

Лучшие арматурные ножницы (болторезы)
Большими кусачками можно назвать арматурные ножницы. Их сфера применения ограничивается перекусыванием металлопроката (проволока, прутки, квадраты, шестигранники). Отличительной чертой болторезов являются длинные ручки, с помощью которых создается необходимое для резки усилие. В эту категорию попали следующие модели.
KNIPEX KN-7182950
Рейтинг: 4.9
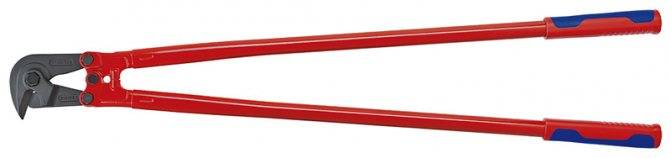
Профессиональным инструментом для перекусывания металлической проволоки, арматуры, прутков являются немецкие ножницы KNIPEX KN-7182950. Благодаря высокой прочности рабочей части и длинным рукояткам с помощью болтореза удается работать как с мягкими заготовками толщиной 11 мм, так и с твердым материалом (6 мм). Для изготовления режущей головки производитель использовал хромованадиевую сталь, которая прошла ковку и закалку на масло. Шарнирное соединение сделано из инструментальной стали. Удобную работу с длинными рукоятками обеспечивает сочетание твердого пластика и эластичных вставок. Экспертам понравилась 12-ступенчатая регулировка и коррозионная стойкость инструмента.
Профессионалы довольны техническими параметрами ножниц, надежностью и долговечностью. Минусом они называют высокую цену.
- качественное изготовление;
- универсальность;
- стойкость к коррозии;
- удобные рукоятки.
- высокая цена.
KRAFTOOL 1-23290-060
Рейтинг: 4.8

Немного уступает в величине захвата (10 мм) победителю болторез KRAFTOOL 1-23290-060. Инструмент является примером успешного сотрудничества немецких разработчиков и японского производителя. Эксперты высоко оценили надежность и прочность модели. Рабочая часть сделана из легированной стали, губки можно регулировать под диаметр заготовки с помощью специальных винтов. Для создания мощного усилия рукоятки оснащены двойным рычагом. Фишкой ножниц является красная краска на рабочей части, которая является предпродажной пломбой. Удобный хват обеспечивается за счет резиновых накладок на ручках. В актив инструменту следует занести компактность (600 мм) и небольшой вес (2,56 кг).
В рунете пока не удалось найти отзывы от отечественных потребителей
Болторез заслуживает внимание не только профессионалов, но и домашних мастеров
- надежность;
- регулировка захвата;
- удобные ручки;
- компактность.
- нет отзывов.
Ridgid S18
Рейтинг: 4.7

Благодаря применению качественных материалов американскому производителю Ridgid удалось создать прочные арматурные ножницы S18. Они способны работать с прутковым металлом диаметром до 9,5 мм (цветные металлы и сталь твердостью до 15 HRC). Толщина проволочной пружины или нержавейки (42 HRC) ограничивается величиной 6,4 мм. Эксперты отметили кулачковый механизм, обеспечивающий ровное положение губок. Режущие элементы сделаны из легированной стали, которая прошла закалку. Модель отличается от конкурентов легкостью (1,5 кг) и компактными размерами (485 мм).
На тематических форумах арматурные ножницы хвалят за качественное изготовление, аккуратные кромки, надежность инструмента. Из недостатков отмечается высокая цена и быстрая усталость при длительной работе.
- качественное изготовление;
- кулачковый механизм;
- износостойкие губки;
- компактность и легкость.
- высокая цена;
- коротковатые ручки.
Sturm 1280201
Рейтинг: 4.7

Бюджетный болторез Sturm 1280201 разработан для перекусывания проволоки, прутьев, гвоздей и других металлических изделий с твердостью до 40 HRC. Максимальный диаметр заготовки не должен превышать 10 мм. Инструмент выглядит достаточно внушительно, при длине 600 мм он весит 2,39 кг. Для изготовления губок производитель применил хромованадиевую сталь, удобный хват обеспечивают пластиковые накладки на рукоятках. Наличие регулировочного болта позволяет настроить ход ручек под свои физические возможности. Поставляется инструмент в картонной упаковке и полиэтиленовой пленке.
Пользователи довольны доступной ценой и качеством сборки, удобством в работе и презентабельным внешним видом. К минусам они относят невысокую твердость губок.
- качественная сборка;
- презентабельный внешний вид;
- приличный диаметр заготовок;
- удобство в работе.
Zubr 23313-045
Рейтинг: 4.7

В отзывах пользователи хвалят инструмент за низкую цену, острые износостойкие губки, компактность и легкость. Но сфера применения его ограничена.
Особенности
Гидравлические ножницы успешно показывают себя в резке арматуры, которая нужна для бетонных конструкций. Изделия из стали также не станут преградой для данного вида оборудования. Техническая конструкция гидравлических ножниц кажется сложной, но на самом деле она проста. Инструмент популярен в применении не только при строительных работах, но и в промышленном производстве.
За эту настройку отвечают гидравлические цилиндры. Из-за них автоматические системы обычно имеют очень большие габариты. Длина режущей кромки подобных видов достигает восьми и более метров.

