

Критерии выбора
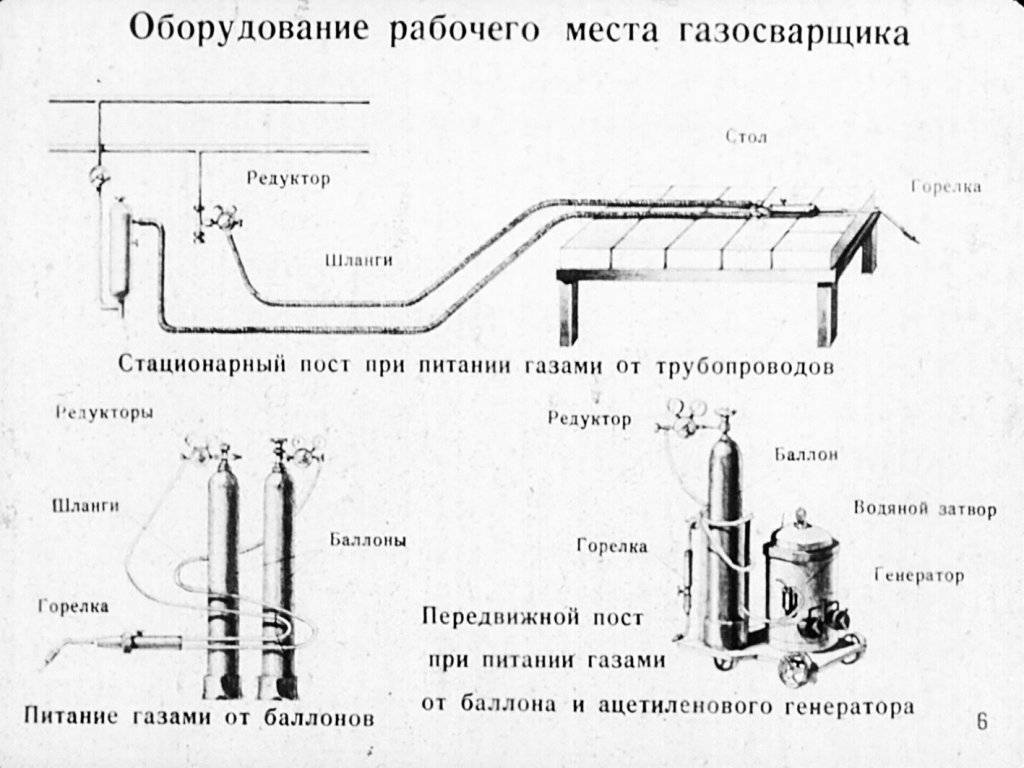
Для ацетиленовой сварки используется распространённое и дешевое оборудование. Раньше газ получали в газогенераторах, но сейчас, в основном, больше используют баллонный ацетилен. Его баллон окрашен белым цветом. Для осуществления процесса окисления применяют баллонный кислород, который перевозят на тележках, особой конструкции.
Существует ряд типоразмеров горелки, маркируемых по толщине свариваемого металла. Самый малый номер – 0, а самый большой – 7. Для выполнения газопламенной обработки с использованием ацетилена применяются исключительно ацетиленовые горелки. Основным моментом в их выборе являются технические параметры выполняемой работы: толщина свариваемых изделий, химический состав материала и используемые диаметры наконечников, от которых будет зависеть размеры соединительного шва и качественность выполнения операции. В связи с чем, подбор ацетиленовой горелки выполняют с учетом требований к обрабатываемым деталям.

Ацетиленовая горелка Донмет-251
Сегодня самыми использованными горелками являются:
- Г2 для проведения сварки при помощи различные наконечники, от 0 до 4 размера включительно, с толщиной деталей от 0.2 до 7.0 мм и максимальной скоростью сварки до 200 мм/мин.
- Г3, Донмет-251 для сварки металла толщиной до 30.0 мм, с наконечниками от 2 до 7 размера и поддержанием режимного давления кислорода и ацетилена. Например, для сварки элементов толщиной от 7.0 до 11.0 мм используют наконечник No 5, с давлением кислорода от 2 до 3 кгс/см2, а ацетилена от 0.4 до 1.0 кгс/см2. При этом можно обеспечить скорость сварки до 45 мм/мин.
- Резак Р2А-02М “Сварог”, предназначен для резки листа из черных металлов.
Особенности газовой сварки
 Газы, которые отлично горят в воздухе и при этом не достигают высокой температуры: ацетилен; метан; пропан; водород; пары бензина.
Газы, которые отлично горят в воздухе и при этом не достигают высокой температуры: ацетилен; метан; пропан; водород; пары бензина.
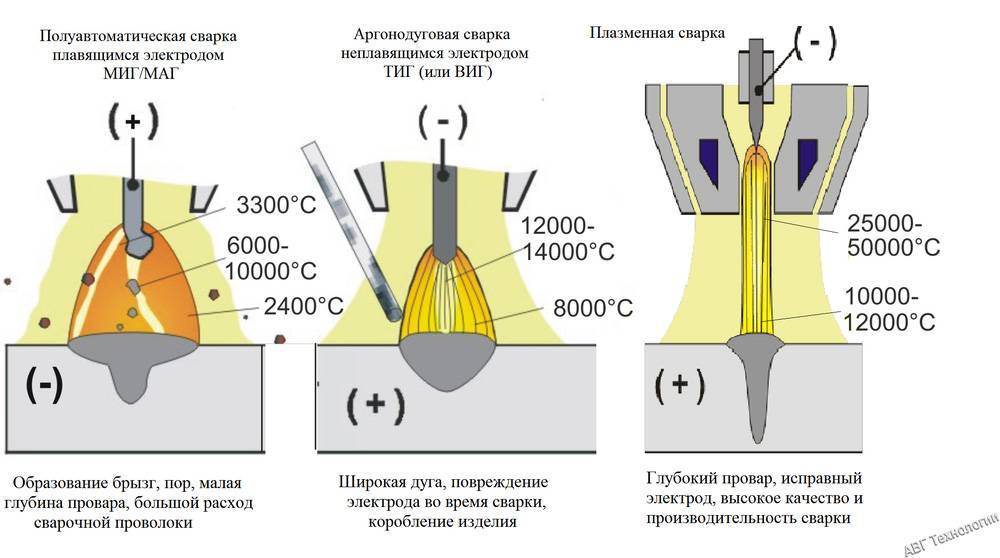
Чтобы они сгорели, понадобится кислородная струя. Сварка чаще всего проводится на основе ацетилена, который вырабатывается при реакции карбида кальция и воды. Горение происходит при температуре от 3200 до 3400 градусов Цельсия.
К ценным качествам газосварки относят следующие:
- доступность;
- ненужность наличия электричества;
- простоту сварочного оборудования.
