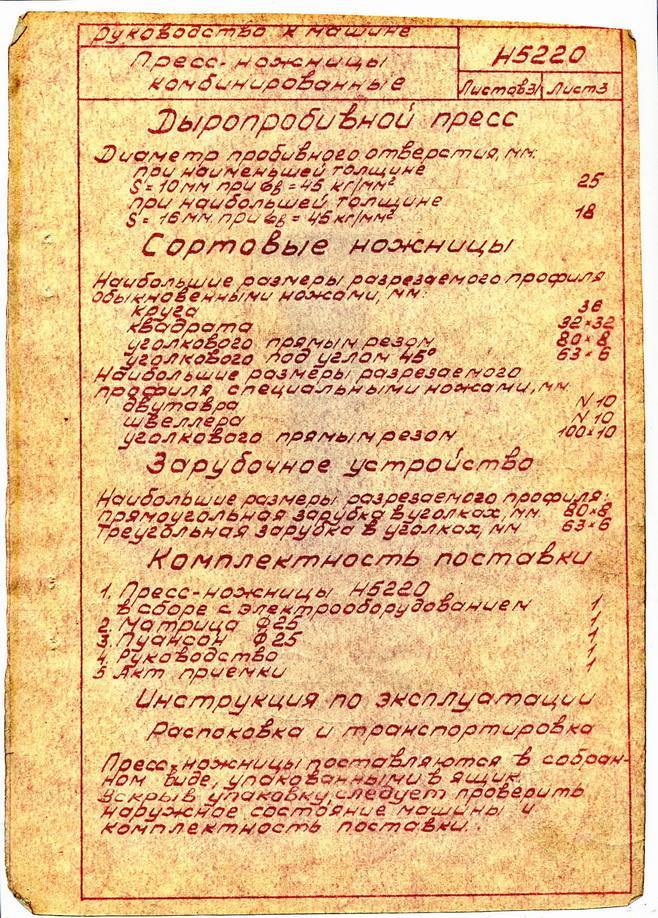
Пресс-ножницы комбинированные НГ5222
Пресс ножницы НГ5222 комбинированные предназначены для отрезки полосового, сортового и фасонного проката, пробивки отверстий в листовом, полосовом и фасонном прокате, а также вырубки открытых пазов.
Пресс ножницы широко используются, как на небольших предприятиях, так и на крупных производствах, железобетонных комбинатах и др.
Предназначены для рубки полосы, круга и квадрата.
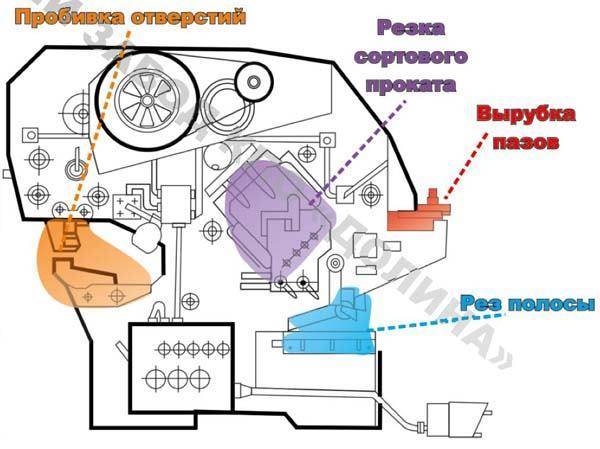
Пресс-ножницы НГ5222 производят:
- Секция резки сортового проката — отрезка уголка, круга, швеллера, двутавра, шахтного профиля. Отрезка проката без разметки до 1000 мм по упору
- Секция резки полосы, листа — отрезка полосы осуществляется под различными углами
- Секция пробивки отверстий — пробивка отверстий круглой, прямоугольной, квадратной и любой другой формы в листовом и фасонном прокате
- Секция вырубки пазов — пробивка открытых пазов треугольной и прямоугольной формы
Технические характеристики
| Параметры станка | НГ5222 | НГ5223 |
| Наибольшие размеры обрабатываемого проката, мм | ||
| толщина и ширина полосы | 16х150 | 18х190 |
| диаметр круга | 45 | 60 |
| сторона квадрата | 40 | 45 |
| Равнобокий уголок, отрезка | ||
| под углом 90 град | 125х12 | 125х14 |
| под углом 45 град | 90х9 | 100х10 |
| Наибольший профиль: | ||
| Двутавра | 18 | 18а |
| Швеллера | 18 | 18а |
| Пробиваемое отверстие, мм | ||
| Диаметр | 30 | 32 |
| толщина материала | 16 | 16 |
| Наибольшие размеры пробиваемых пазов прямоугольной формы, мм | ||
| Толщина | 10 | 10 |
| Длина | 70 | 60 |
| Ширина | 65 | 65 |
| Номинальное усилие пресса, кН | 400 | 830 |
| Масса, кг | 2270 | 2500 |
| Габаритные размеры, мм | 1900х1600х1950 | 1800х1700х1885 |
| Мощность электродвигателя, кВт | 4.8 | 4.0 |
Пресс-ножницы комбинированные модели НГ5222 служат для отрезки полосового, сортового и фасонного проката и пробивки отверстий в листовом, полосовом и фасонном прокате, а также для выполнения зарубочных операций.
Пресс-ножницы комбинированные могут найти применение на машиностроительных, ремонтных и других заводах, при эксплуатации в климатических зонах с умеренным и холодным климатом исполнение УХЛ, сухим и влажным тропическим климатом — исполнение О, категория размещения 4 по ГОСТ15150-69.
Дополнительное требование: нижнее значение температуры воздуха должно быть не менее +5°С.
