

Что такое кернер, его типы, приемы работы, фото
Если в среде профессионалов кто-либо называл этот инструмент керном, он переставал таковым быть по определению. Керн или керно – это лунка в материале – результат работы кернера и никак иначе.
А еще образец породы грунта, полученный особым способом, но это точно не предмет нашей статьи.
Сейчас же, даже Википедия подает слово «керн», как второе название инструмента — кернера, что в корне неправильно, но оставим это на совести авторов материала.
Кернер — что это такое?
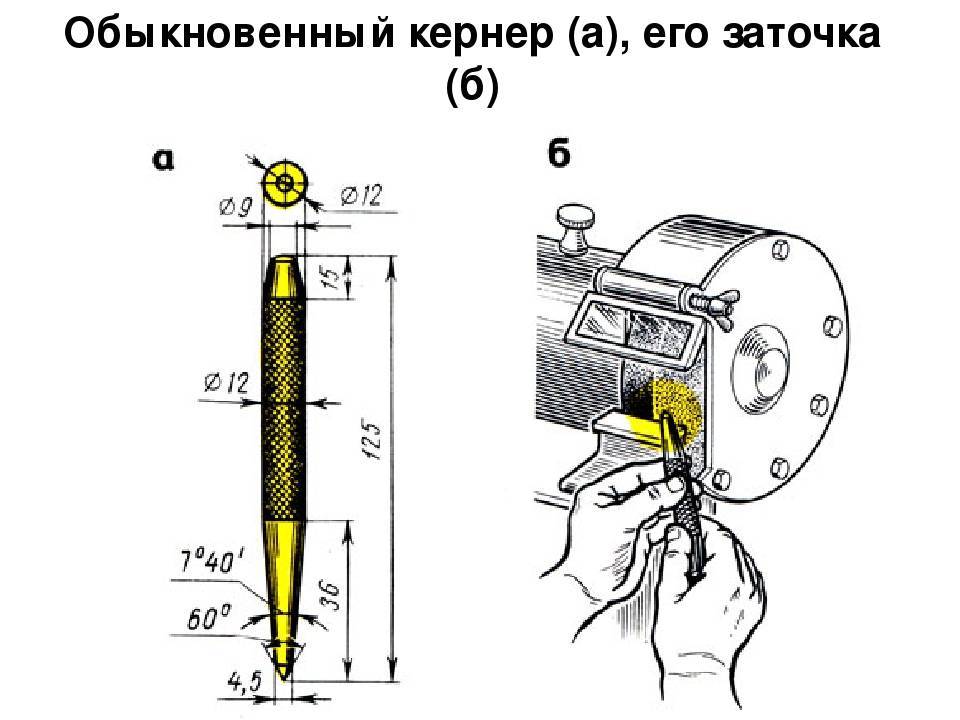
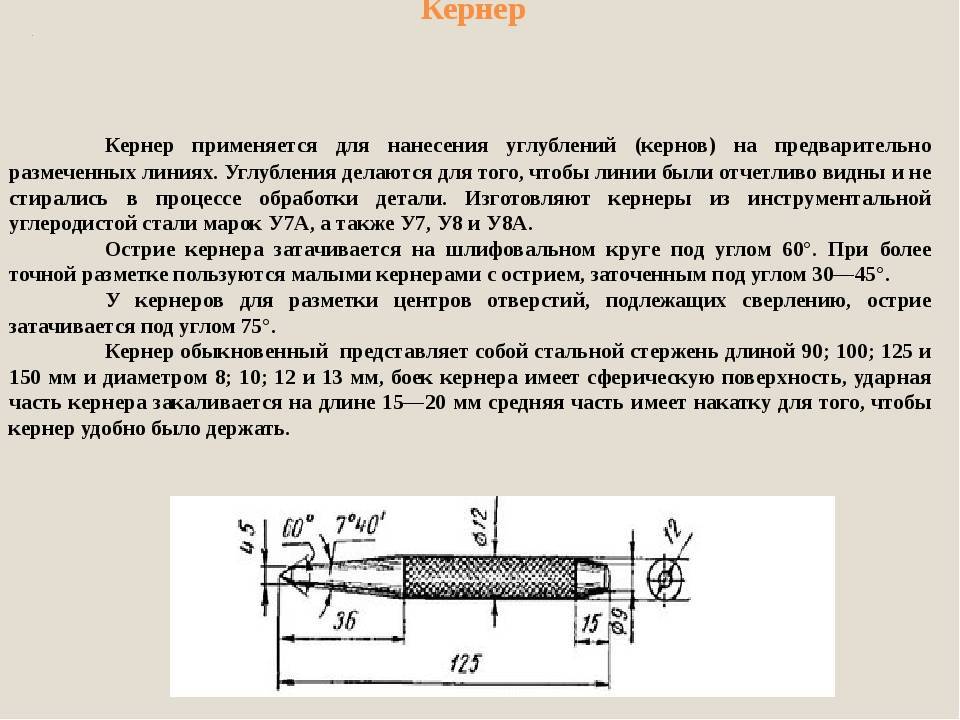
Кернер представляет собой металлический стержень, из инструментальной стали с заостренной ударной частью, заточенной под углом преимущественно 120° и закаленной на длину 20 – 30мм, и бойка – с другой стороны, также термообработанной, но на 10 – 15 мм. Еще ее называют затыльником. Используется в слесарном деле для получения лунок или кернов, необходимых для удобства сверления материала.
Большая часть инструмента остается незакаленной, а значит менее хрупкой, что делается в первую очередь с целью безопасности его использования.
Форма сечения стержня кернера особой роли не играет: он может быть круглым, и тогда не нем часто делается накатка, чтобы было удобнее удерживать его в руке, а может быть и шестигранным.
Кернение, почти во всех случаях, производится для последующего сверления материала, чтобы сверло не скользило по поверхности заготовки на начальном этапе сверления. Но бывают и варианты…
В зависимости от диаметра сверла подбираются и габариты кернера, но это чаще бывает на производстве при массовом кернении, для получения отверстий разных диаметров.
Также и угол заточки кернера может быть другим, ведь для мягких металлов и сверло затачивается под меньшим углом.
Приемы работы кернером
Способов кернения всего два: один – правильный, второй – неправильный.
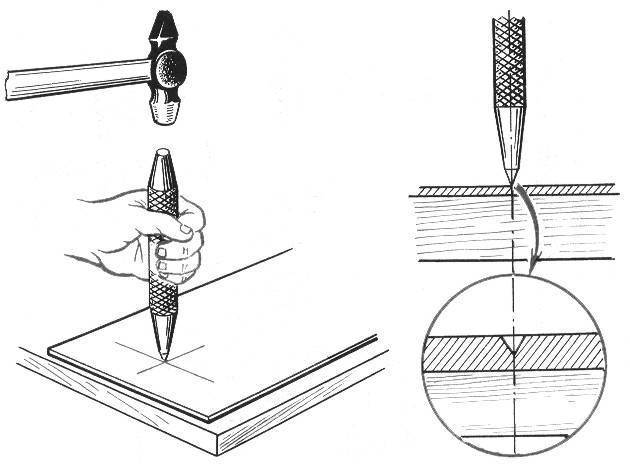
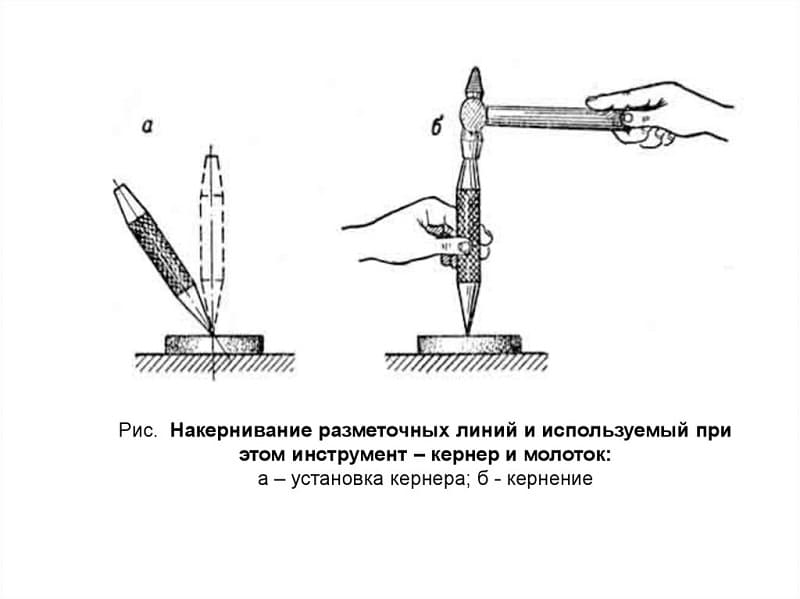
Для кернения необходимо:
- Совместить кончик ударной части с пересечением линий разметки;
- Установить кернер строго перпендикулярно поверхности заготовки;
- Нанести один уверенный точный удар молотком по бойку, стараясь, чтобы вектор удара совпал с осью кернера.
Это все, невыполнение этих правил приведет к нарушению точности кернения или формы лунки, что может послужить причиной увода сверла.
Если же вы ошиблись при кернении, то сделайте то, чего не посоветуют вам ни в одном учебнике по слесарному делу:
- Аккуратно легкими ударами молотка осадите края воронки керна до уровня заготовки, если надо, обработайте это место наждачной шкуркой, закрепленной на ровном бруске;
- Возобновите линии разметки;
- Возьмите кернер меньшего диаметра с углом заточки около 60° (для таких случаев нужно его держать в домашней мастерской);
- Выполните процедуру кернения с особой тщательностью, но с меньшей силой удара;
- Убедившись в точности расположения нового керна, возьмите стандартный кернер и, совместив его острие с новой лункой, одним сильным ударом произведите кернение.