Однако, процесс такой работы нельзя назвать высокопроизводительным, так как всё выполняется вручную. А эксплуатационные и механические свойства готового изделия не всегда соответствуют высокому качеству.
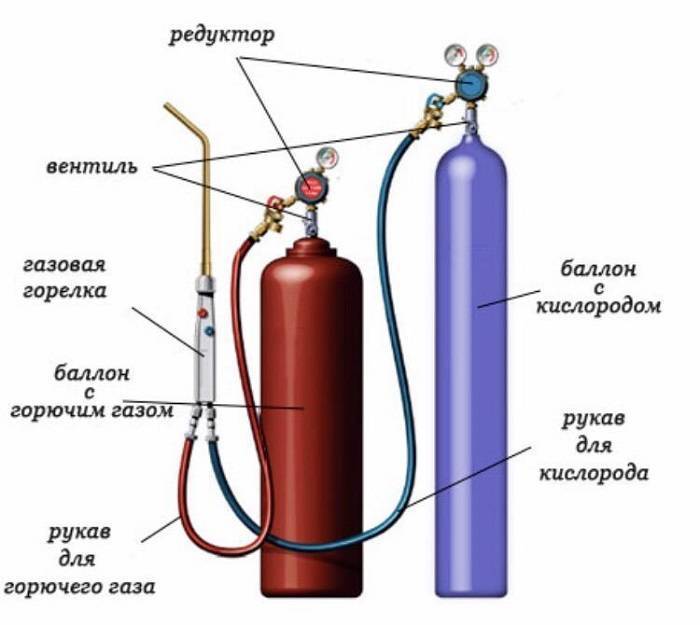
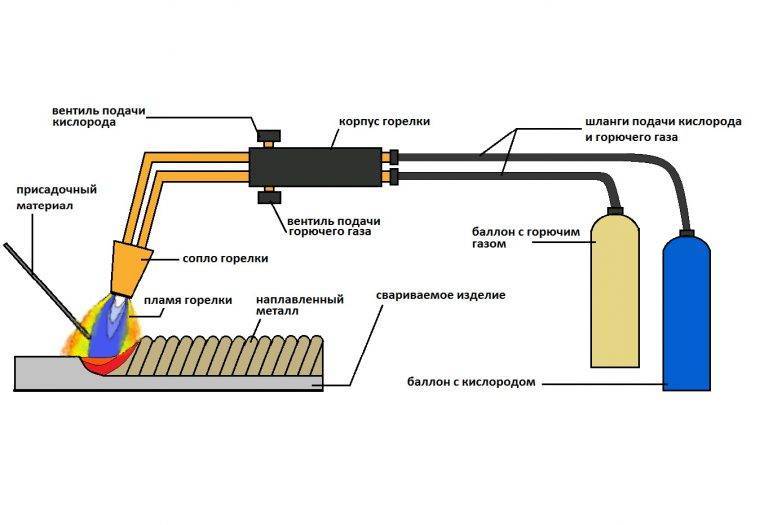
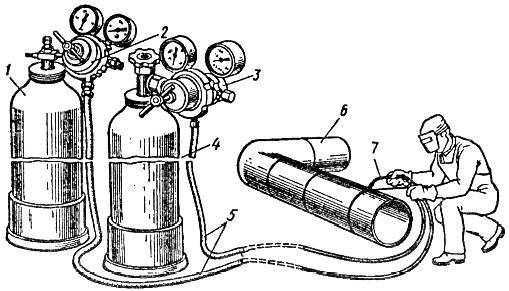
При работе сварочного аппарата, кислород подаётся из специального кислородного баллона, который по ГОСТу окрашивается в голубой или синий цвет. Чтобы обеспечить беспрерывный процесс, кислород должен подаваться на горелку при слабом давлении, равномерно.
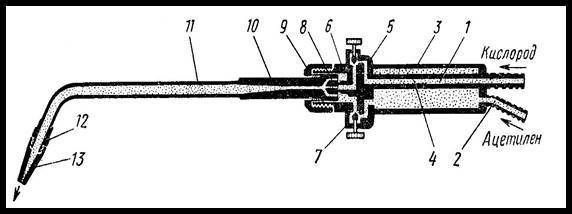
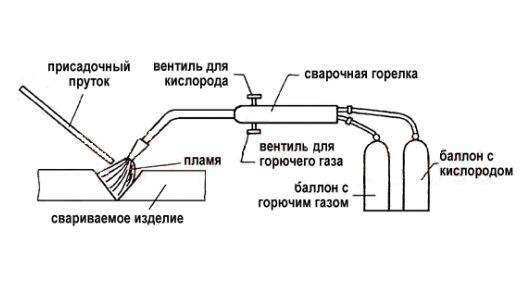
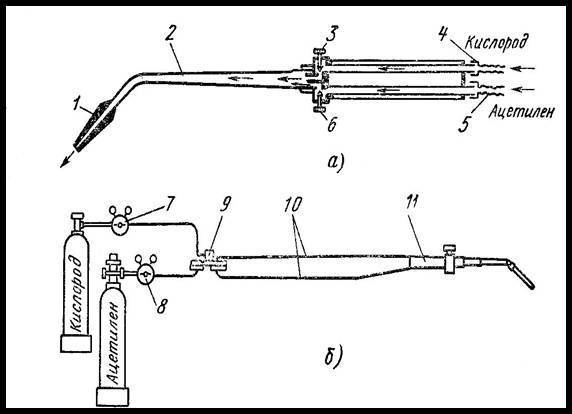
Для таких целей баллоны комплектуются редукторами, которые контролируют и регулируют подачу кислорода. К горелке подводятся шланги — кислородный и ацетиленовый. Кислород подают по центральному каналу: струя разряжается, засасывает ацетилен, который поступает под небольшим давлением в горелку. В камере газы перемешиваются и выходят из наконечника наружу.
Материалы для выполнения сварки с использованием газа
Технологический процесс с применением газовых материалов зависит от ряда причин и факторов. Основным и не изменяемым газом является кислород при технологически чистом виде. Предназначение состоит в активации процессов горения металлических деталей для соединения в последующем времени. Газ транспортируется, содержится под высоким давлением для продолжительной работы вне заправочной станции. Хранение, контакты с техническими маслами недопустимо, а также не рекомендуется использовать кислород под прямыми солнечными лучами.
Получение чистого кислорода происходит из обычного воздуха, для очистки используются специальные устройства. Кислород делится на категории, бывает высший, первый и второй сорта. Работа с материалами невозможна без сопутствующего кислороду газа. При большинстве случаев применяется ацетилен бесцветного типа. Ацетилен производится путем соединения воды с карбидом кальция, при определённых температурных воздействия взрывоопасен.

Ацетилен для сварки
Использование ацетилена обуславливается высокими температурными показателями при сварке соединений, более дешевые аналоги не дают возможности производить качественную работу из-за недостаточной температуры горения.
