

Скребковые конвейера ТСЦ 50 тонн в час
Этот вариант исполнения предназначен для транспортировки материалов, которые получаются при обработке дерева. Примером можно назвать опилки или щепу различной фракции. Располагается короб в горизонтальной плоскости и под углом до 45 градусов. Есть возможность установки других углов.
Подобный механизм применяется в промышленности на протяжении достаточно длительного периода. Первая модель уже устанавливалась в 1988 году. Транспортировка материала осуществляется по верхнему желобу, также есть возможность использования нижнего. При изготовлении основной части применяется нержавеющая сталь, которая покрывается лакокрасочным материалом для повышения степени защиты. Минимальная мощность двигателя составляет 4 кВт.
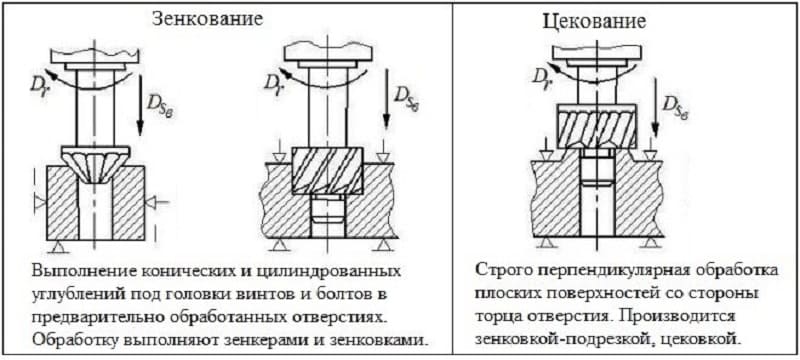
Операция цекования
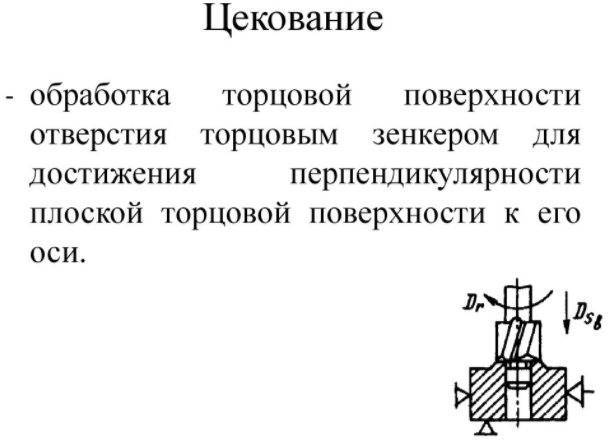
Процессом цекования называют специальную обработку сложных отверстий в металлоизделиях с помощью цековки. С помощью цековальных работ можно осуществить подготовку проймы перед другими операциями и процессами металлообработки и улучшить качество обрабатываемых внутренних элементов металлической детали. Цекование отверстий мастер делает на станке в режиме резания. Процесс выполняется, как правило, на небольшой скорости из-за сложности. В ходе процесса зенкования пройм осуществляется не только цековка внутреннего отверстия заготовки. Также цекованием можно выровнять торцевые элементы с внутренней стороны изделия, удалить наплывы и заусенцы с деталей, снять фаски с кромок, сформировать ступенчатые проймы и обработать углубления сложной конфигурации.
Общие правила по работе с цековкой
Применяя цековку на производстве, следует придерживаться нижеуказанных рекомендаций:
- При обработке внешних плоскостей деталей хвостик инструмент фиксируется упорной гайкой со штифтовым замком.
- Отверстие для крепежа делают за два прохода. Сначала его рассверливают, оставляя немного на последующую обработку, затем, убирая лишнее цековкой, получают необходимый размер и форму.
- При цековании направляющая цапфа должна иметь достаточную разницу в размере с отверстием, в противном случае в результате температурного расширения металла детали и самого инструмента, цековка может застрять.
- При создании выемок для скрывания шляпок метизов применяют цековки с углом на вершине 90°. Уменьшают угол тогда, когда в процессе обработки становится заметен такой дефект отверстия как огранка.
- Цекование твёрдых металлов осуществляют инструментом с твёрдосплавными пластинами.
- Работая с хрупкими металлами, используют специальные торцевые зенкеры с одним зубом и радиально расположенной передней поверхностью.
- Чтобы гарантировать соосность обрабатываемой выемки и отверстия, используют инструмент с направляющей цапфой.
Эксплуатируют цековку и в домашних условиях, где действуют те же общие правила и принципы работы данным инструментом.
Цекование отверстия: основные правила
Цекование отверстия — это операция, которая проводится на станках с минимальным ходом. Для работы оптимален режим зенкерования, настроенный на сверлильном, токарном, расточном или другом слесарном оборудовании. В отдельных ситуациях используют инструменты комбинированного типа, которые за один подход выполняют несколько операций: сверление, зенкерование, ценкование, зенкование и т. п. Все эти процессы — часть операции сверления.
Несмотря на то что режущие инструменты в основном используют на промышленном оборудовании, покупают цековки и для домашних нужд. В работе с таким инструментом мастерам следует придерживаться нескольких правил.
При обработке открытых плоскостей зафиксируйте на хвостовике упор, используя упорную гайку и контргайку.
При цековании отверстия под шляпки винтов и болтов берите инструмент с углом при вершине в 90 градусов. Необходимость уменьшения угла оправдана для сохранения огранки на поверхности обрабатываемых отверстий.
Делайте углубления в 2 этапа. Вначале рассверлите отверстие до нужного диаметра, затем придайте ему требуемые форму и размер.
Следите, чтобы направляющая инструмента не соприкасалась с втулкой всей поверхностью. Если не следовать этому правилу, цековка по металлу застрянет во втулке из-за сильного нагревания материала, вызванного вращением шпинделя.
Назначение инструмента
Принцип действия цековки схож с работой другого обрабатывающего инструмента – зенкера.
Цековку очень редко используют вручную ввиду низкой точности такого метода обработки. В зависимости от характера работ ее устанавливают на следующие станки:
- сверлильные;
- фрезерные;
- расточные;
- токарные.
Наибольшее распространение инструмент получил в качестве средства обработки на станках сверлильного типа.
Острые элементы цековки расположены в торцевой части. Они равномерно распределены по периметру основного вала, который вращается вокруг своей оси. Такая конструкция послужила причиной распространения инструмента для применения на сверлильных установках.
Цекование металла может преследовать следующие цели:
- получение идеально ровной опорной плоскости, расположенной под углом 90° относительно отверстия;
- устранение дефектов внутренней поверхности отверстий;
- снятие фаски на кромке;
- шлифовка наплывов и заусенцев металла;
- создание многоступенчатых отверстий.
У инструмента отсутствуют требования к материалу обрабатываемой детали. Он одинаково хорошо справляется со всем видами черных и цветных металлов, а также сплавов на их основе.
Точность работы соответствует современным стандартам, применяемым при производстве деталей точного машиностроения до 2 класса точности.

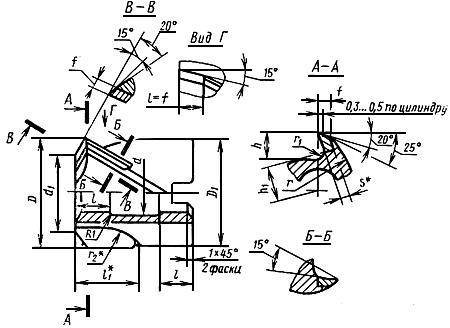
2 Конструкция и типы цековок
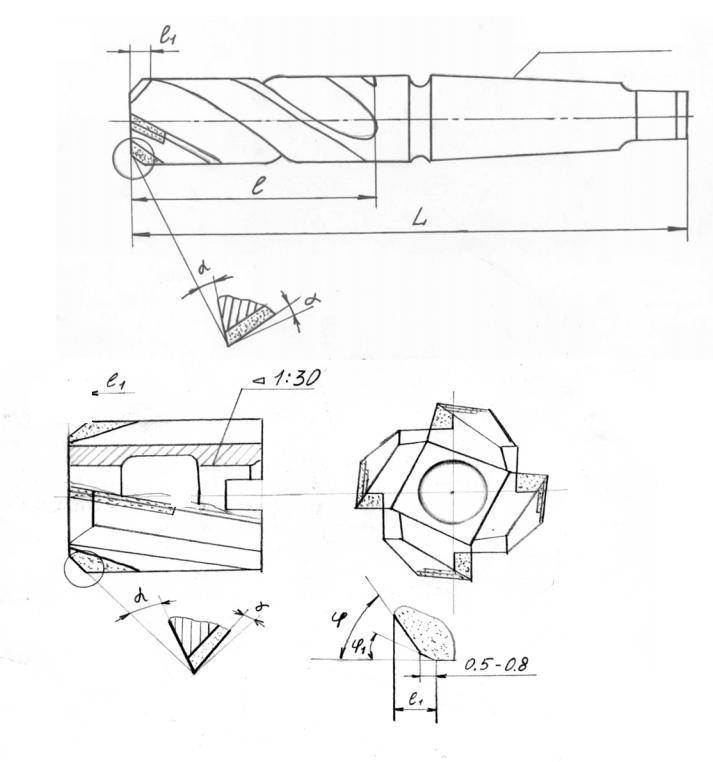
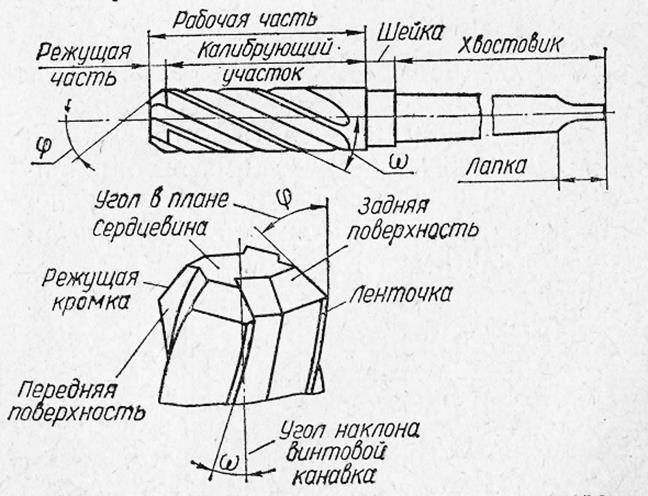
Конструктивно цековка представляет собой осевой инструмент в виде продолговатого корпуса с хвостовиком на одном конце. С другой стороны инструмента расположена цилиндрическая головка, имеющая на торцевой поверхности режущие зубья, а на боковой – отводящие стружку канавки, а также гладкая направляющая цапфа, которая вставляется в обрабатываемое отверстие, за счет чего и достигается перпендикулярность между осью последнего и получаемой плоскостью.
