

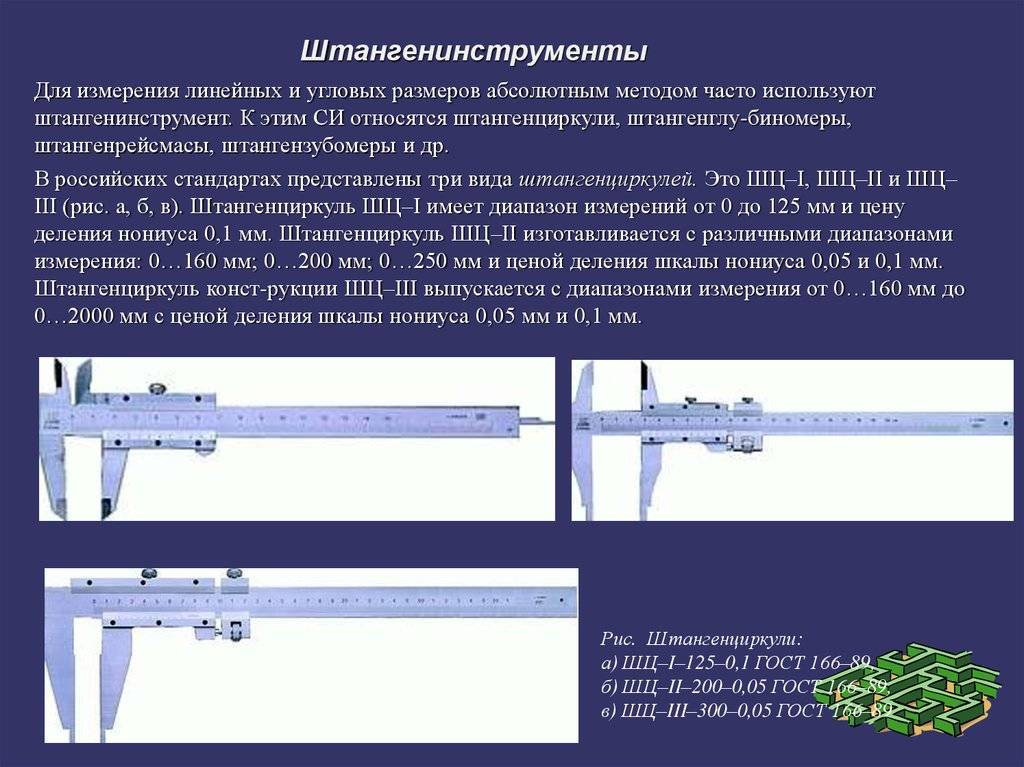
Сравнительные характеристики
Первым делом, при выборе штангенциркуля потребуется определиться с его размерами и с деталями, которые будут замеряться. Для маленьких поверхностей, не превышающих 13 см, рекомендуется использовать инструмент до 150 мм. Это самая распространенная модель, пользоваться и хранить ее удобно и легко.
Для деталей 20–30 см лучше использовать штангенциркуль больших размеров, но управление довольно сложное, особенно, если деталь находится на станке. При определении размера инструмента еще важна его точность и измерительный шаг. При токарных работах необходимо подбирать инвентарь повышенной точности, класса 0,01 мм, с возможными погрешностями до 0,02 мм.
Для работы с деревом подойдет более низкая точность, поскольку сырье мягкое, может расширяться от влаги. Для столярных работ модели окажутся более дешевыми, их выбор намного шире.
Дополнительные функции — немаловажная деталь электронных штангенциркулей. Современные модели помогают измерять в мм и дюймах, а вот фракционные данные показывают не все. Среди остальных функций выделяют:
- возможность подключения к компьютеру — модели такого типа помогут упростить подсчеты большого числа деталей, когда нужно составлять определенный отчет замеров. Подключение бывает проводного и беспроводного вида, после синхронизации создается отчет в электронном виде,
- автоматическое отключение или включение прибора позволяет увеличить срок службы батарейки.
Последний фактор, который учитывается при выборе — материал изделия. От этого параметра зависит срок эксплуатации и защитные характеристики. Рекомендуется покупать штангенциркуль из нержавейки, который не подвергается коррозии и не боится нагрузок. Для токарных работ лучше брать технику, защищенную от масла. Уличная работа предусматривает модели с защитой от пыли, влаги, класса IP54 и выше.
