

Выбор режущего инструмента
Его следует начинать с анализа шероховатости поверхностей детали, которая задана на чертеже. В зависимости от параметра шероховатости выбирается метод обработки данной поверхности, которому соответствует свой специфический режущий инструмент. В табл. 1 приведена зависимость шероховатости поверхности от различных методов обработки.
Немаловажное значение для обработки имеет выбор материала инструмента. При его выборе следует руководствоваться рекомендациями табл
2. Для тонких (отделочных) методов обработки материалов с высокими скоростями резания (свыше 500 м/мин) рекомендуется применение сверхтвердых инструментальных материалов.
Наиболее распространенными среди них являются материалы, полученные на основе кубического нитрида бора.
Таблица 1.
Описание и сфера применения

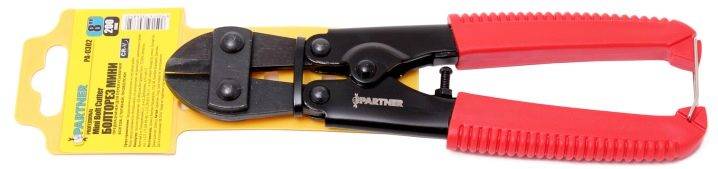
Задачей любого болтореза является перекусывание вытянутых металлических предметов. Их форма большого значения не имеет: аппарат удачно справляется как с круглым, так и квадратным сечением заготовок. Этим обусловлена конструкция болтореза: в нём всегда будут две части, между которыми создаётся давление. Части могут приводиться в движение различным образом — вручную, посредством гидравлического цилиндра или силой электрического тока.
Применяется этот агрегат в различных сферах:
- В строительстве. Наиболее частая задача — резка арматуры, которая в больших количествах идёт на бетонные конструкции.
- В спасательном деле. Хороший болторез составляет неотъемлемую часть инвентаря команды пожарников и службы МЧС. С его помощью осуществляется демонтаж конструкций, которые мешают спасению людей, преодоление преград в виде замков, цепочек и петель (Как тут не вспомнить Леона в исполнении Жана Рено из одноимённого фильма, хотя пожарником он не был).
- В различных СТО и ремонтных мастерских, где с помощью усиленных ножниц производят демонтаж вышедших из строя запчастей.
- В быту, на даче. Начиная от применения в мастерской и заканчивая перекусыванием заржавевшего замка бабушкиного чулана.
- Промышленность. Больший и мощные болторезы в качестве стационарного оборудования размещены во многих цехах и металлобазах, где ими орудуют при производстве и раскрое заготовок.
Лучшие профессиональные болторезы
Модели подобного типа применяются для резки стержней большой толщины. Профессиональные болторезы отличает высокая стоимость, крупные габариты и повышенный уровень прочности рабочей части. Они используются при проведении строительных, ремонтных работ, а также демонтаже сложных конструкций.
DeWALT DCS 350 N
5
★★★★★
оценка редакции
98%
покупателей рекомендуют этот товар
Главной особенностью этой электрической модели является питание от аккумулятора. Каждая из рабочих губок имеет четыре стороны с резьбовыми профилями соответствующих размеров.
Это позволяет быстро настроить инструмент в зависимости от диаметра стержня. Подвижное лезвие не повреждает резьбу, что исключает необходимость постобработки.
Напряжение питания — 18 В. Корпус болтореза устойчив к механическим повреждениям. Комфортному использованию в любых условиях способствуют функция реверса, подсветка рабочей области и эргономичная форма рукояти.
Достоинства:
- высокая производительность;
- отсутствие эффекта памяти АКБ;
- тихая работа;
- удобство использования;
- простая настройка.
Недостатки:
длительная зарядка.
DeWALT DCS станет отличным решением для эксплуатации на стройплощадке. Электрический болторез предназначен для резки стержней из стали диаметром 6-12 мм.
Norgau N177-42
5
★★★★★
оценка редакции
97%
покупателей рекомендуют этот товар
Кованые режущие головки модели изготовлены из хромомолибденовой стали и закалены до твердости 60 HRC. Трубчатые стальные рычаги оснащены эргономичными рукоятями для удобного хвата. Рабочая поверхность не подвержена влиянию коррозии и экстремальной температуры.