 Конструкция инструмента
Конструкция инструмента
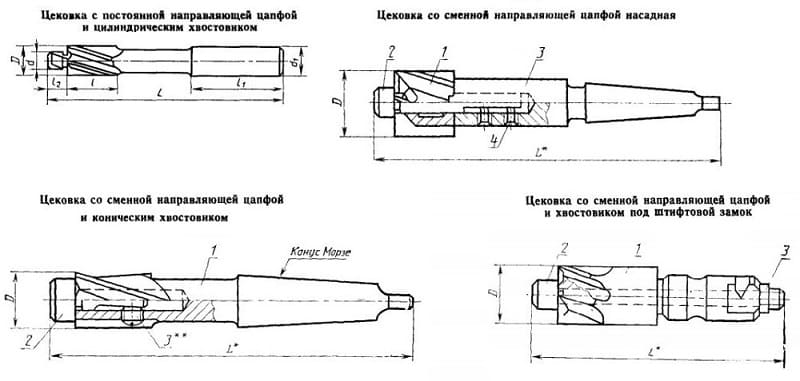
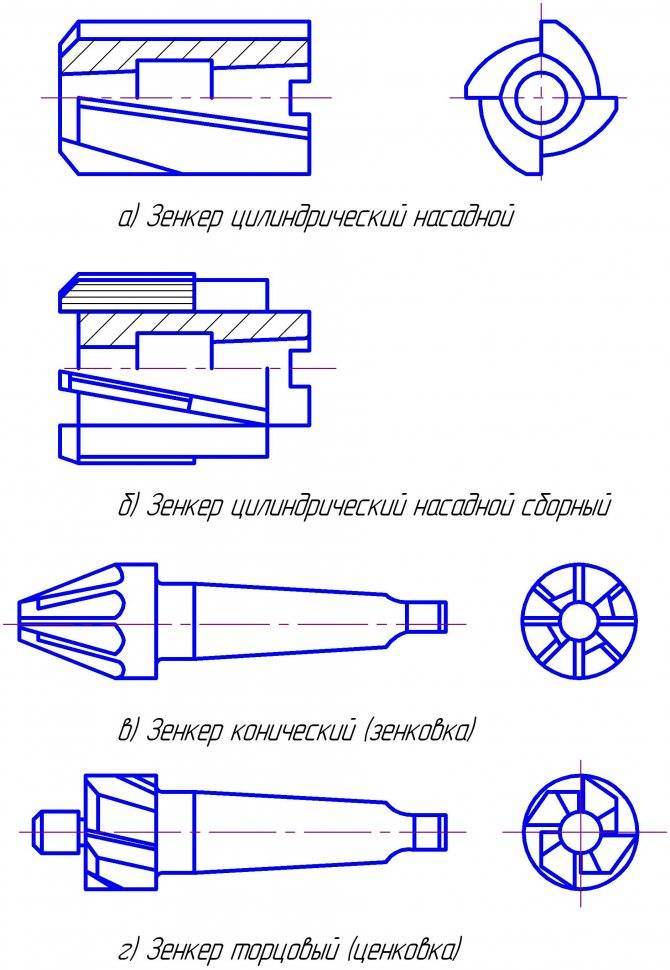
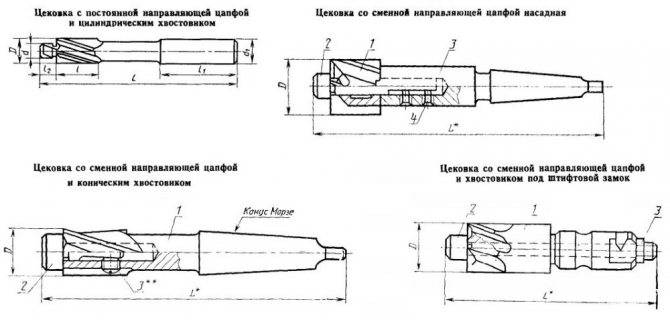
Изготавливают цековки в соответствии с ГОСТ 26258, согласно которому они делятся на типы:
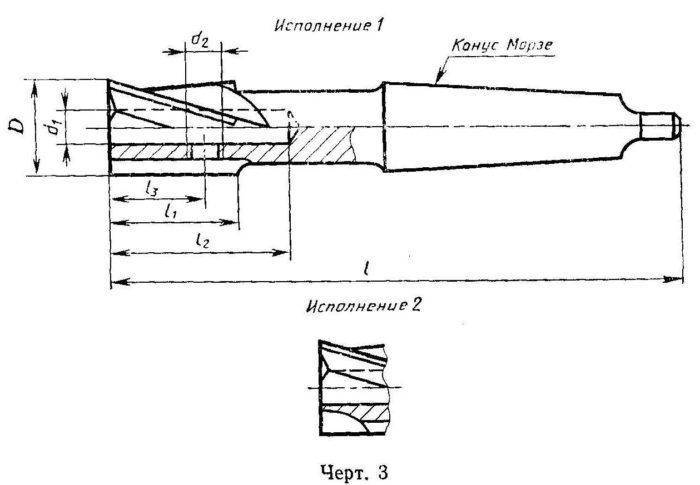
- С цилиндрическим хвостовиком и несменной направляющей цапфой.
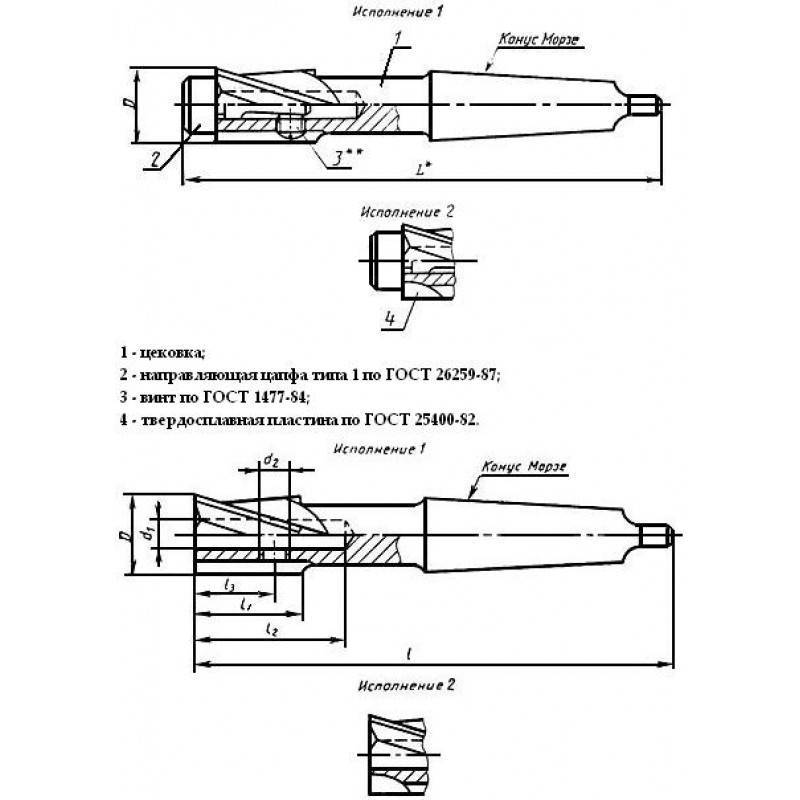
- С коническим хвостовиком и сменной цапфой.
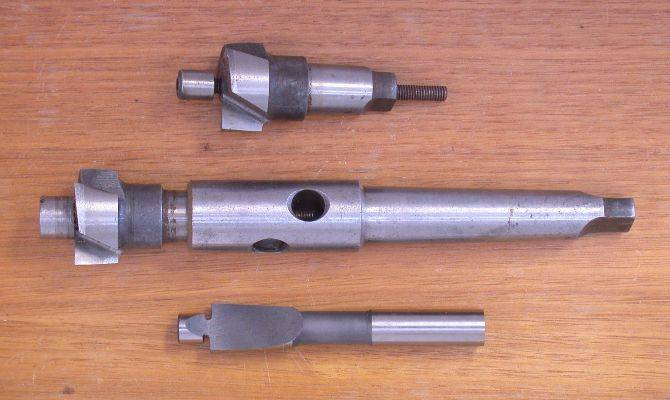
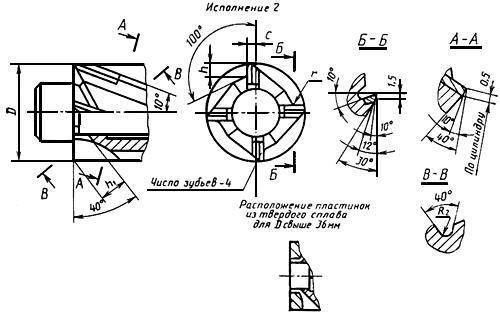
- Насадные с меняемой цапфой. Эта цековка представляет собой только цилиндрическую режущую головку, одеваемую на оправку с коническим хвостовиком. Цапфа тоже вставляется в оправку.
- С хвостовиком, закрепляемым в штифтовом замке станка, и сменной цапфой.
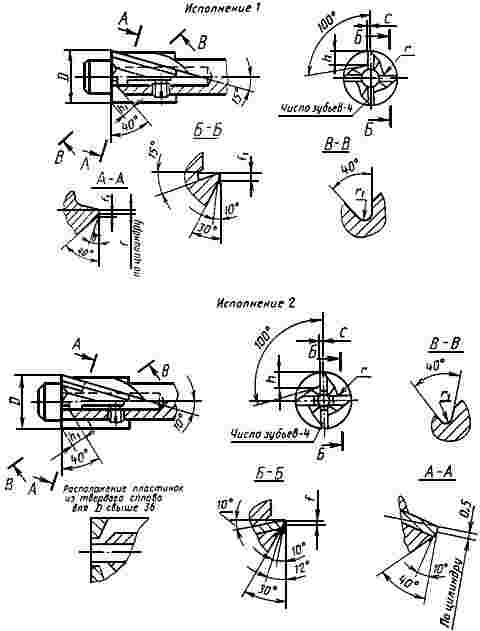
Инструмент 2–4 типов производят в 2-х вариантах исполнения рабочей части:
- Из быстрорежущей стали.