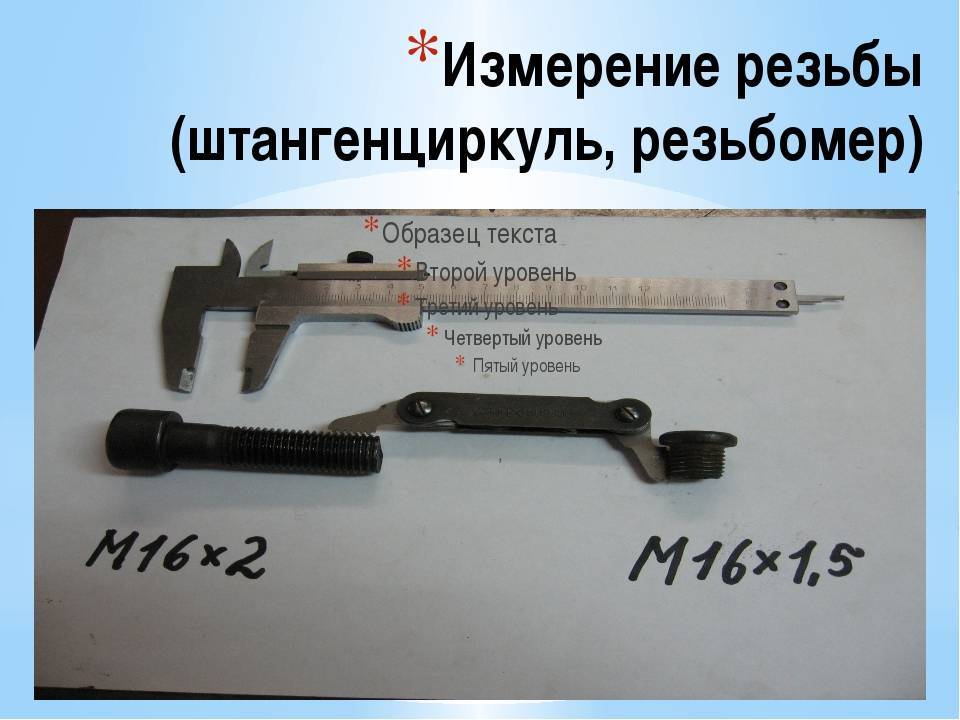
Замеры при конструировании и изготовлении резьбовых соединений
Соединение типа «болт-гайка» — одно из наиболее распространённых в механике. При разработке и изготовлении конструкций задача – как измерить болт штангенциркулем – часто представляет трудности.
Перед работами стоит вспомнить, что главными размерами болта /гайки являются длина изделия и диаметр резьбы. Стандартный болт любого исполнения в проведении таких измерений не нуждается. Иное дело, когда болт изготовлен в кустарных условиях, либо требуется замерить крепёжную деталь без демонтажа соединения. Здесь возможны следующие ситуации:
Между головкой и противоположным торцом стержня имеется плоскость или деталь/плита, размеры которой не позволяют ввести измерительные губки штангенциркуля. В этом случае, используя основную измерительную шкалу и глубиномер (иногда именуемый «колумбиком»), определяют последовательно высоту головки, толщину шайбы (если есть), толщину промежуточного элемента и высоту выступающей с противоположной стороны соединения части детали. Полученный результат складывают, а затем по таблицам соответствия длин стержня и размеров «под ключ», которыми обладает болт, устанавливают типоразмер крепёжной детали.
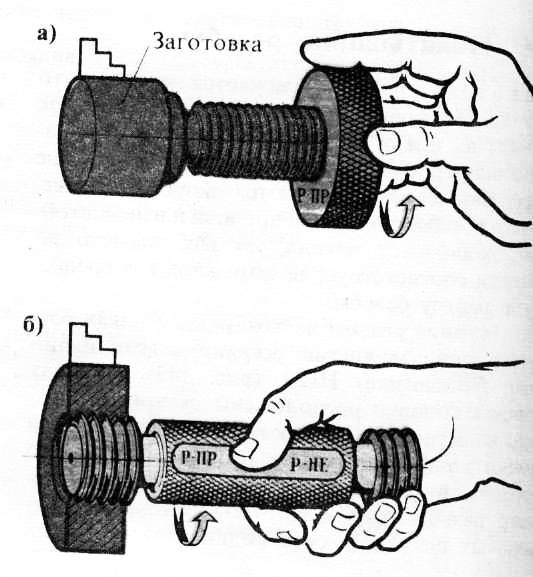
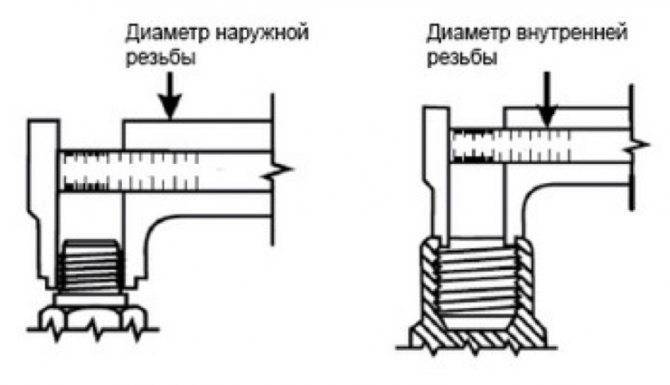
Неизвестен диаметр резьбы на болте. Перед замерами стоит вспомнить, что для стержневых деталей диаметр внешней резьбы определяется диаметром её выступов, а не впадин. Поэтому, установив по внешней шкале штангенциркуля требуемый размер, можно легко выяснить искомое значение измеряемой резьбы. Оно должно быть равным одному из стандартных значений первого (в крайнем случае – второго) ряда предпочтительных чисел. Точность существенно повысится, если замеряемый участок тщательно очистить от загрязнений и смазки. Если результат по каким-то причинам не вписывается в стандарт, глубиномером устанавливают глубину резьбы. Отняв удвоенное значение параметра от общего значения, можно проверить, не был ли применён б/у болт со срезанной частью профиля резьбы. Такое изделие следует заменить.