Если габаритное устройство ни к чему, можно выбрать вариант с ручными параметрами управления. Сфера использования такого оборудования уже, но ножницы можно использовать, например, для резки кабеля. Усилие предмету передается давлением, нагнетаемым при помощи внутреннего насоса.
При этом ручные приспособления характеризуются компактными размерами и повышенной мобильностью.


В области производства различных материалов используются ручные ножницы с выносным насосом. Инструмент подходит для резки изделий с особо большими габаритами. Давление к инструменту подается через длинную гибкую трубу. Эта отличительная особенность позволяет размещать разделяющую часть под абсолютно любым углом. Труд упрощается и благодаря возможности подключения любого нагнетающего аппарата.












Работа с металлом возможна и без специального разделяющего устройства. Разовые подрезы или раскрой тонких прутьев допускается и при помощи болгарки. Еще подойдут электрический лобзик и обычные резаки по металлу. О сфере применения гидравлических ножниц и принципах работы устройства поговорим далее.


Советы по выбору

Перед покупкой рекомендуем обратить внимание на следующие позиции:
- Направленность. Ножницы бывают: правые (их нужно держать в левой руке, срез производится направо), левые (располагают в правой руке, режут налево) и прямые (делают только прямой срез и держать их можно любой рукой).
- Длина инструмента. Чем длиннее нож, тем длиннее разрез возможно выполнить.
- Место соединение. Элементы инструмента крепятся болтом или заклепкой. Производить короткие срезы лучше ножницами, обладающими соединением по центру, а длинные – со смещенной фиксацией.
- Привод. Ручной тип станет хорошим помощником в работе с тонким материалом. Гидравлический привод ориентирован на обработку толстых элементов.
- Материал. Наилучшими ножницами считаются изготовленные из высокоуглеродистой стали.
- Толщина обрабатываемого материала. На упаковке должно быть указано значение толщины, которое возможно разрезать данной моделью ножниц.
- Ручка. Если предстоит пользоваться инструментом каждый день, то лучшим выбором станут ножницы с двухкомпонентной рукояткой. В случае редкого применения подойдет вариант с однокомпонетной ручкой.
Изготовления рычажных ножниц
От тавровой балки отрезается небольшой кусок буквально 23-25 см, не больше.
В его основании с обеих сторон сверлятся отверстия для крепления к рабочему столу. Понадобится сделать 4 отверстия сверлом 10 мм.
Для изготовления режущих ножей используется плоский напильник. Из него нужно отрезать 2 пластины по 10 см
Важно, чтобы они имели правильную прямоугольную форму, поэтому при раскрое скошенные края напильника отбрасываются
В заготовках под ножи нужно просверлить по 2 отверстия 10 мм для их крепления к ножницам.
Они делаются не по центру, а со смещением к одному краю. Учитывая качество стали напильника, сверлить будет не просто
Важно подливать воду или масло, чтобы не испортить сверло
На просверленных заготовках нужно сточить спуски
Обратите внимание, они делаются только с одной стороны
Один нож прикручивается к тавру, в котором перед этим делаются отверстия, и нарезается резьба. Выступающие при этом концы крепежных болтов обрезаются.
Из стальной полосы вырезаются 2 пластины. Одна из них делается шире и со скругленным углом.
Ее нужно приварить через перемычку из той же полосы к тавру. Ко второй детали прикручивается оставшийся нож. При этом в ней нужно предварительно нарезать резьбу, а выступающие концы болтов срезать. Далее она через болт соединяется с приваренной к тавру пластиной.

Полученная конструкция дополняется двумя узкими рычагами из той же полосы. Они соединяются между собой болтом и крепятся концами к приваренной пластине, а также рычагу с ножом.
К силовому рычагу, отвечающему за развод ножниц, приваривается кругляк, который послужит рукояткой. Чем он окажется длиннее, тем легче понадобиться нажимать рукой при резке металла.
Чтобы заготовка во время сведения ножей не выгибалась, для нее делается регулируемый упор. Для этого в длинной гайке М10 сверлится сквозное отверстие по центру. Далее в нее закручиваются 2 болта.
Шляпка одного из них приваривается к ножницам.
В отверстие гайки вставляется клапан, подошва которого и будет служить упором. Его положение фиксируется поджатием свободного болта.