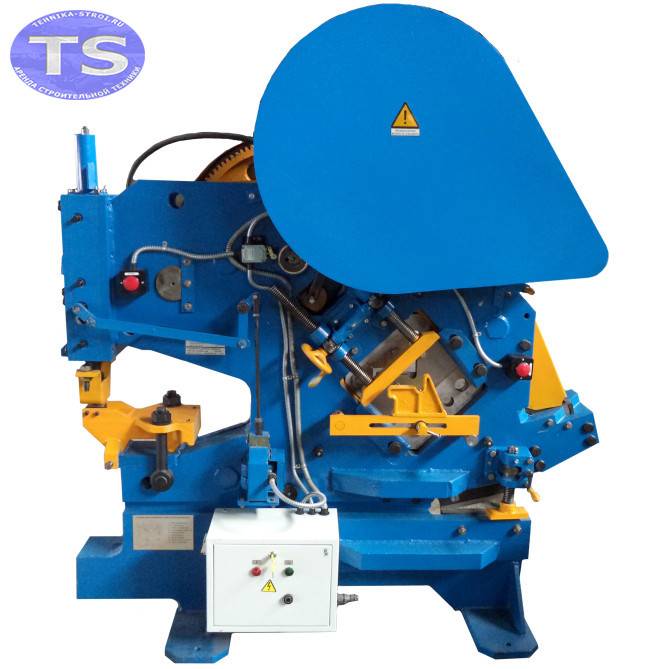
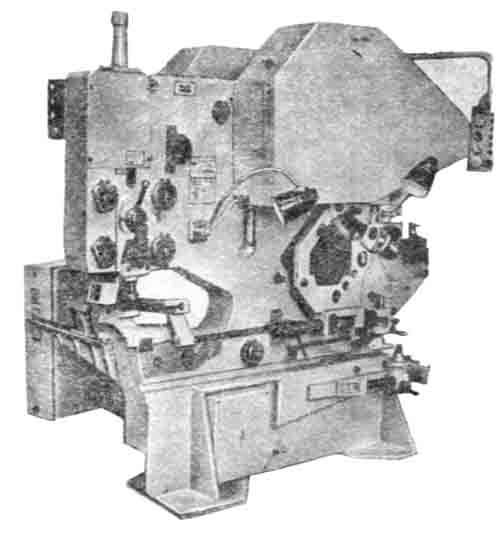
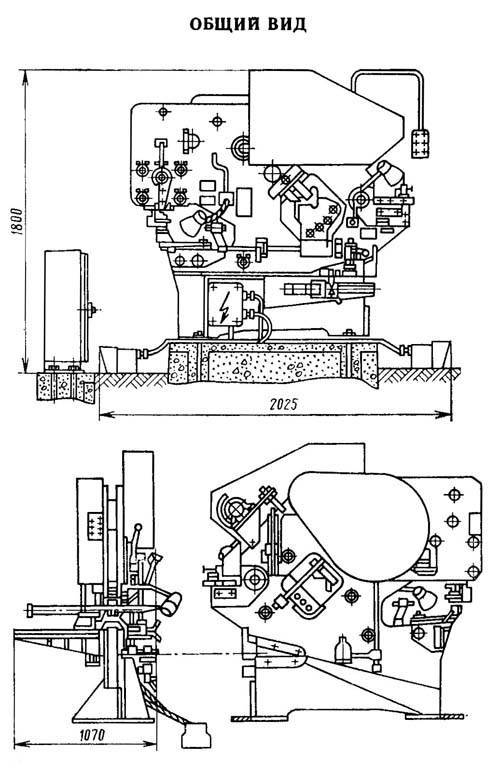
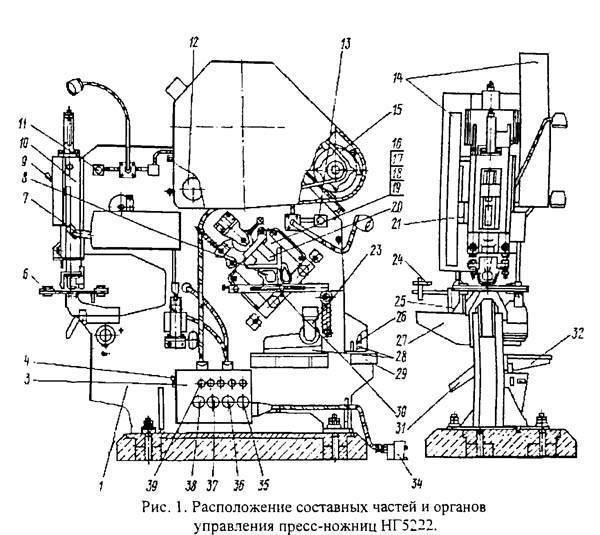
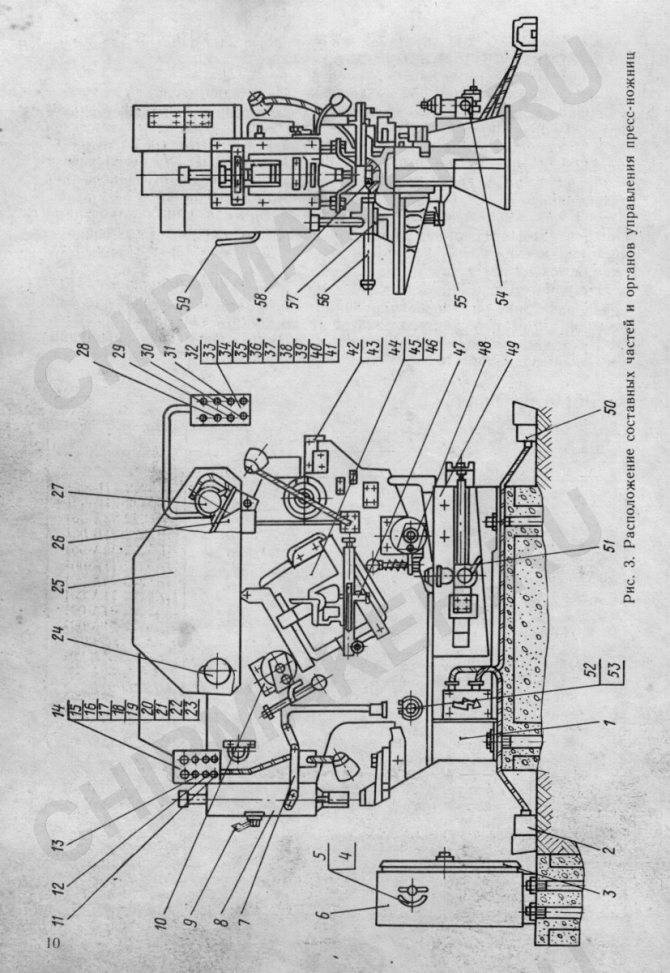
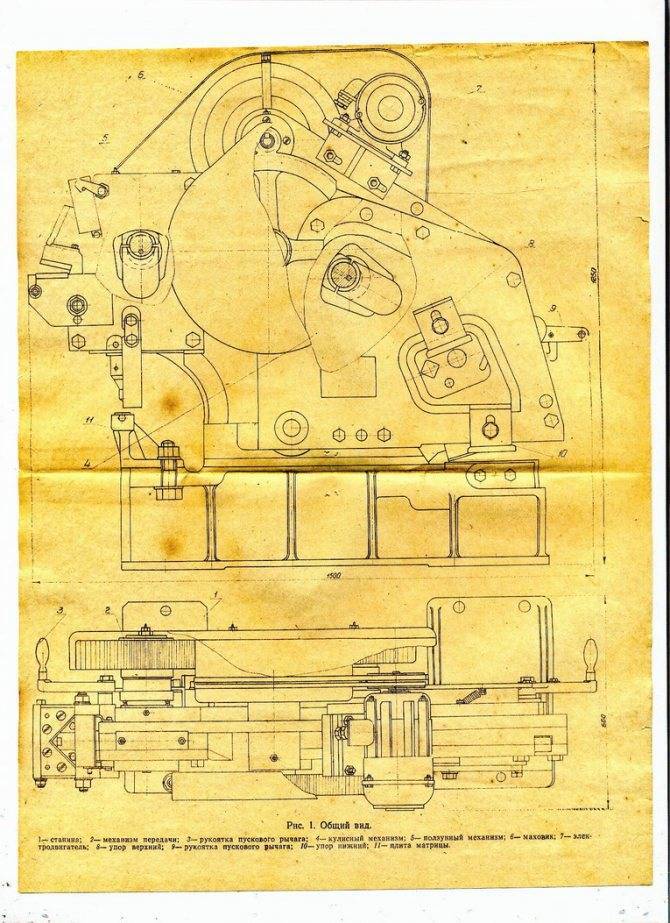
Общий вид комбинированных пресс-ножниц

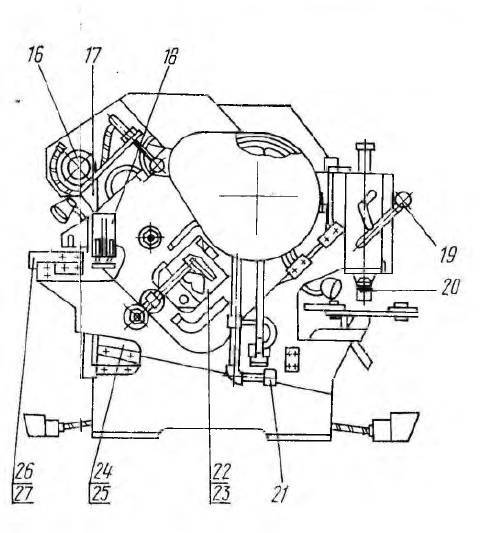
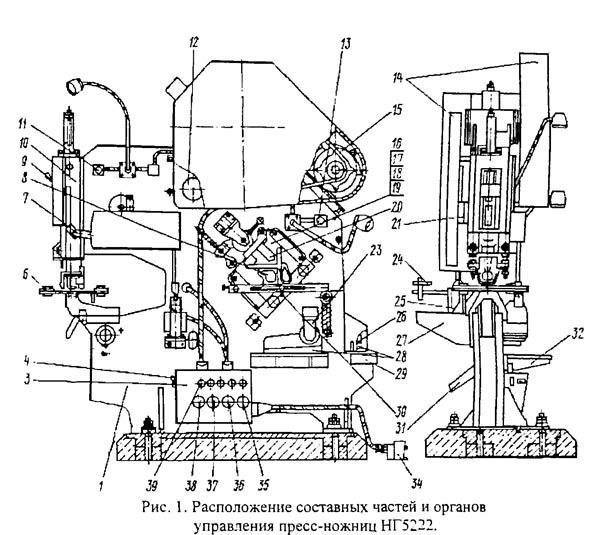
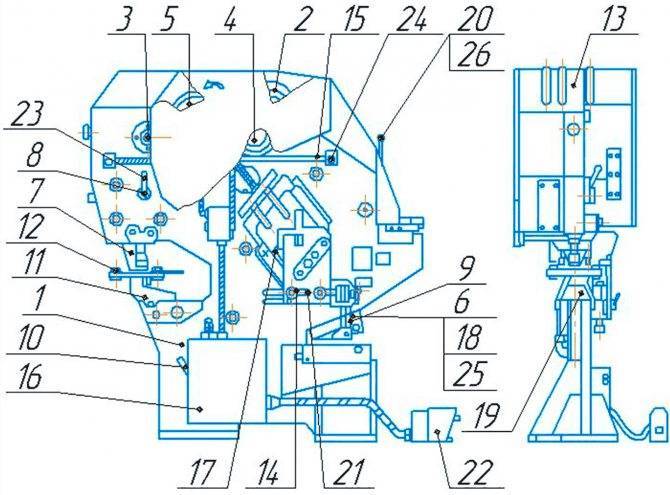
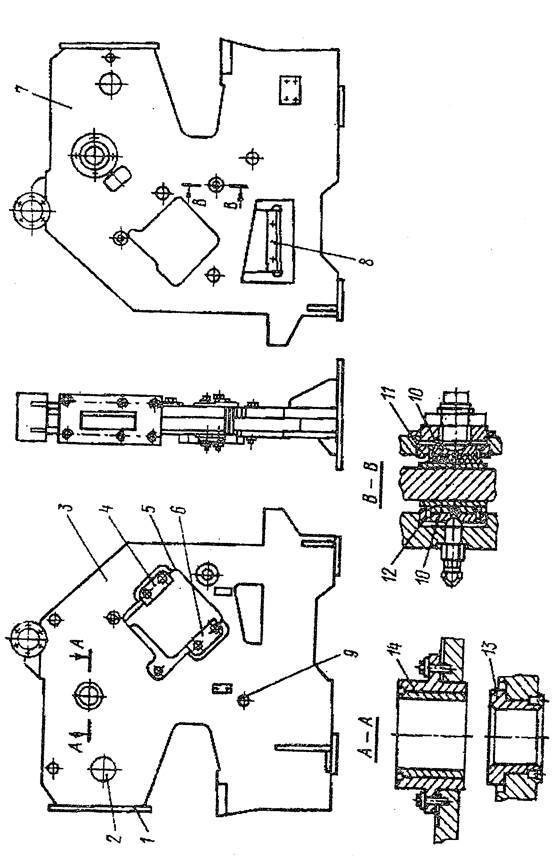