Классификация инструмента
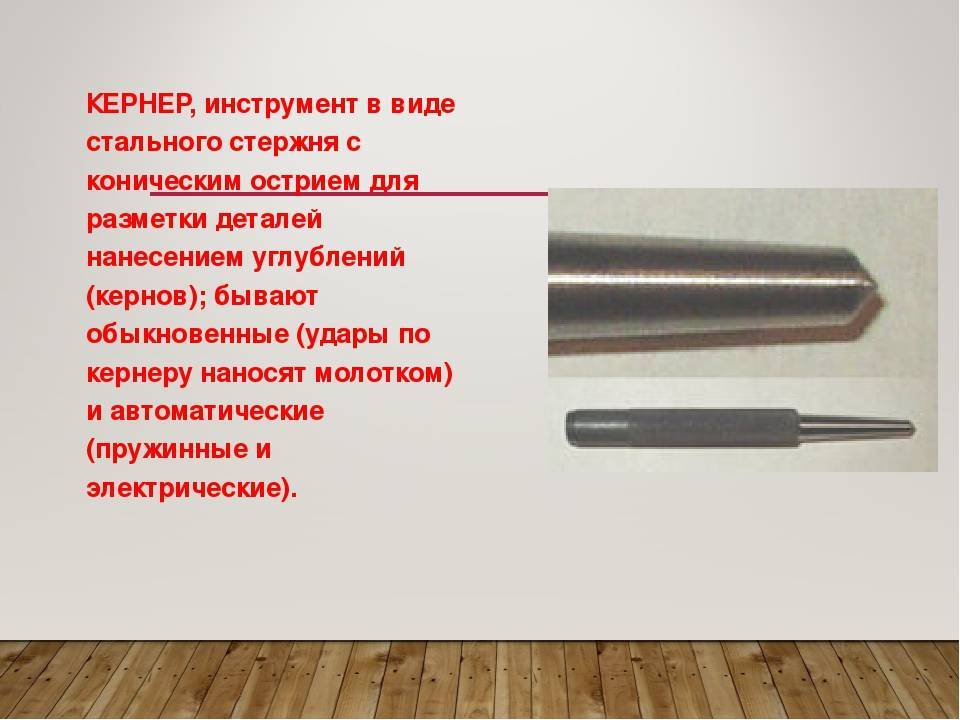
Кернер предназначен для создания небольших конических углублений на поверхности металла с помощью заостренного конца, который в соответствии с ГОСТ должен быть заточен под углом 60÷90º. Принцип работы всех инструментов для кернения одинаков: углубление острия в размечаемый материал происходит при ударе по заднему концу стержня, а прилагаемое при этом усилие зависит от твердости заготовки. Основные различия отдельных видов кернеров — это способы нанесения удара и удержания стержня в заданном положении. В первую очередь различают обычные ручные и автоматические кернеры. Последние в свою очередь делятся на механические устройства с ручным приводом и установки с пневмо- и электроударниками. Кроме устройств для кернения с ручным удержанием стержня в требуемой позиции, выпускается инструмент с автоматической установкой острия в нужное место и под заданным углом. К нему относятся переводные и самоцентрирующиеся кернеры. Кроме того, существует ряд приспособлений для кернения, дополненных специальной оснасткой (лупы, циркули и пр.). В отдельную группу обычно выделяют устройства для ударно-точечной маркировки, которые по своей сути являются автоматическими кернерами специального назначения.
Ручной кернер
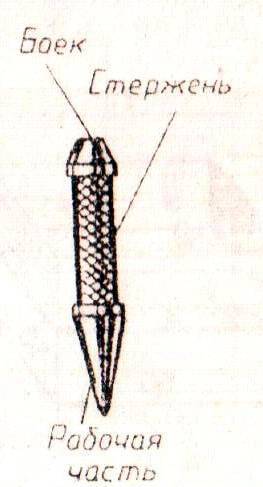
В отличие от автоматического разметочного инструмента, представляющего собой сборные изделия, обычный ручной кернер является монолитным металлическим стержнем и состоит из четырех функциональных частей (см. рис. ниже):
- Ударный конец. В соответствии с ГОСТом он может быть округлым или, как на рисунке, с фаской. Инструмент считается непригодным для использования при появлении на торце ударного конца расклепа.
- Рукоятка. Длина рукоятки по ГОСТ должна составлять не менее 35 % от общей длины кернера. Для надежного удержания на ее поверхность в обязательном порядке наносится рифление (это относится и к автоматическим устройствам).
- Коническая часть.
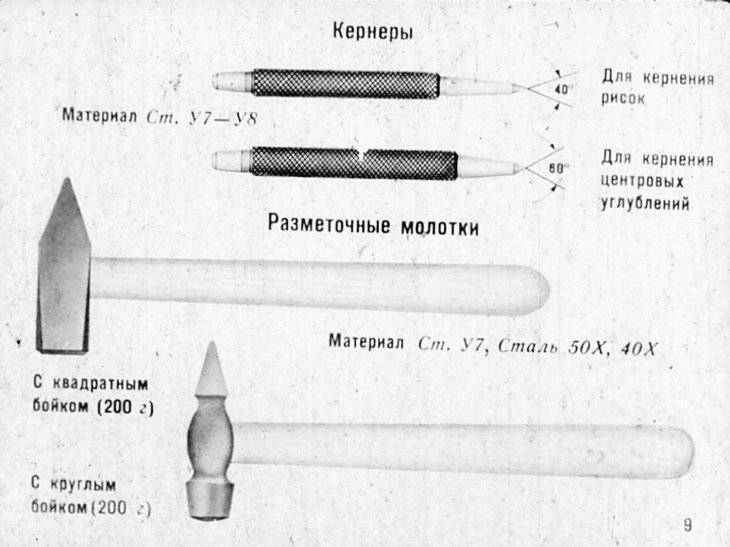
- Острие. По стандарту острие должно затачиваться под углом 60º. Но для более точной разметки можно использовать угол заточки до 30º, а для разметки центров под сверление — до 75º. Требования к этой части не зависят от вида разметочного инструмента и одинаковы как для обычных ручных кернеров, так и для автоматических.
Автоматический кернер
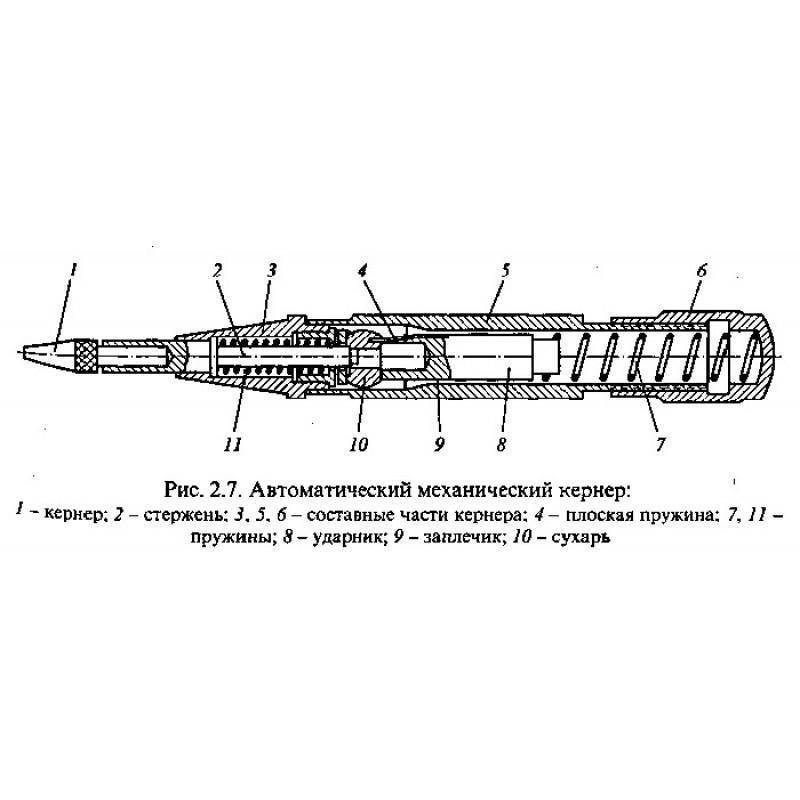
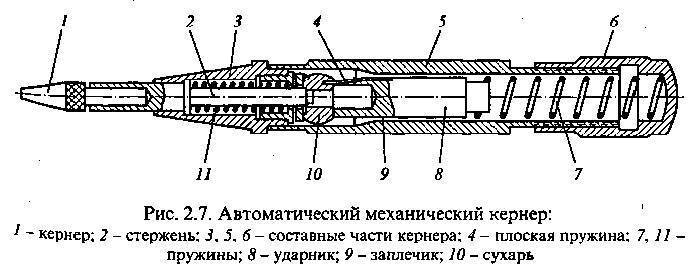
Среди автоматических кернеров самыми распространенными являются ручные механические, позволяющие наносить разметку одной рукой. В большинстве из них используется механизм Свита (Sweet) с промежуточным толкателем, и только в работающих с большим усилием промышленных моделях применяют другие типы механизмов без толкателей. Корпус типичного автоматического механического кернера состоит из трех частей (см. рис. ниже). Такая конструкция выбрана исключительно для удобства его изготовления, а также сборки и разборки инструмента.