- Оснащенной пластинами из твердого сплава.
 Рабочая часть с пластинами из твердого сплава
Рабочая часть с пластинами из твердого сплава
Цековки 1-го типа выпускают только в исполнении №1. Инструмент с рабочей частью, имеющей твердосплавные пластины, предназначен для обработки и чугуна, и конструкционных сталей. а с выполненной из быстрорежущей стали – только конструкционных сталей. Количество лезвий рабочей части цековок 1-го типа 2 или 4, а 2–4 типов – только 4.
В зависимости от типа хвостовика цековки ее установка на станке производится:
- с цилиндрическим типом – непосредственно в патрон;
- с коническим – через конус Морзе;
- с хвостовиком под замок штифтового типа – в этот замок.
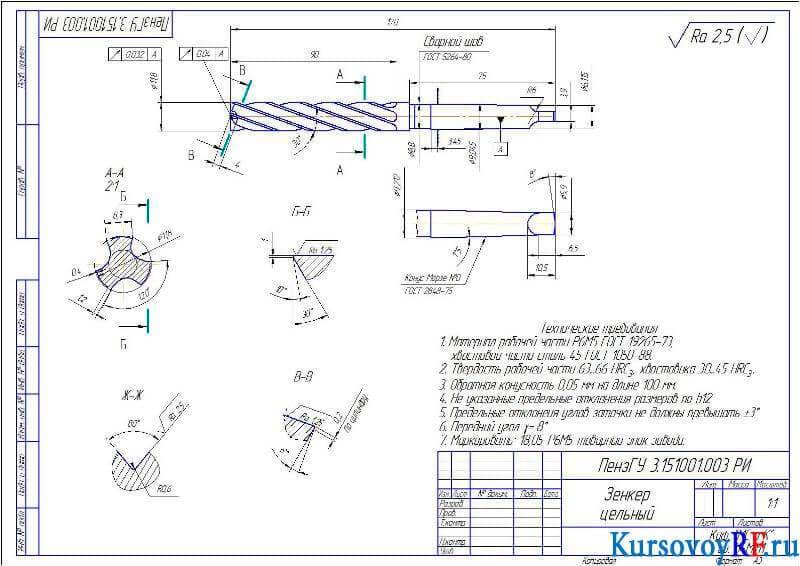
Основные технические требования к изготовлению цековок
Согласно ГОСТ 26258 насадной инструмент, а также инструмент с рабочей частью, диаметр которой до 8 мм, и цилиндрическим хвостовиком изготовляют цельным. Цековки с рабочей частью, диаметр которой свыше 8 мм, и цилиндрическим хвостовиком, а также с хвостовиком под замок и коническим делают сварными. В месте сварки не должны допускаться трещины и поджоги, а в сварочном шве – окисление, свищи и поры.
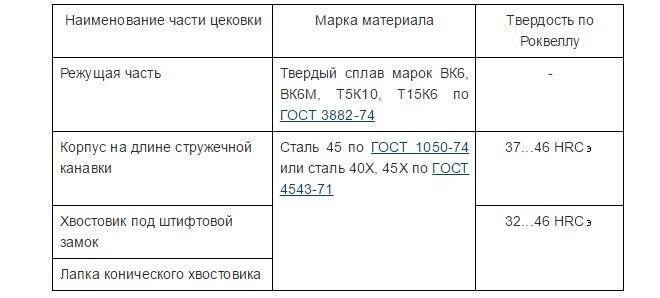
Корпус вдоль стружечной части винтовых канавок и хвостовик всех цековок выполняют из стали 45Х, 40Х (ГОСТ 4543) либо 45 (ГОСТ1050). В зависимости от исполнения инструмента материал его рабочей части будет следующим:
- У цековок 1-го исполнения режущая часть и гребни винтовых канавок из быстрорежущей стали, изготовленной по ГОСТ 19265.
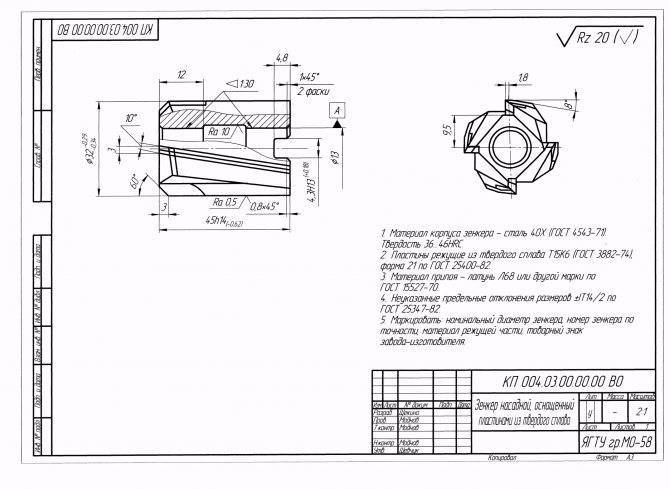
- У 2-го исполнения – материал режущей части это одна из следующих марок твердого сплава по ГОСТ 3882: Т15К6, Т5К10, ВК6М, ВК6. Размеры и форма твердосплавных пластин согласно ГОСТ 25400.
Для крепления твердосплавных пластин на рабочей части в качестве припоя должны использоваться сплав МНМц 68-4-2 или латунь марок Л68 либо Л63 (ГОСТ 15527). При пайке следует формировать слоя припоя толщиной до 0,2 мм.
На всех поверхностях инструмента не должно быть следов коррозии, заусенцев, трещин и раковин, на шлифованных – черновин, а на режущей части – прижогов и сколов. После термообработки цековки ее центровые отверстия не должны иметь разработанных мест и забоин.
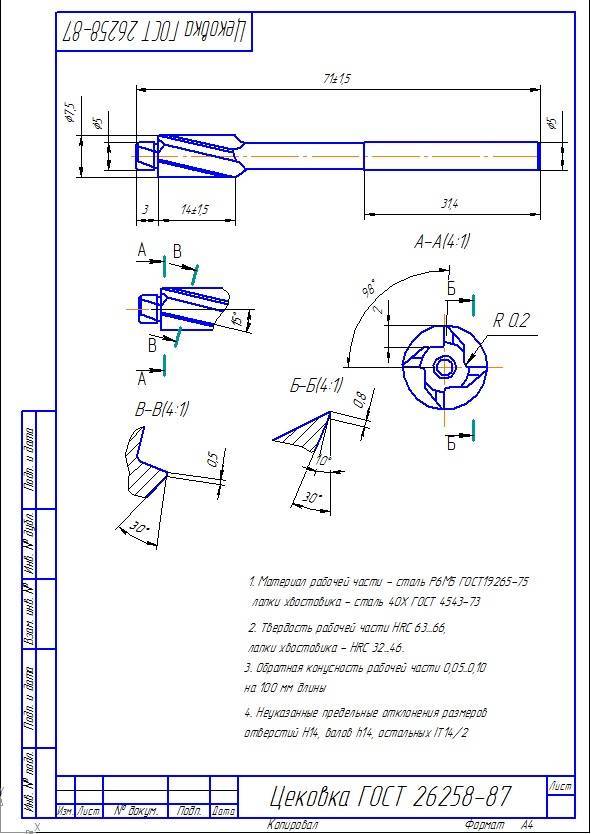
Обратная конусность кромок рабочей части инструмента должна быть равномерной: у цековок 2-го исполнения вдоль длины твердосплавных пластин, а 1-го исполнения – рабочей части. Величина обратной конусности инструмента с рабочей частью, выполненной из быстрорежущей стали, не должна выходить за пределы значений 0,08–0,16 мм из расчета на 100 мм длины, а оснащенного пластинами из твердого сплава – 0,05–0,10 мм на размер пластины.
Требования государственных стандартов к изготовлению цековок
Требования к производству цековок определяет ГОСТ 26258-87. Так, согласно этому документу, инструмент насадного типа, а также тот, диаметр рабочей части которого не больше 8 мм, а хвостовик имеет цилиндрическую форму, производится в цельном виде. Инструменты, диаметр режущей части которых составляет более 8 мм, со всеми типами хвостовиков, должны иметь сварную конструкцию. К качеству сварных швов, при помощи которых изготавливается такой инструмент, предъявляются высокие требования. В этих швах исключается наличие трещин и прожогов, они не должны содержать следов окисления, трубчатых полостей и пор.

Основной стержень цековок, включая хвостовик, делают из стали марок 45, 40 Х или 45Х. Для режущей части могут быть использованы следующие материалы.
- Инструменты, которые целиком изготовлены из быстрорежущей стали, выполняются из материала, требования к которому оговариваются положениями ГОСТа 19265.
- Материалами для режущей части цековок с твердосплавными пластинами могут быть ВК6, ВК6М, Т5К10, Т15К6. Требования к характеристикам материала таких пластин оговариваются в ГОСТе 3882, а к их геометрической форме и размерам – в ГОСТе 25400.
Твердосплавные пластины на рабочей части инструмента фиксируются при помощи припоя марок МНМц 68-4-2, латуни марок Л63 или Л68. Толщина припоя должна составлять не менее двух десятых миллиметра.
Материал цековок с твердосплавными пластинами
Как и поверхность сверл, резцов и других металлорежущих инструментов, поверхность цековок должна быть лишена дефектов – следов коррозии, трещин, пустот и заусенцев. На шлифованной части не допускается наличие трещин и надрывов, а на рабочей – сколов и прижогов. Центровые отверстия цековок после закалки и отпуска не должны иметь углублений и разработанных мест.