Измеряемый болт полностью «утоплен» в гайку, а разъединение конструкции нежелательно. Следует, используя внешнюю шкалу штангенциркуля, установить размеры головки – «под ключ» и диаметр окружности выступов. После чего, пользуясь измерительными таблицами определять типоразмер крепежа. Таким же образом производятся измерения и других крепёжных стандартизованных деталей – шпилек, винтов и т.д. Исключение составляют гайки. Здесь придётся воспользоваться внутренними губками. В некоторых инструментах при этом необходимо к полученному результату прибавить толщину самих губок (она указывается на штанге).
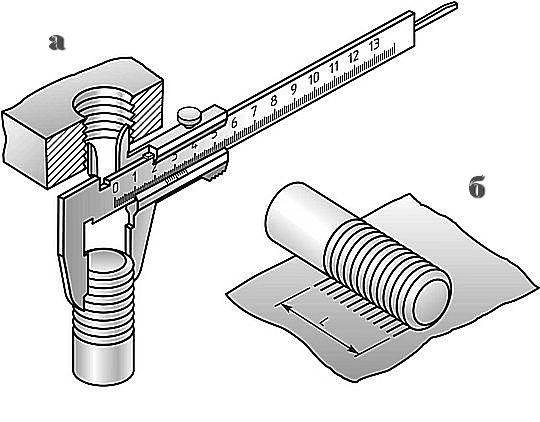
- Как измерить шаг резьбы штангенциркулем? Для этого болт придётся вывернуть. Вначале глубиномером устанавливается высота стержня, а затем подсчитывается количество витков резьбы на нём. Разница даст значение тангенса угла наклона резьбы, т.е., отношение неизвестного шага к внешнему диаметру. Последний уже известен, так что выяснение шага резьбы сложностей уже не составляет. Можно определить шаг резьбы и прямым измерением расстояния между смежными вершинами, но это будет достаточно точно лишь для крепежа, полностью очищенного от загрязнений.
Типы штангенциркулей и технические характеристики
Классификация подобных измерительных инструментов проводится по нескольким параметрам – методу снятия показаний, типу шкалы, расположению губок. Все эти различия отражаются в маркировке прибора.
У разных типов штангенциркулей для снятия показаний измерений могут применяться следующие виды шкал:
- шкала «нониус»;
- шкала, расположенная на циферблате;
- при помощи табло с цифровым индикатором.
По своей конструкции штангенциркули подразделяются на следующие виды:
- Односторонние инструменты, изготовленные из твердосплавной стали и маркируемые ШЦТ.
- Механические модели с одно- или двухсторонним расположением губок, маркируемые как ШЦ-I,ШЦ-II, ШЦ-III, отсчет измерений на которых можно производить при помощи нониусной шкалы.
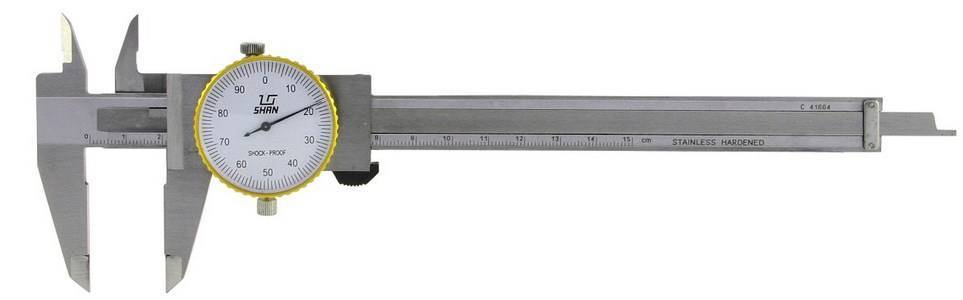
- Прибор, оснащенный круговой шкалой, маркируется ШИК или ШЦК и позволяет производить более точные измерения, нежели устройства с нониусной шкалой. На круговой шкале показываются дробные показания, на самой штанге целые числа.