Полученные ножницы отлично справляются даже с толстым металлом. При необходимости их ножи снимаются и затачиваются. Поскольку они сделаны из напильника, то тверже большинства разрезаемых металлов, поэтому тупятся редко.
Основная классификация
Ножницы для металла отличаются разнообразием и позволяют разрезать изделия разных толщин. Специалисты делят все инструменты по принципу работы и устройству.
По особенностям резки модели делятся на:
- ножевые;
- вырубные.
По особенностям работы бывают:
- механическими;
- электрическими.
Инструменты имеют различия по форме разреза и его направлению. Встречаются правый и левый раз, прямая или кривая (фигурная) форма.
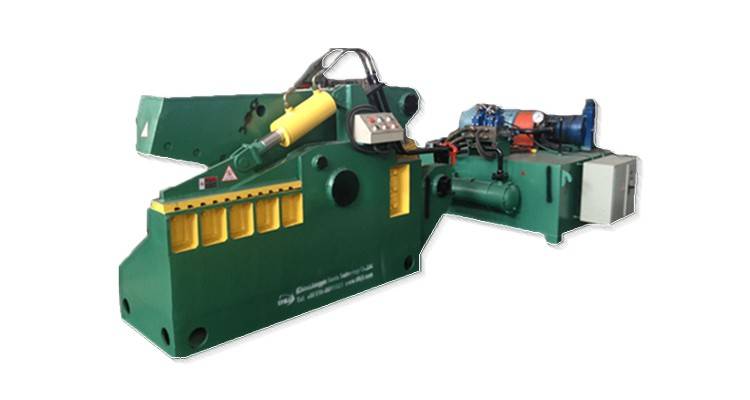
Аллигаторные
Аллигаторные ножницы получили свое название благодаря шарнирной челюсти, которая используется для раскроя металла. Они имеют гидравлический привод. Применяются для раскроя длинных заготовок, балок, арматуры, профилей в слесарных мастерских и на производствах.
Аллигаторные устройства отличаются эффективностью, долговечностью и прочностью. Из недостатков выделяют неточный рез и грубый край.

Аллигаторные модели подходят для работы на производстве
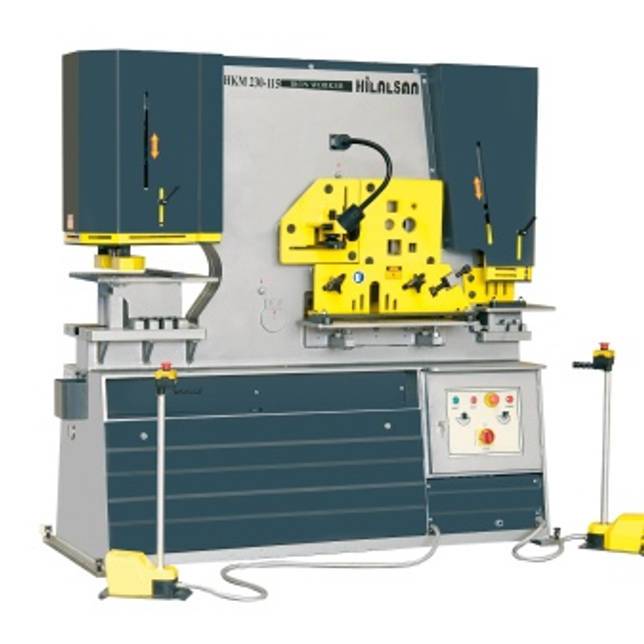
Настольные
Разновидность ножниц для резки металла средней толщины. Отлично справляются с угловыми резами, созданием Т-форм, раскроем прутов. Настольные модели позволяют делать гладкий срез.
Гильотина
Гильотина встречается с механическим, ножным и гидравлическим приводом. Принцип работы заключается в зажиме металла плунжером. После этого одно лезвие перемещается вниз по зафиксированному ножу, вследствие чего осуществляется разрез.
Гильотина позволяет быстро и эффективно разрезать металл. Применяется в серийном производстве.
Силовые
Силовой тип подходит для моделей на электрическом или пневматическом приводе, а также ручном управлении. Принцип работы заключается в создании разреза верхним лезвием, которое опускается к нижнему, надежно закрепленному ножу.
Силовые ножницы подходят для резки прямых или изогнутых линий. Их отличительная особенность — высокая точность, хороший гладкий край.
Snips
Snips — это устройство для резки металлических листов. Для работы с низкоуглеродистым оловом и мягкой сталью выбирают оловянные модели с длинными ручками.
Составные ножи подходят для обработки алюминия, нержавеющей стали и мягких сплавов. Они оснащены рычагами, увеличивающими механическое давление.