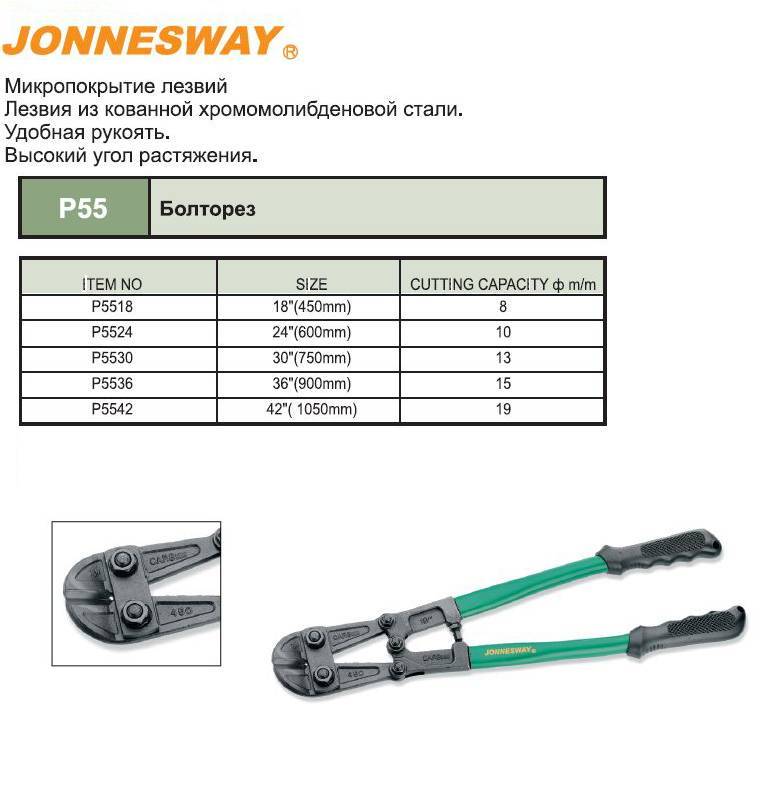



Длина инструмента составляет 1050 мм, максимальный диаметр прута — 19 миллиметров. Для регулировки параллельных кромок используются кулачковые винты.
Они позволяют поддерживать болторез в оптимальном состоянии для достижения лучшей производительности.
Достоинства:
- долговечность;
- высокая прочность;
- устойчивость к коррозии;
- удобство обслуживания;
- надежное удержание.
Недостатки:
- высокая цена;
- громоздкий.
Norgau N177-42 может быть полезен как в быту, так и на строительной площадке. Отличный инструмент для перекусывания стальных болтов или стержней большого диаметра.
Ridgid S36
4.9
★★★★★
оценка редакции
94%
покупателей рекомендуют этот товар
Модель с тонкой режущей головкой позволяет вести работу в непосредственной близости к основанию болта. Для быстрого выравнивания ножей используется уникальный кулачковый механизм. Длина инструмента (958 мм) облегчает перекусывание стержней диаметром до 14,3 мм.
Рабочие губки изготовлены из закаленной легированной стали. Они отличаются высокой прочностью и устойчивостью к большой нагрузке. Надежный захват изделия, точный и контролируемый рез гарантируют нескользящие накладки на рукоятях.
Достоинства:
- аккуратная работа;
- высокая прочность;
- долговечность;
- надежность удержания;
- удобство использования.
Недостатки:
большой и тяжелый.
Ridgid S36 имеет широкий спектр применения. С его помощью можно перекусывать болты, проволоку, арматуру из металлов различной степени твердости.
ЧИТАТЬ ТАКЖЕ
15 лучших болгарок (УШМ)
Knipex Коболт KN-7172460
4.9
★★★★★
оценка редакции
91%
покупателей рекомендуют этот товар
Рукояти модели оснащены двухкомпонентными нескользящими чехлами. Это повышает надежность удержания болтореза и обеспечивает защиту рук во время работы. Режущие кромки после индукционной закалки достигли увеличенного уровня твердости в 62 HRC.
Высокую режущую способность инструмента гарантируют оптимальное передаточное отношение рычагов и высокоэффективная конструкция шарниров.
Чернение рабочей поверхности исключает риск возникновения ржавчины. Смягчению ударов в процессе резки способствует наличие наваренного ограничителя с мягкой накладкой.
Достоинства:
- сменная ножевая головка;
- 12-ступенчатая регулировка;
- высокая прочность;
- удобство использования;
- долговечность.
Недостатки:
отсутствие диэлектрического покрытия.
Knipex Коболт годится для резки материалов твердостью до 48 HRC. Допустимый диаметр изделий при этом составляет 8 миллиметров.