Такой геометрический параметр цековки, как обратная конусность (уменьшение диаметра по направлению к хвостовику), должен отличаться равномерностью по всей длине рабочей поверхности (для инструмента из быстрорежущей стали), по всей высоте режущих пластин (для инструмента с твердосплавными напайками). Допуски на указанный параметр, согласно чертежу и требованиям нормативного документа, должны составлять для цековок из быстрорежущей стали не более 0,08–0,16 мм на 100 мм длины рабочей части, для цековок с напайками из твердого сплава – 0,05–0,1 мм на весь размер пластин.
Рекомендации по цекованию
Повысить производительность при выполнении отверстий на станке поможет использование комбинированного инструмента. Такой вид инструмента позволяет с одного установа выполнить несколько операций, например, просверлить, рассверлить отверстие и снять фаску.

Способы восстановления деталей
Процесс цековки на станке производится с режимами резания как для зенкерования, и с небольшим рабочим ходом.
Обработку однотипных элементов на открытом участке удобно выполнять по упору. Направляющая часть может соприкасаться с поверхностью отверстия только винтовыми ленточками. В противном случае, инструмент в отверстии может заклинить в результате перегрева и температурного расширения.
Цекование отверстий часто используется при обработке на станке в условиях промышленного производства и ремонтной мастерской. В любом варианте применения цековка обеспечивает все требования к изготовлению детали и повышает эксплуатационные характеристики механизмов машин.
9.10. Последовательность чтения чертежа общего вида
- По данным, содержащимся в основной надписи, и описанию работы изделия выяснить наименование, назначение и принцип работы сборочной единицы.
- По спецификации определить, из каких сборочных единиц, оригинальных и стандартных изделий состоит предложенное изделие. Найти на чертеже то количество деталей, которое указано в спецификации.
- По чертежу представить геометрическую форму, взаимное расположение деталей, способы их соединения и возможность относительного перемещения, то есть, как работает изделие. Для этого необходимо рассмотреть на чертеже общего вида сборочной единицы все изображения данной детали: дополнительные виды, разрезы, сечения, и выносные элементы.
- Определить последовательность сборки и разборки изделия.
При чтении чертежа общего вида необходимо учитывать некоторые упрощения и условные изображения на чертежах, допускаемые ГОСТ 2.109-73 и ГОСТ 2.305-68*:На чертеже общего вида допускается не показывать:
- фаски, скругления, проточки, углубления, выступы и другие мелкие элементы (Рисунок 9.21);
- зазоры между стержнем и отверстием (Рисунок 9.21);
- крышки, щиты, кожухи, перегородки и т.д. при этом над изображением делают соответствующую надпись, например: «Крышка поз.3 не показана»;
- надписи на табличках, шкалах и т.д. изображают только контуры этих деталей;
- на разрезе сборочной единицы разные металлические детали имеют противоположные направления штриховки, либо разную плотность штриховки (Рисунок 9.21). Необходимо помнить, что для одной и той же детали плотность и направление всех штриховок одинаковы на всех проекциях;
- на разрезах показывают не рассечёнными:
- составные части изделия, на которые оформлены самостоятельные сборочные чертежи;
- такие детали как оси, валы, пальцы, болты, винты, шпильки, заклёпки, рукоятки, а также шарики, шпонки, шайбы, гайки (Рисунок 9.21);
- сварное, паяное, клееное изделие из однородного материала в сборе с другими изделиями на разрезе имеет штриховку в одну сторону, при этом границы между деталями изделия показаны сплошными линиями;
- допускается равномерно расположенные одинаковые элементы (болты, винты, отверстия) показывать не все, достаточно одного;
- если ни одно отверстие, соединение не попадает в секущую плоскость, то допускается его «доворачивать», чтобы оно попало в изображение разреза.
На сборочных чертежах проставляют справочные, установочные, исполнительные размеры. Исполнительные это размеры на те элементы, которые появляются в процессе сборки (например, штифтовые отверстия).Рисунок 9.21 – Сборочный чертежРисунок 9.22 – Спецификация
Требования ГОСТ 26258 к описываемому инструменту
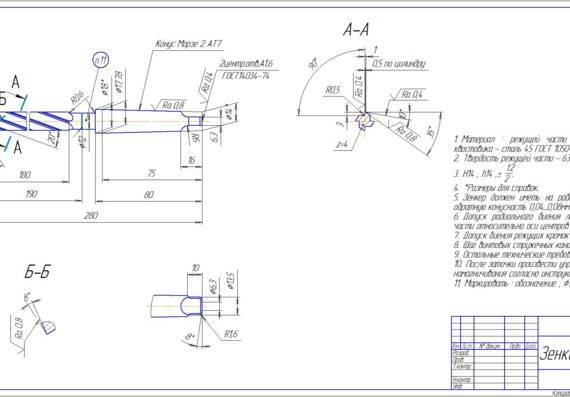
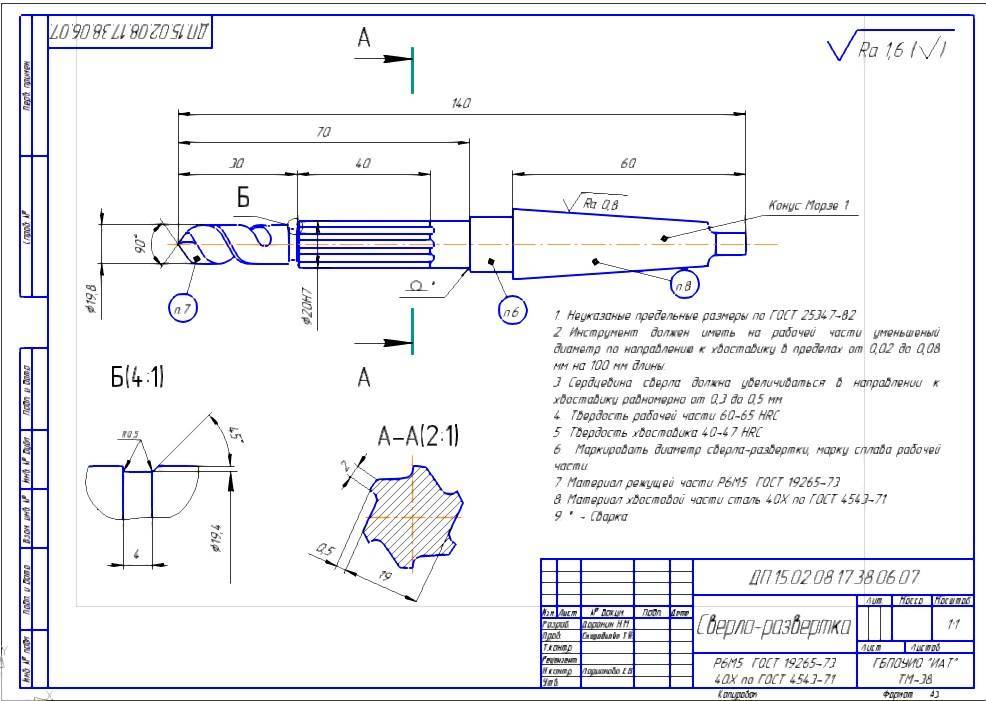
Чертеж для производства рассматриваемых режущих приспособлений в обязательном порядке утверждается на предприятии-изготовителе. Инструмент из сталей быстрорежущего класса выпускается из сплавов, которые отвечают положениям Госстандарта 19265 (рабочая часть), и сталей 40Х и 45 (хвостовик) по Госстандартам 4543 и 1050. Твердость хвостовика при этом должна находиться в пределах 37–56 единиц по шкале Роквелла, рабочей части – 62–66 единиц.
Сверла с пластинами из твердых сплавов производятся из материалов следующих марок:
- сталь 40Х, 45Х или 45 (хвостовик);
- сплавы по Государственному стандарту 3882 – Т15К6, ВК6М, ВК6 и Т5К10 (непосредственно рабочая часть).
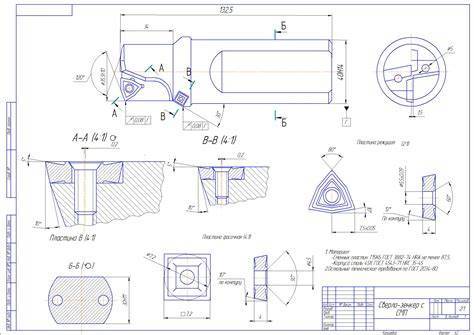
Сверло с пластинами из твердых сплавов
Цековка насадного типа и с цилиндрическим хвостовиком всегда изготавливается цельной, если ее режущая часть имеет сечение не более 8 мм. При большем значении сечения приспособления выпускаются сварными. Припоем при сварке обычно выступает материал МНМц 68-4 либо латуни Л68 и Л63. Заметим, что чертеж инструмента содержит сведения о толщине слоя припоя (как правило, он составляет величину менее 0,2 мм).
Инструмент насадного типа
На рабочей части описываемого сверлильного инструмента исключается наличие прижигов и сколов, коррозионных проявлений, трещин и раковин. Кроме того, не допускается наличие черновин на сверлах, прошедших операцию шлифования. Период стойкости интересующих нас режущих приспособлений изменяется от 3 (сверла сечением до 3,8 мм) до 27 (сверла от 52 до 61 мм) минут. А средний период варьируется от 8 до 69 минут. При этом разрешенный износ инструмента составляет 0,3–1,5 мм.
Общие правила по работе с цековкой
Применяя цековку на производстве, следует придерживаться нижеуказанных рекомендаций:
- При обработке внешних плоскостей деталей хвостик инструмент фиксируется упорной гайкой со штифтовым замком.
- Отверстие для крепежа делают за два прохода. Сначала его рассверливают, оставляя немного на последующую обработку, затем, убирая лишнее цековкой, получают необходимый размер и форму.
- При цековании направляющая цапфа должна иметь достаточную разницу в размере с отверстием, в противном случае в результате температурного расширения металла детали и самого инструмента, цековка может застрять.
- При создании выемок для скрывания шляпок метизов применяют цековки с углом на вершине 90°. Уменьшают угол тогда, когда в процессе обработки становится заметен такой дефект отверстия как огранка.
- Цекование твёрдых металлов осуществляют инструментом с твёрдосплавными пластинами.