Универсальные модели активно применяются для решения бытовых задач
Универсальные
Универсальные устройства отличаются небольшими размерами и оснащены острыми надежными ножами.
Они осуществляют непрерывный рез и формовку листов разной величины. Универсальными ножницами выполняют обработку углов и центра пластин, резку прутов малого диаметра.
С подъемным механизмом
Модели с подъемным механизмом используются для работы с толстыми материалами. Ножи в них устанавливают на штатив. При работе он опускается, играя роль рычага.
Агрегаты из стали подходят для профессиональной высокоточной работы с материалами повышенной прочности.
Для лент из металла
Ножницы для лент из металла обладают простой конструкцией и небольшими размерами. Компактные габариты позволяют их использовать одной или двумя руками. Назначение инструмента — резка пластин, прутов, кабелей. Такие модели нашли применение на стройке, в слесарных мастерских, дома.
Специализированные
Специализированные модели используются в узконаправленных задачах. Они отличаются по габаритам, форме ножей, принципу работы. Основное предназначение — обработка краев пластин, обрезка проволоки, раскрой толстого металла.
Видыгидравлических ножниц

Гидравлические ножницы, используемые на демонтаже. Они называются бетоноломами, крашерами или процессорами или мультипроцессорами. «Мульти» в этом случае означает что количество ножей (челюстей) больше двух. В некоторых моделях их может быть до четырех или даже шести.
Для первичного разрушения и обрушения обломков на грунт используют челюсти с зубьями. Ими ломают кирпичные стены, железобетонные перекрытия, балки и др. детали здания. Потом оператор заменяет лезвия «челюстей» и режет арматуру, швеллеры, стальные балки и пр.
Часть мультипроцессоров имеют челюсти в виде лепестков, у других это combi-cutter, позволяющие и ломать бетон, и резать арматуру.
В некоторых моделях челюсти могут двигаться независимо одна от другой. Это даёт возможность разламывать, дробить и резать материалы.

Часть гидроножниц называется аллигаторными, т. к. они схожи с пастью этих хищников. Длинные челюсти «аллигаторов» могут «перекусить», например, швеллер в самых разных узких местах.










Есть мультипроцессоры с ротацией. Эти модели позволяют быстро менять челюсти ножниц под возникающие задачи дробления.
Лезвия и «зубы» ножниц изготавливаются из высокопрочных сталей, часто используют закалку зуба и/или приварку металлокерамических пластин увеличенной прочности и износостойкости.
На первых стадиях демонтажа обычно используют оборудованиес одной плоскостью или зоной приложения усилия сжатия. На последующих стадиях,т. е. при вторичном разрушении используются гидроножницы, имеющие две плоскостисжатия и разрушения. Ими ведут вторичное дробление для рециклинга.
Часть механтзмов имеет вид ножниц с двумя сходящимисяпод углом мощными лезвиями. Другая часть – ножницы-«клещи». Они имеют видогромных плоскогубцев, оснащенных коническими зубьями из высокопрочныхметаллов.
Один из видов классификации гидроножниц делит их на:
- Крашеры. Транслитерация англоязычного слова crusher, которое переводится как дробилка или измельчитель. По конфигурации схожи с традиционными ножницами для бумаги или картона. Главная нагрузка падает на зубья, установленные на челюстях.
- Кранчеры. Из нескольких вариантов перевода – дробитель или измельчитель. Основное назначение – вторичное разрушение глыб и больших кусков на куски, которые могут пройти в дробилку.
- Группа спецгидроножниц для резки металлических элементов кладки или панелей – закладных деталей, арматурных сеток и пр.
Предназначены для вторичногоразрушения: куски материала измельчаются и отправляются в дробилку.

Специальные ножницы для обработки металлолома. Их так и называют: shears или ножницы сдвига.
Имеетсяделение ножниц с гидроприводом на неповоротные и поворотные. Первые применяютдля первичного разрушения объекта и вторичного дробления обломков, упавших наземлю.
Вторые имеютвозможность поворота на полный круг, т. е. на 360°. Такие ножницы легчепротискиваются в неудобные узкие места. Они еще и крепче, надежнее зажимаютарматуру перед резкой.
Еще одним классификационным признаком гидравлических ножниц является вид реза:
- верхний рез – ножи параллельные, нижний закреплен неподвижно на станине, а верхний – в подвижном суппорте и проводится в движение гидроприводом;
- нижний рез – ножи параллельные на подвижных суппортах, верхний перемещается и прижимает разрезаемый элемент к нижнему ножу, который для резки приводится гидроцилиндром;
- с несколькими ножами угол наклона меняется во время реза.
Рекомендации по выбору
Эксплуатационные и технические характеристики большинства гидравлических вариаций отличаются универсальностью
При обработке заготовок важно учитывать толщину материала. Форма рабочей части изделия подбирается исходя из сферы его использования
При выборе особое внимание необходимо уделить габаритам и массе самих ножниц
Гидравлические инструменты имеют основные эксплуатационные параметры, на которые можно опираться при выборе орудий труда для резки металла, резины, бетона, шин:
- максимально возможный показатель силы реза, исчисляется в кН или тоннах;
- промежуток между режущими лезвиями в мм;
- сила разжима, исчисляется в кН;
- тяговое усилие в кН;
- параметр перемещения тяги в мм.


