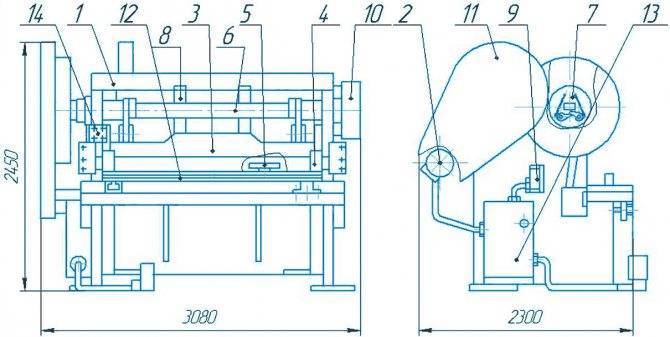
Гильотина пневматическая Н3118
| Наименование параметра | Модель Н3118 |
| Мин. толщина листа при σвр ≤ 45 кгс/мм², мм | 0,4 |
| Макс.толщина листа при σвр ≤ 45 кгс/мм², мм | 6,3 |
| Ширина листа, мм | 2000 |
| Расстояние от кромки неподвижного ножа до станины (вылет), мм | 500 |
| Усилие реза, кН | 200 |
| Длина отрезаемого листа по заднему упору, максимальная мм | 900 |
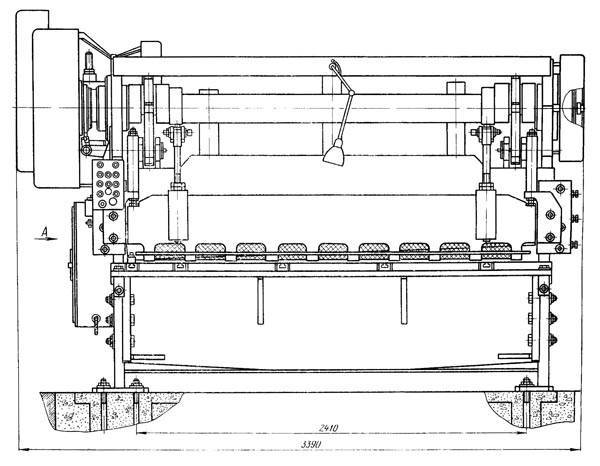
| Расстояние между стойками в свету, мм | 2410 |
| Угол наклона ножа, град. | 2°30 |
| Установленная мощность, кВт | 7,5 |
| Число режущих кромок ножа | 4 |
| Частота ходов ножа | 55 |
| Скорость вращения, об/мин | 1500 |
| Номинальный объем насоса за 1 ход, см³ | 7,2 |
| Вместимость резервуара, дм³ | 2,5 |
| Давление нагнетания, МПа (кгс/см²) | 10-12,5 |
| Габаритные размеры, мм | 1950x3160x2175 |
| Вес, кг | 5100 |
Ножницы гильотинные кривошипные Н3118 применяются для раскроя листового металла путем резки. Применяют данный тип оборудования для мелкосерийного и серийного производства на промышленных предприятиях, например, в заготовительных цехах, при переработке вторсырья, в судостроении и машиностроении.
Обратите внимание! Резка заготовок осуществляется в продольном, прямом и поперечном направлении по толщине листового проката. Также обработка металла производится по изначально заданным параметрам
Особенности строения пневматической гильотины Н3118
- Основной узел оборудования – это надежная и прочная станина, представляющая собой сварную конструкцию с двумя стойками, которые соединены между собой уголками.
- В процессе произведения резки, отклонение от заданных параметров на длину листовой заготовки 1000 мм — до 0,25 мм.
- Оператор осуществляет управление станком с помощью педали и пульта с кнопками.
- Предусмотрена работа в трех основных режимах – ручной поворот, автоматический или одиночный ход.
- С целью остановки Н3118 при автоматическом режиме работы оператор воздействует на кнопки панели управления, а при одиночном ходе – на промежуточный реле и бесконтактный конечный выключатель.
- Для увеличения точности реза, листовой металл прижимается специальными кулисами, движение которых происходит одновременно с ножевым устройством. Степень прижима кулисы регулируется пружинами, что расположены внутри корпуса станка.