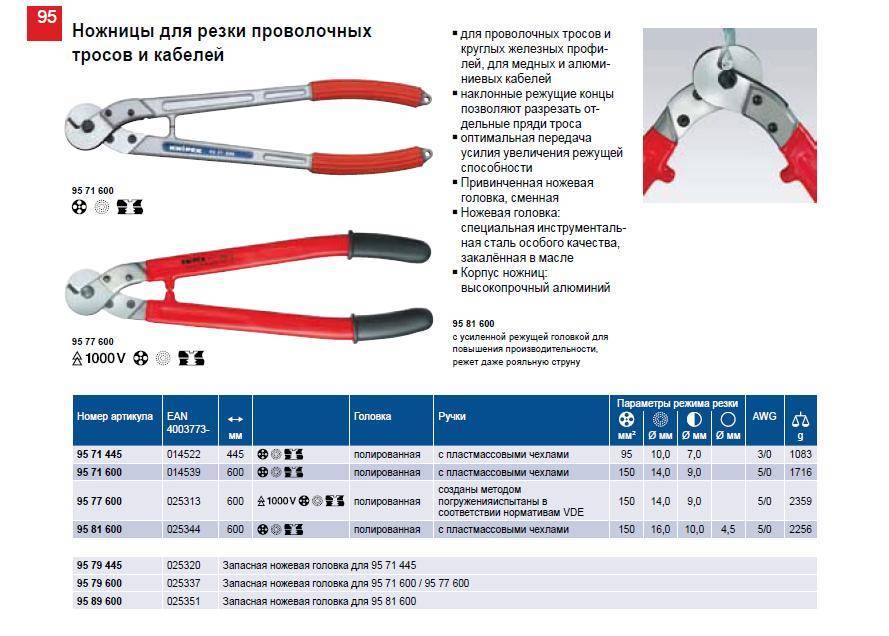
Как выбрать арматурные ножницы?
При покупке этого удобного инструмента учитывают следующие параметры:
- Одна из основных характеристик – максимальный диаметр перерезаемых объектов.
- Форма рукояток, от конструкции которых зависит удобство работы. Наиболее эффективными являются рукояти с двойным рычагом, позволяющим снизить физические усилия. Не рекомендуется покупка болтореза с полыми рукоятками, поскольку при значительных нагрузках они могут деформироваться. Оптимальный вариант – комбинированные ручки, изготовленные из прочной инструментальной стали и имеющие накладки из резины или полимерных материалов.
- Наличие регулируемого зазора между режущими элементами.
- Перед тем как выбрать болторез, следует определиться с особенностями его применения – бытового или профессионального. В быту обычно востребованы ножницы механического типа. Для профессиональных сфер применяют гидравлические модели – ручные, с электроприводом от централизованной электросети или от аккумулятора. Аккумуляторные ножницы позволяют производить серийную резку на высоких скоростях на удалении от стационарных источников электропитания.
Методы борирования стали
Широкое разнообразие методов борирования стали дает возможность применять наиболее технологичные в каждом определенном производстве. Самые популярные методики такие:
- В газообразной обстановке;
- В жидкой обстановке;
- В твёрдой обстановке.
Вышеперечисленные методики обработки в себя включают огромное количество разных видов, которые отличительны определенными тонкостями.
Комбинированное борирование углеродистой стали
Жидкостное безэлектролизное борирование
Для жидкостного борирования используются расплавы смесей, главной составляющей которых считается тетраборат натрия (бура) с добавлением карбида бора, хлорида натрия и силиката марганца. Температура расплавленной массы составляет 900°С. Толщина отделанного слоя может составлять до 0.2 мм. Жидкостное борирование в расплаве имеет то преимущество, что глубина обработки не зависит от формы поверхности которая обрабатывается. Из плохих качеств стоит отметить, что расплав активных веществ быстро истощается, при этом компенсация расхода некоторых элементов затруднена, как и обозначение химического состава смеси.
Варианты использования технологии жидкостного борирования
Электролизное борирование
Уменьшить время процесса при жидкостном борировании помогает применение эффекта электролиза при прохождении электротока через обрабатываемую деталь и расплав. Процесс электролизной обработки идет при маленьких значениях плотности тока и тех же температурах расплавленного электролита, что и при простом жидкостном борировании. Хотя при этом способе применяется только бура, минусом считается ее чрезмерный расход, потому как часть бора при электролизе падает в виде аморфной массы, которая, более того, может образовывать изъяны на поверхности заготовки.
Уменьшить температуру расплава помогает введение фторосодержащих добавок – фторида и фторбората натрия.
Газовое борирование
Одинаковое и однородное проникновение бора в верхний слой металла достигается во время использования метода газового борирования. Борирование деталей выполняется при температуре 850°С в обстановке газов, содержащих оксиды, галогениды и водородные соединения бора. Выделяющийся при термическом разложении газов атомарный бор, садится на поверхности изделий и диффундирует вглубь металла.
https://youtube.com/watch?v=bnkTUowNHkM
Нужно сказать, что некоторые борирующие смеси газов очень взрывоопасны, что налаживает ограничения на использование этой методики.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Ручной труборез – почему простой инструмент так непросто выбрать?
Данные приспособления имеют множество вариантов исполнения, и каждый играет какую-то определенную роль в разделке труб. Отличаться они могут по виду обрабатываемых материалов и по конструкционным особенностям. Чаще всего, для бытовых нужд выбирают труборез роликовый ручной, его конструкция и прочность механизмов позволяют работать со сталью, с медью и пластиком. Однако если вам такой спектр не нужен, можно подобрать что-то попроще. Разберемся с процессом покупки трубореза.