Внутри корпуса автоматического кернера находятся:
- рабочая пружина, которая при распрямлении формирует ударный импульс;
- массивный ударник с выемкой на передней части, чья глубина определяет рабочий ход острия;
- толкатель, служащий для взведения устройства и передачи импульса к стержню;
- заостренный стержень из твердого сплава, острие которого создает керновое углубление.
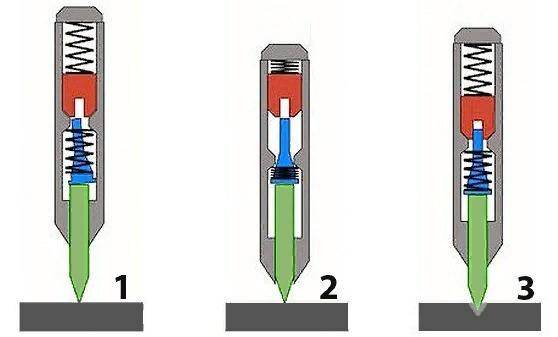
Рабочий цикл механизма этого автоматического устройства включает в себя три этапа (см. рис. ниже):
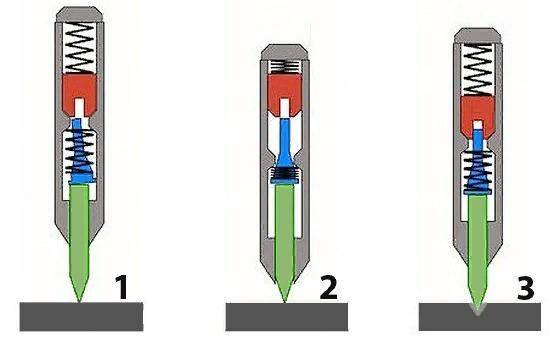
- Острый конец стержня устанавливается по разметке. В это время толкатель благодаря форме передней поверхности своей шляпки находится в слегка перекошенном состоянии и упирается верхним концом в край ударника. При смещении ручным усилием корпуса вниз происходит сжатие рабочей пружины.
- В верхней точке, когда пружина полностью сжата, толкатель смещается из бокового в осевое положение, занимая место непосредственно напротив выемки в ударнике. Это ключевая особенность данного автоматического механизма, на которую его изобретатель получил патент.
- Верхняя часть толкателя проходит в выемку в ударнике, пружина получает свободный ход и передает накопленный импульс через ударник и толкатель заостренному стержню. Так как корпус автоматического кернера продолжает удерживаться рукой слесаря, вся кинетическая энергия ударника будет направлена на пробитие кернового углубления.
Электроточила
Для облегчения труда при заточке инструмента существуют различныеэлектроточила и заточные станки.
Выбор электроточила крайне прост. Такой станок состоит из асинхронного двигателя (подобные моторы в совершенстве освоены промышленностью), точильных кругов (они сменные и меняются при помощи гаечного ключа) и кожухов. Если точило берется не для промышленного применения, то марка не имеет такого уж большого значения. Подобное оборудование включают ненадолго, и ресурс его будет расходоваться крайне медленно – даже недорогой станок прослужит много лет.
Диаметр круга прямо влияет на цену точила, поэтому мастеровому-любителю или маленькому предприятию не стоит гнаться за большими диаметрами.
Осматривая электроточило перед покупкой, попробуйте пошевелить вал. Если он не только вращается, но и ходит – перед вами брак. Крутаните камень рукой и посмотрите на свободный конец вала, не вибрирует ли он? Лучше всего, конечно, включить точило, но не во всех магазинах позволяют это сделать.
Основные правила
Для того чтобы правильно выполнить процедуру работы с любым видом кернера требуется:
1. На материал, на котором требуется сделать лунки, наносится разметка.
2. Ударная часть кернера совмещается с пересечением линии разметки.
3. После этого прибор устанавливается строго перпендикулярно материалу.
4. В зависимости от вида устройства наносится ударное воздействие (молотком, с помощью спускового механизма или другим доступным способом).

При четком соблюдении каждого шага результат кернения будет точным, а лунка – правильной формы, что позволит в дальнейшем просверлить ровное отверстие.
Кернер автоматический – выбор пользователей

SKRAB 26291
| Характеристики | |
| Вид кернера | автоматический |
| Материал протектора | пластик |
| Ручка | Да |
| Диаметр | 2 мм |
| Длина | 130мм |
| Средняя цена | 730 руб. |
Плюсы и минусы
удобство
неплохая сила удара
на толстым металле слабо маркерует

ЗУБР Эксперт 21420-10
Профессиональный автоматический кернер, используется для точной разметки деталей при сверлении. Высокое качество и быстрое выполнение работ.




| Характеристики | |
| Вид кернера | автоматический |
| Назначение | для металла |
| Сечение стержня | круглое |
| Диаметр | 2.4 мм |
| Длина | 105 мм |
| Дополнительная информация | материал наконечника – хромомолибденовая сталь, группы А, закаленная до 59 по шкале Роквелла. |
| Средняя цена | 1103 руб. |
Плюсы и минусы
цена/качество
небольшой вес и размер
наконечник из прочной стали
существенных нет

Kraftool 21425-12
Предназначен для разметки металлических и неметаллических материалов.
| Характеристики | |
| Вид кернера | автоматический |
| Назначение | для металла |
| Сечение стержня | круглое |
| Диаметр | 2 мм |
| Длина | 125 мм |
| Дополнительная информация | сменный наконечник из хромомолибденовой стали (группа стали А), закаленный до твердости 59 HRC |
| Средняя цена | 1565 руб. |
Плюсы и минусы
цена/качество
удобный
регулировка силы удара
наконечник из прочной стали
существенных нет

RENNSTEIG RE-430230
| Характеристики | |
| Вид кернера | автоматический |
| Назначение | для металла |
| Сечение стержня | круглое |
| С протектором | Да |
| Ручка | Да |
| Диаметр | 4 мм |
| Длина | 125 мм |
| Дополнительная информация | сменный твердосплавный штифт; сечение: 14 мм |
| Средняя цена | 3169 руб. |
Плюсы и минусы
неплохое качество
упор при нажатии
сменный штифт
существенных нет, если не считать цену