- Н3118 оснащен комбинированной системой смазки, то есть смазочно-охлаждающая жидкость не попадает в рабочую зону, а поверхность заготовок не вымазана маслом.
- Для снижения затрат на содержание гильотин, включение станка производится за счет жесткой муфты, в которую встроен магнит и шпонки.
Станок производит резку металла, толщина которого не должна быть больше 50 кгс/кв мм, в ином случае происходит притупление и растрескивание режущей оснастки.
Преимущества
Кривошипные гильотинные ножницы выгодно отличаются техническими характеристиками, которые позволяют применять оборудование, как при мелких, так и при больших производственных объемах. Использование резака исключает время простоя за счет того, что Н3118 может функционировать в нескольких режимах. Станок отличается достаточно простым управлением и требует минимального технического обслуживания. За счет особенностей строения и высокой функциональности, Н3118 можно эксплуатировать в разных климатических зонах.
Данная модель гильотины способна проводить резку, как по установленной разметке, так и без нее. Для этой цели конструкция станка оснащена боковым и задним упором, что направляют металл в зону резки. Станок отличается простой и надежной конструкцией, высоким качеством проведения работы и скоростью проведения реза. Н3118 не требует длительной подготовки для проведения операции, что значительно снижает временные затраты на обслуживание станка.
Обратите внимание! Для увеличения фактического срока службы и сохранения точности резки, рекомендуется проводить регулярную заливку смазки в трущиеся и подвижные детали
Ножницы Н-3121 — Всё для чайников
- Главная
- Видеотека Естествознание Физика
- Математика
- Химия
- Биология
- Экология
Обществознание
- Обществознание — как наука
Иностранные языки
История
Психология и педагогика
Русский язык и литература
Культурология
Экономика
Менеджмент
Логистика
Статистика
Философия
Бухгалтерский учет
Технические науки
- Черчение
Материаловедение
Сварка
Электротехника
АСУТП и КИПИА
Технологии
Теоретическая механика и сопромат
САПР
Метрология, стандартизация и сертификация
Геодезия и маркшейдерия
Программирование и сеть
- Информатика
Языки программирования
Алгоритмы и структуры данных
СУБД
Web разработки и технологии
Архитектура ЭВМ и основы ОС
Системное администрирование
Создание программ и приложений
Создание сайтов
Тестирование ПО
Теория информации и кодирования
Функциональное и логическое программирование
Программы
- Редакторы и компиляторы
Офисные программы
Работа с аудио видео
Работа с компьютерной графикой и анимацией
