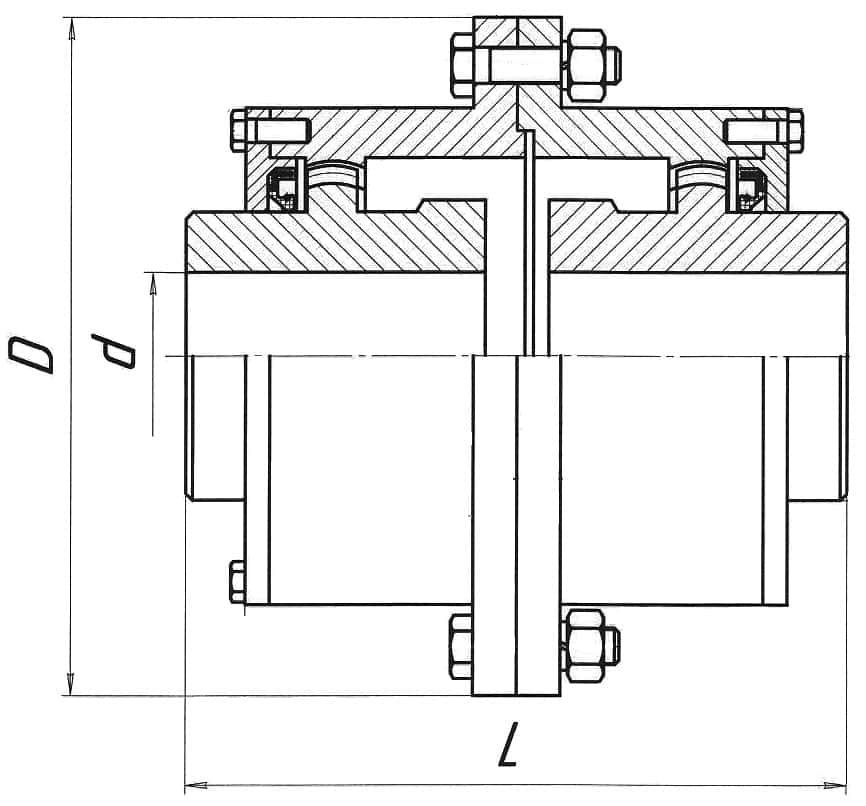
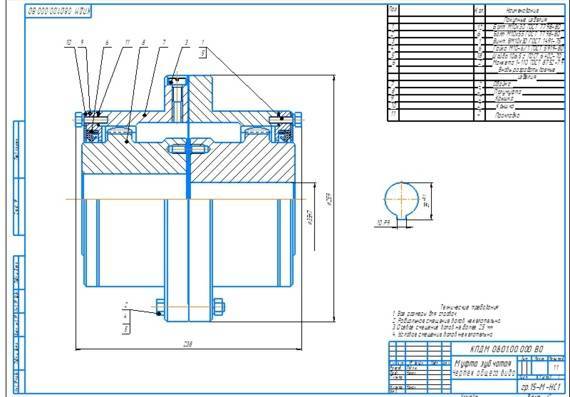
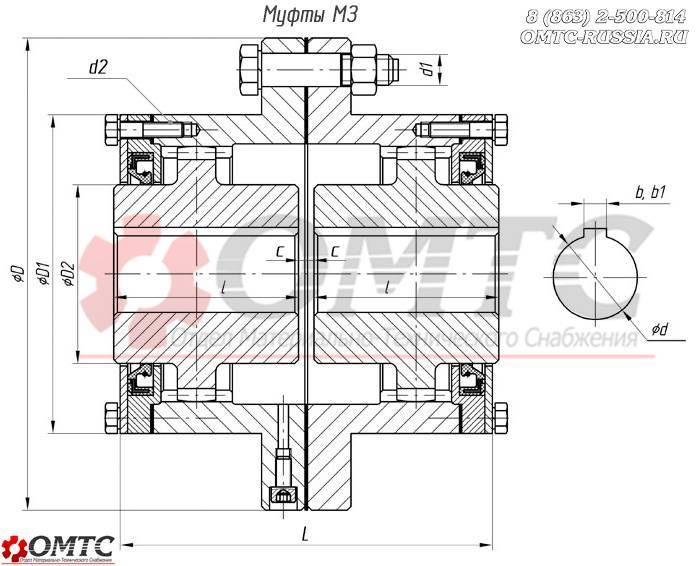
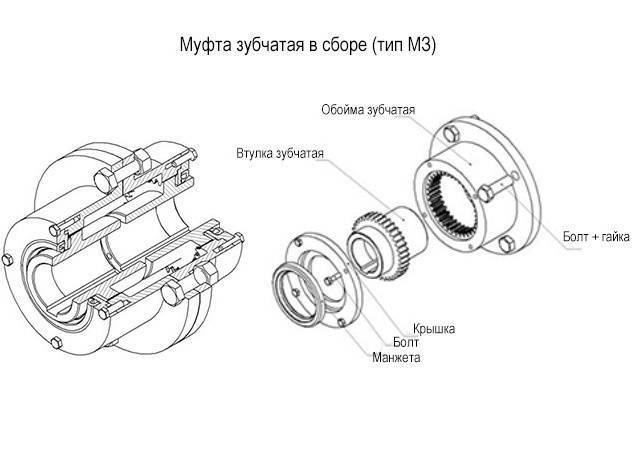
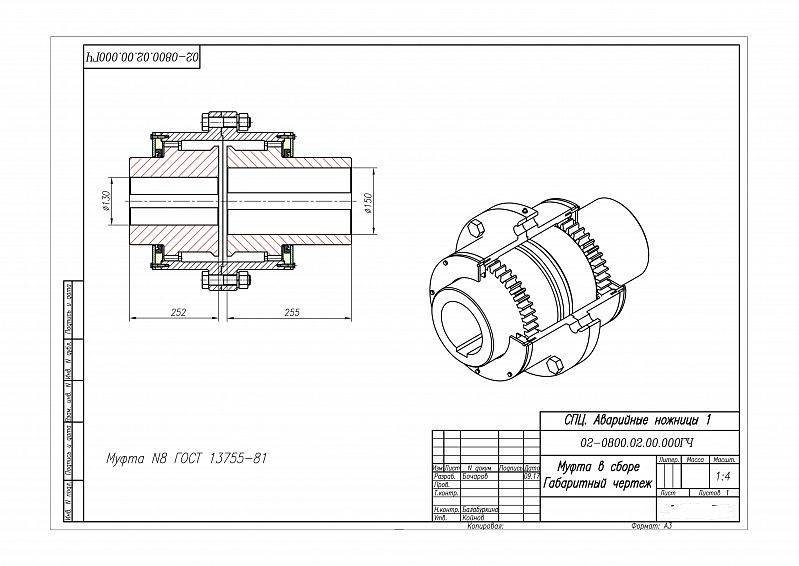
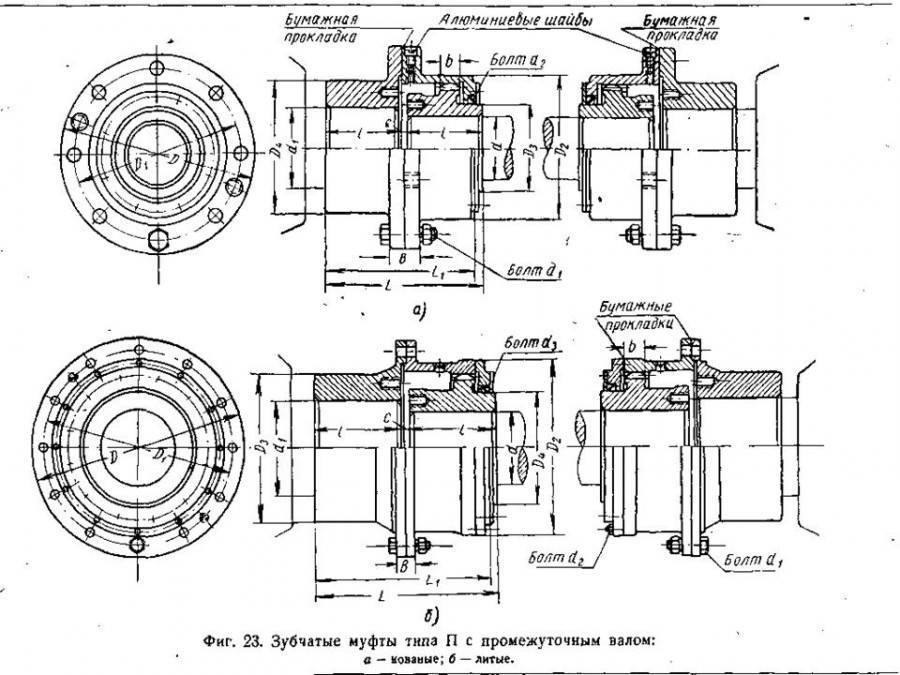
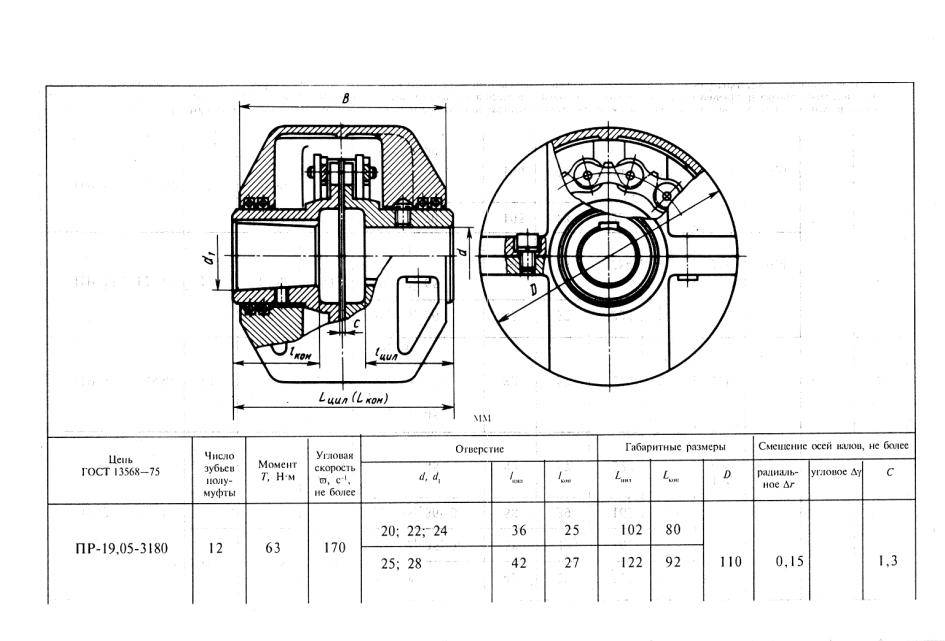
Муфты зубчатые тип МЗ ГОСТ 5006-55 (50895-96)
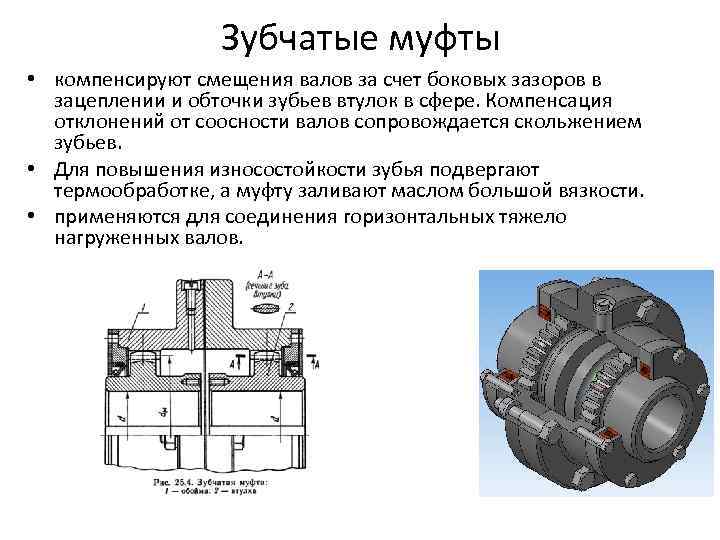
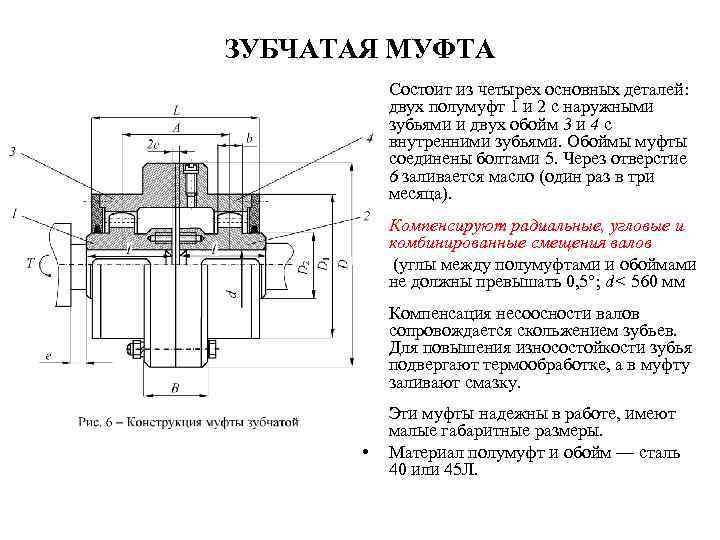
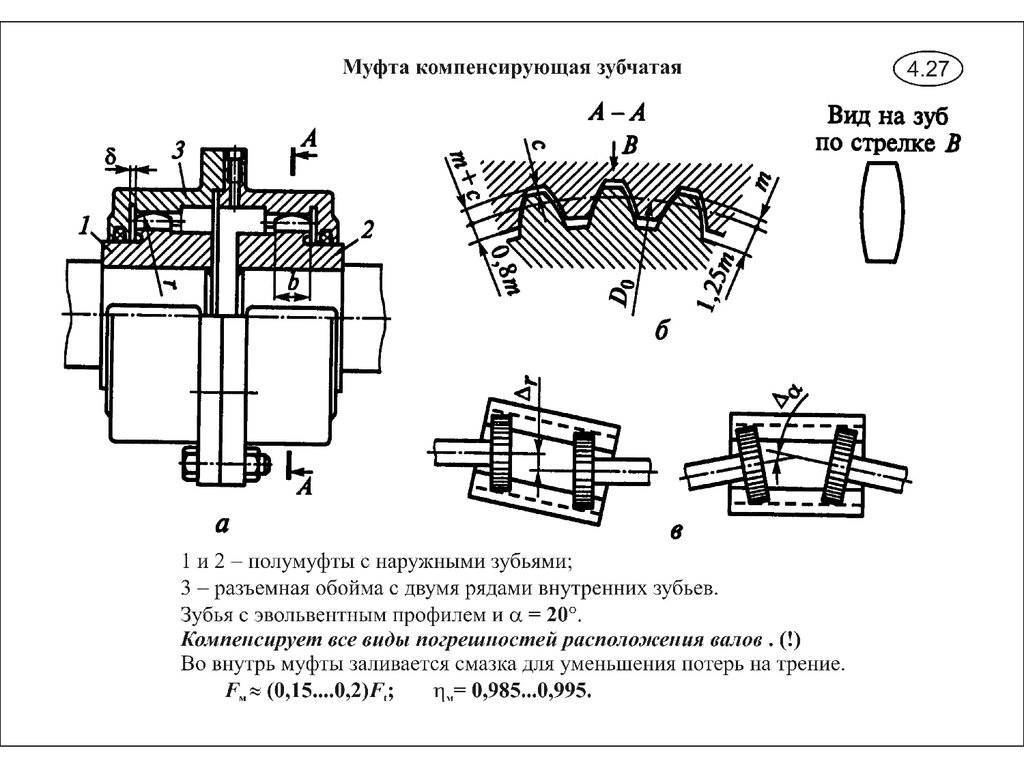
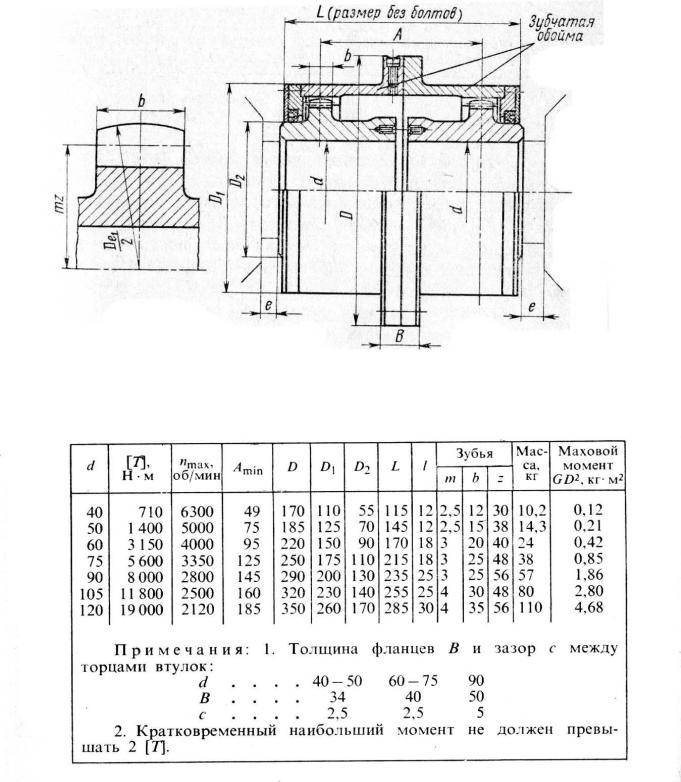
Муфты зубчатые (МЗ) –представляют собой механический узел, который предназначен для компенсации разных типов смещений валов, а также для передачи энергии вращения от одного вала к другому. Такой