Брак при разметке
Прежде всего, при разметке всплывает брак, допущенный на предыдущих стадиях изготовления. Продукция заготовительных участков или цехов, а также материалы, приобретенные на других предприятиях, обнаруживают:
- нарушение размеров
- искажение формы
- коробление.
Такие отливки или прокат дальнейшим разметочным операциям не подлежат, а возвращаются в подразделение или организацию, допустившую брак, для его исправления.
На этапе собственно разметки брак может быть вызван следующими факторами:
- Неточность чертежа. Слесарь, не задумываясь, отображает неправильные размеры на детали, и в ходе дальнейшей обработки выходит бракованная продукция.
- Неточность или неисправность инструментов. Все разметочные инструменты подлежат обязательной периодической поверке в метрологической службе предприятия или в авторизованном метрологическом центре.
- Неправильное использование инструмента или вспомогательных разметочных принадлежностей. Известны случаи, когда вместо мерных калиброванных подкладок для выставления уровня использовались обычные подкладки. В этом случае также возможна ошибочное нанесение углов и уклонов.
- Неточность установки заготовки на разметочный стол или плазу. Приводят к перекосам при откладывании размеров, нарушению параллельности и соосности.
- Неправильный выбор базовых плоскостей. Возможно также, что часть размеров наносилась от базовых плоскостей, а часть — от черновых поверхностей заготовки.
Брак при разметке
Отдельно в ряду причин брака стоят ошибки разметчика. К ним относится:
- Неправильно прочитанный чертеж. Возможно нанесение радиуса вместо диаметра и наоборот, неточное нанесение центров отверстий относительно центровых рисок и т.п. В случае возникновения затруднений слесарь обязан обратиться за разъяснениями к бригадиру или мастеру.
- Неаккуратность и невнимательность при кернении и нанесении линий.
Халатность может допустить как сам слесарь, так и его руководители, не поверившие вовремя инструмент или выдавшие неподходящие разметочные приспособления.
Обычно разметочные операции поручают наиболее опытным и ответственным работникам, рассчитывая на то, что они не будут механически переносить размеры с чертежа на заготовку, а отнесутся к делу вдумчиво и вовремя заметят и устранят причины возможного брака самостоятельно или обратившись к своим руководителям.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
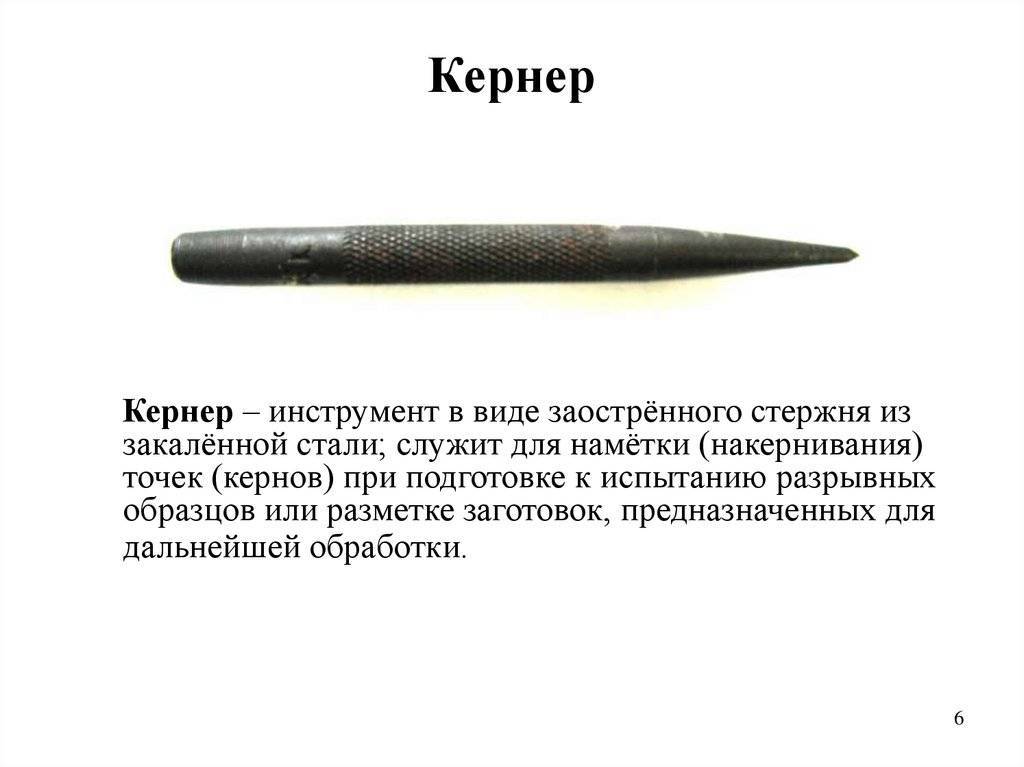
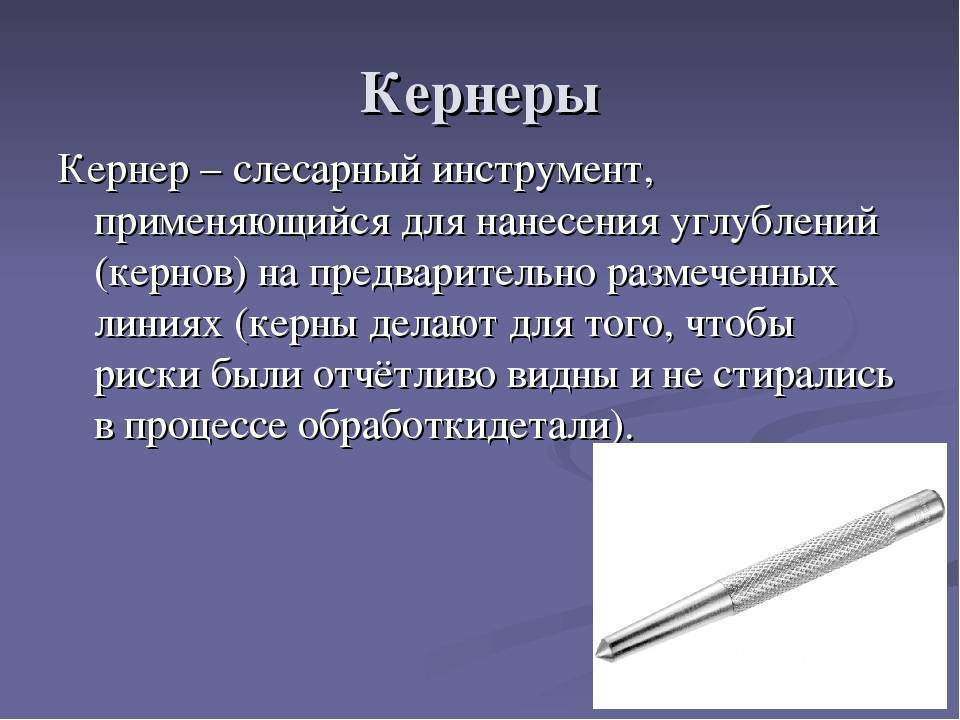
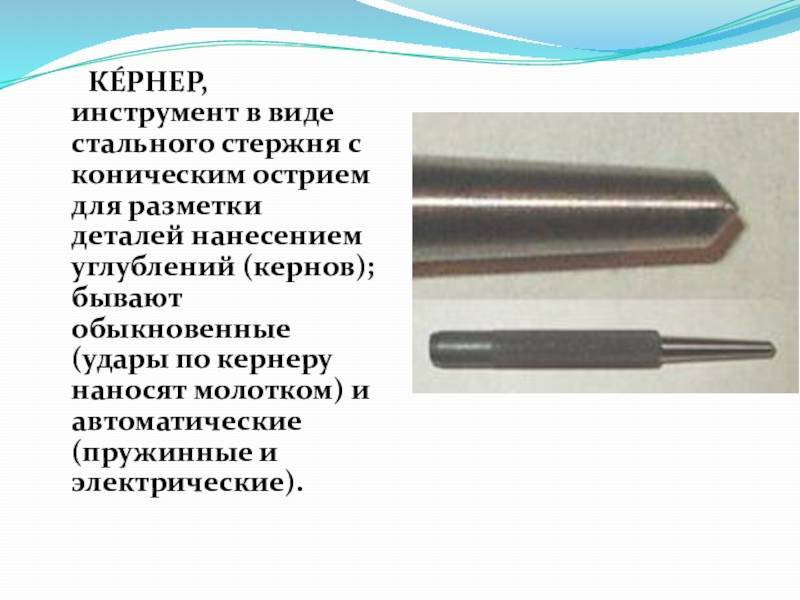
Кернер – это слесарный инструмент, по форме похожий на металлический стержень, одна сторона которого заострена, а другая подготовлена к нанесению по ней ударов молотка.
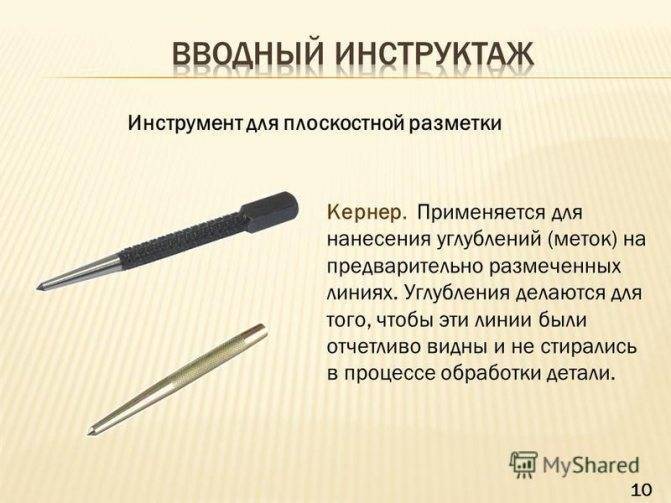
Этот инструмент также называют керно, его предназначением является создание лунок, позволяющих сделать дальнейшее сверление материала максимально удобным.
Такое углубление предотвращает внезапное соскальзывание сверла, и гарантирует, что отверстие будет создано в нужном месте.
Накернивание
После зачистки торцов заваренных отверстий производится раз-етка и накернивание центров отверстия под резьбу, сверление от-ерстия 0 29 мм и нарезание резьбы — Бриггса.
Всякая подготовка к распиливанию начинается с разметки и накернивания разметочных рисок, сверления отверстий по разметочным рискам и вырубания пройм под распиливание отверстий в заготовке.
Перед снятием обмотки необходимо наметить какой-нибудь паз ( накерниванием соседних зубцов), а также те коллекторные пластины, с которыми соединены концы сторон секций, лежащих в этом пазу. Это необходимо для сохранения прежнего расположения обмотки по отношению к коллектору.