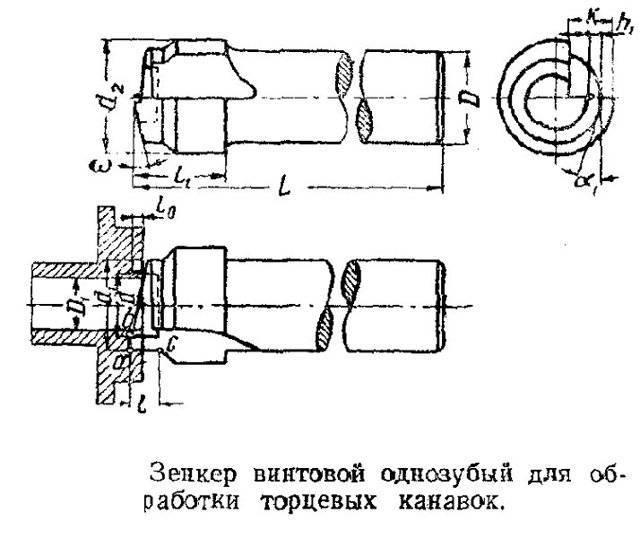
- Работая с хрупкими металлами, используют специальные торцевые зенкеры с одним зубом и радиально расположенной передней поверхностью.
- Чтобы гарантировать соосность обрабатываемой выемки и отверстия, используют инструмент с направляющей цапфой.
Эксплуатируют цековку и в домашних условиях, где действуют те же общие правила и принципы работы данным инструментом.
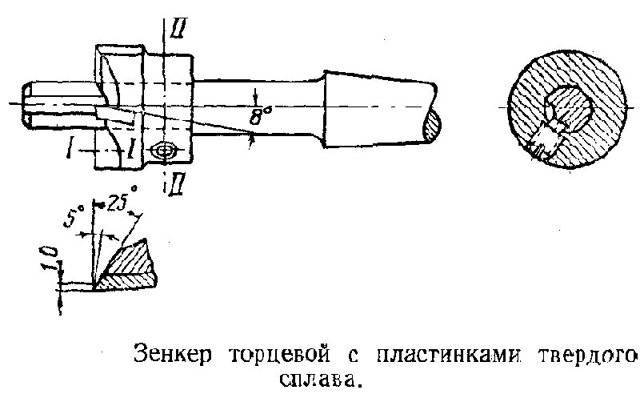
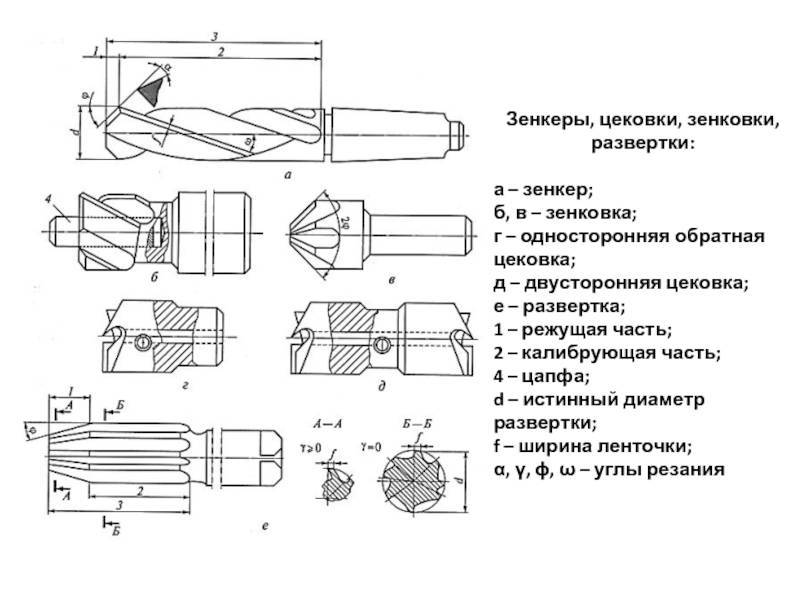
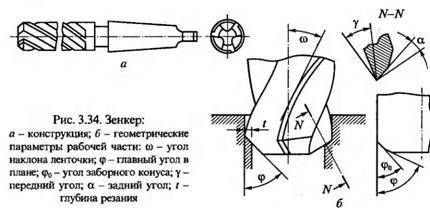
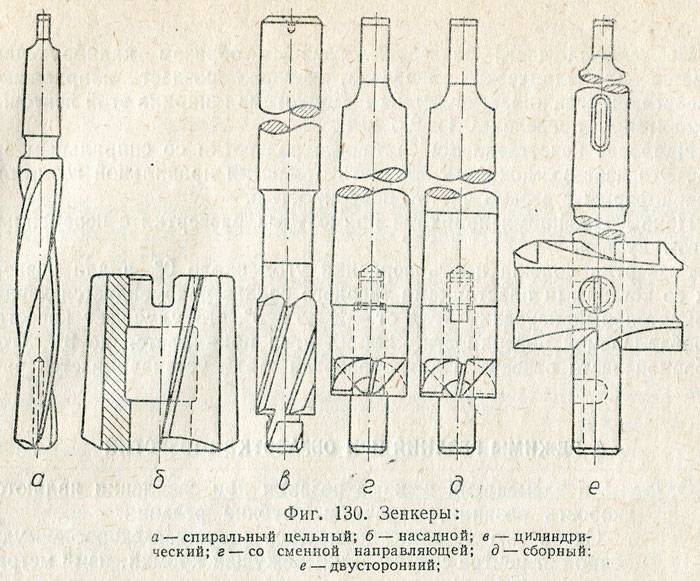
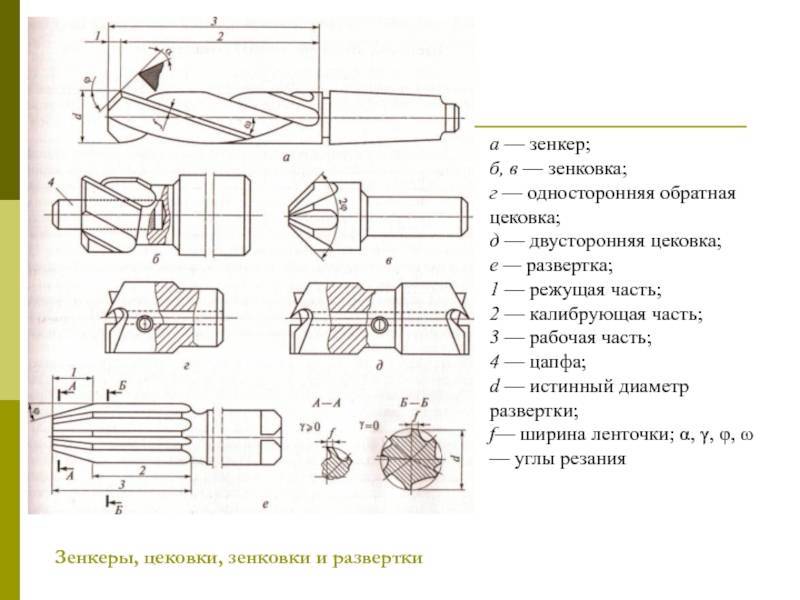
Зенкеры
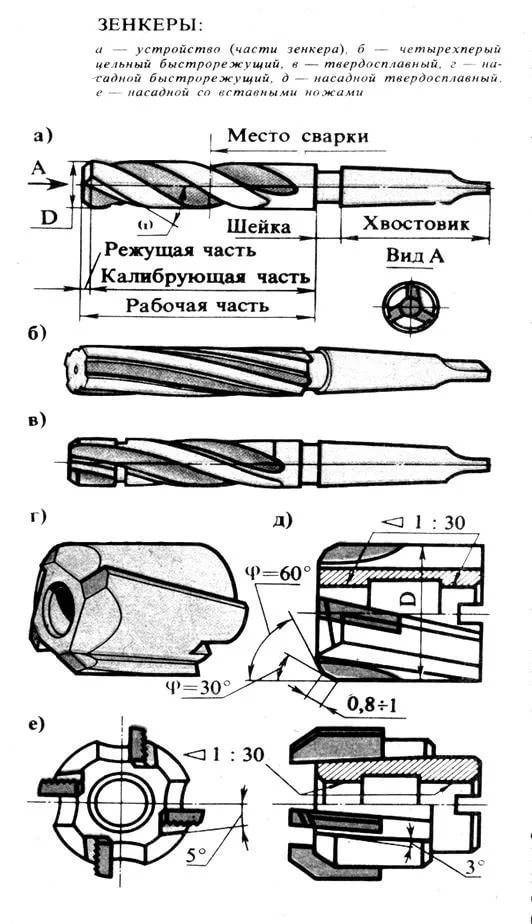
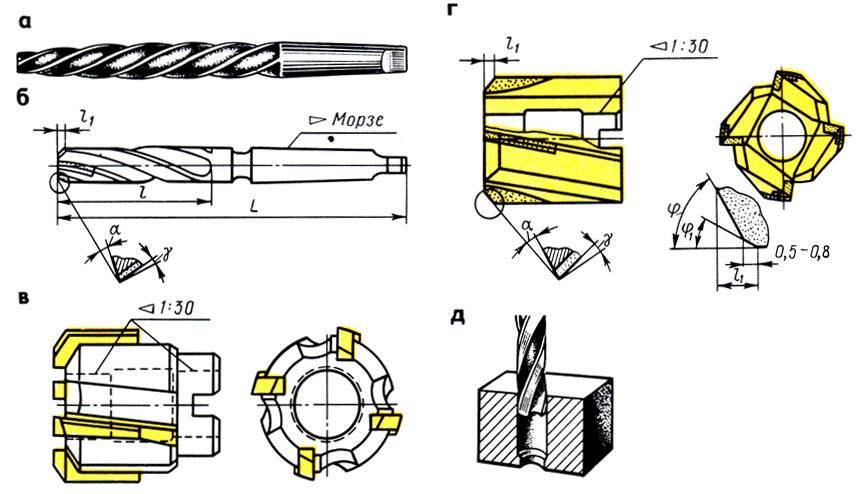
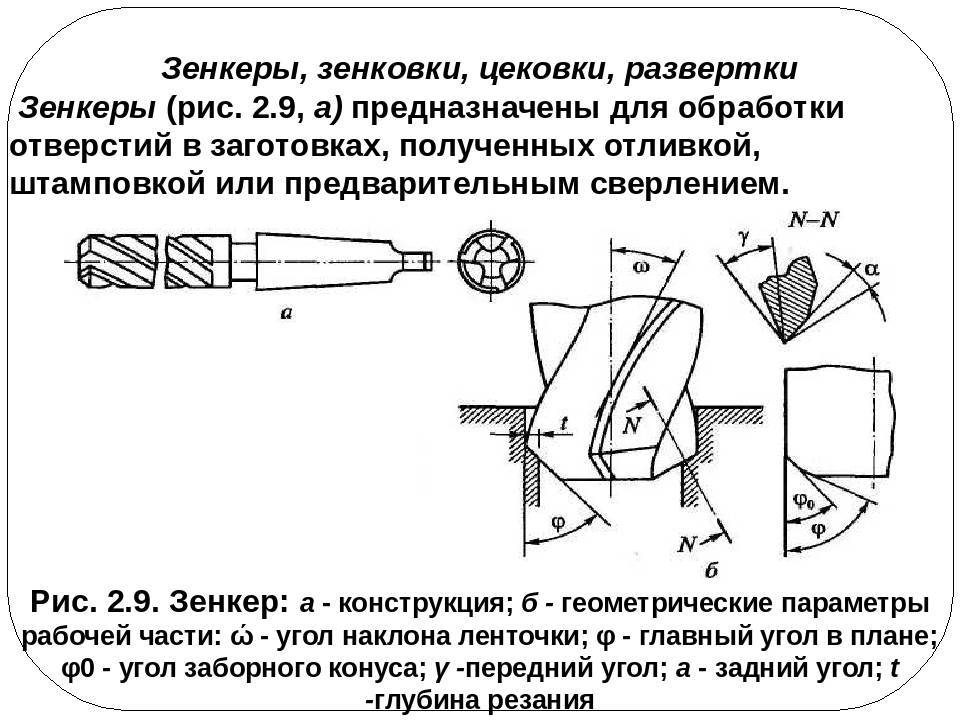
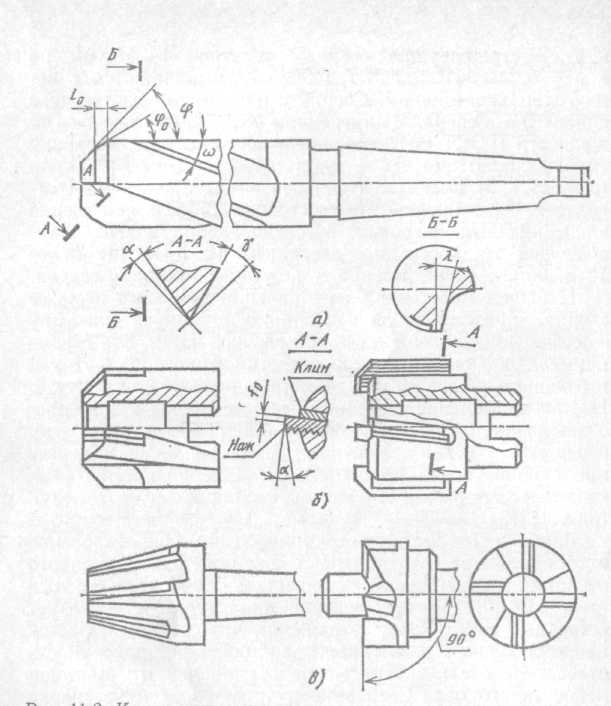
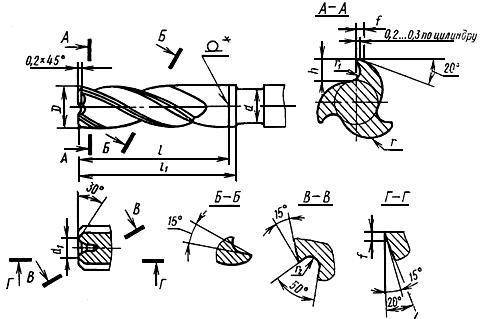
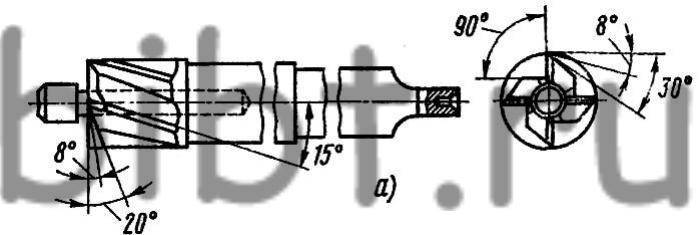
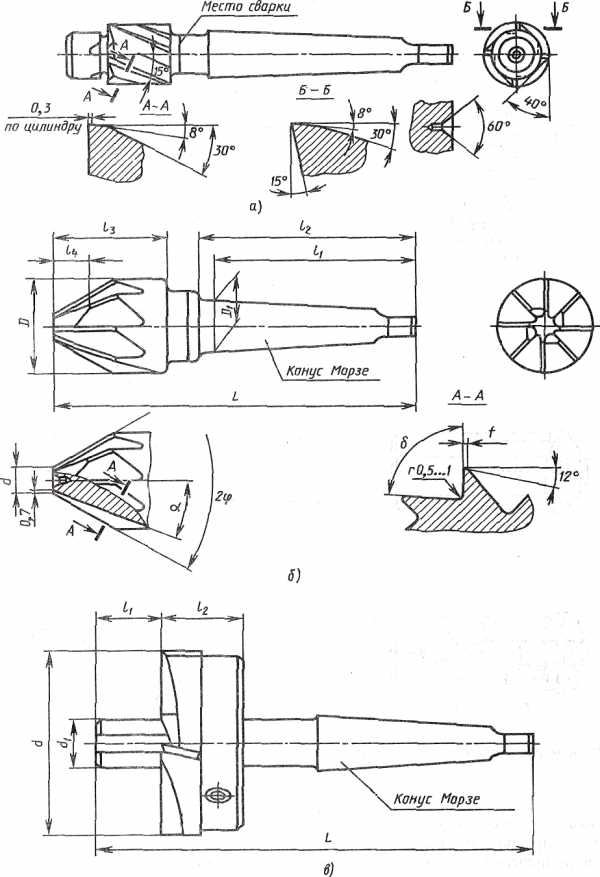
Зенкеры (рис. 3.34, а) предназначены для обработки отверстий в заготовках, полученных отливкой, штамповкой или предварительным сверлением. В отличие от сверла зенкер имеет большее число режущих кромок (три или четыре), что обеспечивает получение поверхностей с более высокими показателями точности и шероховатости.По конструкции зенкеры бывают насадные и цельные и могут иметь различное направление угла спирали (правое, левое, прямое). Зенкеры изготавливают из быстрорежущей стали или оснащают пластинами из твердого сплава марок ВК6, ВК8, BKbM, ВК8В, Т5К10, Т15К6. Пластины из твердого сплава закрепляются в зенкере при помощи пайки или клинового крепление, что позволяет многократно использовать корпус зенкера. Рабочая часть зенкеров, изготовленных из быстрорежущей стали, имеет обратную конусность (по направлению к хвостовику) порядка 0,05… 0,1 на 100 мм длины рабочей части и соединяется с хвостовиком так же, как и у сверл, шейкой. Цельные зенкеры закрепляются непосредственно в коническом отверстии шпинделя станка, а насадные устанавливаются на специальную оправку, также имеющую конический хвостовик для установки в шпинделе станка.