Купив инструмент для прочного материала (например, сталь), вы получаете приспособление, которое справится со всеми менее прочными видами труб, а вот обратная закономерность в таком случае не работает
Важно при выборе трубореза обращать внимание на толщину обрабатываемого изделия, которую он способен раскусить. Выделяют как минимум три для тяжелых нагрузок, для тонкостенных изделий и для асбоцемента и керамики
В первом случае вы получаете агрегат, который перекусит даже 12-дюймовую трубу, причем осилит и сталь, и чугун, а конструкция имеет надежные хомуты для фиксации обрабатываемого изделия, главное, чтобы у вас хватило сил и упорства. Последний класс инструментов, чаще всего, не ручного типа, поэтому на нем не будем останавливаться. А вот для работы с тонкостенными трубами как раз подходит мускульная сила, и таких приспособлений больше всего ждет нас на прилавках, можно выбрать модели для меди, латуни, металлопластика и нержавейки.
НД3314Г ножницы гильотинные кривошипные для обработки листового металла. Назначение и область применения
Ножницы гильотинные НД3314Г разработаны в 1974 году и серийно выпускались с 1976 года. Разработчик .
Кривошипные листовые ножницы (гильотинные) с наклонным ножом НД3314Г предназначены для холодной резки листового материала с пределом прочности σBP ≤ 500 МПа (50 кгс/мм2) и с наибольшими размерами поперечного сечения 2,5х1600 мм. Поперечная резка листа толщиной и шириной в соответствии с технической характеристикой ножниц производится за один ход ножа, продольная резка — рядом повторных резов при продвижении листа вдоль линии реза.
Возможна резка неметаллических листовых материалов, исключающих быстрое затупление режущих кромок ножей и растрескивание вырезаемой заготовки.
Ножницы НД3314Г находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, судостроения, сельхозмашиностроения и других отраслях промышленности.
Отличие гильотинных ножниц серий НД, НК, Н
Стрыйский завод КПО выпускает ножницы листовые кривошипные с наклонным ножом (гильотина), с пневмо-муфтой серии ”НД” , “НК” и “Н” и на протяжении 30-ти лет и экспортирует свою продукцию в 52 страны мира.
В серии ножниц “НК”, “Н” установка необходимой величины зазора между ножами выставляется автоматически, в зависимости от толщины разрезаемого листового материала, что позволяет резать металл различной толщины без переналадки. Ножницы данной серии оснащены механизированным задним упором, предназначенным для установки разрезаемого листового материала в заданный размер. Длина отрезаемой заготовки устанавливается по счетчику, установленному на лицевой части ножниц через привод механизированного заднего упора.
В серии ножниц “НД” регулировка зазора между ножами осуществляется вручную путем перемещения стола ножниц, согласно диаграммы, в зависимости от толщины разрезаемого листа. Длина отрезаемой заготовки устанавливается маховичком заднего упора, по линейке расположенной на направляющих рейках механизма заднего упора.
Ножницы модели НК3418Р оснащены ручным задним упором, аналогичным ножницам серии ”НД”.
Основные параметры машины для резки листового металла НД3314Г:
- Наибольшие размеры разрезаемого металла — 2,5 х 1600 мм
- Частота хода ножа — 65 мин-1
- Механическое перемещение заднего упора — 0..630 мм
- Тип муфты — пневматическая фрикционная многодисковая
- Тип тормоза — фрикционный однодисковый
- Мощность электродвигателя — 3,2 кВт
- Вес ножниц полный — 2340 кг
Электросхема обеспечивает работу ножниц в режимах:
- Одиночный ход
- Непрерывные (автоматические) ходы
- Наладочный режим — толчковый ход
Станина ножниц сборно-cварная, что увеличивает жесткость конструкции и снижает трудоемкость изготовления. Она состоит из двух стоек, стола и стяжки. На стойки и траверсу опирается стол. Регулирование зазора между ножами ножевой балки и станины осуществляется путем перемещения стола с помощью эксцентриков, расположенных с обеих сторон стола. В стойках выполнены расточки, в которых установлен на подшипниках качения кривошипный вал с шатунами.








Привод ножниц от электродвигателя, закрепленного на поворотной плите, через клиноременную передачу на приводной вал редуктора и далее на кривошипный вал.
Редуктор выполнен в виде агрегатного узла и состоит из двух ступеней зубчатой передачи.
Муфта-тормоз пневматическая, фрикционная, многодисковая, смонтирована на входном конце вала редуктора.
Механизм реза состоит из прижимной и ножевой балок. При совершении рабочего хода одновременно опускаются ножевая и прижимная балки.