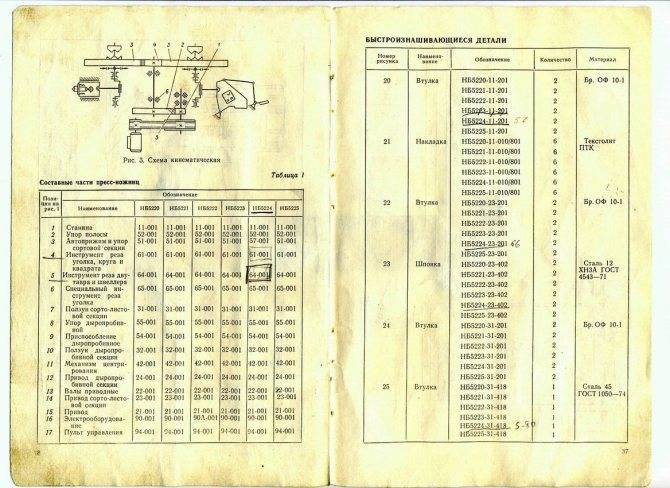
Составные части комбинированных пресс-ножниц
Пресс-ножницы комбинированные с четырьмя рабочими зонами позволяют выполнять на одной машине несколько типов операций без предварительной перенастройки ножниц, в любой последовательности и без смены инструмента, что обеспечивает гибкую и экономичную обработку проката, как в крупном машиностроительном производстве, так и любой ремонтной мастерской.