Автоматизация бизнеса
Прочие
- Музыка
Природное земледелие
Рисование и живопись
Библиотека
- Естествознание Физика
Математика
Химия
Биология
Экология
Астрономия
Обществознание
- Иностранные языки
Технические науки
- Теоретическая механика и сопромат
Сварка
Железная дорога
forkettle.ru
Чертеж ножа гильотинных ножниц Н3121-11-402
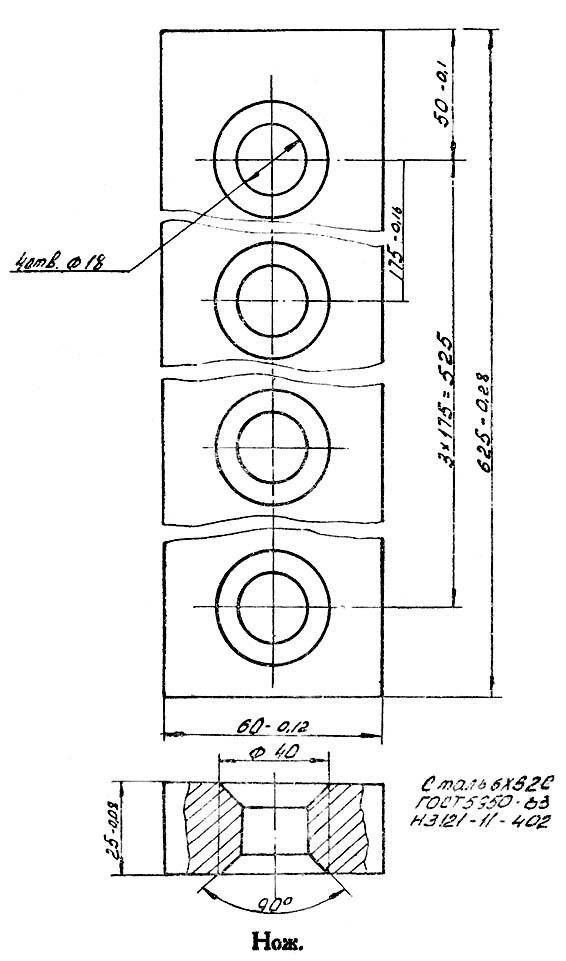
Чертеж ножа гильотинных ножниц Н3121-11-402
Нож для гильотинных ножниц 25 х 60 х 625
- Ножи должны изготавливаться из стали марок 5ХВ2С, 6ХВ2С и 6ХС по ГОСТ 5950—73
- Твердость ножей — HRC 54 … 58
- Допуск плоскостности поверхности Б — не более 0,1 мм на длине 100 мм
- Поле допуска размеров s а В комплекта ножей — по h11
- Допускаемая разность размеров ножей комплекта в месте стыка не более 0,03 мм
- H14; h14; ±IT14/2
- На ноже должна быть нанесена следующая маркировка: товарный знак предприятия-изготовителя, обозначение ножа, клеймо ОТК, шифр (номер) комплекта (для составных ножей).
- Остальные технические требования для комплекта ножей Н3121-11-402 по ГОСТ 25306-82 Ножи плоские к листовым ножницам. Основные и присоединительные размеры. Технические требования
Прижимная балка гильотинных ножниц Н3222 (рис. 9)
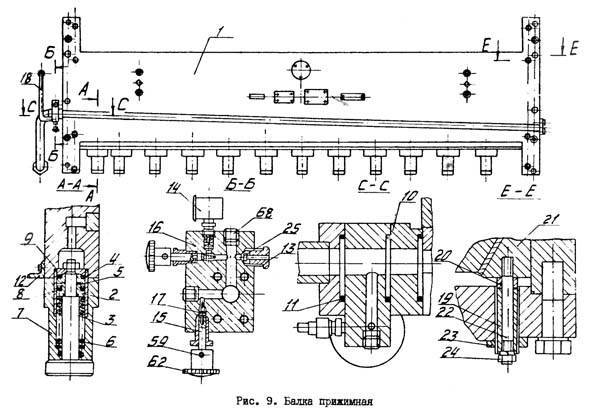
Прижимная балка гильотинных ножниц н3222
Прижимная балка представляет собой стальную траверсу 1, закрепленную на передних выступах стоек станины и имеющую специальные пазы для закрепления передних концов кронштейнов станины с дополнительными опорами коленчатого вала. В нижней части траверсы, имеющей наклонный продольный паз, закреплены 12 гидравлических прижимов, которые удерживают от смещения разрезаемый лист. Каждый прижим состоят из сборного поршня 2 с нажимным штоком 3, уплотняющегося резиновыми манжетами 4 и резиновыми кольцами 5, возвратной пружины 6, заключенных в корпусе 7 со сменной втулкой 8 и соединяется с продольным каналом отверстиями, уплотняемыми резиновыми кольцами 9.
Масло под давлением подводится к каналу присоединением 10, уплотняемым резиновым кольцом 11. Сзади крепится экран 12, образующий луч освещения линии реза. Слева крепится корпус с краном 16 и манометром 14 для замера давления и краном 15 с клапаном 13 для выпуска воздуха из гидросистемы. Уплотнение кранов осуществляется резиновыми кольцами 17. Для регулировки зазоров в направляющих ползуна случат 8 резьбовых втулок 19 с упорными сферическими вставками 20, которыми достигается перемещение направляющих клиньев 21. Зажим отрегулированных клиньев достигается шпильками 22 и гайками 23 и 24.