Специальные кернеры ( рис. 35 а) применяют для накернивания малых отверстий и закруглений небольших радиусов. Применение такого кернера заметно повышает качество разметки и производительность.
Пометки о произведенном очередном испытании делают несмываемой краской или накерниванием на всех механизмах и приспособлениях, используемых для такелажных работ.
| Разметочный угольник и его применение. |
Специальный кернер ( рис. 32, а) применяется для накернивания окружностей и закруглений небольших радиусов. Кернер такой конструкции намного ускоряет разметку и улучшает ее качество благодаря повышенной ее точности.
При соединениях деталей винтами с потайной головкой стопорение обеспечивается путем накернивания детали ( фиг.
Кернер Лещева ( рис. 74, в) используют для накернивания точек на равных расстояниях друг от друга, а также для накернивания точек окружностей и дуг малого радиуса из заданного центра. Кернер состоит из стержня, к которому прикреплена пружинящая ножка, и регулировочного винта. Вращением винта устанавливают ргднус размечаемой дуги пли шаг между точками, которые следует накернить. Острие ножки ставят в заданную точку и ударом молотка по торцу стер / кия накернявают размечаемую точку.
Специальные кернеры ( рис. 35, а) применяют для накернивания малых отверстий и закруглений небольших радиусов. Применение такого кернера заметно повышает качество разметки и производительность.
Для определения положения центров на торцах небольших обработанных заготовок и одновременного накернивания их применяются специальные приспособления, называемые центро-наметчиками. Разметка заключается в том, что центроискатель опирают воронкой на торец детали, причем его установку проверяют на глаз, затем молотком ударяют по головке кернера. На торце детали при этом намечается центр.
| Текущий ремонт поршневых колец керновкой J. |
При текущем ремонте сокращение увеличенного зазора временно достигается раздачей колец путем накернивания их обоих торцов ( рис. 103) на глубину, определяемую опытом.
Стопорение посредством местной пластической деформации производят после затягивания винта или гайки накерниванием ( фиг. Операция кернения болтов или шпилек намного ускоряется применением специального кернителя, фиксируемого на гайке ( фиг.
| Плоскогубцы комбинированные. |
Назначение и главные элементы
Первый инструмент, который будет рассмотрен – зубило. В домашнем хозяйстве и некоторых видах производства спросом пользуется слесарная модель. В этом варианте заточка происходит с двух сторон. Чтобы производить удары, сверху имеется плоская поверхность. Также, слесарное зубило продается в двух исполнениях: для проведения ручных работ или для установки в перфоратор.
При производстве зубила в 2021 году применяется ГОСТ 7211-86, при его полном соблюдении получается качественный прибор. Несмотря на сотни моделей, главная форма — прямоугольная с небольшими закругленными гранями. Также на рынке встречаются модели, которые имеют овальные, круглые, а иногда многогранные сечения.
Выбирая изделие важно помнить главные технические характеристики:
- Сфера применения;
- Модель;
- Назначение;
- Габариты главной части;
- Из какого материала изготовлено;
- Конструктивные особенности;
- Диаметр поперечного сечения;
- Масса.
Об основных параметрах будет рассказано далее.
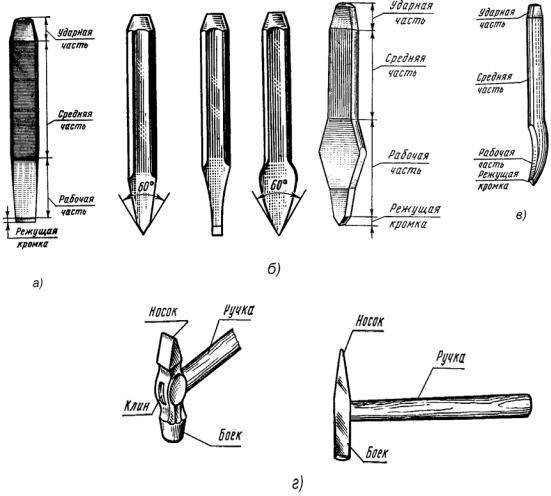
Как правило зубило состоит из 3 частей:
- Лезвия, которое служит основой для рабочей части;
- Средняя часть, по ней передается энергия удара;
- Головка (ударная часть).
Дешевый вариант, стоимость которого составляет до 200 рублей, представляет собой классический инструмент, состоящий полностью из углеродистой стали. Режущая часть заточена с обеих сторон. Применяется практически во всех хозяйственных работах.
Кернера
Несмотря на то, что сверление материалов, относительно, не сложный процесс (казалось бы, что может быть проще — вставь сверло в дрель и вперёд), даже в этом деле существуют определённые тонкости.
Углеродистая сталь — довольно трудоёмкий в обработке материал, поэтому, в отличие от древесины или пластика, при работе с ней нужно стремится к максимальной точности, в чём и помогает такой инструмент как слесарный кернер.
Если упереть сверло по металлу в поверхность заготовки и начать сверлить, то можно увидеть как оно тут же «уйдёт» в сторону с установочного места и режущие кромки сверла начнут «вгрызаться» в поверхность заготовки в нескольких миллиметрах.
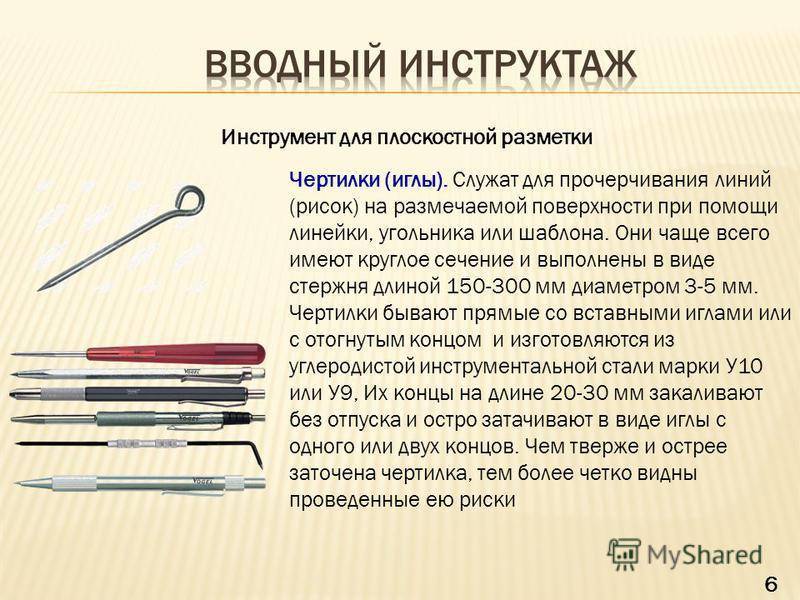
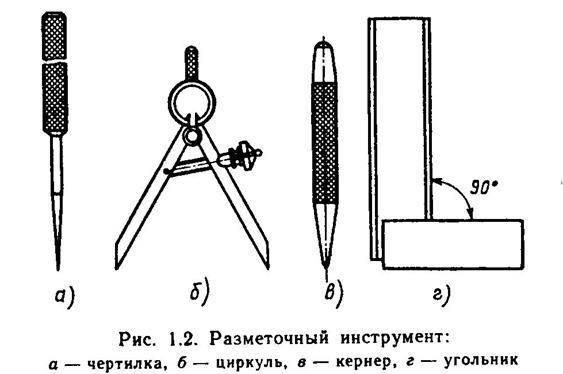
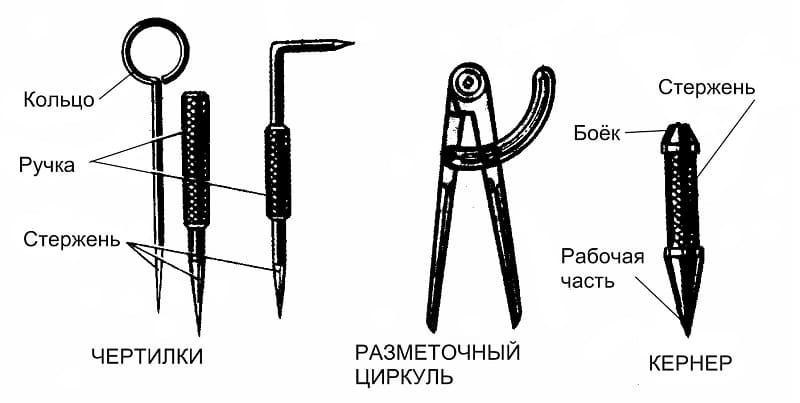
Применение обычного механического или пружинного автоматического кернера позволяет получить отверстие чётко в нужной точке, а при работе с металлом это важно, ведь любая неточность может «свести на нет» все усилия, связанные с предварительной обработкой заготовки. Слесарный кернер по внешнему виду похож на заточенный карандаш и относится к группе разметочных инструментов, в которую входят такие популярные приспособления как, различные виды чертилок по металлу и циркули
Слесарный кернер по внешнему виду похож на заточенный карандаш и относится к группе разметочных инструментов, в которую входят такие популярные приспособления как, различные виды чертилок по металлу и циркули.
Разметка стали имеет свои особенности и, в отличие от дерева (разметку которого можно выполнить обычным карандашом или маркером) металлическая поверхность может быть сильно загрязнённой, промасленной, со следами ржавчины.
Как пользоваться
Типы кернеров — фото
Кроме ручного варианта этого инструмента существуют и другие его разновидности.
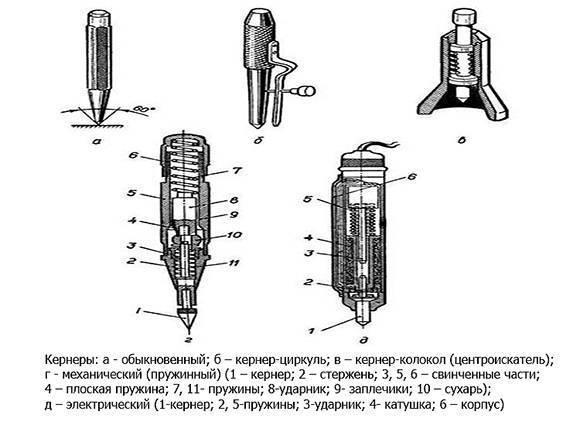
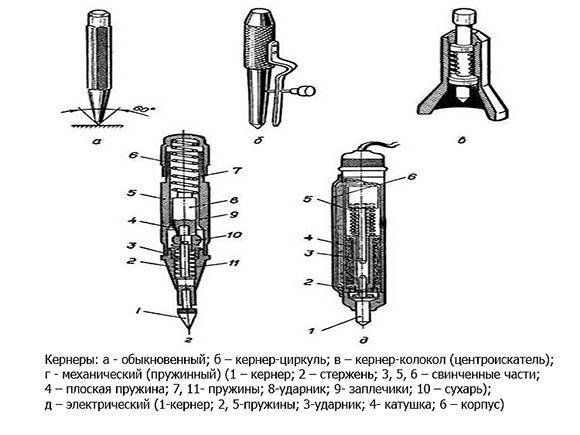
Кернер-циркуль, кроме четкого кернения по окружности от заданного (и накерненного же) центра, позволяет производить кернение на заранее выставленном расстоянии от края заготовки, что удобно, если таких кернов должно быть много. Кроме того ножку можно менять на несложное приспособление-удлинитель и опять-таки откладывать нужное расстояние от кромки, уменьшая количество линий разметки.
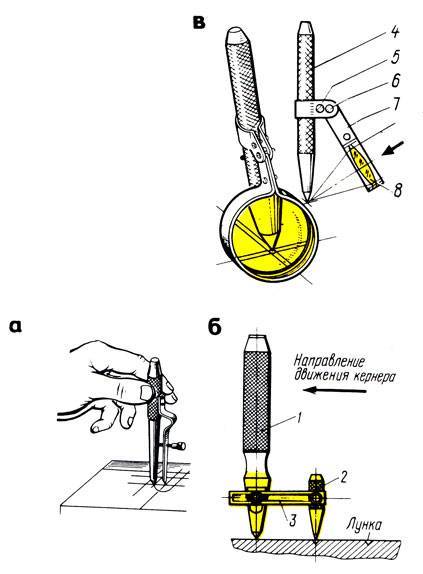