В качестве режущей части насадных зенкеров используются многогранные твердосплавные пластины. Крепление таких пластин в корпусе насадного зенкера осуществляют механическим путем (рис. 3.35). Режущие пластины 1 закрепляются в корпусе 2 при помощи тяги 3, что позволяет производить замену пластин непосредственно на станке. Для этого достаточно сместить тягу 3, повернуть пластину следующей гранью или заменить ее на новую, снова закрепить тягу и продолжать работу. Возможность оснащения таких зенкеров пластинами из различных инструментальных материалов позволяет существенно расширить технологические возможности и производительность при зенкеровании.
Геометрические параметры режущей части зенкеров (см. рис. 3.34, б) выбираются в зависимости от условий обработки: главный угол в плане ф = 30… 60 передний угол у = 3… 30 ° для зенкеров из быстрорежущей стали,для зенкеров, оснащенных пластинами твердого сплава, этот угол составляет от 5 до -5°; задний угол а на главных режущих кромках составляет 8… 15 Выбор конструкции зенкера и материала рабочей части в значительной степени зависит от обрабатываемого материала и параметров обрабатываемого отверстия:
• зенкеры из быстрорежущей стали, имеющие три-четыре зуба и диаметр от 10 до 40 мм, применяются для обработки отверстий в заготовках из конструкционной стали;
• зенкеры, оснащенные пластинами из твердого сплава, имеющие три-четыре зуба и номинальный диаметр от 14 до 50 мм, используются при обработке отверстий в заготовках из труднообрабатываемых и закаленных сталей;
• зенкеры с насадными головками из быстрорежущей стали номинальным диаметром от 32 до 80 мм предназначены для обработки отверстий в заготовках из конструкционной стали;
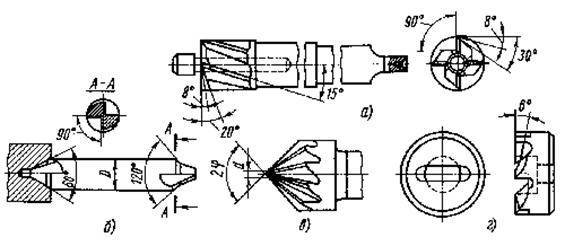
• перовые зенкеры служат для обработки глухих отверстий в заготовках из чугуна и цветных металлов;
• для обработки глухих отверстий диаметром от 15 до 25 мм применяется специальный зенкер, у которого в корпусе выполнено специальное отверстие для подачи СОЖ в зону резания (рис. 3.36).