Механизм регулировки заднего упора (pис. 10)
Предстявляет собой балку 1, закрепленную на двух рычагах 2, шарнирно соединенных с двумя ползунами 3, в расположенную параллельно линии реза. Ползуны 3 могут двигаться “от ножей” и “к ножам” с помощью винтов 4, которые вращаясь, перемещают гайки 5 ползунов движущихся по круглым направляющим 6. Одна из гаек каждого ползуна имеет резьбовую регулировку для избежания, осевого зазора в резьбе. Винты 4 с помощью конических шестерен 7 зацепляются с поперечный сборным валиком 8, приводящимся во вращение редуктором 9. Кулачковая муфта 10 валика позволяет отрегулировать положение ползунов на винтах, обеспечивающие параллельность упорной балки с линией реза. Ведущий вал редуктора приводится через предохранительную муфту 11 от трехскоростного электродвигателя который в момент выключения тормозится противовключением с помощью реле контроля скорости 12. Упорная балка связана с ползуном ножниц подвеской, имеющей ролики 13 и пружину 14, обеспечивающую прижим балки с рычагами и роликами 15, к направляющим линейками 16, закрепленными на стойках. Кулачки 17 служат для подъема упорной балки в крайнем заднем положении, что обеспечивает проход разрезаемого листа под балкой. Конечный выключатель 18 ограничивает перемещение балки “от ножей”. Путевой переключатель 19 запрещает включение реза до нажима выключателя 18, что исключает поломку упора в положении хода, обеспечивающего подъем балки. Конечный выключатель 20 ограничивает перемещение балки “к ножам” в положении упора около нижнего ножа. Подвод упора к ножу производится толчками с малой скоростью.
В корпусе 21 имеется пара конических шестерен для передача движения механизму показания положения заднего упора.
Уравновешиватели (рис. 11)
Служат для облегчения работы привода ножевой балки за счет ее уравновешивания. Представляют собой два пневматических цилиндра, усилие которых преодолевает вес ножевой балки и обеспечивает постоянное ее прилегание к направляющим станины для большей точности резки. Подъемные полости цилиндров постоянно соединены с ресивером, наполненным сжатым воздухом под определенным давлением. В цилиндрах I располагаются поршни 2 с полыми штоками, в которых на подвесках 3 шарнирно закреплены тяги 4 на осях 5 через втулки подшипников скольжения 6. Нижние вилки тяг шарнирно соединены с кронштейнами ножевой бачки с помощью осей 7. Поршни и штоки цилиндров уплотняются манжетами 8 и 9. Подвод жидкой смазки к поршням совершается периодически через масленки 10.
Механизм показаний положения заднего упора (рис. 12)
Между корпусом червячного редуктора к станиной вмонтирован счетчик, цифрами которого отмечается расстояние до упорной балки от лиши реза. Движение передается счетчику шестерней I смонтированной на валике счетчика, который закреплен на корпусе 3. Шестерне 1 вращательное движение передается шестерней 2, которая закреплена на сборном валике 4. Валик 4 получает движение от винта упора через конические шестерни 5 и 6. Хвостовики сборного валика смонтированы на шарикоподшипниках в корпусах, укрепленных на стойке станины.
Осветитель (рис. 17)
Представляет собой щит 3, укрепленный на прижимной балке ножниц. На прижимной балке укреплены на кронштейнах лампы люминесцентные для освещения зоны реза, с пускорегулирующим устройством 2 и светильником 4 для освещения поверхности стола.
Сведения о производителе гильотинных ножниц НА3121
Изготовителем и разработчиком ножниц НА3121 является Шимановский завод кузнечно-прессового оборудования г. Шимановск Амурской области.
Станки, выпускаемые Шимановским заводом кузнечно-прессового оборудования
- НА3121 ножницы кривошипные листовые гильотинные 2000 х 12,0
- Н3121 ножницы кривошипные листовые гильотинные 2000 х 12,5
Гильотинные ножницы с наклонным ножом. Общие сведения
Синонимы: ножницы гильотинные, ножницы листовые, ножницы механические, ножницы кривошипные, ножницы гидравлические, shears for sheet metal working, guillotine shears, crank shears. Гильотинные ножницы — ножницы с наклонным ножом предназначены для прямолинейной продольной и поперечной резки листового металла. На гильотинных ножницах может производиться резка листов, как по разметке, так и без нее — по заднему или боковому упорам.