Комбинированные ножницы, предназначенные для вскрытия конструкций, бывают оборудованы дополнительной педалью. Она сбрасывает давление в рабочей помпе. Если инструмент длительное время простаивал, эта деталь может неправильно сработать.

Классические гидравлические ножницы могут резать профиль сечением около 100 мм. Инструмент подходит не только для металлопроката, но и может быть использован в качестве навесного оборудования экскаватора. Существуют пожарные или кабельные гидравлические ножницы, их используют соответствующие службы. Инструмент с ножами, работающими по типу гильотины, нужен для нарезки арматуры, проволоки или кабеля. Разрезы, сделанные подобными изделиями, отличаются хорошим качеством, даже если тросы достаточно толстые. Данные варианты устройств отличаются способом смыкания лезвий.

Чтобы выбрать ножницы для дома необходимо учесть:
- местоположение режущих кромок;
- форму лезвий;
- режущую особенность инструмента;
- мощность модели;
- удобство для использования в конкретной ситуации;
- присутствие базовой защиты.

Гидравлические ножницы
Это универсальные пресс ножницы, предназначенные для промышленного использования. Они более производительные и отличаются высоким усилием на приводе, который работает от гидравлической машины. Пресс ножницы с гидроприводом выполняют весь комплекс операций по резке металла любого профиля с высокой точностью. Состоят они из прочной массивной станины, изготовленной сварным способом или методом литья. К станине предъявляются особые требования — она должна выдерживать значительные усилия от действия гидравлической машины, выдерживать вес рабочего оборудования и обрабатываемого металла, который может представлять собой довольно массивные детали.
Станина крепится к бетонному основанию строго вертикально и исключает отклонения хода ножей от заданной траектории и возникновению любого рода колебаний и вибраций. Исключением являются мобильные ножницы, которые, впрочем, отличаются сравнительно невысокой мощность. Но и они для установки требуют прочного основания.
 Комбинированные пресс-ножницы
Комбинированные пресс-ножницы
Часто мобильные станки монтируются на автомобильном шасси, оборудованном кранами — манипуляторами. Их можно доставить на любой объект и использовать, например, как пресс ножницы для металлолома. Активно используются такие станки при демонтаже зданий, кровельных работах, строительстве зданий с металлическими каркасами.