- Электронный штангенциркуль последнего поколения с цифровым табло, показывающим расстояние между внутренними поверхностями губок, маркируется ШЦЦ и может работать в симбиозе с ПК. Это лучший прибор, позволяющий быстро, без лишних вычислений, увидеть данные измерений, которые проводятся с высокой точностью до 0,01 мм.
Инструмент ШЦ-II отличается от модели ШЦ-I тем, что имеет дополнительную рамку, оснащенную стопорным винтом и соединенную с главной рамкой. Зафиксированная дополнительная рамка позволяет подвести концы губок для более точного измерения внутренних размеров отверстий.
Прибор ШЦ-III отличается от модели ШЦ-II тем, что не имеет одной пары верхних разметочных губок. Используется для измерений крупных деталей.
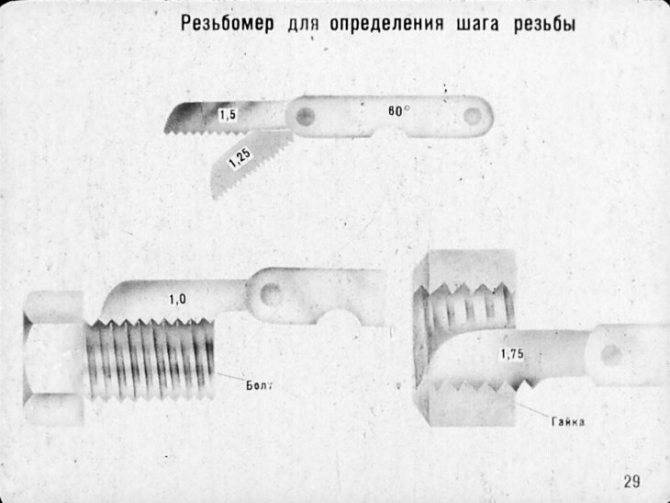
Как померить шаг резьбы штангенциркулем
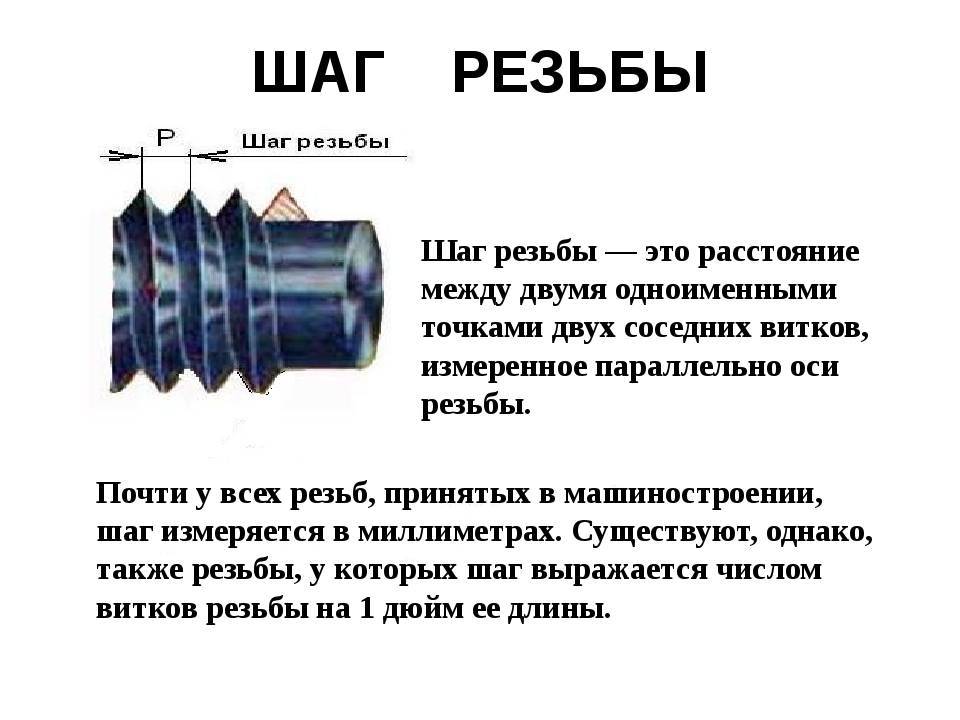
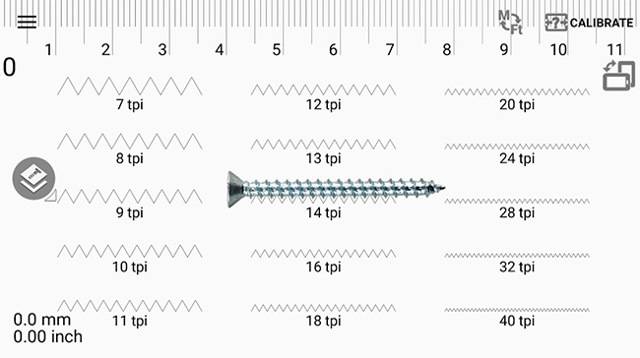
Определение резьбыДля определения неизвестной резьбы необходимы 2 параметра: шаг резьбы и диаметр внутренней или же внешней резьбы. Шаг резьбы это расстояние от профиля к профилю в мм у метрических резьб или число ниток на дюйм у дюймовых резьб.