Прижимная балка качающейся (консольной) конструкции: в ее прямолинейных направляющих движется ножевая балка. Прижим листа осуществляется за счет силы сжатых пружин и собственного веса балки. Прижимная и ножевая балки связаны между собой рычажной системой, которая соединена с приводом ножниц. В верхней частя прижимной балки установлены винтовые упоры, служащие для возврата ее в верхнее положение.
Ножевая балка снабжена пневматическими уравновешивателями, смонтированными в кронштейнах, закрепленных на станине.
Механизм заднего упора закреплен на ножевой балке и состоит из двух ходовых винтов, по которым перемещаются ползушки, с закрепленной (шарнирно) упорной планкой.
Для резки тонкого листа на ножницах предусмотрен поддерживатель.
Для защиты рук оператора в зоне реза служит защитная решетка, сблокированная с пусковым устройством ножниц.
Режим работы:
- автоматический
- наладочный
- одиночные ходы
- ручной проворот
Управление кнопочное или педальное.
Система смазки централизованная и позволяет эксплуатацию в условиях низких температур.
Виды резьбового крепления
Для выполнения резьбового соединения нужны как минимум две детали, одна из которых имеет наружную, а другая – внутреннюю резьбу. Существует несколько конструкционных разновидностей резьбы.
Болтовое
В соединяемых деталях сверлятся сквозные отверстия, после чего вовнутрь вставляется болт, который затягивается с другой стороны гайкой.
Винтовое
В таком типе соединения роль гайки выполняет сама деталь, в которой предварительно высверливается отверстие, затем наносится резьба, после чего с помощью болта или винта крепится другая деталь. Если применять саморезы, то сверлить предварительное отверстие не обязательно, поскольку деталь при закручивании сама автоматически делает резьбу.
С помощью шпилек
Один конец такой шпильки вворачивается в узловую деталь, а на второй специальным образом накручивается подходящая гайка.
Шпилька с ввинчиваемым концом
Механические труборезы для труб
Механический труборез для труб предназначаются для высоких нагрузок. Они производят чистый разрез под прямым углом. Отличительная способность этого вида состоит в возможности быстрой настройки для функционирования в своем диапазоне.
В корпусе большинства механических моделей имеется складная зенковка, которая убирает заусеницы.
Рукоятка, как правило, в данных механизмах оснащена запасным нарезающим роликом. Механические приспособления способны выполнять холодную резку со сменой роликов для надрезания.
В основном ролики для нарезки в данных механизмах производят из высококачественной легированной стали. Это увеличивает срок их использования.
Видео
Такой вид механических устройств, как ручной выделяют легкостью в использовании. Но, использовать его можно только для тонкостенных стальных труб.










Стоимость на такие виды находится в рамках от 300 до 3 тысяч рублей
Мастерам, решившим приобрести надежный труборез для труб, рекомендуют обращать внимание на более высокую цену. Как правило, она становиться залогом качества механического прибора
Оборудование с трещоткой
Труборез для труб с трещоткой применяют для стальных труб с тонкими стенками. К преимуществам данного приспособления относят:
- оснастку телескопической направляющей с трещоткой;
- автоотвод пружины;
- скорость регулирования;
- выдвигаемый гратосниматель внутри;
- нарезной диск в рукоятке.
Надежная и компактная трещотка дает возможность сделать срез на стальной трубе коротким вращательными движениями с шагом в десять градусов. С такими устройствами очень удобно выполнять работы в труднодоступных зонах. Действия в данном случае производятся максимально быстро и с небольшими затратами времени.
Видео
Купить такие приборы можно от 500 рублей. Цена на устройства бывает разной, ее следует уточнять у специалистов компании. При этом они объяснят, чем продиктована цена в каждом конкретном случае, и посоветуют инструменты от самых хороших изготовителей.
Виды режущих инструментов
- Лезвийный инструмент
- Резец — однолезвийный инструмент для обработки с поступательным или вращательным главным движением резания и возможностью движения подачи в нескольких направлениях.
- Фреза — лезвийный инструмент для обработки с вращательным главным движением резания без изменения радиуса траектории этого движения и хотя бы с одним движением подачи, направление которого не совпадает с осью вращения.
- Осевой режущий инструмент — лезвийный инструмент для обработки с вращательным главным движением резания и движением подачи вдоль оси главного движения резания.
- Протяжка
- Ножовочное полотно — многолезвийный инструмент в виде полосы с рядом зубьев, не выступающих один над другим, предназначенный для отрезания или прорезания пазов при поступательном главном движении резания.
- Напильник
- Шевер (англ. shaver) — зуборезный инструмент для шевингования — точноизготовленное зубчатое колесо с канавками на боковых поверхностях зубьев, образующих режущие кромки. Применяются также реечные и червячные шеверы.