В зависимости от типа привода верхнего ножа гильотинные ножницы бывают:
- механическими (кривошипными)
- гидравлическими
Гидравлические гильотинные ножницы являются наиболее мощными, длина реза у них достигает 8 и более метров, толщина разрезаемого материала — до 60 миллиметров.
Гильотинные ножницы с механическим приводом во многом схожи с гидравлическими ножницами, основным отличием является система привода: оба движения лезвия (и вверх и вниз) обеспечиваются кривошипным механизмом.
Ножницы с механическим приводом не обладают высокой мощностью и применяются для резки материалов максимальной толщиной 3 — 8мм. Однако скорость реза у этого класса гильотин достаточно высока – до 56 резов в минуту (для сравнения, у гидравлических ножниц количество резов варьируется от 3 до 18 в минуту).
Гильотинные ножницы различают, также, по конструкции привода верхнего ножа:
- ножницы с прямым ходом верхнего ножа
- ножницы с поворотной (качающейся) балкой — консольные
У гильотинных ножниц с прямым ходом верхнее лезвие закреплено на раме, которая за счет кривошипа или 2-х гидроцилиндров перемещается вниз по прямым направляющим, расположенным на внутренней поверхности боковых стенок машины.
У гильотинных ножниц с поворотной балкой перемещение верхнего ножа происходит за счет вращения балки вокруг центров, находящихся на боковых стенках в задней части станка. Поскольку система привода поворотной балки находится внутри корпуса машины — ножницы с поворотной балкой более компактные.
При относительно низкой стоимости ножниц с поворотной балкой, компактности и простоте их исполнения, у них все же имеется определенный недостаток: угол резки не изменяется, оставаясь равным установленному производителем, вне зависимости, режутся ли толстые или тонкие листы.
Настройка и режимы работы ножниц Н3121
Настройка ножниц для резки полос заданной длины производится перемещением заднего упора. Расстояние заднего упора от режущей кромки нижнего ножа, определяется по шкале линеек, укрепленных на рейках заднего упора.









Электросхема предусматривает возможность работы машины в режимах «Одиночный ход», «Автоматический ход». Резка листов максимальной толщины и ширины, указанных в технической характеристике ножниц, недопустима на автоматических ходах, так как мощность установленного электродвигателя рассчитана на использование 30% от числа ходов ножевой балки.
Регулировка зазора между ножами ножниц Н3121
При резке листов зазоры между ножами должны быть установлены в пределах 1/20 — 1/30 толщины разрезаемого листа.
Прямолинейность линии реза зависит от правильности регулировки зазора.
Регулировка зазора между ножами производится передвижением стола. Не допускается резка листов максимальной толщины и ширины из материала, с пределом прочности более 50 кг/мм2.
В случае резки листа, предел прочности (временное сопротивление) σ которого свыше 50 кг/мм2, максимально допустимая толщина его определяется по формуле:
δ Х = δ√ 50/σВР мм
где δ Х — максимально допустимая толщина листа из материала, предел прочности которого более 50 кг/мм 2.
δ — максимально допустимая для резки толщина листа, указанная в характеристике ножниц
σВР — предел прочности материала листа, который необходимо резать
Необходимо помнить, что точная и надежная работа ножниц зависит от качества заточки ножей. Нельзя допускать резки затупленными ножами.
При регулировке необходимо выдержать следующие зазоры: Толщина разрезаемого листа, мм — 1; 5÷3; 3÷6,3: 6,3÷12,5. Зазор между ножами, мм. — 0,15; 0,35; 0,5.
После установки зазора между ножами затянуть болты, крепящие стол к станине.
Ножи выполнены с четырьмя режущими кромками, при затуплении одной кромки ножи необходимо периодически переворачивать.
НК3416 ножницы гильотинные кривошипные для обработки листового металла. Назначение и область применения
Машина нк3416 разработана в 1979 году и серийно выпускалась с 1980 года. Разработчик .