Промышленные гидравлические ножницы могут резать металл не только перпендикулярно к продольной оси, но и под углом. Это позволяет производить заготовки сложных каркасных конструкций, детали кузовов машин и механизмов без дальнейшей их обработки.
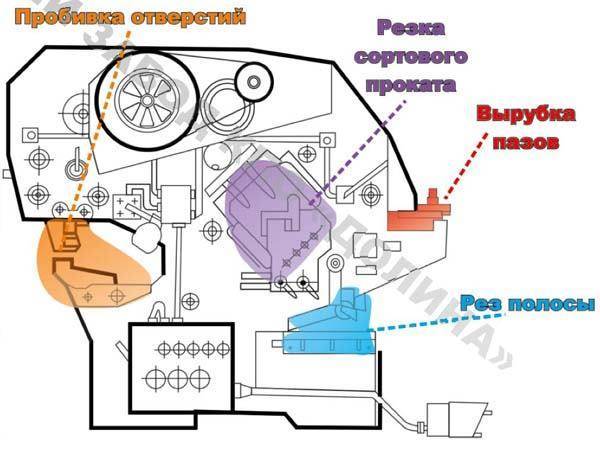
Гидравлические комбинированные пресс ножницы оборудованы тремя — четырьмя видами механизмов, предназначенными для выполнения различных операций — резки листа, вырубки, резки проката, гибки металла, пробивки отверстий. Они смонтированы на одной станине и приводятся в действие от одного привода. Гидронасосы работают от электродвигателей, в редких случаях — от дизелей.
При некоторой переоснастке, которая допускается конструктивно, гидроножницы можно использовать в роли гидравлического пресса для изготовления различных штампованных деталей. Для этого достаточно заменить ножи на матрицы и пуансоны. Система управления станками позволяет регулировать усилие гидравлической машины в больших пределах. Обрабатывать прессованием можно металлы всех видов.
Технические параметры
Они определяют возможность использования ножниц модели Н3118 в тех или иных ситуациях. К особенностям технических характеристик гильотины Н3118 относятся:
- максимальная толщина металла 6,3 миллиметра;
- максимальная длина листового материала 2 000 миллиметров;
- частота хода ножа при выборе автоматической обработки (минимальное значение) 21 ходов в минуту;
- максимальный размер листа по заданному упору 630 миллиметров;
- усилие, с которым воздействует прижимная балка 25 кН;
- высота конструкции над уровнем пола 1945 миллиметров;
- предельное отклонение по заданным размерам при резке на длину заготовки 1 000 миллиметров составляет 0,25 миллиметра;
- управление может осуществляться с помощью пульта с кнопками или педалей;
- ход может быть непрерывный или одиночный.
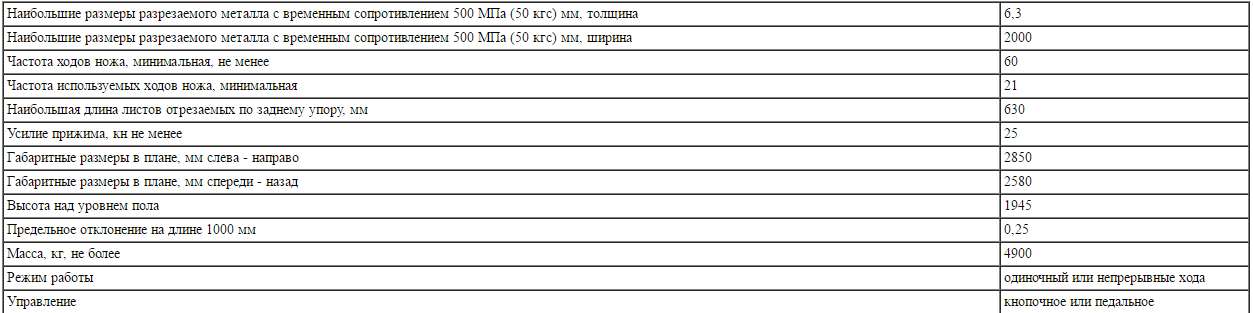
Вышеприведенные характеристики определяют особенности рассматриваемой модели станка по резке металла.
Состав узлов и принцип действия
Кривошипные пресс-ножницы для резки металла имеют достаточно однотипную структуру, в которую входят следующие узлы:
- приводной электродвигатель переменного тока;
- приводной вал, на котором располагается система включения;
- промежуточная зубчатая передача;
- маховик;
- кривошипный или эксцентриковый вал;
- шатун с ползуном, к которому крепятся подвижные ножи;
- механизм зажима исходной заготовки;
- узел подпора отрезаемой части прутка (полосы, сортового проката);
- регулируемый рольганг для подачи исходного материала;
- задний упор;
- станина.
Процесс единичного цикла резки металла на комбинированных пресс-ножницах происходит в следующей последовательности. Оператор, включая рольганг, вводит разрезаемый профиль в рабочую зону пресс-ножниц, после чего при помощи заднего упора выставляется требуемая длина заготовки. После этого материал фиксируется в необходимом положении зажимным приспособлением, и подпирается компенсатором, который обеспечивает постоянство горизонтальной оси прутка/полосы в процессе разрезания. После этого электродвигатель комбинированных пресс-ножниц включается на рабочий ход. Срабатывает муфта включения (для крупных типоразмеров она пневмоэлектрическая многодисковая, для ножниц усилием менее 800 кН узел может содержать и один нажимной диск), а ленточный тормоз растормаживает вал, который через зубчатую передачу передаёт необходимый крутящий момент на кривошипный вал. Находящийся там кривошипно-шатунный механизм преобразует вращение в поступательное перемещение ползуна с рабочим ножом. Отрезанное изделие по склизу падает на приёмный лоток, а оттуда – в ящик для нарезанных заготовок. В это время кривошипно-шатунный механизм возвращается в своё исходное – верхнее – положение. Срабатывает система включения, а фиксация вала обеспечивается синхронным включением тормоза ленточного типа.
Операции, выполняемые на пресс-ножницах НГ5224
При автоматической работе пресс-ножниц комбинированных во время обратного хода ползуна выполняется проталкивание и фиксация в зоне реза следующей заготовки.
Пресс-ножницы с гидравлическим приводом (например, от фирмы Гека серии Multicrop) работают от силового гидроцилиндра, который управляет возвратно-поступательным перемещением ползуна. Такое оборудование отличается меньшей производительностью, зато предоставляет возможность выдержки ползуна в крайней нижней точке. В некоторых случаях это улучшает качество реза. Ножницы Geka отличаются наличием опции угловой резки профиля, а также возможностью последующей гибки.
Несколько иной кинематикой обладают пресс-ножницы для резки металла аллигаторного типа, а также арматурные ножницы, предназначенные для механизированного разделения прутков из арматурной стали. Крутящие моменты там меньше, поэтому вместо фрикционной муфты в схеме предусматривается конструктивно более простая жёсткая муфта с поворотными шпонками. Помимо неприхотливости при обслуживании, она не требует непрерывной подачи сжатого воздуха под давлением более 5…6 ат. Сам же ползун совершает не возвратно-поступательные, а качательные движения. При несколько худшем качестве отрезки (для скрапа это обстоятельство особого значения не имеет) увеличивается высота рабочего пространства между подвижным и неподвижным ножами, что облегчает разделку металлолома.