Проволока и флюс для выполнения сварки
Проволока используется для сварки газа, необходима для восполнения ячеек высвобождаемых соединений. Применение флюса и проволоки дает возможность создавать правильно сформированный шов, с необходимыми характеристиками. Чистота, отсутствие признаков коррозии на материале проволоки дает возможность выполнять качественное изделие, в отдельных случаях возможно использовать кусок того же самого материала, который подвергается сварке. Флюс обеспечивает защиту от окислов, других окружающих установленный метал воздействий.





Сварочный флюс
Пренебрегать использованием флюса для выполнения сварки возможно только при изготовлении материалов из углеродистой стали. Борная кислота, используемая в качестве флюса, наносится на детали из меди, магния или алюминия.
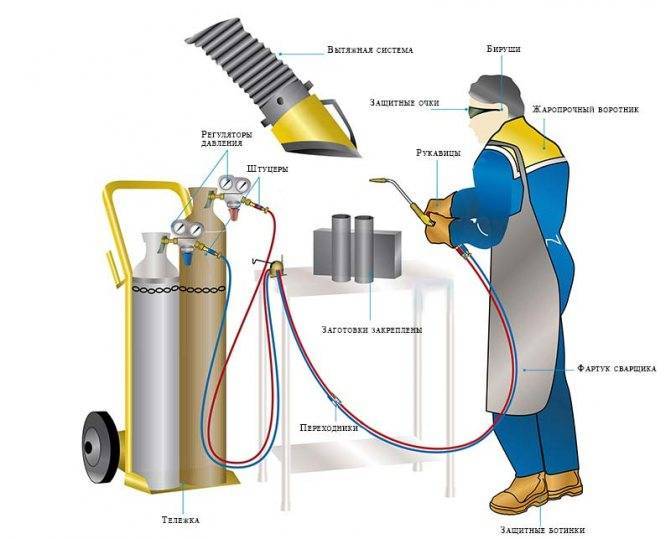
Оборудование для газовой сварки
Кроме используемых газов и баллонов, необходимо наличие других технологических элементов:
- Для газовой сварки применяют оборудование, как затвор водяного типа, обеспечивающий защиту от обратной тяги огня. Расположение происходит между емкостью с ацетиленом, газовым соплом.
- Редукторы используются для контроля уровня газа на выходе из баллона. Существуют различные модели, обратного или прямого действия. Модификации для работы со сжиженным газом подразумевают наличие рубцов внутри конструкции, что позволяет исключить вымерзание.
- Шланги специального типа используются для подачи газа к горелке. Маркировка происходит разным цветом в зависимости от максимального давления.
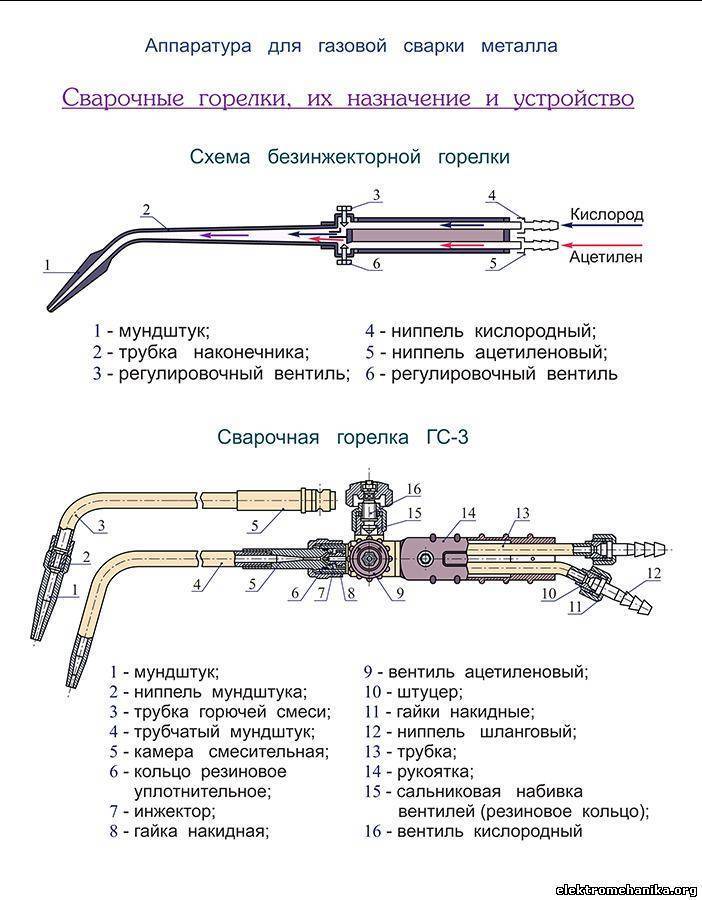
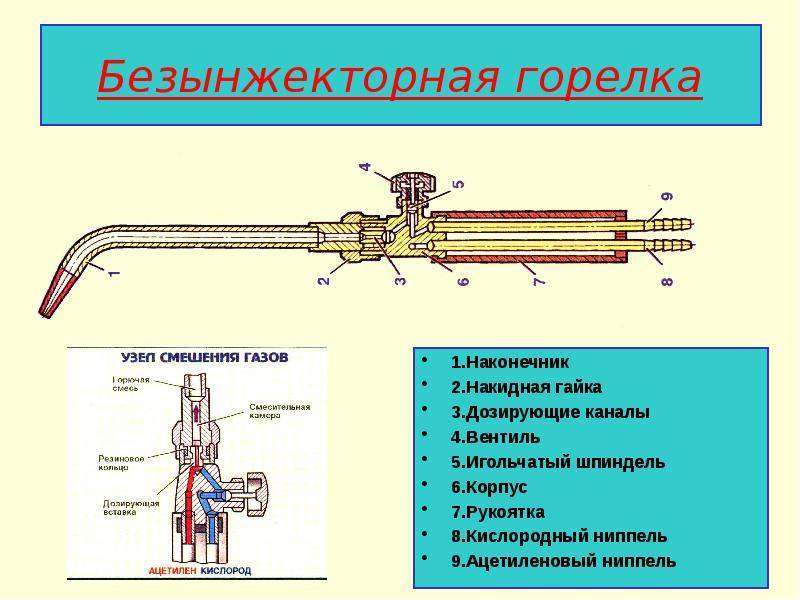
- Горелка необходима для смеси горючей смеси, последующего воспламенения газов. Различные модификации делятся на инжекторные и обычные типы. Также разделение происходит по мощности, необходимой при работе.
- Газовая сварка производится на обустроенном столе. Оборудуется столешницей для удобной, продуктивной работы. Аппарат для газовой сварки и резки должен соответствовать параметрам безопасности. Вытяжная вентиляция помогает сварщику, позволяет производить процессы с максимальной скоростью.