Кривошипные листовые ножницы (гильотинные) с наклонным ножом НК3416 предназначены для холодной резки листового материала с пределом прочности σBP ≤ 500 МПа (50 кгс/мм2) и с наибольшими размерами поперечного сечения 4,0 х 2000 мм
Возможна резка неметаллических листовых материалов, исключающих быстрое затупление режущих кромок ножей и растрескивание вырезаемой заготовки.
Ножницы НК3416 находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, судостроения, сельхозмашиностроения и других отраслях промышленности, так как обладают более высокой производительностью, чем ножницы серии “НД”, за счет отсутствия подготовительного времени на переналадку механизма реза на разную толщину отрезаемого металла и механизации заднего упора.
Основны параметры машины для резки листового металла нк3416:
- Наибольшие размеры разрезаемого металла – 4,0 х 2000 мм
- Частота хода ножа – 65 мин-1
- Механическое перемещение заднего упора – 0..700 мм
- Тип муфты – пневматическая фрикционная многодисковая
- Тип тормоза – пневмо-пружинный дисковый
- Мощность электродвигателя – 5,6 кВт
- Вес ножниц полный – 3200 кг
Электросхема обеспечивает работу ножниц в режимах:
- Одиночный ход
- Непрерывные (автоматические) ходы
- Наладочный режим – толчковый ход
Величина зазора между ножами и усилие прижима автоматически устанавливается пропорционально усилию реза в зависимости от толщины разрезаемого листа.
Задний упор ножниц механизирован, что позволяет устанавливать заданный размер отрезаемых заготовок с рабочего места оператора по цифровому счетчику, установленному на лицевой стороне ножниц.
Станина ножниц цельносварная, что увеличивает жесткость конструкции и снижает трудоемкость изготовления. Она состоит из двух стоек, стола и стяжки. В стойках выполнены расточки, в которых установлен на подшипниках качения кривошипный вал с шатунами.










Привод ножниц от электродвигателя, закрепленного на поворотной плите, через клиноременную передачу на приводной вал редуктора и далее на кривошипный вал.
Редуктор выполнен в виде агрегатного узла и состоит из двух ступеней зубчатой передачи.
Муфта-тормоз пневматическая, фрикционная, многодисковая, смонтирована на входном конце вала редуктора.
Механизм реза состоит из прижимной и ножевой балок. Прижимная балка качающейся (консольной) конструкции: в ее прямолинейных направляющих движется ножевая балка. Прижимная и ножевая балки связаны между собой рычажной системой, которая соединена с приводом ножниц. В верхней частя прижимной балки установлены винтовые упоры, служащие для возврата ее в верхнее положение.
Ножевая балка снабжена пневматическими уравновешивателями, смонтированными в кронштейнах, закрепленных на станине.
Механизм заднего упора закреплен на ножевой балке и состоит из двух ходовых винтов, по которым перемещаются ползушки, с закрепленной (шарнирно) упорной планкой.
Для резки тонкого листа на ножницах предусмотрен поддерживатель.
Для защиты рук оператора в зоне реза служит защитная решетка, сблокированная с пусковым устройством ножниц.
Режим работы:
- автоматический
- наладочный
- одиночные ходы
- ручной проворот
Управление кнопочное или педальное.
Система смазки централизованная и позволяет эксплуатацию в условиях низких температур.
Отличие гильотинных ножниц серий НД, НК, Н
Стрыйский завод КПО выпускает ножницы листовые кривошипные с наклонным ножом (гильотина), с пневмо-муфтой серии ”НД” , “НК” и “Н” и на протяжении 30-ти лет и экспортирует свою продукцию в 52 страны мира.
В серии ножниц “НК”, “Н” установка необходимой величины зазора между ножами выставляется автоматически, в зависимости от толщины разрезаемого листового материала, что позволяет резать металл различной толщины без переналадки. Ножницы данной серии оснащены механизированным задним упором, предназначенным для установки разрезаемого листового материала в заданный размер. Длина отрезаемой заготовки устанавливается по счетчику, установленному на лицевой части ножниц через привод механизированного заднего упора.