Выбор подходящего исполнения
Естественно, что в первую очередь во внимание принимаются существующие возможности экскаватора. Однако, если такое оборудование приобретается вместе с навесным комплектом, то внимание обращают на следующее:
- Конструкцию ножей: челюсти гидравлических навесных ножниц должны иметь составную конфигурацию, обеспечивающую наиболее надёжный захват лома в момент начала его разделения.
- Способа переустановки и регулировки зазоров между ножами, который должен быть простым и надёжным.
- Наличия защитных пластин, которыми предотвращается смятие тонколистового лома вследствие повышенного зазора между рабочими ножами.
- Жёсткость системы управления подвижны ножом, что обеспечивает возможность реза материала с предельными высотными размерами разделяемой конструкции.
- Степень защищённости штока силового цилиндра от внешних воздействий.
- Надёжность регламентного обслуживания и смазки механизмов ножниц.
Выбор модели гидроножниц следует выполнять также с учётом минимальных габаритных размеров площадки, на которой предполагается их последующее применение (с учётом зоны текущего обслуживания).
Механические гильотинные ножницы
Ручное устройство — наиболее простое по конструкции. Оно включает в себя:
- опорный стол, на котором будет располагаться исходная заготовка;
- две или четыре стойки, которые будут обеспечивать ножницам прочность и устойчивость;
- поворотную ось с подшипниками скольжения (подшипники качения непригодны, поскольку зазоры при работе такой гильотины будут существенно изменяться, что быстро приведёт к заклиниванию);
- ножевую балку, в которой предусматриваются посадочные места под крепление сменных ножей;
- неподвижные ножи, которые монтируются на передней торцевой поверхности рабочего стола;
- рычаг поворотного типа, который будет производить силовое перемещение балки при резке;
- струбцины для фиксации металла.
Изготовление своими руками начинают со стола. Его размеры должны быть достаточными для удобного размещения заготовки, с учётом мест под фиксирующие струбцины: их должно быть как минимум две, по каждой из сторон листа. Толщина должна исключать прогиб под усилием деформирования. Проще всего приспособить стальную плиту, которую устанавливают своими руками на швеллеры. Места соединения можно скрепить болтами заподлицо с верхней поверхностью, а можно использовать и сварку. Передний торец обязательно шлифуется, чтобы обеспечить ровность последующего прилегания к нему неподвижного ножа.
Следующий этап – получение своими руками опорных стоек. Их обязательно следует сделать из цельного профиля. Подойдут квадратные трубы из качественной среднеуглеродистой стали, либо швеллер. Размер сечения можно легко вычислить по предельной нагрузке на стойки, которая складывается из собственного веса составляющих ручных гильотинных ножниц по металлу, и усилия резки Р, кН.
k – коэффициент, учитывающий возможную неравномерность рабочего зазора, затупление режущих кромок, качество разрезаемого материала и т.д. Обычно k = 1,05…1.3;
В – наибольшая ширина листа металла, мм;
s – максимальная толщина металла, мм;
σср – предел прочности материала на срез, МПа.
Для наиболее употребительных в быту материалов данный параметр составляет, МПа:
- для малоуглеродистой стали – 280…290;
- для среднеуглеродистой стали – 300…400;
- для высокоуглеродистой и нержавеющей стали – 400…500;
- для жести, алюминия – 65…80;
- для меди, латуни – 180…200.
При сборке стоек своими руками обязательно необходимо выдержать параллельность опорных поверхностей и их перпендикулярность оси поворота ножевой балки. Для этих целей лучше пользоваться лазерным уровнем. Пол в месте установки ножниц необходимо сделать ровным и прочным. Не допускается установка своими руками оборудования на уплотнённый грунт, ламинат и прочие варианты покрытия бетона полимерами.
Особо ответственный момент – изготовление своими руками ножевой балки: её профиль необходимо сделать таким, чтобы в процессе поворота подвижные ножи постепенно входили в контакт с разрезаемым металлом. Для этого можно предусмотреть два варианта:
- профилирование по контуру сабли, с постепенным увеличением радиуса кривизны по мере приближения к ручке рычага;
- пирамидальный профиль с углом скоса не более 5…60 (при большем угле металл начнёт деформироваться и изгибаться в направлении оси поворота).
Саблевидный профиль сделать сложнее, зато он обеспечивает более плавное внедрение в разрезаемый металл.
Для лучшего направления корпуса его размещают либо в специальном пазе на столе, либо – при повышенных усилиях деформирования – проектируют специальные направляющие, которые своими руками крепятся к стойкам.