Газовая горелка
Оборудование для газовой сварки включает в себя огромный спектр приборов и механизмов. В совокупности оборудование позволяет проводить работы при удаленном от энергетических источников месте. Каждый вид оборудования обустроен под тип используемого газа при грамотном соблюдении техники безопасности.
Газораспределительные рампы, трубопроводы и рукава для газовой сварки
В случае, когда сварка выполняется
при большом расходе горючего газа, питание налаживают от газораспределительной
рампы. Рампа состоит из двух коллекторов, гибких трубопроводов и рампового редуктора.
На каждом из коллекторов смонтирован запорный вентиль, который даёт возможность
замены газового баллона на одном из коллекторов, не останавливая, при этом,
работу другого. Уменьшение давления газа происходит за счёт рампового редуктора.
Давление кислорода, азота и воздуха понижают от 1,5МПа до 0,15МПа (в отдельных
случаях до 0,03Мпа). Давление ацетилена, пропана, бутана и других горючих газов
— от 1,9МПа до 0,01МПа.
Подача кислорода и горючих газов от газораспределительных рамп к рабочим местам
происходит по трубопроводам.
Трубопроводы для подачи ацетилена разделяют на три группы, в зависимости от
рабочего давления:
-низкого давления, до 0,01МПа;
-среднего давления, от 0,01 до 0,15МПа;
-высокого, свыше 0,15МПа.
Трубопроводы для подачи кислорода, в зависимости от рабочего давления, также
бываю трёх групп:
-низкого давления, до 1,6МПа;
-среднего давления, от 1,6 до 6,4МПа;
-высокого, свыше 6,4МПа.
Арматура и трубопроводы для подачи ацетилена изготовлены из стали и окрашены
в белый цвет. Арматуру и трубопроводы для подачи кислорода изготавливают из
латуни или бронзы и окрашивают в голубой цвет.
Рукава (шланги) для газовой сварки
Рукава
(шланги) для газовой сварки необходимы для подачи кислорода и горючих газов
от баллонов и рамп к сварочным горелкам. Рукава должны быть прочными и гибкими,
чтобы не создавать затруднений при работе сварщика.
Изготавливают рукава из вулканизированной резины с тканевыми прокладками по
ГОСТ9356. Различают три класса рукавов для газовой сварки:
Класс I — для подачи горючих газов под давлением до 0,63МПа. Рукава данного
класса окрашены в красный цвет.
Класс II — для подачи горючих жидкостей (бензин, керосин и др.) под давлением
0,63МПа. Такие рукава окрашивают в жёлтый цвет.
Класс III — данный класс рукавов предназначен для подачи кислорода под давлением
до 2,0МПа. Окрашены эти рукава в голубой цвет.
Рукава состоят из внутренней резиновой прослойки (резиновой камеры), далее
идёт слой оплётки металлическими ниятми и слой наружной резиновой прослойки.
Стандартом предусмотрены следующие типоразмеры рукавов для газовой сварки:
| Внутренний диаметр, мм | 6±0,5 | 9±0,5 | 12±1,0 | 16±1,0 |
| Наружный диаметр, мм | 14±0,5 | 18±1,0 | 22,5±1,0 | 26±1,0 |
Цвет руковов зависит от проводимого ими газа. Ацетиленовые рукава окрашены
в красный цвет, кислородные — в синий. В случае работы от газового баллона,
длина рукава не должна быть меньше, чем 8м. В случае применения ацетиленового
генератора, длина рукавов, идущих от него, должна быть 10м и более.





Дополнительные материалы по теме:
| Газовая сварка чугунаГазовая сварка медиСпособы газовой сваркиТехнология газовой сварки | Техника безопасности при газовой сваркеСварочная проволока для газовой сваркиФлюсы для газовой сварки |
Плюсы и минусы ацетиленовой сварки
Прежде всего, любая ручная газовая сварка отличается большими возможностями по сравнению с электродуговой сваркой. Но это же преимущество требует и большего контроля со стороны сварщика, а значит, повышает возможность возникновения ошибки и нарушения целостности соединения.
Преимущества:
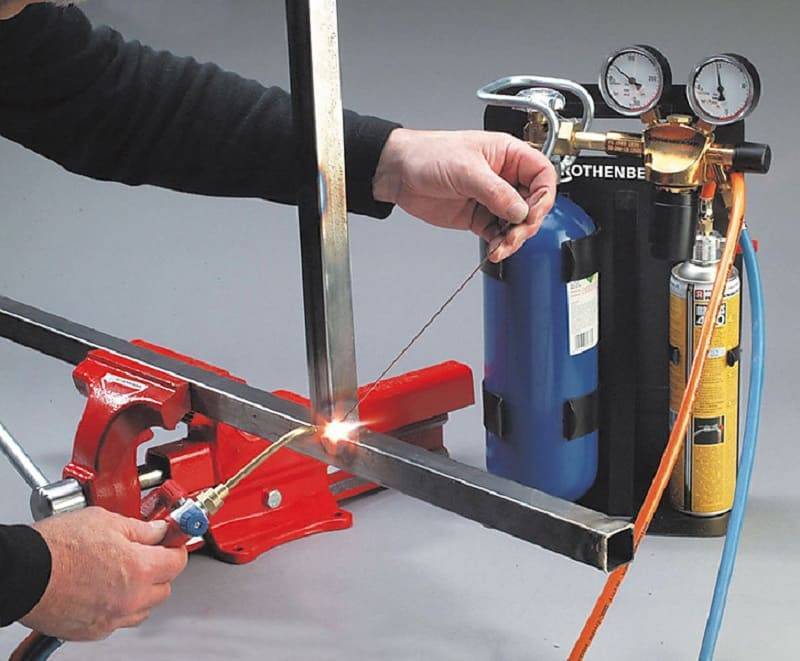
- Удобство использования в строительных и монтажных условиях, где нет силового кабеля и источника энергии. Оборудование для сварки достаточно мобильное и легко транспортируется.
- Возможность соединить несколько видов металлов с разными температурами плавления при использовании одного вида оборудования. Только за счет регулирования пламени и концентрации ацетилена в горючей смеси.
- Незаменимость при сваривании чугуна, латуни, меди.
- Повышение качества шва за счет использования правильно подобранной проволоки.
- Возможность регулировки скорости нагрева металла при сваривании ацетиленом.
Недостатки:
- Человеческий фактор: требуется высокая квалификация сварщика для достаточного уровня производительности.
- Большая зона термического влияния, что в машиностроении является неприемлемым.
- При сваривании металлов толщиной более 5 мм дуговая сварка является более выгодной м по затратам, и по скорости получения соединения.
- процесс газовой сварки не поддается механизации и автоматизации.
- Газовая сварка не обеспечивает качественного соединения высокоуглеродистых сталей.
- Возникновение напряжений в металле, что приводит к деформации при сваривании внахлест.