результат возможен благодаря использованию зубчатого зацепления,имеющего боковой зазор, а также возможности смещения по своей оси сопряженных зубьев. При этом зубья имеют сферическую внешнюю поверхность и бочкобразную форму.
Функции зубчатых муфт частично такие же как у карданных передач, но муфта, обычно, может компенсировать не большие углы (4-5 градусов) смещения, по сравнению с передачейкарданной. Кроме этого, указанные муфты могут обеспечивать передачу большего вращающего момента чем карданные передачи, но при этом им присуща повышенная вибрация.
Для применения зубчатых муфт общего машиностроительного применения, которые изготавливаются с целью соединения угловых валов с соосными, существуют государственные стандарты, предусмотренные ГОСТом 5006-94 и ГОСТом Р 50895-96. Такой стандарт применяется только для муфт, что используются для компенсации осевых и радиальных смещений при передаче вращения в рамках 1000-63000 Н*м.
Практика эксплуатации муфт зубчатых показывает, что основной причиной выхода из строя таких узлов является износ зубьев.
Поэтому для увеличения износостойкости и получения их большей твердости зубья муфт подвергают термической обработки. Степень обработки зависит от функциональных особенностей составляющих частей муфты, а также ее назначения.
Копейский механический завод «Горняк» изготовляет муфты зубчатые, что характеризуются стойкостью к высоким нагрузкам, применяются в широких диапазонах вращающих моментов и угловых скоростей.
Производимые на КМЗ «Горняк» зубчатые муфты имеют максимальный допустимый перекос осей втулок, что не превышает 130º (при нулевом смещении осей)
Копейский механический завод «Горняк» также выпускает и другие типы муфт зубчатых, таких как МЗП и МУВП.
Муфты МЗП полностью соответствуют ГОСТу 50895-69.МЗПиспользуются в случае, когда предусмотрено наличие промежуточного вала, с целью соединения горизонтальных одноосных валов. Их отличием является то, что полумуфта,что состоит из втулки и зубчатой обоймы, заменена на фланцевую полумуфту с запрессованным валом.
Муфты МУВП полностью соответствуют ГОСТу 21424 и применяютсяприсоединенияходноосных валов. Они используются при необходимости передачивращающего момента в диапазоне 6,3 – 16000 Нхм. Благодаря таким муфтам уменьшаются динамические нагрузки, при радиальных, угловых и осевых смещениях валов.Подобные муфты имеют очень мягкий пуск, что обеспечивается прорезиненными пальцами. Кроме этого, МУВП муфты способны заменить муфты ЗМ в механических устройствах, которые предназначены для подъема и перемещенияразнообразныхгрузов.
Зубчатые муфты всех видов, производимые на КМЗ «Горняк», изготавливаются с высококачественного сырья и заготовок, поэтому мы наш завод гарантирует долгую и надежную работу наших изделий.