Изнашивание зенкеров (рис. 3.37) происходит по задним поверхностям, где образуются площадки с задним углом, равным нулю, и шириной h3; по передним поверхностям с образованием лунки; по ленточке с образованием поперечных проточин на длине Лл; по уголкам с образованием конических или цилиндрических участков hy. В качестве критерия износа зенкеров при обработке заготовок из стали принят износ зенкера по уголкам, равный 1,2… 1,5 мм, а при обработке заготовок из чугуна — 0,8… 1,5 мм. Затачивание и перетачивание изношенных зенкеров осуществляется, как правило, на специальном оборудовании в заточных цехах.
Виды цинкования металла

В современном мире для обработки металлических поверхностей применяется ци нкование. Оно служит прежде всего для защиты от коррозии. Для разных металлов необходимо использовать разные методы этого процесса. Это обусловлено тем, что не все металлы способны адгезироваться с цинком при определенных условиях.
Основные методы цинкования металла представлены такими способами, как:
Холодное цинкование металла
Этот метод отличается от всех остальных тем, что для него не требуется специальная ванна. Раствор цинкового сплава наносится так же, как и любое лакокрасочное покрытие.
Горячее цинкование металла
Данная процедура заключается в том, что в ванну со сплавом цинка опускается металлическое изделий для обработки. Процесс цинкования при этом происходит под воздействием небольшого нагревания. Это позволяет наносить раствор на поверхность более равномерно.
Гальваническое цинкование металла
Это метод характеризуется тем, что вся процедура происходит под воздействием электрического тока. В раствор электролита опускается металла и подключается электрический ток, подающий небольшое напряжение.
Термодиффузионное цинкование металла
Оно заключается в нанесении на поверхность металла цинкового сплава любой толщины. Она определяется заказчиком. Для процедуру используются специализированные контейнеры.
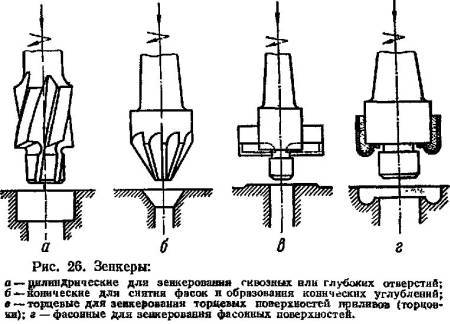
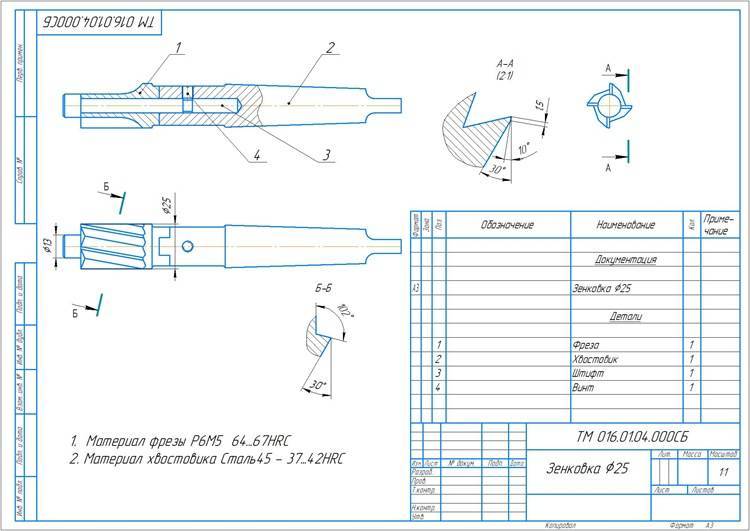
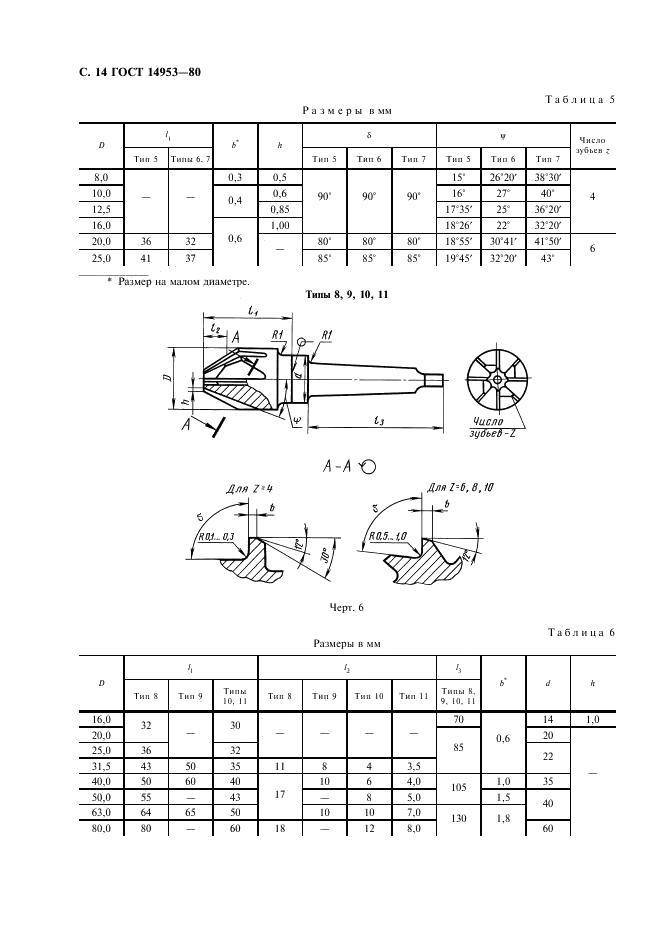
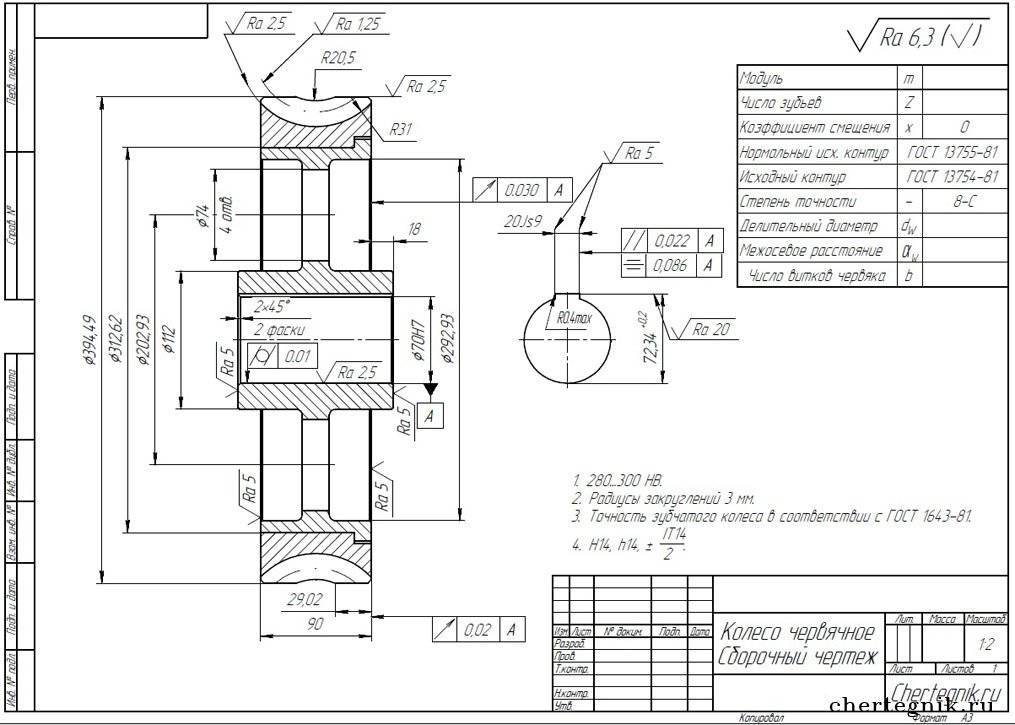
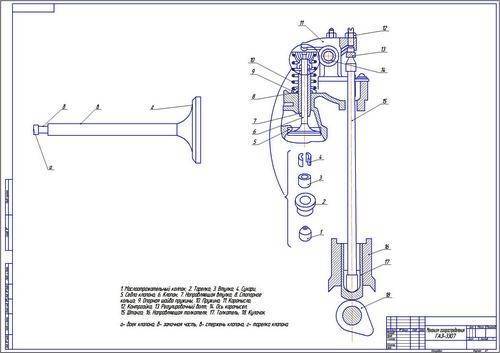
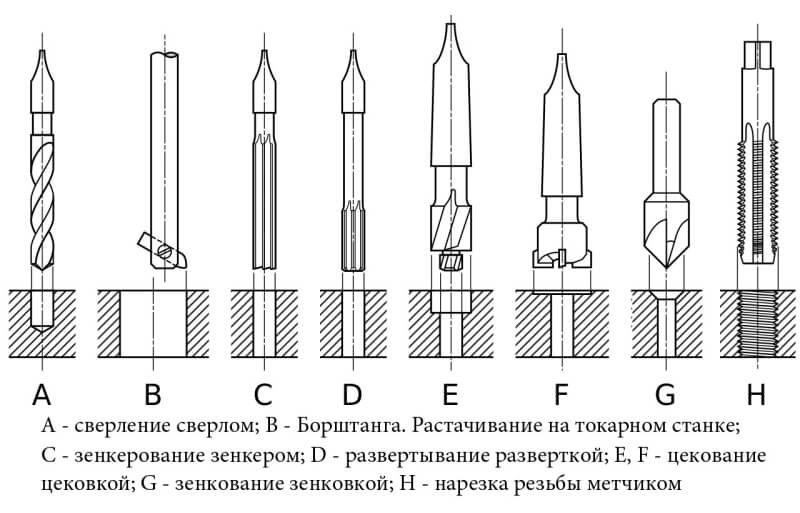
Таблица 1. Сравнение цинка с другими металлами.
Название металла
Краткое описание
Свойство металла
Применение
Алюминий
металл серебристо-белого цвета
Температура плавления 650°С. Алюминий устойчив против атмосферной коррозии благодаря образованию на его поверхности плотной окисной пленки
Наиболее важной особенностью алюминия является низкая плотность – 2,7г/см3 против 7,8г/см3 для железа и8,94г/см3 для меди. Имеет хорошую тепло- и электропроводность
Хорошо обрабатывается давлением.