- Экономически не выгодный по сравнению с использованием дуговой сварки вариант получения качественного и надежного сварного соединения.
- Взрывоопасность применяемых материалов, которые невозможно использовать в определенных условиях.
Особенности сварки ацетиленом:
- Идеально подходит для стыковых, а не торцевых соединений.
- Производительность сварки прямо пропорционально зависит от чистоты кислорода и ацетилена.
При всех недостатках и опасностях при использовании и хранении ацетилен, он был и остается главным горючим газом для сварки. В свою очередь, газовая сварка никогда полностью не сдаст позиции и не утратит свою популярность, так как в некоторых условиях она является просто незаменимой и многие отрасли промышленности уже не смогут обойтись без нее.
Высокая квалификация сварщика и многочисленный опыт работы позволяет процессу ацетиленовой сварки стать не только выгодный по расходу материалов, но и по производительности получения сварных соединений различных деталей металлоконструкций
Строгое соблюдение техники безопасности и всех мер предосторожности сводит к минимуму возникновение опасных ситуаций при использовании сварки ацетиленом
Устройство аппарата для газосварки
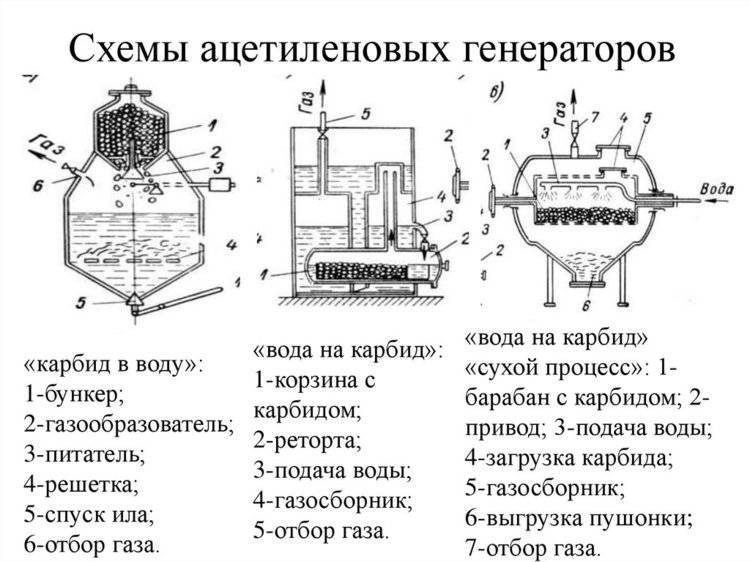
Самым несложным является устройство сухого типа производства ацетилена. Генератор сухого типа состоит из компонентов, которые описаны ниже:
- Емкость с карбидом. Он оснащен плотно закрывающейся крышкой.
- Корпус баллона. Он заполнен водой на пятьдесят процентов. Пространство сверху остается для образования газа.
- Дозатор-питатель. Он подает время от времени карбид в баллон.
- Решетка из антикоррозийной стали. Она находится на дне баллона. Здесь смешивается карбид и вода.