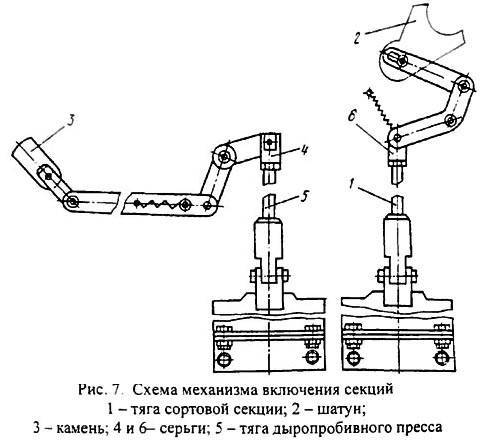
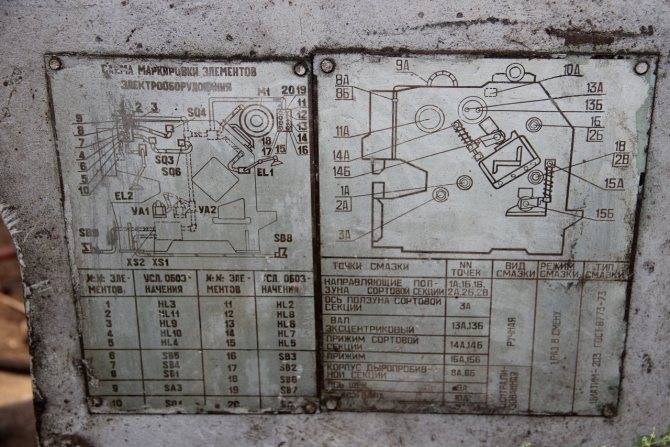
Станина сварной конструкции, состоит из переднего и заднего листов, приваренных к основанию. Для установки приводных валов и приводов секций в станине выполнены четыре расточки. Привод сортолистовой и дыропробивной секций от электродвигателя через клиноременную и зубчатую передачи на эксцентриковый вал секций. Рычаг зарубочного устройства связан при помощи тяги с ползуном сортолистовои секции.
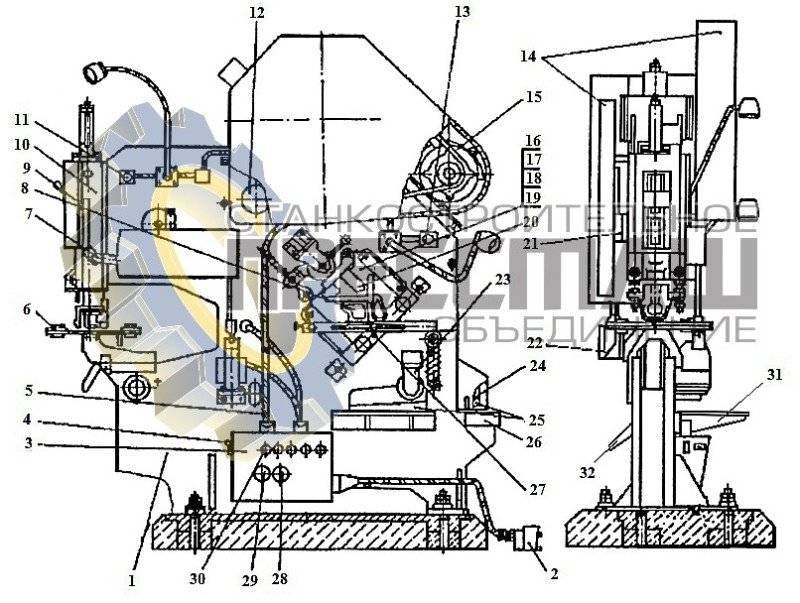
Ползун дыропробивной секции уравновешивается пружинными уравновешивателями.
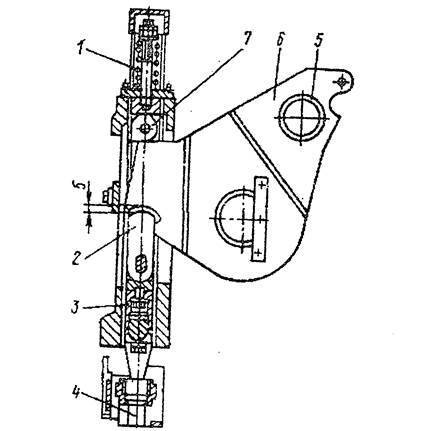
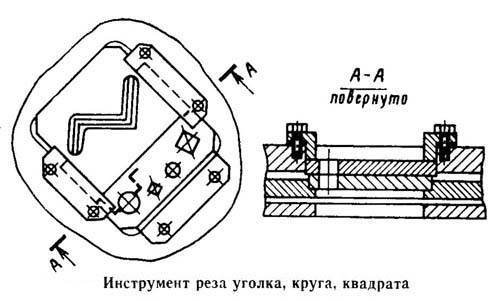
Механизм центрирования предназначен для выполнения операции наметки путем перемещения с помощью рукоятки пуансонодержателя с пуансоном. Инструмент реза уголка, круга и квадрата состоит из подвижной и неподвижной плит. Подвижная плита крепится в гнездо ползуна сортолистовой секции, неподвижная — в гнезде станины Г-образ-ными пружинами.
Листовой и зарубочный инструмент состоит из двух подвижных и трех неподвижных ножей. Подвижные ножи — гильотинный для резки листового материала и прямоугольный — для прямоугольной зарубки. Инструмент дыропробивной секции состоит из пуансона и матрицы. Пуансон крепится через пуансонодержатель к ползуну, а матрица — к корпусу дыропробивного приспособления.
Пресс-ножницы имеют три рабочих места, обслуживаемые одним оператором. Электросхема обеспечивает работу пресс-ножниц па непрерывных и одиночных ходах. Управление кнопочное и педальное. Смазка густая, комбинированная.
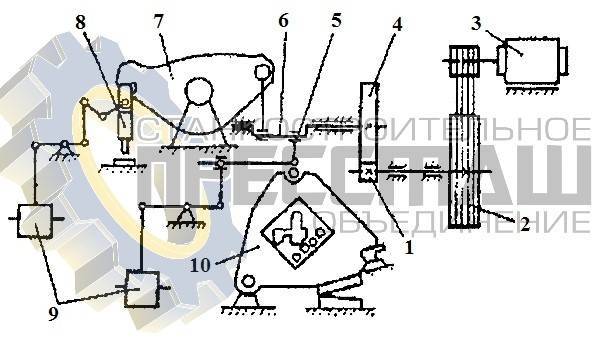
Состав узлов и принцип действия
Кривошипные пресс-ножницы для резки металла имеют достаточно однотипную структуру, в которую входят следующие узлы:
- приводной электродвигатель переменного тока;
- приводной вал, на котором располагается система включения;
- промежуточная зубчатая передача;
- маховик;
- кривошипный или эксцентриковый вал;
- шатун с ползуном, к которому крепятся подвижные ножи;
- механизм зажима исходной заготовки;
- узел подпора отрезаемой части прутка (полосы, сортового проката);
- регулируемый рольганг для подачи исходного материала;
- задний упор;
- станина.