Кернер-колокол предназначен в первую очередь для кернения шарообразных поверхностей. Установленный на шар, он безупречно самоустановится на его вершину, поэтому еще его называют центроискателем. Базовой же линией может служить окружность, очерченная по его юбке
Также при помощи центроискателя легко кернить центры торцов цилиндрических фигур, конечно если подходят диаметры.
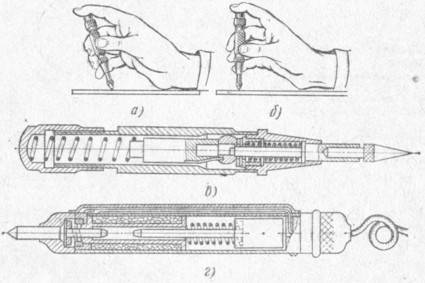
Механический пружинный кернер позволяет производить кернение одной рукой, важно только установить его строго перпендикулярно и не изменить это положение при нажиме. Среди его преимуществ также значится одинаковая глубина полученных кернов. А возможность регулировки усилия делает возможной работу даже с хрупкими или мягкими материалами без боязни их повредить
А возможность регулировки усилия делает возможной работу даже с хрупкими или мягкими материалами без боязни их повредить.
Kerner-5
Kerner-6
Kerner-3
Kerner-4
Немаловажен также фактор явного повышения скорости кернения.
4. В электрическом кернере индукционная катушка втягивает подпружиненный ударник. Все остальное очень похоже на механический вариант инструмента.
Керно. Сверлим там, где надо!