- Шламосборник.
- Обратный клапан. Он поставляет газ в шланг для сварки или резки и других действий.
- Механический измеритель давления или манометр.
- Номер завода, изготовившего его.
- Год выпуска генератора.
- Давление, при котором он работает.
- Количество загружаемого карбида. Указывается в килограммах.
- Предел температур. Условия, в которых генератор будет работать исправно.
- Марка баллона.
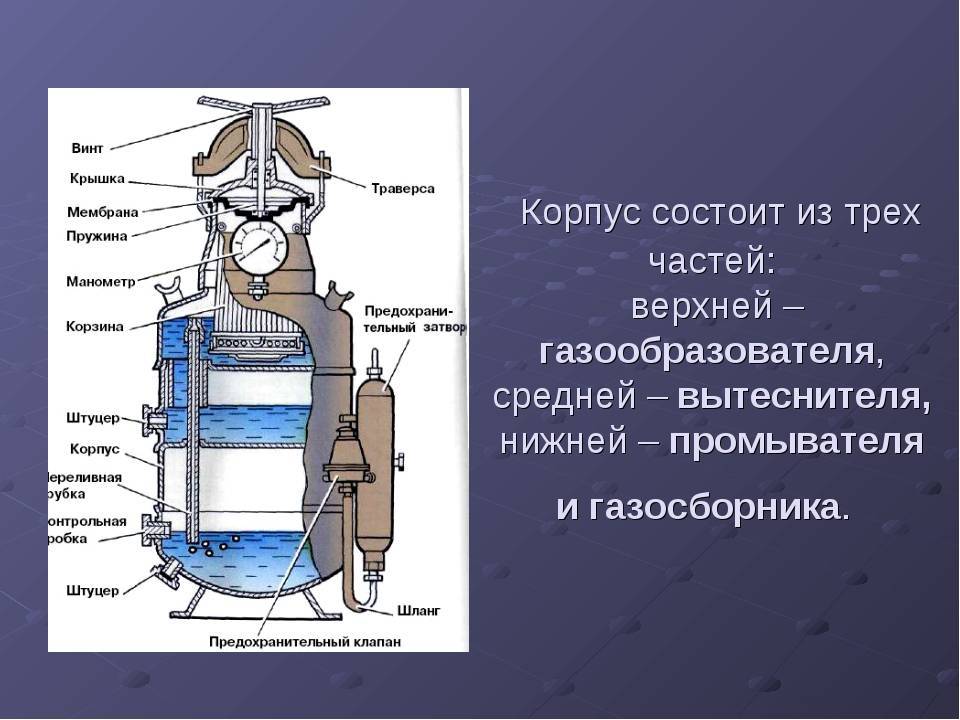
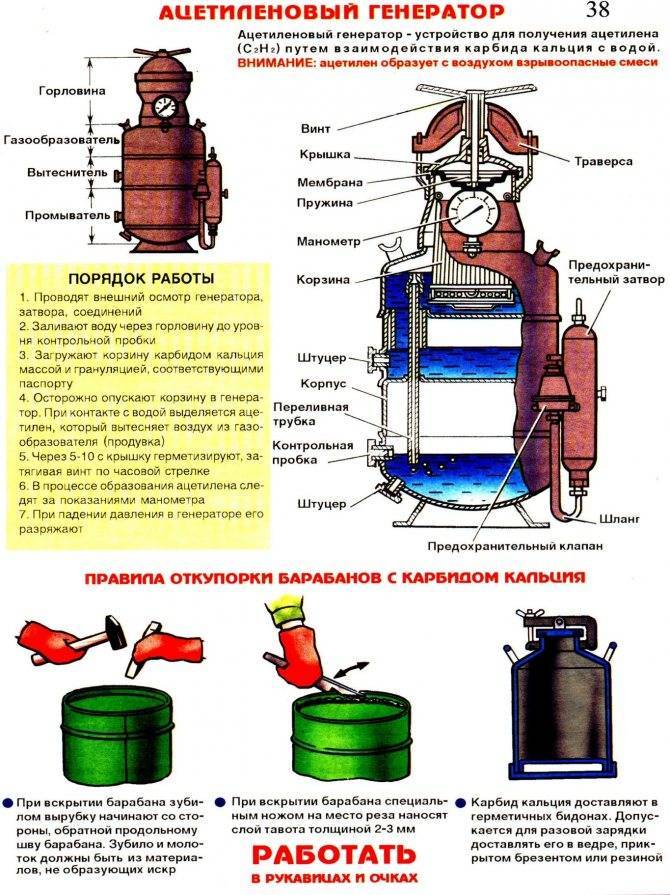
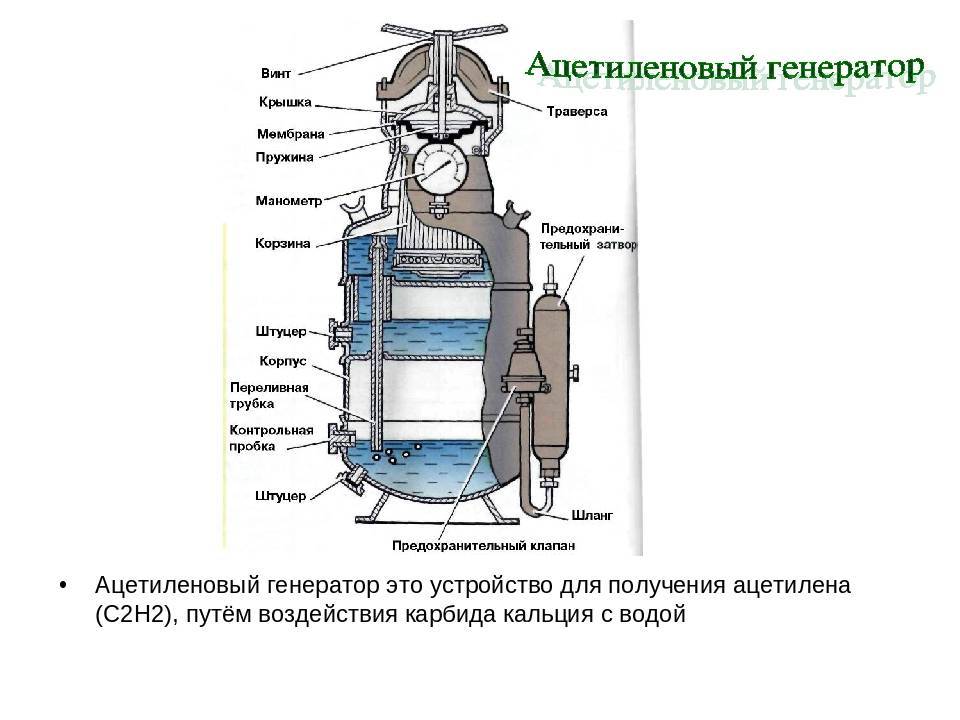
В общем заправка таких генераторов происходит следующим образом. Через горло устройства залить воду. Когда она попадает в переливную трубку, то переливается в промыватель. Переливная заглушка создана для контролирования заполнения. Карбид кальция загружается в специальную корзину. Прижимается специальной крышкой с мембраной. Закручивается винтом.

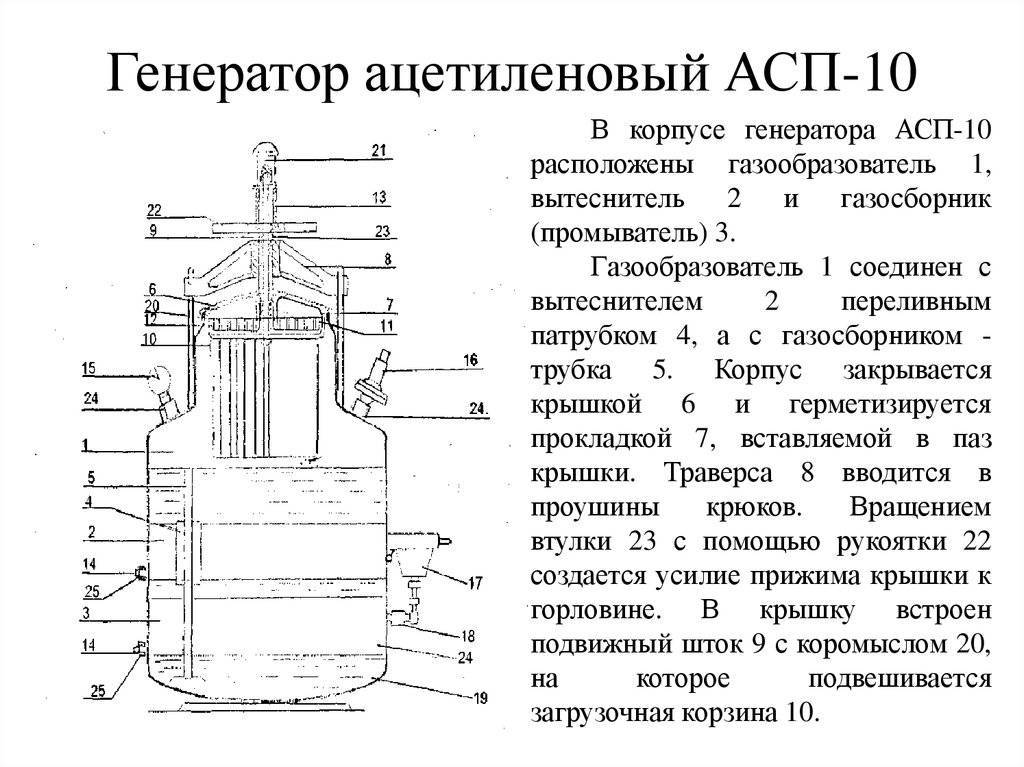
Устройство ацетиленового генератора
Важной частью любого такого газогенератора является предохранительная заглушка. Она защищает от поступления пламени при обратном ударе
А также не дает проникнуть внутрь аппарата воздуху из рабочей части агрегата. Тем самым он предохраняет баллон от взрыва.
Когда происходит обратный удар, образуется огонь внутри резака, и он расходится по шлангу внутрь баллона. Горящий газ после удара возвращается в шланг. Если нет предотвращающего поступление горящего газа затвора, он попадает в рабочий агрегат.





Обратные клапаны подразделяются на жидкостные или наполненные водой, и сухие, то есть механические. Клапаны, ключевую роль в которых играет вода изготовляются для ацетиленовых генераторов АСП 10.