Процесс единичного цикла резки металла на комбинированных пресс-ножницах происходит в следующей последовательности. Оператор, включая рольганг, вводит разрезаемый профиль в рабочую зону пресс-ножниц, после чего при помощи заднего упора выставляется требуемая длина заготовки. После этого материал фиксируется в необходимом положении зажимным приспособлением, и подпирается компенсатором, который обеспечивает постоянство горизонтальной оси прутка/полосы в процессе разрезания. После этого электродвигатель комбинированных пресс-ножниц включается на рабочий ход. Срабатывает муфта включения (для крупных типоразмеров она пневмоэлектрическая многодисковая, для ножниц усилием менее 800 кН узел может содержать и один нажимной диск), а ленточный тормоз растормаживает вал, который через зубчатую передачу передаёт необходимый крутящий момент на кривошипный вал. Находящийся там кривошипно-шатунный механизм преобразует вращение в поступательное перемещение ползуна с рабочим ножом. Отрезанное изделие по склизу падает на приёмный лоток, а оттуда – в ящик для нарезанных заготовок. В это время кривошипно-шатунный механизм возвращается в своё исходное – верхнее – положение. Срабатывает система включения, а фиксация вала обеспечивается синхронным включением тормоза ленточного типа.
Операции, выполняемые на пресс-ножницах НГ5224
При автоматической работе пресс-ножниц комбинированных во время обратного хода ползуна выполняется проталкивание и фиксация в зоне реза следующей заготовки.
Пресс-ножницы с гидравлическим приводом (например, от фирмы Гека серии Multicrop) работают от силового гидроцилиндра, который управляет возвратно-поступательным перемещением ползуна. Такое оборудование отличается меньшей производительностью, зато предоставляет возможность выдержки ползуна в крайней нижней точке. В некоторых случаях это улучшает качество реза. Ножницы Geka отличаются наличием опции угловой резки профиля, а также возможностью последующей гибки.
Несколько иной кинематикой обладают пресс-ножницы для резки металла аллигаторного типа, а также арматурные ножницы, предназначенные для механизированного разделения прутков из арматурной стали. Крутящие моменты там меньше, поэтому вместо фрикционной муфты в схеме предусматривается конструктивно более простая жёсткая муфта с поворотными шпонками. Помимо неприхотливости при обслуживании, она не требует непрерывной подачи сжатого воздуха под давлением более 5…6 ат. Сам же ползун совершает не возвратно-поступательные, а качательные движения. При несколько худшем качестве отрезки (для скрапа это обстоятельство особого значения не имеет) увеличивается высота рабочего пространства между подвижным и неподвижным ножами, что облегчает разделку металлолома.
Основные технологические параметры ножниц
В паспорте на данное оборудование, которое выпускается Кувандыкским , приводятся следующие технические характеристики:
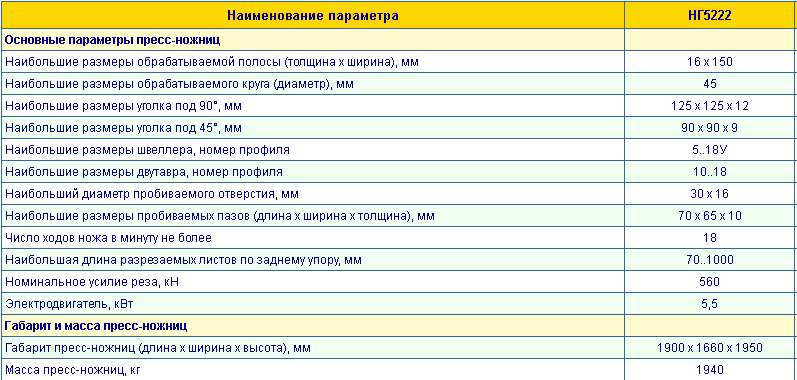
- Максимальные размеры разрезаемой полосы, мм: толщина – 16; ширина – 150.
- Максимальный диаметр разрезаемого круглого проката, мм – 45.
- Максимальные габариты равнобокого уголка, мм: при прямом резе — 125×125×12; при резе под углом 45° — 90×90×9.
- Максимальный номер швеллера и двутавра – 18У.
- Максимальный диаметр пробиваемого отверстия (для полосы толщиной 16 мм), мм – 30.
- Максимальные размеры вырубаемого паза в заготовке (длина× ширина× толщина), мм — 70× 65× 10.
- Максимальная длина листа или полосы, разрезаемой с применением заднего упора, мм – до 1000.
- Номинальное усилие, кН – 580.
- Число ходов, мин-1 — 18.
- Мощность электродвигателя, кВт – 5,5.
Габаритные размеры, масса, а также прочие конструктивные параметры, имеющиеся в описании, полностью соответствуют требованиям ГОСТ 7355. Производитель имеет право вносить в конструкцию незначительные изменения, не приводящие к ухудшению эксплуатационных возможностей ножниц. Эти изменения отражаются в паспорте на изделие.
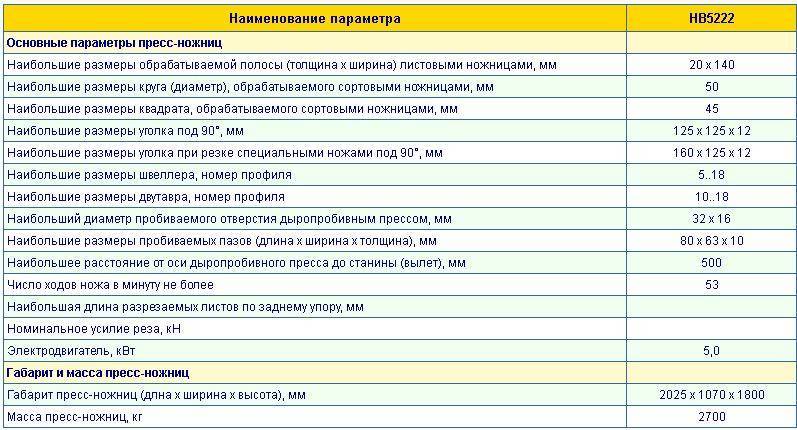
Технические характеристики
Устройство и принцип работы
Принцип работы пресс ножниц для обработки металлических заготовок зависит от конструкции оборудования. Устройство станка:
- станина для удержания других деталей, отвечающая за устойчивость агрегата;
- зубчатая передача;
- привод — гидравлический или электрический;
- эксцентриковый вал;
- механизмы для зажима заготовок;
- система подачи деталей;
- задний упор;
- ползун с шатуном;
- подпорки для нарезания арматуры, металлических прутьев;
- панель управления.
Модели с ЧПУ дополняются датчиками перемещения рабочих частей, дисплеем, системой контроля разрезания. Ножницы комбинированные содержат несколько режущих частей.