В серии ножниц “НД” регулировка зазора между ножами осуществляется вручную путем перемещения стола ножниц, согласно диаграммы, в зависимости от толщины разрезаемого листа. Длина отрезаемой заготовки устанавливается маховичком заднего упора, по линейке расположенной на направляющих рейках механизма заднего упора.
Ножницы модели НК3418Р оснащены ручным задним упором, аналогичным ножницам серии ”НД”.
Первоначальный пуск ножниц Н3118 кривошипных листовых с наклонным ножом
Подготовка ножниц кривошипных листовых с наклонным ножом Н3118
- Снять антикоррозийное покрытие, нанесенное перед упаковкой ножниц Н3118 на обработанные поверхности, заполнить смазкой все устройства, перечисленные в спецификации, по схеме смазки.
- Заземлить ножницы Н3118 кривошипные листовые с наклонным ножом
- Выполнить все указания разделов «Электрооборудование» и «Смазка»
Первоначальный пуск ножниц Н3118
- Переключатель SA2 поставить в положение «Ручной проворот».
- Первый ход ножевой балки осуществить поворотом маховика с помощью штыря. При отсутствии дефектов в работе агрегата таким же образом совершить еще 2- 3 хода.
- Электросхему ножниц Н3118 подготовить к работе на одиночных ходах, а затем на автоматических.
ВНИМАНИЕ!
При включении электродвигателя большая шестерня, сидящая на левом конце коленвала, должна вращаться по часовой стрелке, если на шестерню смотреть со стороны муфты включения.
Обкатку производить в течение 2-х часов, из них один час — на одиночных ходах и один час — на автоматических.
При обкатке ножниц особое внимание уделять работе муфты включения, тормоза и электромагнитного управления ножниц.
После первого периода работы ножниц в течение 35 — 40 минут ножницы останавливать и производить внешний осмотр деталей и узлов, обращая внимание на отсутствие утечек в смазке, отсутствие нагрева левой и правой букс коленвала, перегрева электродвигателя
До устранения обнаруженных неисправностей ножницы в работу не включать.
Только после полной отладки и регулировки ножниц на холостом ходу можно приступить к испытанию под рабочей нагрузкой.
Ножницы гильотинные Н3121
Гильотина Н3121 считается востребованным промышленным оборудованием, которое устанавливается, как на крупных производственных участках, так и в мелких заготовительных цехах с целью осуществления прямолинейной поперечной и продольной резки листового металла. В зависимости от того, какой привод используется, гильотина Н3121 может быть двух видов:
- гидравлическая;
- с кривошипным механизмом или механическая.
Технические характеристики
Рассмотрим основные особенности строения:
- Станок оснащен режущим инструментом наклонного типа.
- По многих параметрам гидравлическая гильотина довольно схожа с механическими механизмами.
- Для проведения качественной резки, используются ножи твердостью 54-58 HRC.
- Основа гильотины — это сварная станина, что выполнена из листового металла. остоит станина из двух стоек, которые соединены между собой стяжками и рабочим столом, на который крепятся неподвижные ножи.
- В станине гильотины имеется специальный склиз, через который удаляются отрезанные заготовки.
- Чтобы произвести регулировку зазора между нижними и верхними ножами, оператор должен передвигать стол в горизонтальном направлении.
- Ножевая балка гильотины представляет собой Г-образную сварную конструкцию, которая усилена ребрами жесткости.
- Для повышенной точности реза, заготовка фиксируется на рабочем столе с помощью упоров. Задний упор расположен на задней части ножевой балки, а боковой и передний упоры крепятся на столе.
- В конструкцию гильотины Н3121 смонтировано специальное приспособление — уравновешиватель, что способен минимизировать динамические нагрузки и компенсировать массу ножевой балки.
- Для защиты оператора от вращающихся частей станка имеются специальные металлические ограждения, которые представляют собой стальные кожухи толщиной 1,6 м. Такими ограждениями закрыты — маховик передачи, шкив двигателя, тормозная система и приводные валы.
- Также в конструкция станка оснащена специальным ограждение зоны реза. Такая решетка в опущенном и поднятом положении удерживается специальными пружинами.