Агрегат имеет форму цилиндра. В нем присутствует верхнее и нижнее дно. Нижнее дно имеет обратный клапан. Он изготовлен в виде емкости и обрезиненного клапана с колпачком. Колпачок не дает подыматься обратному клапану.
В верхней части такого затвора находится преграждающее пламя устройство, а в нижней – рассекатель. Этот цилиндр заполняется водой. А газ проходит, которой подходит по трубке, проходит через обратный клапан вверх. Там он проходит сквозь отражатель и уходит в резак или горелку через специальный кран.
Когда происходит обратный удар, срабатывает обратный клапан. Он падает вниз и не дает ацетилену проникнуть из генератора в затвор.

Самодельный генератор в работе
Огонь устраняется выбросом воды. За счет образовавшегося давления воду выбрасывает вверх. После срабатывания обратного клапана жидкость необходимо дополнять до уровня расходного клапана. Если будет недоставать воды, газ начнет поступать в атмосферу через затвор.
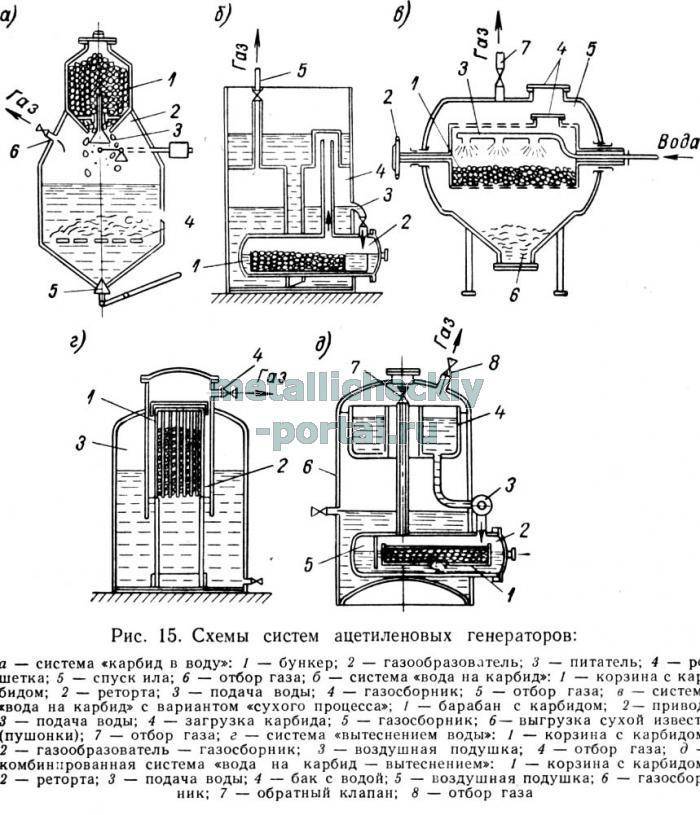
Конструкция ацетиленового генератора для «мокрого процесса» получения ацетилена немного изменена. На дне баллона помещается емкость с карбидом. В нее поставляется время от времени вода. Вода попадает туда через реторту. Верх баллона служит для сбора газа. Ацетилен подымается по трубе через слой воды прямо к точке отбора. Движением вверх он вытесняет воду вниз. Таким образом происходит постоянная подача карбида и образование газа. Такой способ считается наилучшим.
В смешанном типе генераторов заправка газом происходит следующим образом. К аппарату «мокрого процесса» добавлен вытеснитель. Он снижает уровень образования воды при выходе газа, тем самым процесс ацетиленообразования замедляется. Когда давление в баллоне понижается, уровень воды повышается. Вода снова поступает в камеры ацетиленообразования.
Недостаток такого аппарата в том, что при сильной зашлакованности, происходит смещение задвижки. В результате это смещение нельзя восстановить в нормальное положение. После него начинают происходить потери давления. Баллон приходится встряхивать постоянно.
Сбор правил для механизма агрегата и сварки
Ацетиленовый газ – взрывоопасное вещество. Смешиваясь с кислородом он создает гремучие смеси. Любой газосварщик должен наизусть знать требования к безопасности при работе с ацетиленовым газом. Он должен вызубрить мануал по безопасности во время сварки с помощью ацетиленового агрегата.
- Баллон наполовину заполняется водой, пока жидкость не достигнет уровня специального крана.
- Заглушку и емкость хорошо вымыть и высушить.
- Вещество для создания ацетиленового газа закладывать в столько, сколько написано в мануале. Грануляцию тоже соблюдать, прописанную в правилах.
- Перед начальным запуском газосварочного инструмента, газ смешанный с О2 выпустить в атмосферу.
- В зимний период во время обеденного отдыха, перекура, вода должна иметь плюсовую температуру в баллонах. Зимой генераторы утепляются. Обычно используют солевые растворы, которые не дают замерзнуть жидкости в аппарате. Но они быстрее портят емкость, так как соленая вода начинает съедать металлические стенки сосуда. Чаще всего в этих целях используют этиленгликоль или глицерин. Смешивается он так – два литра глицерина с одним литром воды. Эта смесь позволяет жидкости не замерзать при – 76 градусах по Цельсию.
- В зимний период также следует упаковывать баллоны в специальные утепленные будки, чтобы не дать возможности промерзнуть устройству и внутренней части его.
- А также не рекомендуется выкладывать ил рядом с устройством. Его необходимо уносить в вырытые для отходов иловые ямы.
- Гашеную известь, которая остается после растворения карбида кальция, тоже нужно вовремя удалять, чтобы входы и выходы баллона не зашлаковывались. Образование шлака ведет к поломке баллона и возможности взрыва.
- При довольно длинных перерывах воду лучше сливать из баллона. Особенно рекомендуется делать это в зимние дни.
- Раз 90 дней необходимо проводить профилактику генератору. Для этого надо разобрать водяной затвор, газоотводящую трубку, газоподающую трубку.
- Все работы по разборе, очистке устройства проводить на улице.
- Раз в год осмотр должна проводить администрация производства. Затем необходимо составить специальный документ о проверке.
- Ни в коем случае нельзя поджигать спички или идти с открытым огнем к самому устройству или гашеной извести, оставленной после работы. Если будет выброс оставшегося газа произойдет взрыв.
- Не оставляйте без присмотра работающий генератор.
- После сварки обязательно выньте из него весь иловый мусор и вымойте с тщательностью.
- Паспорт и мануал прописываются для каждого ацетиленового агрегата. Главный инженер производства утверждает их.
- С портативные ацетиленовыми генераторами нужно работать только в открытых пространствах.
- Нельзя работать с портативными аппаратами в наклоне или рядом с кислородным баллоном.
- Пространство, где устанавливается генератор тщательно проветривайте. Не рекомендуется работать в закрытых пространствах с ацетиленовым генератором.
- Устройство должно стабильно функционировать.
При соблюдении всех правил, аппарат будет долго функционировать не вызывая проблем. При постоянной проверке бригадиром работы газосварщиков и соблюдении ими правил безопасности на производстве не произойдет бед по недосмотру бригадира.