Комбинированные пресс-ножницы НГ5222
| Наименование параметра | Модель НГ 5222 |
| Наибольшие размеры обрабатываемого проката, мм: | |
| — толщина и ширина полосы | 16х150 |
| — диаметр круга | 45 |
| Уголок, резка под углом: | |
| — 90° | 125х125х12 |
| — 45° | 90х90х9 |
| Пробиваемое отверстие, мм: | |
| — диаметр | 30 |
| — толщина материала | 16 |
| Наибольшие размеры пробиваемых пазов прямоугольной формы, мм: | |
| толщина/ширина/длина | 10/65/70 |
| Наибольший номер профиля (двутавра и швеллера) | №18 |
| Частота ходов ползуна, мин-¹ | 18 |
| Номинальное усилие пресса, кН (тс) | 400 (40) |
| Расстояние от оси ползуна пресса до станины, не менее, мм | 500 |
| Род тока электропривода | переменный, трехфазный |
| Напряжение цепи, В: | |
| — силовой | ~ 380 |
| — управления | ~ 110 |
| — местного освещения | ~ 24 |
| — сигнализации | ~ 22 |
| Количество точек местного освещения, шт | 2, уст-ся потребителем |
| Управление | педальное |
| Электродвигатель: | |
| — тип | АИР100L2УЗ |
| — мощность (кВт) | 5.5 |
| — частота вращения, мин-¹ | 2930 |
| Режим работы электросхемы | одиночный ход, ручной поворот (наладочный режим) |
| Габариты, мм | 1900х1650х1950 |
| Вес, кг | 2270 |
Высокоэффективная промышленная версия пресс-ножниц предназначена для нарезки мерных прутков и заготовок из металла. Компактное исполнение и эксплуатационные показатели с характерной малой трудоемкостью для операторов при работе на пресс ножницах способствует повышению популярности этой модификации среди производственных компаний. Наиболее часто данную модель устанавливают для подрезки металла на заготовительных участках или в производственных цехах, работающих с металлопрокатом с указанными параметрами. Модель дает возможность резать металл, проводить подрезку под углом и пробивать отверстия.
Конструкция пресс-ножниц НГ 5222:
В основе пресс-ножниц НГ 5222 – сварная станина, на которую устанавливаются приводы секций, выполняющие определенные задачи (рез, вырубка пазов, пробивание отверстий). Приводы приводятся в движение электродвигателем мощностью 5,5 кВт. К станине можно присоединять следующие инструменты:
— Листовой и зарубочный
— Дыропробивной
— Резальный
Управление пресс-ножницами осуществляется с помощью кнопок и педалей.
Функциональные возможности пресс-ножниц НГ 5222:
Такая конструкция позволяет с помощью пресс-ножниц выполнять следующие операции:
— Резать фасонный, полосовой и листовой металлопрокат
— Пробивать отверстия
— Вырубать открытые пазы
Пресс-ножницы дают возможность резать полосы толщиной 16 мм и шириной до 150 мм, круг диаметром до 45 мм, пробивать отверстия диаметром 30 мм в материале толщиной до 16 мм.
Под углом 45 градусов с помощью пресс-ножниц можно резать уголок размером 90×90×9 мм, а под углом 90 градусов – размерами 125×125×12 (при использовании специального инструмента эти размеры могут быть увеличены до 160×160×12).
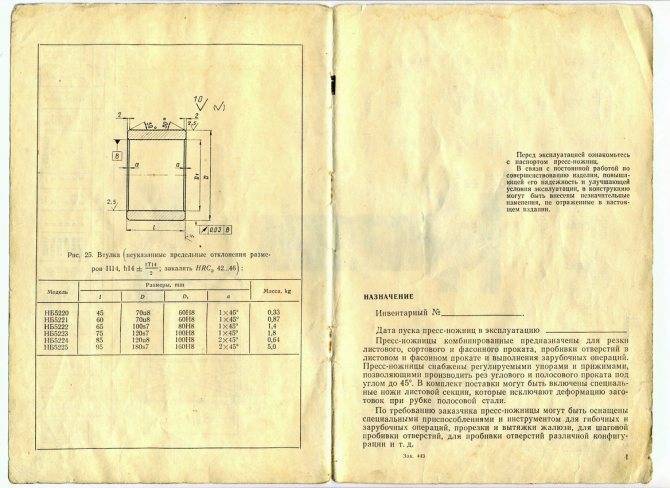
Ножи к ножницам для резки сортового проката. Технические требования
Ножи для пресс ножниц изготавливаются по ГОСТ 25454-82 Ножи к ножницам для резки сортового проката. Технические требования
- Ножи не должны иметь трещин, заусенцев, раковин, острых углов и кромок (кроме режущих);
- Поверхности, образующие режущую кромку не должны иметь задиров, прижогов;
- Режущая кромка не должна быть затуплена, выкрошена, не должна иметь забоин;
- Ножи должны изготавливаться из стали марок:
- Х12Ф1, ХБФ по ГОСТ 5990-73 для холодной резки стали
- Р6М5 по ГОСТ 19256-73, 4Х5В2ФС по ГОСТ 5990-73 для горячей резки стали
- Твердость ножей должна быть HRC = 50…56
- Допускается по согласованию с потребителем изготовлять ножи из других марок стали, не снижающих качества ножей
- Параметры шероховатости Ra поверхностей ножей не должны превышать следующих значений:
- Поверхности, образующие режущую кромку (передняя, задняя) и опорные поверхности — 1,25 мкм
- Поверхности крепления и фасок — 20 мкм
- Остальные поверхности — 10 мкм
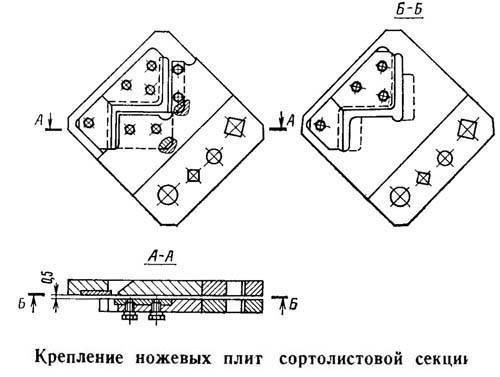
Особенности работы сортовой секции НВ5222
Перед работой на сортовой секции НВ5222 проверьте крепление ножей к ножевым плитам, крепление Г-образных регулировочных прижимов. Зазор между ножами сортовой секции устанавливается в зависимости от толщины разрезаемого материала инее должен превышать 0,2…0,5мм. При замене ножевых плит снимите Г-образные прижимы инструмента и выньте ножевые плиты
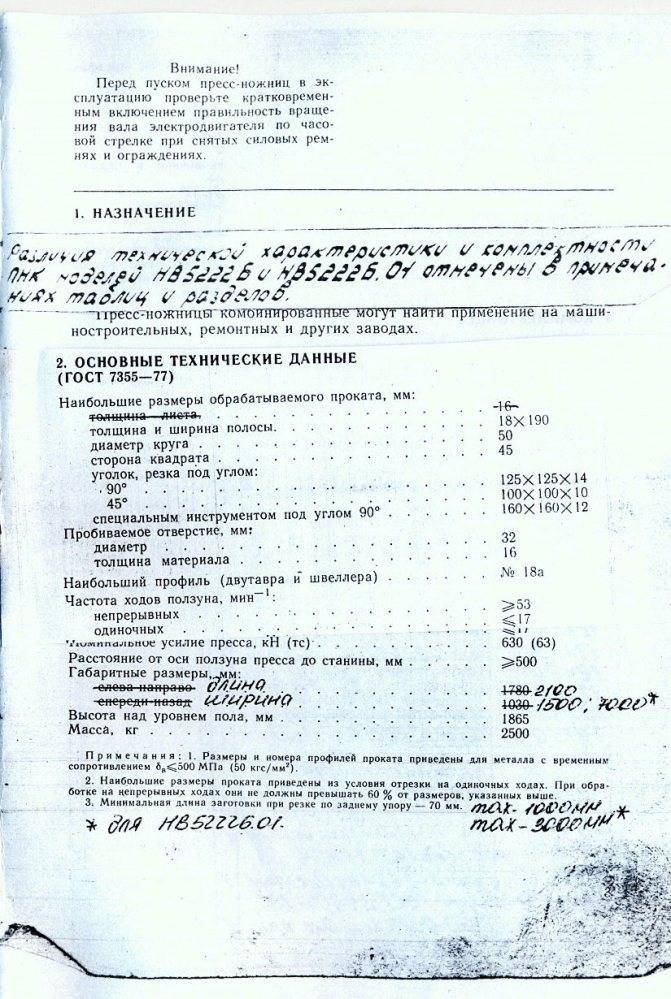
Внимание! Пресс-ножницы НВ5222 рассчитаны на обработку материалов с временным сопротивлением δ ≤ 500 Мпа (50 кгс/мм2).