- Способы смазки трущихся элементов гильотины Н3121 — ручной тип (с помощью шприца или масленки) и централизованная система, в которой масло подается специальным насосом.
Управлять станком оператор может кнопочной станцией (пульт) и педалью при одиночном ходе. На современном рынке станкостроения представлена модифицированная версия Н3121 — гильотина НА3121, в которой увеличена открытая высота между верхними и нижними ножами на 20 см. Однако модифицированная версия может обрабатывать листовые заготовки малой ширины — до 500 мм.









Преимущества
Гильотинные ножницы Н3121 способны производить резку металла, как по боковому и по заднему упору, так и по разметке. Резак способен выполнять рубку металлических листов толщиной до 6 см, а длина реза может превышать 8 метров.
Обратите внимание! Так как мощность кривошипной гильотины меньше в сравнении с гидравлическими станками, рекомендуется производить резку механическим резаком листового металла толщиной 3-8 мм. Однако скорость обработки заготовок у кривошипной гильотины намного выше, то есть до 56 резов в одну минуту, а у гидравлики — 3-18 резов в минуту
За счет наличия жестко смонтированной муфты, в конструкции которой имеется электромагнит и поворотные шпоны, значительно снижаются эксплуатационные расходы, так как гильотина способна работать без подвода воздуха.
Поставляются гильотинные ножницы Н3121 в собранном состоянии. Устанавливается станок на фундамент за счет клиньев. Данная модель станка полностью соответствует стандартам ГОСТ-6282.
Электрооборудование гильотинных ножниц Н3222. Общие сведения
На ножницах Н3222 установлено следующее основное электрооборудование:
- M1 — электродвигатель короткозамкнутый асинхронный главного привода — 27 кВт;
- МЗ — Электродвигатель короткозамкнутый асинхронный привода заднего упора — 0,7/ 0,9 кВт;
Электроаппаратура защиты и управления работой ножниц в различных режимах смонтирована на станине ножниц и в отдельно стоящем блоке управления БУБ-2.
Органы управления (кнопки, переключатели), арматура световой сигнализации и счетчик числа ходов смонтированы в блоке управления и пульте управления, установленном на внешней стороне редуктора ножниц.
Электрическая схема предусматривает работу ножниц в следующих режимах:
- одиночные ходы (двурукое управление и от педали);
- непрерывные ходы (двурукое управление);
- толчок (двурукое управление);
- ручной проворот (при отключенном электродвигателе главного привода);
- регулировка заднего упора (при отключенном электродвигателе главного привода).
Подключение и отключение электрооборудования ножниц к сети производится вводным автоматическим выключателем. Аварийное отключение ножниц осуществляется кнопками «Аварийный стоп», которые находятся на пульте управления, и выносном кнопочном посту, установленном на другой стороне стола.
В электросхеме ножниц используются напряжения:
- Напряжение силовой цепи ~380 В 50 Гц
- Напряжение цепей управления двигателями переменного тока ~110 В
- Напряжение цепей управления муфтой и тормозом =24 В
- Напряжение питания вентилей =24 В
- Напряжение цепи сигнализации ~5 В
- Цепи освещения линии реза ~220 В
- Местное освещение ~24 В
Назначение и область применения
Применяются ножницы гильотинные Н3121 для резки в случае, когда толщина поперечного сечения более 6,3 миллиметров. При этом плотность обрабатываемого материала не должна превышать показателя 150 кг/м2, так как в противном случае созданного усилия будет недостаточно.
Основная область применения гильотины серии Н – цеха и склады различных предприятий, на которых выполняется работа по резке металла. Модель Н3121 востребована:
- на машиностроительных, автостроительных, судостроительных предприятиях, где листовые заготовки используются для создания корпусов и других элементов конструкции;
- на заготовительных площадках, куда приходит листовой материал, нарезается и отправляется в производственный цех.
Высокая производительность и относительная компактность определяет то, что гильотины серии Н используют в крупносерийном производстве с установкой конвейерной подачи заготовок. Быстрая наладка с операторного места позволяет сократить время простоя оборудования из-за поступления заготовок различной толщины или длины.