Применяется в электропромышленности для изготовления проводников тока, в пищевой и химической промышленности. Применяется в качестве раскислителя при производстве стали, для алитирования деталей с целью повышения их жаростойкости. В чистом виде применяется редко из-за низкой прочности – 50МПа.
Хром
блестящий цветной металл с синеватым оттенком, за удельным весом близкий к железу. Он довольно твердый (на единицу меньше от алмаза), тем не менее, хрупкий.
Он довольно твердый, тем не менее, хрупкий. Температура плавления 1910 °С. Стойкий против окисления в атмосфере и в воде. Азотная кислота его не растворяют. В растворах соляной и серной кислот растворяется постепенно, но более активно в крепкой соляной кислоте. Хром довольно крепкий против стирания.
В чистом виде хром широко используют для декоративного и антикоррозийного покрытия других металлов. В промышленности хром широко используют для изготовления легированных хромистых сталей высокой прочности.
Медь
металл красного, в изломе розового цвета
обладает высокой пластичностью и коррозийной стойкостью, высокой электропроводностью и теплопроводностью (100% чистая медь-эталон, то 65%-алюминий, 17%железо), а также стойкостью против атмосферной коррозии
Позволяет использовать ее в качестве кровельного материала ответственных зданий
Титан (Те)
лёгкий металл серебристо-белого цвета.
имеет высшую температуру плавления, низкую теплопроводность и плохие антифрикционные свойства, но легко куется и штампуется. При нагревании до 500 °С на воздухе он не окисляется, а при высшей температуре на его поверхности образовывается крепкая защитная пленка.
Поэтому из титана и его сплавов изготовляют обшивку сверхзвуковых самолетов, компрессоры реактивных двигателей, в турбо-строении — лопате и диски турбин и т.п.Из листового титана можно изготовить (с применением аргонового сваривания) легкие глушители для автомобилей, которые не ржавеют и не прогорают.
Скребковый штанговый конвейер
Особой разновидностью скребкового конвейера можно назвать штанговую конструкцию. Она получила широкое распространение в механообрабатывающих цехах. Конструктивными особенностями можно назвать следующее:
- Основа представлена металлическим желобом.
- Внутри расположена штанга, которая снабжается специальными шипами.
- Для обеспечения фиксации штанги при ее перемещении устанавливаются специальные направляющие.
- В качестве привода устанавливается гидравлический толкатель, совершающий возвратно-поступательное движение.

Ключевыми особенностями можно назвать простоту конструкции, а также возможность выполнения ремонта и обслуживания своими руками. Устанавливается скребковый конвейер в производственных цехах. Места загрузки перекрываются люками с решетками. Недостатком можно назвать повышенный износ, а также отсутствие возможности транспортировки вещества мелкой фракции.
Разновидности
В России изготавливают следующие разновидности:
- С цилиндрическим литым или сварным хвостиком, который скрепляется вместе с цапфой-фиксатором. Подобная разновидность деталей является самой распространенной на производствах, где в течение длительного времени используются одни и те же инструменты, поэтому мастер не нуждается в точной настройке инструментов.
- С коническим хвостиком, который имеет подвижное сочленение с цапфой-фиксатором. При необходимости цапфу можно снять и заменить на другую, что позволяет увеличить точность обработки. Подобные цековки обычно используются, если нужна очень высокая точность обработки. Например, при работе с цветными металлами и пластичными сплавами.
- Также существуют цековки насадного типа, со сменными хвостиками и/или цапфами. Они встречаются достаточно редко, поскольку первые две разновидности деталей почти полностью покрывают все основные случаи применения. Однако все-таки нестандартные цековки все еще можно встретить — при обработке дорогих металлов и сплавов, где требуется минимальный выход стружки, при работе со сверхпрочными металлами, при работе с нестандартными инструментами.

Также различают две разновидности цековок в зависимости от типа режущих поверхностей:
- Цековки, выполненные из стали целиком. Обладают хорошей прочностью и твердостью. Хорошо режут все основные металлические сплавы за исключением сверхпрочных разновидностей стали. Не требуют какого-либо специфического ухода или осмотра, долго сохраняют свою прочность.
- Цековки со сверхпрочными напайками. Обладают сверхвысокой прочностью, поэтому хорошо режут все металлы включая сплавы повышенной прочности. Имеют ограниченный срок действия, поскольку напайки со временем теряют свою прочность. Поэтому периодически нужно проводить осмотр, а в случае обнаружения дефектов необходимо заменить деталь на новую.
Виды цековок
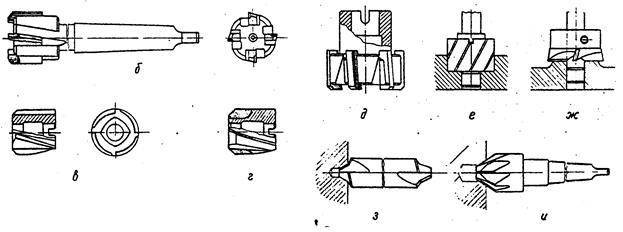
Обозначение цековки на чертеже дается в ГОСТ 26258-87. Этот же нормативный документ определяет технологические особенности производства режущего инструмента и делит их на категории. Согласно классификации, выпускаются:
- цековки с хвостовиками цилиндрического типа и направляющими цапфами, которые являются единым целым с инструментом;
- инструменты с хвостовками конического типа и съемными цапфами;
- изделия насадного типа в виде режущих головок (надеваются на оправы с коническими хвостовиками, цапфа сменная);
- инструменты со сменными цапфами и хвостовиками, которые крепятся в штифтовых замках станков.
Это интересно: Токарная обработка металла. Особенности процесса и необходимое оборудование
Изображение №3:Разновидности цековок
Рабочие части инструментов изготавливают:
- целиком из быстрорежущей стали;
- с твердосплавными напайками.
Цековки по металлу имеют разное количество рабочих лезвий. Изделия с цилиндрическими хвостовиками оснащаются двумя-четырьмя лезвиями. Все остальные разновидности — четырьмя.
На то, как именно инструмент фиксируется в станке, влияет тип хвостовика.
- Цековки с хвостовиками цилиндрического типа устанавливаются в патроны.
- Инструменты с хвостовиками конической формы крепятся в посадочные отверстия, конусы Морзе.
- Изделия с хвостовиками для крепления в штифтовых замках используются вместе с укомплектованными этой арматурой станками.
Сферы применения зенковки
Зенкование и зенкерование, несмотря на то, что используются для обработки предварительно подготовленных отверстий, имеют ряд принципиальных отличий. Основным назначением зенкования является формирование в верхней части предварительно подготовленного отверстия конических или цилиндрических углублений, которые необходимы для того, чтобы скрывать головки используемых крепежных элементов.
Коническая зенковка с хвостовиком Морзе тип 8, материал режущей части — сталь HSS (аналог Р6М5)
По степени чистоты формируемого в процессе выполнения зенкования углубления такую технологическую операцию относят к получистовой. Как правило, ее выполняют перед развертыванием отверстий в заготовках из различных материалов. В качестве оборудования, на котором выполняется зенкование, могут использоваться сверлильные, токарные, фрезерные и расточные станки. Отличительной особенностью такой технологической операции является то, что выполняют ее на малых оборотах, совершаемых зенковкой или обрабатываемой заготовкой.
По конструктивному исполнению различают зенковки:
- конические (ГОСТ 14953-80);
- цилиндрического типа.
Типы конических зенковок
Отдельную категорию зенковок составляют шарошки, которые изготавливаются из твердосплавных материалов и используются преимущественно для выполнения шлифовально-обдирочных работ. Еще одним типом зенковок, которые применяются для обработки и снятия фасок в отверстиях, расположенных в труднодоступных местах, являются инструменты обратного типа. Специалисты, которые часто работают с зенковками данного типа, предпочитают иметь в своем распоряжении целые их наборы, которые позволяют выполнять обработку отверстий с различными геометрическими параметрами.
Шарошка – разновидность зенковки, используемая для прирезки клапанов двигателя внутреного сгорания
Так, на зенковках различных диаметров (12–60 мм) может содержаться от шести до двенадцати режущих зубьев. В зависимости от длины используемого для обработки инструмента, которая также регламентируется положениями нормативного документа, для его поддержки на станке может использоваться цапфа, обеспечивающая соосность формируемой поверхности.
Типы стандартных конических зенковок
Цилиндрические зенковки, в отличие от конического инструмента (выпускаемого по требованиям, которые оговаривает ГОСТ 14953-80), целенаправленно используются для подрезания фасок под металлические изделия. Рабочая часть такой зенковки, обычно имеющая износоустойчивое покрытие, напоминает сверло, но отличается от него большим количеством режущих зубьев. В зависимости от диаметра рабочей части, на ней может быть от 4 до 10 режущих зубьев. Чтобы надежно зафиксировать положение такого инструмента в процессе его работы, на его торце имеется специальная направляющая цапфа – цельная или съемная. Наиболее удобными и практичными в использовании являются зенковки со съемными цапфами. Кроме того, для большей эффективности выполняемой обработки на зенковку могут устанавливать дополнительную режущую насадку.
Для того чтобы при помощи одной зенковки обработать несколько отверстий на одну глубину, инструмент оснащают специальной державкой с ограничителем, который может быть неподвижным или вращающимся. Режущий инструмент в таком случае крепится в державке, а его рабочая часть выступает из ее упора на величину, равную глубине обрабатываемого отверстия.
Эти фаски на отверстиях были выполнены конической зенковкой
Материалом для изготовления зенковок могут служить различные металлы и сплавы, в частности:
- углеродистые инструментальные стали;
- легированные быстрорежущие стальные сплавы;
- твердосплавные материалы.
Для обработки отверстий, выполненных в мягких металлах, а также в таких материалах, как дерево или пластик, применяются зенковки, изготовленные из стальных сплавов. Если же необходимо выполнять обработку отверстий, которые выполнены в изделиях из более твердых металлов, то для этого используют твердосплавные зенковки. Последние в состоянии выдерживать значительные нагрузки, возникающие при обработке металлов с высокой твердостью.
Это интересно: Цепные стропы — нормы браковки, маркировка, виды