Для реза фасонного проката установите в гнездо ползуна и станины соответствующий инструмент. Выставьте плиту упора на соответствующий угол (900 и 450) по делениям направляющей и закрепите ее
Поставьте упор и сменные прижимы. Введите в гнездо инструмента прокат и выставьте его по разметке. Рукояткой фиксатора автоприжима сортовой секции освободите прижимной кулак и поверните его до соприкосновения системы рычаг-прижим с обрабатываемым материалом. При ближайшем совпадении отверстия на кулачке с осью фиксатора зафиксируйте их. После этого начинайте рез. Не режьте полосу, имеющую на своей поверхности масляные пятна. Не допускается резка материала вершинами ножей. Регулируйте зазор между ножами прокладками под опорные поверхности. Для исключения поломки ножи должны перекрывать друг друга на 3…5мм. Зазор между ножами не должен превышать 1/30 толщины разрезаемого материала
Разновидности ножниц
Пресс-ножницы могут отличаться друг от друга по массе параметров — тип привода, мощность, габариты, перечень доступных операций, количество активных зон. Основными разновидностями являются следующие виды КПН — рычажные, дисковые, гидравлические, контейнерные, для лома.
Рычажные системы
Подобные ножницы обладают небольшими размерами, поэтому они годятся для обработки небольших деталей. Их используют в небольших мастерских или цехах, а также в пунктах приема металлического лома. Рычажные системы обладают небольшим весом, поэтому при необходимости их можно быстро переместить с одного места в другое. Принцип работы подобных систем выглядит так:
- На установке друг над другом закрепляется два гильотинных ножа. Длина лезвий обычно не превышает 10 сантиметров. Нижний нож закреплен неподвижно, тогда как верхний нож приводится в действие мускульной силой.
- Чтобы произвести резку, прессование или сделать отверстие человек помещает деталь в рабочую зону. Потом он дергает за рычаг, который создает необходимый уровень давления, что приводит к разрезанию детали.
- Как ясно из описания, у рычажных систем отсутствуют электрические элементы. Поэтому такими установками можно производить резку в любом месте без необходимости подсоединения системы к источнику электроэнергии.

Дисковые системы
Подобные установки по строению и характеру использования похожи на рычажные системы с некоторыми важными отличиям:
- Вместо гильотинных ножей применяются два острых диска, которые вращаются в противоположном направлении относительно друг друга.
- В большинстве случаев диски подключены к электрическому источнику энергии. Управление системой осуществляется с помощью рычага, который позволяет поднести диск в активную зону.
Дисковые системы обладают множество плюсов. Плюс заключается в том, что работнику не понадобится тратить свою энергию для работ, поскольку резка осуществляется с помощью электрических дисков, подключенных к генератору. К тому же подобная резка является быстрой и точной, а деформация и заусенцы у детали не образуются. Дисковые установки обычно обладают небольшими размерами, поэтому они также годятся только для обработки небольших деталей в условиях мастерских или небольших цехов.
Гидравлические системы
Гидравлические КПН обычно обладают средними или большими размерами, а используют их обычно в средних и крупных промышленных цехах на производствах. Гидравлика позволяет развить высокое давление, что позволяет резать, обрабатывать даже самые толстые и прочные металлические детали.
Основа гидравлических установок обычно сделана из бетона, а станина делается сварным методом. Для резки обычно используются два массивных ножа, которые подключены к гидравлическому прессу. Станина обладает достаточно большими размерами, что позволяет ей гасить вибрации во время работ, что позволяет заметно повысить качество резки. Гидравлические КПН-системы могут резать металл под углом. Поэтому с их помощью можно также делать сложные каркасные конструкции или детали для автомобилей.

КПН для лома
Подобные системы обладают очень большими размерами, а обладают они механическим или механико-гидравлическим принципом работы. Такие системы применяются для утилизации лома — металлического, автомобильного, сталеплавильного. Ножницы для переработки лома используются на крупных металлургических заводах в составе более сложных систем. КПН для лома обычно оснащаются несколькими автономными секциями, что позволяет заметно ускорить, упростить работу оператора. Также многие системы оснащаются камерой прессования, которая позволяет пакетировать металлолом.
Контейнерные системы
Подобные системы по конструкции и строению аналогичны предыдущим установкам с той лишь разницей, что контейнерные установки являются более мобильными. Тогда как системы для работы с ломом обычно монолитные системы. При необходимости контейнерную установку можно быстро демонтировать и транспортировать на нужное место, что заметно повышает мобильность КПН. Во всем остальном КПН аналогичны предыдущим системами — они состоят из нескольких независимых отделов, установка оснащается специальной камерой для прессования нарезанного металлолома.
Пресс-ножницы и комбинированные пресс-ножницы
Давайте разрешим терминологический вопрос, чтобы у читателя не возникла путаница:
- Пресс-ножницы (ПН). Это станки и станочное оборудование, которое имеет вид ножниц, где резка металла осуществляется за счет энергии давления. ПН предназначены для резки, рубки, раскройки металлических объектов. Они не годятся для прессования или изготовления насечек, отверстий, отметин.