Способы сварки
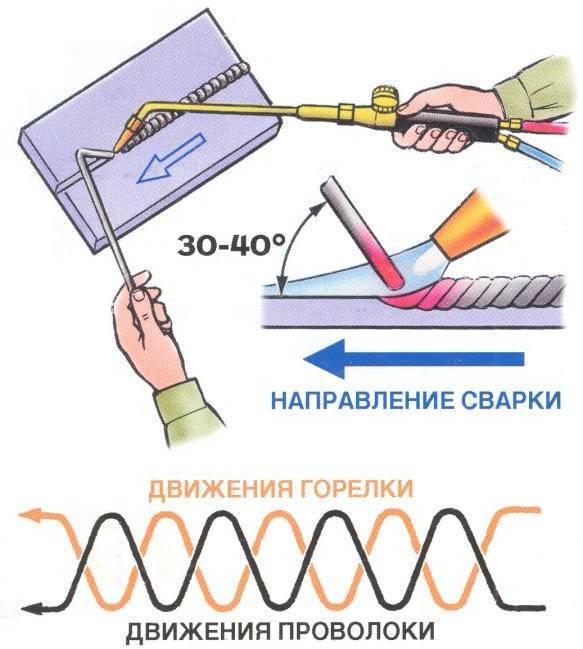
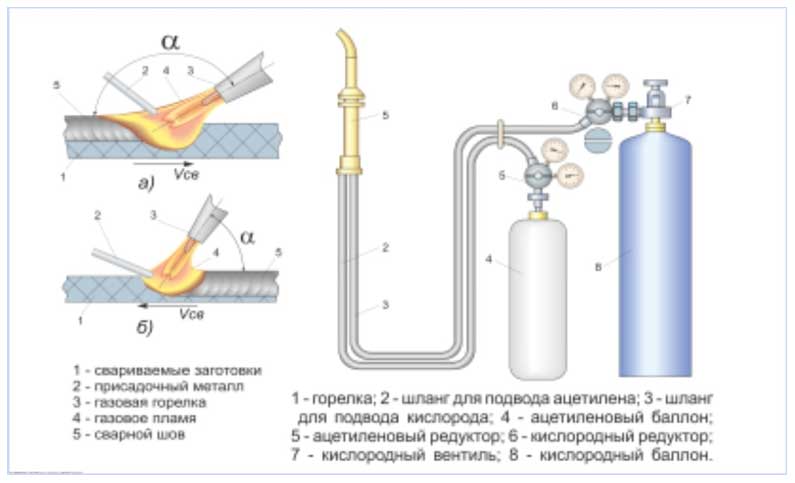
Когда речь идет об ацетиленовой варке, то говорят о двух ее основных видах, имеющих условные названия «на себя» и «от себя».
Метод «на себя» предполагает, что горелка перемещается сварщиком первее присадочной проволоки, разогревая тем самым сварочную ванну до нужного температурного уровня. Пламя должно подаваться под углом 45°. Горелку нужно вращать кругами вдоль шва, а присадка тем временем должна следовать за пламенем и продолжать движение в зоне сваривания.




Когда процесс идет «от себя», проволока размещается перед пламенем. Здесь металл плавится одновременно с присадочным стержнем, поэтому материалы целиком заполняют собой сварную ванну
Здесь важно добиться, чтобы металлы смешивались равномерно, так как если их взаимопроникновение будет слабым, то шов получится низкого качества. Чаще всего этот метод применяется, когда нужно соединить детали из толстого металла

Способы сварки
То, насколько хорошо смешались металлы, трудно понять визуально, так как некрасивые швы могут быть и у очень прочных соединений, а красивые — у не особенно надежных. Поэтому стоит делать как можно меньший зазор между заготовками, а также проводить для большего уменьшения пространства между зазорами прихватки, тогда в качестве шва не будет сомнений.
Используемое оборудование
Кислородная сварка предполагает создание шва за счет создания пламени при горении смеси двух газов ацетилена и кислорода. Поэтому необходимо обеспечить: правильное процентное соотношение этих газов, температуру горения, величину пламени.
https://youtube.com/watch?v=g9wVooaDzvk
Для решения этих технических задач применяется следующее оборудование:
- баллон для хранения кислорода (обычно используют стандартный стальной баллон ёмкостью 40 литров);
- специальная ёмкость для хранения карбида и выработки ацетилена (такие агрегаты называются газогенераторы);
- могут применяться баллоны заправленные ацетиленом в промышленных условиях;
- редукторы контроля давления поступающих газов;
- трубки подачи газов к горелке (должны быть рассчитаны на давление до 16 атмосфер);
- газовая горелка (номер горелки определяет её величину отверстия: самый маленький имеет нулевое обозначение, самый большой пятый).

Устройство оборудования
Сварка ацетиленом и кислородом проводится в различных условиях. С этой целью было проведено разделение всего оборудования на ацетиленовую часть и кислородную часть. Например, редуктор подачи ацетилена выполнен в чёрном цвете, кислорода в синем цвете. Резьбовые соединения ацетиленовой части исполнялись с левосторонним направлением, кислородной с правосторонним направлением. Это снижает возможность ошибки при монтаже, повышает надёжность и безопасность собранного аппарата.
Выбор режимов
Для увеличения качества шва и его герметичности в зависимости от материала необходимо знать некоторые секреты профессиональных газосварщиков.
Высокоуглеродистые стали с помощью ацетиленовой сварки варят очень редко. А вот низкоуглеродистые, конструкционные стали – это область применения газосварки.
При этом достигаются хорошие результаты при любом пространственном положении шва. Средняя мощность горения не должна превышать 120 кубических дециметров в час.
Лучшим будет способ ведения горелки от себя. Присадку надо использовать из низкоуглеродистой стали, но можно оббивать электроды для электросварки. При расплавлении металла, из него выходит кремний, марганец и образуется крупнозернистое строение стали. Проволока из СТ.2, с содержанием кремния меньше 1%, марганца 1,1% обеспечит однородный, по структуре шов.







Легированную сталь не рекомендуется варить с помощью ацетиленового метода. При сильном нагреве происходит деформация деталей, поэтому при сваривании некоторых марок стали, необходимо выполнять следующие рекомендации.
Для соединения низколегированных сталей необходимо использовать флюсы. Сварка ацетиленом осуществляется нормальным пламенем. Горелка должна работать на низкой мощности, подавая слабое пламя, если сваривают с сталь с высоким содержанием хрома и никеля.
Для соединения жаропрочных сталей применяется присадка с содержанием 21% никеля и хрома 25%. Сварить сталь с высокой стойкостью к образованию коррозий будет проще, если использовать проволоку с содержанием никеля, хрома и молибдена.