Чтобы заказать зубчатые муфты на нашем заводе или узнать более детальную информацию о нашей продукции, а также по вопросам доставки, звоните по телефону, указанному на сайте.
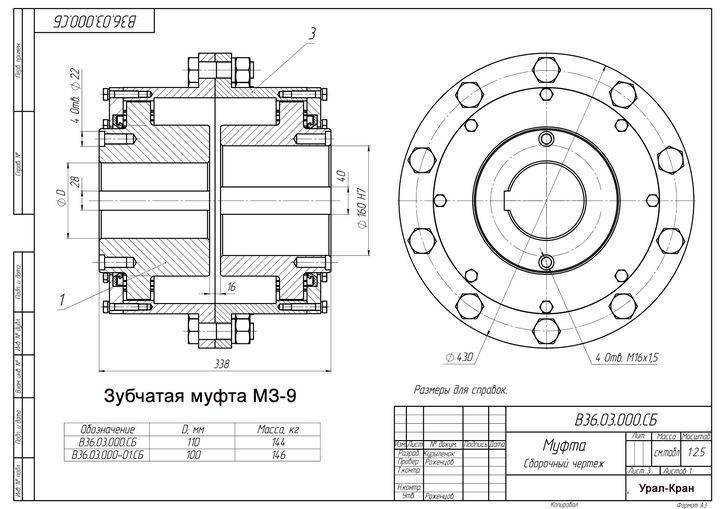
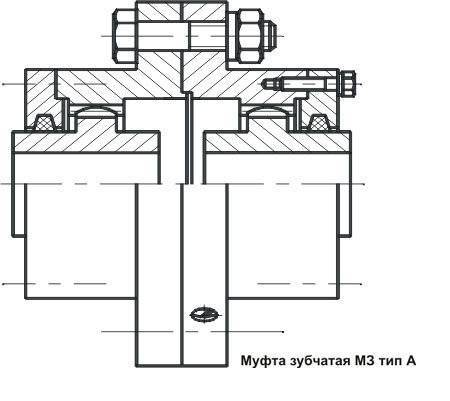
Муфты зубчатые тип МЗ ГОСТР 50895-96 (5006-83):
В продаже встречается просто огромное количество вариантов исполнения различных муфт, все они характеризуются своими определенными достоинствами и недостатками. Специфическим предложением можно назвать зубчатую муфту. Был разработан целый набор технической документации, который должен учитываться.

Область применения
Определенные эксплуатационные характеристики во многом влияют на область применения устройства. Зубчатая муфта получила широкое распространение в машиностроительной области. Среди особенностей применения отметим следующее:
- Устанавливается для связи горизонтальных валов, расположенных на одной оси.
- Основное предназначение заключается в передаче крутящего момента, который варьирует в пределе от 1000 до 6300 Нм.
- Смещение может быть угловым или радиальным, а также осевым.
- Рекомендуемая рабочая температура составляет не более 120 градусов Цельсия. При этом в продаже встречаются различные климатические варианты исполнения, что также нужно учитывать.
- При производстве учитываются установленные стандарты в ГОСТ.

В машиностроительной отрасли требуются различные варианты исполнения зубчатой муфты, рассматриваемый характеризуется определенными эксплуатационными свойствами. Зубчатая муфта производится с учетом установленных стандартов в технической документации.
7 ПРАВИЛА ПРИЕМКИ
7.1 Муфты подвергают следующим видам испытаний: приемо-сдаточным, периодическим, типовым, сертификационным.
7.2 Приемо-сдаточные испытания
7.2.1 Каждую муфту подвергают внешнему осмотру на соответствие требованиям 4.2, 4.5, 4.22. Измерению размеров по требованиям 3.4, 4.3, 4.4, 4.14, 4.16, 4.17, 4.18 (в части угла конусности поверхности А), 4.19, проверке на соответствие требованиям 5.6 (после заливки смазки) подвергают 10% муфт от партии, но не менее пяти штук.