- Абразивный инструмент
По форме
- Дисковый режущий инструмент
- Цилиндрический режущий инструмент
- Конический режущий инструмент
- Пластинчатый режущий инструмент
По изготовлению
- Цельный режущий инструмент
- Составной режущий инструмент — режущий инструмент с неразъёмным соединением его частей и элементов.
- Сборный режущий инструмент — режущий инструмент с разъёмным соединением его частей и элементов.
Изготовление станка с использованием асинхронного двигателя
Отсутствие в хозяйстве лишней электрической дрели — это не повод для того, чтобы отказываться от идеи сделать сверлильный станок своими руками. Для привода механизма вращения такого оборудования можно использовать любой электрический двигатель. Такие двигатели, которые раньше были установлены на различной технике, наверняка найдутся в гараже или мастерской любого домашнего умельца.
Лучше всего для изготовления мини сверлильного станка подходят асинхронные двигатели, которыми оснащаются стиральные машины. Если у вас есть такой двигатель, вы можете уверенно применять его для изготовления домашнего сверлильного оборудования. Изготовить сверлильное оборудование с таким двигателем в домашних условиях несколько сложнее, чем с использованием дрели, зато и мощность такого станка будет намного выше.
Учитывая тот факт, что вес асинхронного двигателя больше, чем масса обычной дрели, вам потребуется более мощное основание и стойка для размещения механизма подачи.
Чтобы такой мини сверлильно-присадочный станок меньше вибрировал в процессе работы, необходимо устанавливать двигатель на мощное основание и располагать его как можно ближе к стойке
Но тут важно выдержать правильное расстояние, так как от него зависит удобство монтажа ременной передачи, за счет которой вращение от двигателя будет передаваться на сверлильную головку
Для того чтобы вы могли изготовить такой станок в домашних условиях, вам понадобятся следующие конструктивные элементы:
- шестерня;
- шестигранник, на который будет надеваться шкив;
- два подшипника;
- трубки в количестве двух штук, одна из которых обязательно должна быть с внутренней резьбой;
- зажимное кольцо, которое должно быть изготовлено из прочной стали.
ЧИТАТЬ ДАЛЕЕ: ТОП-7 трендов стрижки 2020-2021 – модные новинки стрижек, тенденции, фото
Шестигранник также соединяется с металлической трубкой, подшипником и зажимным кольцом. Такое соединение должно быть очень надежным, чтобы полученный узел не разрушился в процессе работы.
Сверлильный станок с асинхронным двигателем
Механизм, необходимый для обеспечения подачи инструмента в таком мини станке, должен состоять из трубки, на которой предварительно делаются надпилы, и шестерни. Трубка будет передвигаться за счет соединения своих зубьев с данными надпилами. В эту трубку, высота которой должна соответствовать величине требуемой подачи инструмента, затем впрессовывается ось с шестигранником.
Лучший фрезер по дереву для домашнего использования
RYOBI RRT1600-K – практичная и функциональная модель для использования опытными мастерами и частными умельцами.
Характеристики
- мощность – 1600 Вт;
- глубина фрезерования – 55 мм;
- размер цанги – 8 мм, 12 мм;
- число оборотов – 10000-26000 в минуту;
- нагрузка сети – 220-240 В/50-60 Гц;
- размеры – 300 x 290 x 135 мм;
- масса – 3,95 кг.
Плюсы
- Имеется 5 фрез, что делает прибор универсальным.
- Резиновые ручки, которые делают использование более комфортным.
- Можно подключать пылесос для отвода пыли и стружки.
- Возможность настройки глубины фрезерования.
Любые из описанных выше моделей фрезеров – это надежные и производительные средства обработки деревянных поверхностей. При должном уходе они являются долговечными и безопасными в течение всей эксплуатации.
Конструкция инструмента и назначение
В качестве режущих элементов данных ножниц, выступают губки. Практически во всех моделях ножниц, которые продаются на сегодняшний день, они являются съемными. Поэтому, если одна из губок инструмента стала достаточно «тупой», её можно снять и заменить, или заточить правильным образом. К слову, стоимость губок составляет около 65-60% от стоимости всего инструмента
Из этого следует, что при покупке болтореза необходимо пристальное внимание обращать на твердость губок. Этот параметр исчисляется в специальных единицах – HRC
Чем большим будет этот показатель, тем более крепкими будут губки, а значит, с их помощью можно будет откусывать любые прутки или арматуру.
В качестве примера, можно наглядно сравнить две модели арматурных ножниц – болтореза «Kraftool », а также арматурных ножниц от . Отметим, что ножницы бывают разного размера, поэтому для сравнения возьмем одинаковые модели, по 600 мм в длину.