Ручная самодельная гильотина
Ось поворота лучше сделать из качественной углеродистой стали, после чего закалить на твёрдость не ниже 42…45 HRC. Подшипниковые втулки изготавливают из бронзы ОФ10-1, имеющей хорошую износостойкость.










Для изготовления инструмента используют инструментальные стали У10 или У12, закаливаемые до твёрдости 48…54 HRC. Закалённые ножи тщательно шлифуют своими руками, после чего затачивают их под углом 85…90°. Значения зазора между ножами принимают в пределах 3…6% от толщины.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Классификация по типу привода
Виды ножниц по металлу делятся на категории по виду реза, назначению, особенностям конструкции. Специалисты выделяют ручные, гидравлические, дисковые и листовые инструменты.
Ручные ножницы
Работа ручных ножниц основана на физической силе. Ручные инструменты изготавливают путем ковки. Качество работы определяется длинной лезвий и прилагаемым усилием.

Ручные модели имеют небольшой вес и размеры
Рычажные отличаются наличием шарнирного крепления рукоятки и ножей. Оно обеспечивает дополнительное давление при резке. Основной недостаток такой модели — необходимость крепления к столу или верстаку.
Гидравлические изделия
Гидравлические модели применяются для раскроя стержней, профилей, арматуры. Их используют в случае демонтажа металлических конструкций, автомобилей, железнодорожных составов.

Гидравлические модели оснащены гидроприводом, который дает дополнительное давление при резе
Отличаются мобильностью, высоким качеством реза, безопасностью работы и относительно небольшой массой устройства.
Дисковые ножницы
Дисковые инструменты часто называют роликовыми. Разрез в агрегате осуществляют роликовые ножи. Они надавливают на изделие, врезаясь в него.
Большинство моделей оснащены двумя роликами — верхним и нижним. Лезвия могут быть параллельными, наклонными или с одним наклоном. Дисковые инструменты отличаются быстротой работы, чистым краем, доступной стоимостью.
Листовые ножницы
Листовые ножницы оснащены двумя режущими ножами. Первый крепится на зафиксированной опоре, второй — подвижный. Он располагается перпендикулярно первому. Между ножами имеется регулируемый зазор, которые позволяет подгонять нож под разные детали.
Ножницы отличаются высокой прочностью и доступностью. Подходят для работы на производстве.
Принцип действия и конструктивные особенности
В отличие от листовых ножниц с наклонным ножом (гильотинных), движение ножа в рычажных ножницах чаще всего происходит не по поступательной, а по вращательной траектории. Кроме того, в качестве основного исполнительного механизма используется не кривошипно-ползунный, а рычажный.
Наибольшее распространение приобрели рычажные ножницы, собранные по схеме одноплечевого рычага. При резке тонкого металла, с толщиной не более 0,7…0,8 мм применяются ручные слесарные ножницы, а при более толстом – стуловые ножницы, рычаг у которых намного длиннее. Кроме того, в схемах стуловых ножниц предусматривается возможность встраивания промежуточной зубчатой передачи
Это увеличивает длину траектории движения подвижного ножа, но снижает результирующее усилие, что важно, если агрегат имеет ручной привод
Наиболее крупные исполнения стуловых ножниц позволяют разрезать листовой прокат стали толщиной до 8…10 мм, и сортовой прокат диаметром не более 22 мм.
Стуловые рычажные ножницы с ручным приводом конструируются таким образом, чтобы приводной рычаг имел форму сабли. Это позволяет приблизить траекторию движения к работе гильотинных ножниц: внедрение подвижной части рабочего инструмента в разрезаемый металл также происходит постепенно. В результате текущее значение усилия разрезки снижается. Неприводными (ручными) ножницами стулового типа можно резать сталь толщиной до 2…2,5 мм.
Типовая конструкция рычажных ножниц настольного исполнения представляет собой совокупность следующих узлов:
- станины;
- эксцентриковых или винтовых зажимов, посредством которых оборудование стационарным образом можно прикрепить к слесарному верстаку;
- нижней опорной рамы, на которую устанавливается неподвижная часть оснастки;
- саблевидного поворотного рычага с рукояткой (для ручных моделей). на нём устанавливается подвижная часть оснастки;
- оси с подшипником скольжения.
В приводных рычажных ножницах, кроме вышеприведенных узлов имеются также электродвигатель, клиноременная передача, а также кривошипно-шатунный механизм, который преобразует вращательное движение вала двигателя в качательное перемещение рычага. Иногда такое оборудование снабжается механизмом включения (муфтой и тормозом), и в таком виде уже мало чем отличаются от стационарных ножниц аллигаторного типа. Единственное их преимущество в данном случае состоит в отсутствии балансира, компенсирующего инерцию массивных деталей.