 Все, кто хоть раз пытались сверлить прочные поверхности, знают, как сложно сделать отверстие точно в намеченном месте. Сверло норовит соскользнуть хоть немного в сторону. Приходится несколько раз повторять попытку. А вот если в нужном месте уже есть хоть маленькая лунка, процесс идёт намного быстрее. Но чем её сделать? Для этого придуман специальный инструмент керно, он же кернер.
Все, кто хоть раз пытались сверлить прочные поверхности, знают, как сложно сделать отверстие точно в намеченном месте. Сверло норовит соскользнуть хоть немного в сторону. Приходится несколько раз повторять попытку. А вот если в нужном месте уже есть хоть маленькая лунка, процесс идёт намного быстрее. Но чем её сделать? Для этого придуман специальный инструмент керно, он же кернер.
Обычный инструмент керно состоит из одной детали – прочного стального стержня. Это может быть сталь У8, закалённая до 65 HRG и отпущенная. Используется хром-ванадиевый сплав или другие прочные виды. Один конец заточен в виде конуса, второй плоский. Сам стержень бывает семигранный или округлый. Длина кернера колеблется от 10 до 16 см, толщина – 0,8-1,2 см.
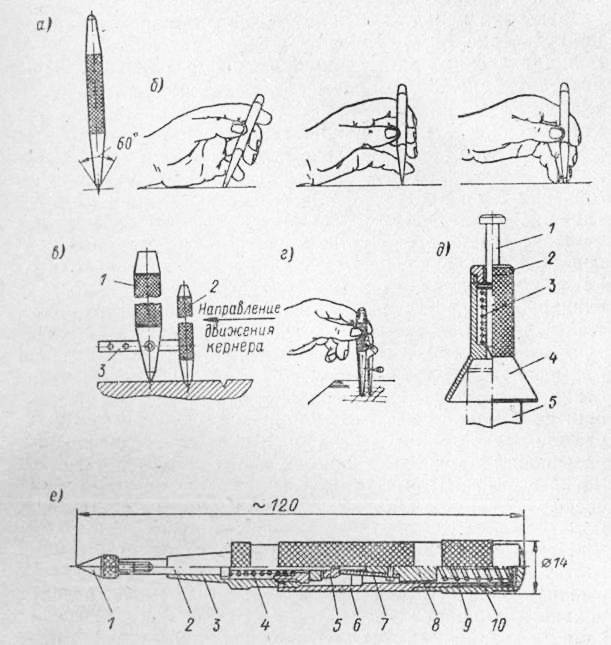
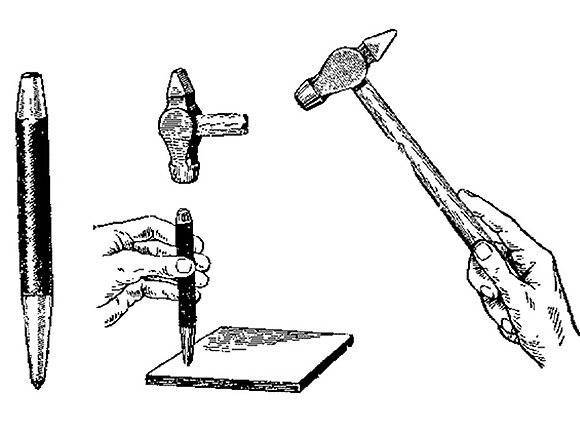
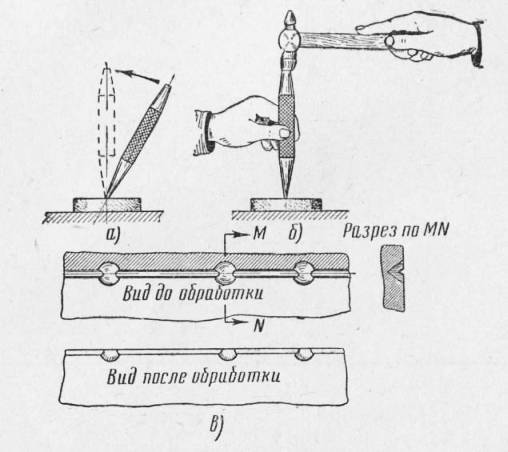
Процесс разметки кернов (лунок для установки сверла) происходит так. Держат его левой рукой. Острым концом инструмент устанавливают в месте предполагаемого отверстия. Правой рукой наносят точный удар молотком по затыльнику (плоской части). На обрабатываемой поверхности появляется след от кернера (керн). Не следует путать это слово с понятием в геологии, где оно обозначает породу, добытую при бурении.
Чтобы рука не скользила по инструменту во время работы, цилиндрическая поверхность покрыта специальными насечками или накаткой. Коническая (рабочая) часть заточена под определённым углом. Чем он острее, тем выше точность разметки. Керно с заточкой 30-45° отмечает центры окружностей, 75° используют при наметке лунки для сверла.
Затачивать керно наждаком не имеет смысла, так как его материал не поддаётся такой обработке.

Ход работы
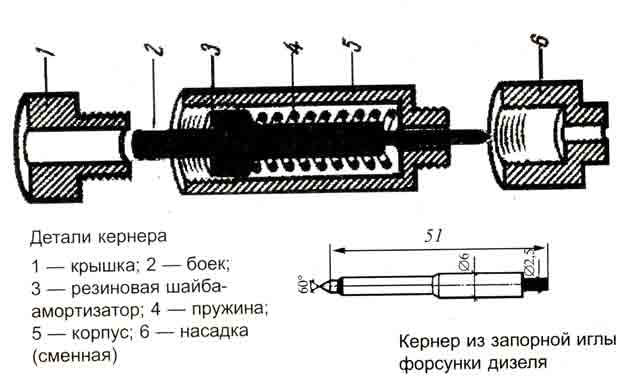
Нетрудно изготовить автоматический керн самостоятельно, если работать поэтапно. От мастера требуется выполнить следующие действия:
- Изготовить стержень кернера. Желательно, чтобы он имел диаметр 0,4 см и длину 4 см. Рабочая поверхность обязательно должна быть закалена.
- На хвостовике бойка устанавливается амортизирующая шайба. После этого действия он считается готовым к применению.
- Приготовить ударно-спусковой механизм. Для этого выточенную деталь в виде конуса установить во внутренней части пружины. Выполнять данную работу следует таким образом, чтобы своей тонкой частью (0,3 см) деталь упиралась в торец бойка. Длина ее может составлять 3 см.
- Вставить ударно-спусковой механизм в корпус будущего инструмента.
- Верхняя часть трубы с торца глухо закрывается. Для этой цели трубка оснащается резьбой, на которую навинчивается крышка.
В результате самодельный кернер должен действовать следующим образом:
- Заточенный конусообразный стержень приставляется к намеченному месту для кернения, после чего на него следует надавить.
- Вторым своим тупым концом он воздействует на ударно-спусковой механизм: толкает конусообразную деталь, установленную в пружине к бойку.
- В результате надавливания стержня на ударно-спусковой механизм он своей конусообразной частью постепенно все сильнее смещается с торца, пока не попадает на центр бойка. Тот, пребывая под воздействием обычной пружины, и выполняет удар.

Изготовление изделия можно считать успешно завершенным в том случае, если при надавливании стержня в нужной точке на поверхности незамедлительно образуется метка. Как свидетельствуют многочисленные отзывы владельцев, самодельные кернеры и стержни удобно хранить в досках для шахмат. Там для каждого стержня можно сделать специальные секции, изготовленные из пенопласта.
Самодельные керны, как обычные, так и автоматические, являются оптимальным решением для тех, кто лишь от случая к случаю использует данный инструмент.
Кернеры
- Кернер Stanley 3,2мм
- Кернер FIT 3,2мм
- Керн ф 9х160х2мм
- Набор зубил и кернов Jonnesway
- Керн ф 8х110х2мм
- Кернер автоматический Mr.Logo
- Кернер автоматический ДелоТехники 150мм
- Кернер ДелоТехники 5х150мм
- Кернер автоматический ДелоТехники 125мм
- Кернер ДелоТехники 3х100мм
- Кернер ДелоТехники 4х120мм
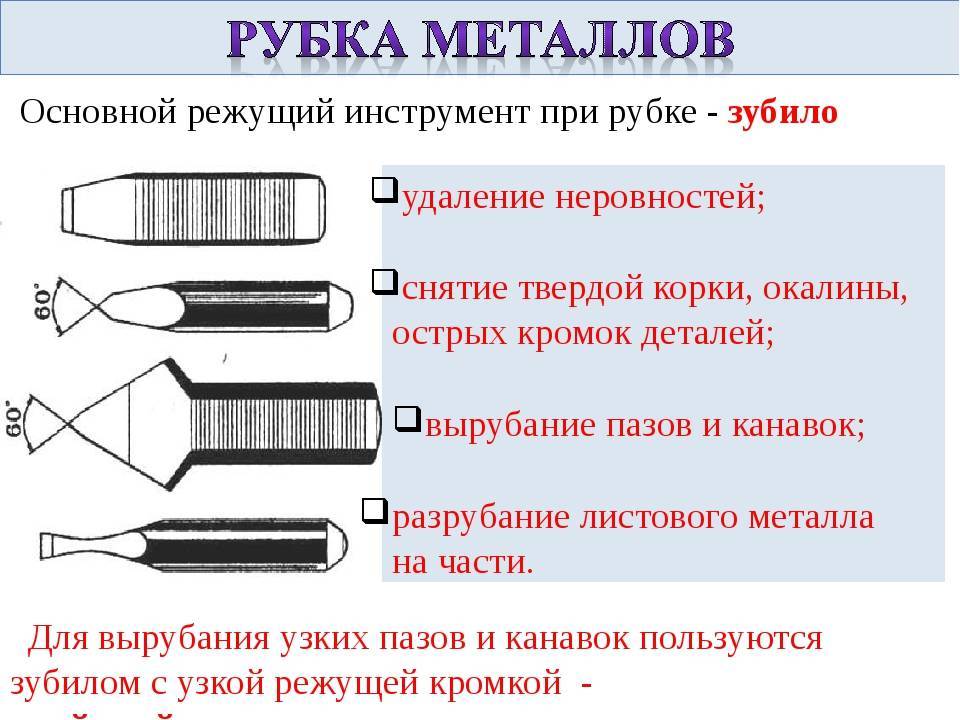
Резка металла является достаточно сложным и ответственным процессом, который предполагает использование специфического инструмента. Чтобы добиться максимальной точности выполнения такой работы, необходимо предварительно производить разметку.
Она представляет собой создание точечных углублений, ослабляющих поверхность изделия и позволяющих производить его быстрый и легкий раскрой. С этой целью вам стоит купить кернеры, которые представляют собой зубила с точечной формой лезвия.
Благодаря такой их специфике удается достичь максимальной энергии удара, и, как следствие – существенного воздействия на металл вплоть до создания сквозного отверстия.
Преимущества
Слесарный кернер, как и зубило, является предельно простым и универсальным устройством.
Данный инструмент почти никогда не ломается, если речь не идет об автоматизированной модификации, предназначенной для ускорения рабочего процесса.
Использование кернера с острым лезвием дает возможность существенно снизить трудоемкость резки металла, а также повысить точность выполнения работы и качество готового изделия.
Применение
Если вам требуется слесарный инструмент, кернер станет незаменимой частью набора для обработки металла.
Его применение не ограничивается только профессиональной деятельностью – такое приспособление нередко используется и в бытовых условиях.
Кроме того, кернеры часто применяют при работе с изделиями, которые не содержат металла – с его помощью можно осуществлять раскалывание плотных материалов или создание углублений специфической формы в древесине и твердых полимерах.
Характеристики
Он также может оснащаться узким или широким бойком – последний предназначен для защиты руки работника во время удара молотком.
Цена кернера определяется его габаритами – чем он длиннее и шире, тем удобнее будет использовать такой инструмент.
Однако существует и автоматический кернер, который представляет собой устройство, похожее по своей структуре на ручку для письма, оснащенную кнопкой.
Такой инструмент намного чаще применяется в производственной деятельности, поскольку он достаточно дорог и подвержен поломкам, в отличие от простого механического приспособления.
Согласно ГОСТ, кернеры изготавливаются из инструментальной стали. Кроме того, встречаются и высокопрочные изделия, полностью созданные из цинка или сплавов цветных металлов – они используются для работы с очень твердыми поверхностями.