Для того чтобы сразу различить, где бюджетный инструмент, а где более качественный, приведем значение твердости губок. У болтореза Kraftool она составляет 45 единиц, а у ножниц Stayer – всего 30 единиц. Поэтому, сразу становится понятно, что первые ножницы более качественны и более дороги в цене. Однако значит ли это, что стоит сразу отказаться от Stayer ? – Однозначно, нет. Всё потому, что Stayer заточены под работу с более «мягкими» и «послушными» прутками и металлами. Ножницы же Kraftool являются более грубыми в работе и с их помощью можно перекусить 4-6 мм арматуру.

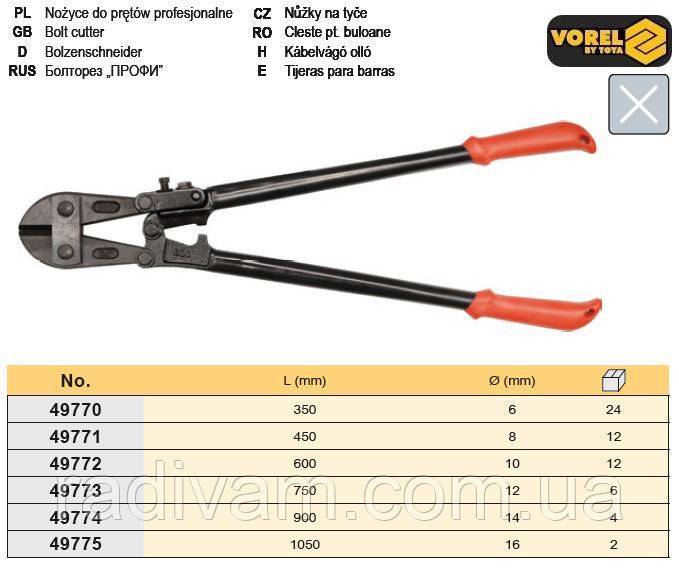
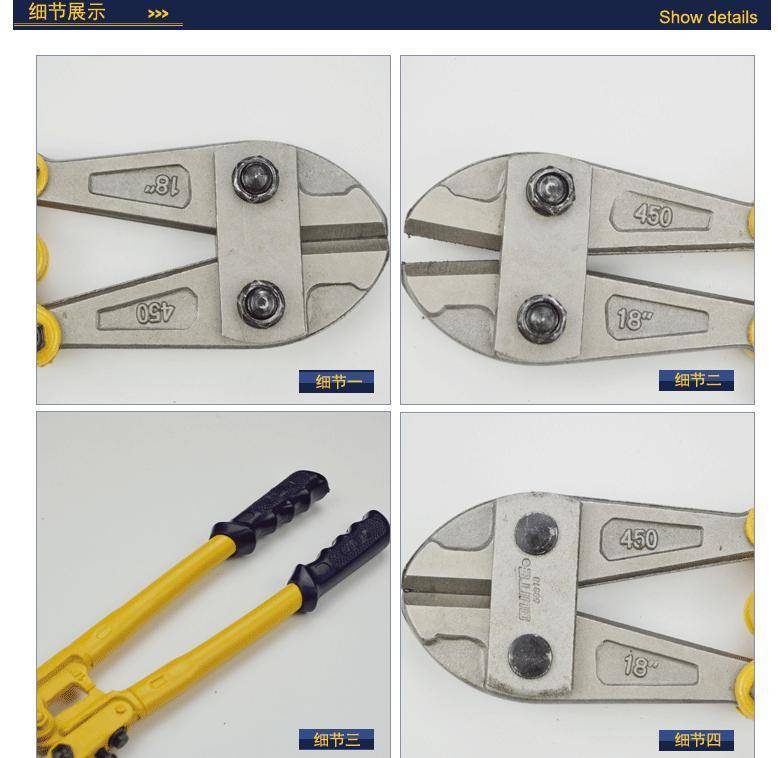
Как правило, ручные арматурные ножницы имеют стандартизованные размеры, которые равны:
— м
одели по 300 мм (значение в дюймах – 12’’);
— м
одели по 450 мм (значение в дюймах — 18’’);
— м
одели по 600 мм (значение в дюймах — 24’’);
— м
одели по 800 и 1070 мм (30’’ и 42’’ – соответственно).
Естественно, что чем большим будет размер болтореза, тем более толстую арматуру или проволоку ему удастся перекусить. Это объясняется большим плечом, с помощью которого можно приложить большие сдавливающие усилия. Естественно, большинство покупателей данного товара останавливаются на золотой середине – как правило, это модели по 600 мм. С помощью таких ножниц можно без проблем перекусить проволоку в 10 мм (каленая проволока – 8 мм).