- Комбинированные пресс ножницы (КПН). По принципу работы и конструкции КПН аналогичны обычным пресс-ножницам. Отличие комбинированных станков — это наличие пресса и специальных насадок, которые позволяют не только резать металл, но и делать насечки, изготавливать отверстия.
Сегодня почти все станки оборудованы прессом и средствами для изготовления отверстий, насечек. Поэтому де-факто большинство пресс ножниц для металла являются установками комбинированного типа (то есть все основные ножницы — это КПН). Стандартные ПН-системы без вспомогательного пресса на практике встречаются достаточно редко. Они вышли из употребления в связи с их более низкой универсальностью. Хотя пресс ножницы не комбинированного типа все же встречаются в сфере производства недорого домашнего оборудования. Поэтому в нашей статье под словосочетанием пресс ножницы мы будем подразумевать КПН-установки.
НВ5222 пресс-ножницы комбинированные. Назначение, область применения
Пресс-ножницы комбинированные НВ5222 разработаны в 1975 году и серийно выпускались с 1977 года. Разработчик — СКБ КПО и АЛ г. Азов. Изготовитель — Завод механических прессов г. Кувандык.

Комбинированные пресс-ножницы НВ5222 служат для отрезки полосового, сортового и фасонного проката и пробивки отверстий в листовом, полосовом и фасонном прокате, а также для выполнения зарубочных операций.
Комбинированные ножницы НВ5222 могут найти применение на машиностроительных, ремонтных и других заводах, при эксплуатации в климатических зонах с умеренным и холодным климатом исполнение УХЛ, сухим и влажным тропическим климатом — исполнение О, категория размещения 4 по ГОСТ15150-69.
Ножницы НВ5222 с четырьмя рабочими зонами позволяют выполнять на одной машине несколько типов операций без предварительной перенастройки ножниц, в любой последовательности и без смены инструмента, что обеспечивает гибкую и экономичную обработку проката, как в крупном машиностроительном производстве, так и любой ремонтной мастерской.
Ножницы НВ5222 производят следующие операции:
- резка листового металла, резка полосы;
- отрезка проката без разметки от 70 до 1000 мм по упору;
- пробивка пазов треугольной и прямоугольной формы;
- отрезка круга;
- отрезка уголка, швеллера, двутавра, шахтного профиля;
- пробивка отверстий круглой, прямоугольной, квадратной и любой другой формы.
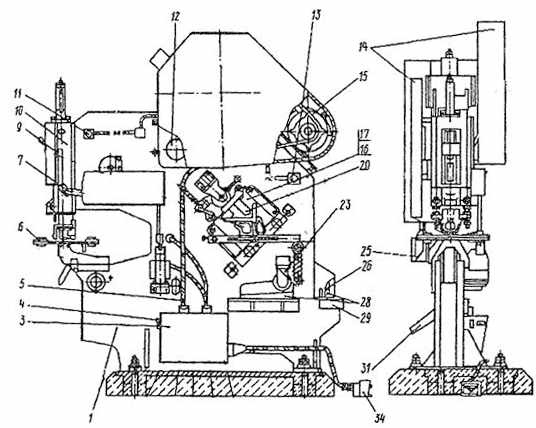
Описание конструкции пресс ножниц НВ 5222
Станина сварной конструкции, состоит из переднего и заднего листов, приваренных к основанию.
Для установки приводных валов и приводов секций в станине выполнены четыре расточки. Привод сортолистовой и дыропробивной секций от электродвигателя через клиноременную и зубчатую передачи на эксцентриковый вал секций. Рычаг зарубочного устройства связан при помощи тяги с ползуном сортолистовой секции.
Ползун дыропробивной секции уравновешивается пружинными уравновешивателями.
Механизм центрирования предназначен для выполнения операции наметки путем перемещения с помощью рукоятки пуансонодержателя с пуансоном.
Инструмент реза уголка, круга и квадрата состоит из подвижной и неподвижной плит. Подвижная плита крепится в гнездо ползуна сортолистовой секции, неподвижная — в гнезде станины Г-образными пружинами.
Листовой и зарубочный инструмент состоит из двух подвижных и трех неподвижных ножей.
Подвижные ножи — гильотинный для резки листового материала и прямоугольный — для прямоугольной зарубки.
Инструмент дыропробивной секции состоит из пуансона и матрицы. Пуансон крепится через пуансонодержатель к ползуну, а матрица — к корпусу дыропробивного приспособления.
Пресс-ножницы НВ 5222 имеют три рабочих места, обслуживаемые одним оператором.
Электросхема обеспечивает работу пресс-ножниц на непрерывных и одиночных ходах.
Управление кнопочное и педальное.
Смазка густая, комбинированная.
Конструкция пресс-ножниц НВ5222 и множество вариантов дополнительной оснастки позволяют использовать пресс-ножницы для обработки проката различного профиля и разных параметров.
Для облегчения перемещения полосового, сортового и фасонного проката при подаче их в рабочую зону ножниц возможно использование модуль-рольганга приводного модели МРП.
Дополнительное требование: нижнее значение температуры воздуха должно быть не менее +5°С
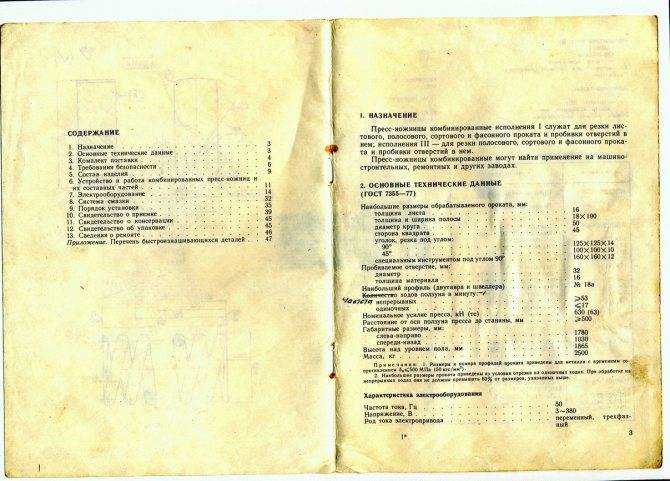
Основные параметры пресс-ножниц НВ5221:
Параметры действительны для металла с пределом прочности (временным сопротивлением) σ BP = 500 МПа (50 кг/мм2).
- Наибольшая толщина разрезаемого листа — 16 мм
- Наибольшая толщина и ширина разрезаемой полосы — 18 х 190 мм
- Наибольший диаметр разрезаемого круга — Ø 50 мм
- Наибольшие размеры разрезаемого уголка — 14 х 125 х 125 мм
- Наибольший диаметр пробиваемого отверстия — Ø 32 мм
- Частота непрерывных ходов ползуна — 53 мин-1
- Мощность привода — 4,8 кВт
- Вес машины полный — 2,5 т