Рейтинг кернеров
Самые известные производители профессиональных и полупрофессиональных инструментов предлагают приобрести кернер именно у них.
Фирма HAUPA, чей керно называется удобным для рук и изготовленным из высококачественной ударопрочной стали;
Фирма RENNSTEIG – единственным недостатком считается завышенная цена;
Фирма ТОРЕХ – традиционно производящая крепкие инструменты.
Фирма KRAFTOOL – производит высококачественную продукцию.

Выбирая кернер известного производителя можно гарантировать долгую его службу и безопасность в использовании.
Учебное пособие для подготовки рабочих на производстве
Заточка кернера, чертилки и ножек циркуля
Качество разметки во многом зависит от исправности и правильности заточки разметочного инструмента.
Прежде чем приступить к работе, необходимо изучить требования безопасности работы на заточных станках, изложенных в начале этой главы.
Кернеры (рис. 30) затачивают в следующей последовательности.
1. Надевают предохранительные очки и включают электродвигатель заточного станка.

Рис. 30. Заточка кернера:
а — положение рук; б — размещение конусной части на плоскости абразивного круга
2. Кернер берут левой рукой за середину, а правой рукой — за конец, противоположный затачиваемому.
3 Выдерживая угол наклона относительно шлифовального круга с легким нажимом прикладывают кернер конусом к вращающемуся кругу, пальцами правой руки равномерно вращают кернер вокруг его оси. Положение оси кернера относительно круга не должно изменяться до образования правильного конуса с острой вершиной. Острие кернера периодически охлаждают в воде, чтобы избежать отпуска его рабочей части.
Проверку правильности заточки осуществляют по шаблону (рис. 31).
Рис. 31. Проверка заточки кернера по шаблону
Чертилку (рис. 32) затачивают в той же последовательности, что и кернер.
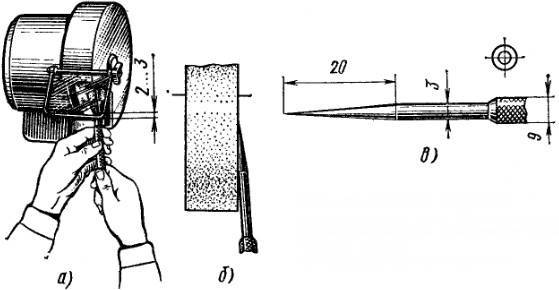
Рис. 32. Заточка чертилки:
а — положение рук; б — положение острия чертилки на поверхности образианого круга; в — образец заточки чертилки
Рассмотрим последовательность заточки ножек циркуля (рис. 33).
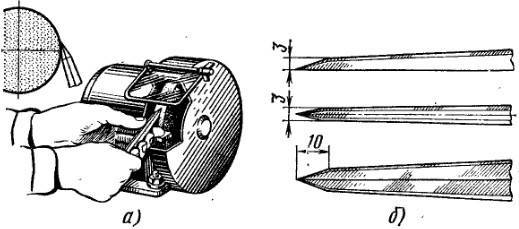
Рис. 33. Заточка ножек циркуля:
а — прием работы; б — образец заточки ножек циркуля
1. Циркуль берут левой рукой за середину, ниже дуги со стопорным винтом, а правой рукой — за шарнирное соединение двух ножек (ножки должны находиться в плотном соприкосновении),
2. С легким нажимом циркуль подводят к шлифовальному кругу таким образом, чтобы ножка циркуля находилась по отношению к кругу под определенным углом, и затачивают конец первой ножки; затем положение ножек меняют и затачивают конец второй ножки.
После заточки на шлифовальном круге острые концы ножек циркуля доводят на бруске, одновременно снимая заусенцы на внутренних плоскостях ножек и на боковых гранях конусной части.
При правильной заточке оба конца должны иметь одинаковую длину и конусность с вершиной угла у смежной плоскости соприкосновения ножек (рис. 33, б).
Контрольные вопросы
- Для чего и как подготавливают поверхности размечаемых заготовок?
- Почему разметочные риски нужно наносить за один раз?
- Как найти центр окружности на плоской заготовке?
- Что называется базой при разметке деталей, и по каким условиям ее выбирают?
- Каким кернером накернивают риски разметки, в каких местах и на каком расстоянии делают керновые углубления?
- Какие требования безопасности труда надо соблюдать при заточке разметочных инструментов на заточном станке?
Литература[ | ]
- Кернер, инструмент // Энциклопедический словарь Брокгауза и Ефрона : в 86 т. (82 т. и 4 доп.). — СПб., 1890—1907.
- Керно // Энциклопедический словарь Брокгауза и Ефрона : в 86 т. (82 т. и 4 доп.). — СПб., 1890—1907.
- ГОСТ 7213-72 «Кернеры. Технические условия»
- Кернер // Товарный словарь / И. А. Пугачёв (главный редактор). — М.: Государственное издательство торговой литературы, 1957. — Т. III. — Стб. 477
| Это заготовка статьи об инструменте или приспособлении. Вы можете помочь проекту, дополнив её. |
| Для улучшения этой статьи желательно: Найти и оформить в виде сносок ссылки на независимые авторитетные источники, подтверждающие написанное. Пожалуйста, после исправления проблемы исключите её из списка параметров. После устранения всех недостатков этот шаблон может быть удалён любым участником. |





Применение
С помощью керна можно делать наметку на любых поверхностях. Целесообразно использовать его при работе с гладкими материалами. Это кафель, полированные поверхности. Чаще всего его применяют при сверлении металла. Поэтому керно чаще относят к слесарным инструментам.
Активно используют его и каменщики. Для этого созданы специальные кернеры каменщиков. Они мало чем отличаются от слесарных. Часто их окрашивают порошковой краской в яркий цвет, чтобы легче было найти в случае утери.
Применяют керно и для того, чтобы линии обработки стали заметными. Для этого нанесённую разметку проходят частыми кернами, делая её пунктирной.