Столь легкое перекусывание арматуры или проволоки обуславливается 2-х рычажной конструкцией инструмента. Возвращаясь к примерам, отметим, что у арматурных ножниц Kraftool губки и рычаги сделаны максимально качественно. Так, на губках имеются четкие, специальные насечки для того чтобы материал не мог скользить по губкам. При выборе данного инструмента также стоит учитывать развесовку ножниц. При правильно спроектированном инструменте, усталость во время работы с ножницами, будет накапливаться очень долго. В случае, если инструмент скомпонирован неправильно, усталость придет очень быстро.
Полотно для ножовки по металлу. Как выбрать и как поставить?
Полотно для ножовки по металлу — один из самых недолговечных элементов из всего ассортимента расходников к инструментам. Конечно многое зависит от технологии работы с металлом и навыков использования ножовки, но в первую очередь нужно уметь сделать правильный выбор полотна. Сегодня, мы поговорим о выборе и видах, а также узнаем как с лёгкостью поменять ножовочное полотно.
Виды ножовочных полотен
ГОСТ Р 53411-2009 «Полотна ножовочные по металлу» устанавливает два вида такого инструмента – для машинной и ручной резки. Первых касаться не будем, а вторые выпускаются трёх основных типоразмеров:
- Одинарные, с расстоянием между крепёжными отверстиями 250±2 мм, при общей длине полотна не более 265 мм;
- Одинарные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм;
- Двойные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм.
При этом толщина полотна s одинарного исполнения — 0,63 мм, двойного – 0,80 мм. Высота с одинарным рядом зубьев составляет 12,5 мм, а с двойным – 20 мм.
ГОСТ регламентирует также значения шага зубьев Р, мм и их количества z, которые для полотен первого типа составляют соответственно 0,80/32, 1,00/24 и 1,25/20. Обладатели более «длинных» ножовок, кроме вышеперечисленных, могут воспользоваться также ножовочными полотнами с параметрами 1,40/18 и 1,60/16.
По марке материала, применяемого для изготовления полотен для ножовок по металлу, производят из инструментальных сталей:
- Марки Х6ВФ.
- Марки В2Ф.
- Быстрорежущей, марок Р6М5, Р12 или Р18.
Ассортимент ножовочных полотен отечественного производства этим и исчерпывается, однако в специализированных торговых сетях широко распространены так называемые алмазные полотна, с поверхностным напылением нитридами титана или иных тугоплавких металлов. Подобные полотна можно легко отличить по цвету: обычные стальные полотна – тёмно-серые, а напылённые могут иметь различную цветовую окраску – от ярко-оранжевой до синей (в зависимости от производителя).
Встречаются также полотна с так называемым карбидо-вольфрамовым напылением, однако они при весьма высокой твёрдости крайне чувствительны к изгибающим напряжениям. Поэтому при резке металла их долговечность незначительна.
Высокая прочность полотен для ножовок по металлу обеспечивается соответствующей термообработкой. На поверхности полотна различают две зоны с различными значениями твёрдости: непосредственно у зубьев она составляет от НRС 64…67 для легированных инструментальных сталей до НRС 73…78 – для быстрорежущих сталей (у алмазных полотен данный параметр достигает НRА 82…84), а в остальной зоне — НRС 44…46. Значительный перепад по твёрдости подтверждает высокую чувствительность изделия к напряжениям изгиба, поэтому стандартом ограничивается также и максимальное усилие, прикладываемое к ручной ножовке. Оно не должно превышать 60 кг при работе с полотнами, шаг зубьев у которых менее 1,4 мм, и 10 кг – для полотен с шагом зубьев более 1,4 мм.
Принципы выбора полотна
- Тип ручной ножовки по металлу, точнее – расстояние между крепёжными отверстиями. Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера.
- Предел прочности разрезаемого металла. Если инструмент предполагается задействовать для разделения мягких, пластичных металлов – меди, алюминия и пр., то целесообразно иметь ножовочное полотно с наименьшей твёрдостью. Материалом может быть принята сталь Х6ВФ; у полотен импортного производства на боковой плоскости имеется обозначение HCS. Для разрезания более прочных металлов подходят полотна из быстрорежущих сталей (соответствующая импортная маркировка – HSS).
- Толщина разрезаемого металла и качество поверхности разделения. Зарубежная практика рекомендует использовать в качестве критерия выбора параметр PPI – числа вершин зуба, которое приходится на дюйм длины полотна. Так, для тонких металлов, где требуется получить весьма гладкую поверхность среза, правильным считается значение PPI24. Если для пользователя главное фактор производительности, чем качество, то должно быть PPI
Отрез по кривой косильной лески
Компактные и полноразмерные ножовки могут производить резку по косильной лески любого типа. При необходимости производства округлых разрезов пилу выравнивают так, чтобы она составляла с деталью прямой угол. Дугу медленно поворачивают, чтобы инструмент шел по выбранной косильной лески. Разметку можно сделать с помощью маркера или острого предмета. Выполнять резкие повороты нельзя, это способствует ухудшению качества среза и поломке инструмента.