7.2.2 Каждую муфту с индексом С подвергают испытанию на соответствие требованиям безопасности 5.2 без нагрузки при частоте вращения не менее 130% от допускаемой частоты вращения в течение не менее 2 мин в каждую сторону вращения. Далее муфту подвергают испытанию под нагрузкой номинальным крутящим моментом при том же значении частоты вращения не менее 5 мин в каждую сторону вращения (требования пункта являются обязательными с 01.01.98).После испытаний муфту вновь подвергают внешнему осмотру на соответствие требованиям 4.22, 4.25, 5.6 и измерению размеров по требованиям 3.4 (только размеры и ), 4.16.
7.3 Периодические испытания
7.3.1 Периодические испытания проводят не реже одного раза в три года.
7.3.2 Количество муфт каждого типоразмера, подвергаемых испытаниям, должно быть не менее пяти.При выпуске нескольких однотипных различных размеров муфт допускается подвергать испытаниям отдельные несоседние типоразмеры, представляющие весь ряд, но не менее 25% от общего числа типоразмеров, входящих в ряд.При применении единых материалов и единого технологического процесса для изготовления муфт допускается испытание по 7.3.3 проводить на одном типоразмере-представителе всего ряда муфт по стандарту.Допускается указанные испытания проводить в эксплуатации при соблюдении предусмотренных стандартом условий эксплуатации.
7.3.3 При периодических испытаниях проверяют:обеспечение передачи номинального крутящего момента при длительной работе с постоянной нагрузкой одного направления при наибольшей допустимой частоте вращения муфты в течение срока не менее 10% от 90%-ного ресурса, указанного в 4.23, при этом проверяют обеспечение требований 5.2 и 5.6;обеспечение требований ГОСТ 15150 для соответствующих климатических исполнений и категорий муфт.
7.4 Типовые испытания
7.4.1 Типовые испытания проводят при изменении конструкции, материалов или технологии, если эти изменения могут оказать влияние на изменение основных параметров и эксплуатационных показателей муфт.
7.4.2 Испытаниям должно быть подвергнуто не менее десяти муфт проверяемого типоразмера.
7.4.3 Испытания проводят по 7.2.2 и 7.3.3.
7.5 Если при периодических и типовых испытаниях хотя бы одна муфта оказалась не соответствующей установленным требованиям, то следует проводить повторные испытания на удвоенном количестве муфт.Результаты повторных испытаний являются окончательными.
7.6 При контрольной проверке качества полумуфт и соответствия их показателей требованиям настоящего стандарта должны применяться следующие правила отбора проб: внешний осмотр – вся партия; проверка основных размеров – 5% от партии, но не менее 5 шт.
7.7 Сертификационные испытания
7.7.1 Сертификационные испытания проводят с целью установления соответствия характеристик муфт требованиям настоящего стандарта или других нормативных документов.
7.7.2 Муфты, подвергаемые испытаниям, должны соответствовать чертежам и вышеуказанным нормативным документам.
7.7.3 Сертификационные испытания должны проводиться испытательной лабораторией, аккредитованной на право проведения сертификационных испытаний муфт данного типа по требуемому набору параметров.
7.7.4 Основными видами сертификационных испытаний муфт данного типа являются испытания по требованиям безопасности 5.2 и 5.6, осуществляемые по 7.2.2, 7.3.3.
7.7.5 Объем и порядок выборки муфт каждого типоразмера, продолжительность, условия сертификационных испытаний, не установленные настоящим стандартом, устанавливает орган по сертификации с учетом отраслевых и заводских нормативных документов.
Требования безопасности и охраны окружающей среды
Муфта зубчатая, как и другие варианты исполнения, должна эксплуатироваться исключительно с учетом определенных правил безопасности. Они следующие:
- Трещины на поверхности втулки или обоймы считаются недопустимым дефектом. Кроме этого, не должны разрушаться крепежные изделия.
- Если частота вращения более 50% указанного в таблице стандарта, то должны устанавливаться варианты исполнения версии с индексом С. Этот момент считается обязательным.
- Рассматриваемый элемент механизма защищается при помощи кожуха. При этом исключается вероятность контакта с человеком.
- Непосредственное обслуживание проводится только при снятой нагрузке и отключении привода.

Кроме этого, не допускается вытеснения смазывающего вещества на момент эксплуатации. Это связано с тем, что при работе без смазки поверхность быстро изнашивается.