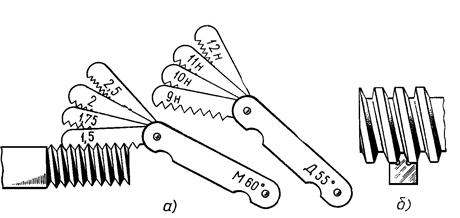
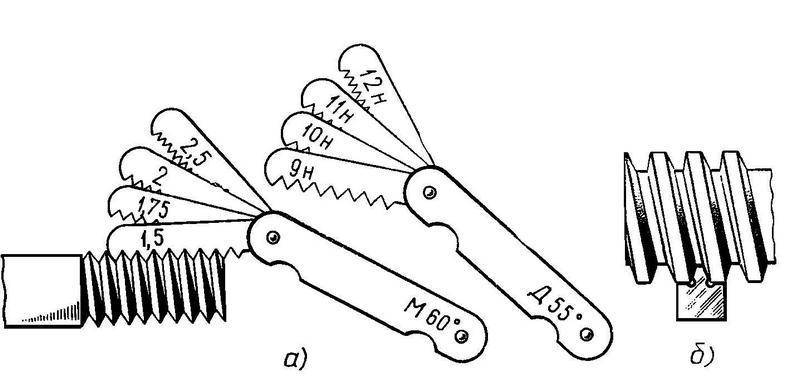
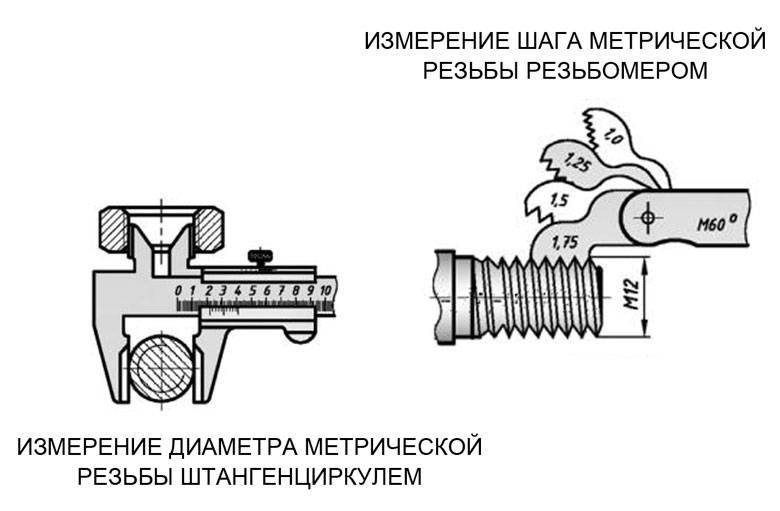
Внешняя резьбаДля начала необходимо измерить штангенциркулем диаметр резьбы. На дигитальных штангенциркулях имеется возможность выбрать метрическое или дюймовое измерение. По диаметру Вы сможете определить вид резьбы: метрическая или дюймовая. Затем в дело идёт резьбовой шаблон. Здесь необходимо подобрать точный шаг резьбы.
Подбирайте шаблон до тех пор, пока один из его листов абсолютно точно совпадёт с профилем резьбы. Теперь Вы можете воспользоватся линейкой с данными по резьбам или же техническими таблицами. Для определения резьбы просто найдите измеренные данные на информационной резьбовой линейке или же в технических резьбовых таблицах.
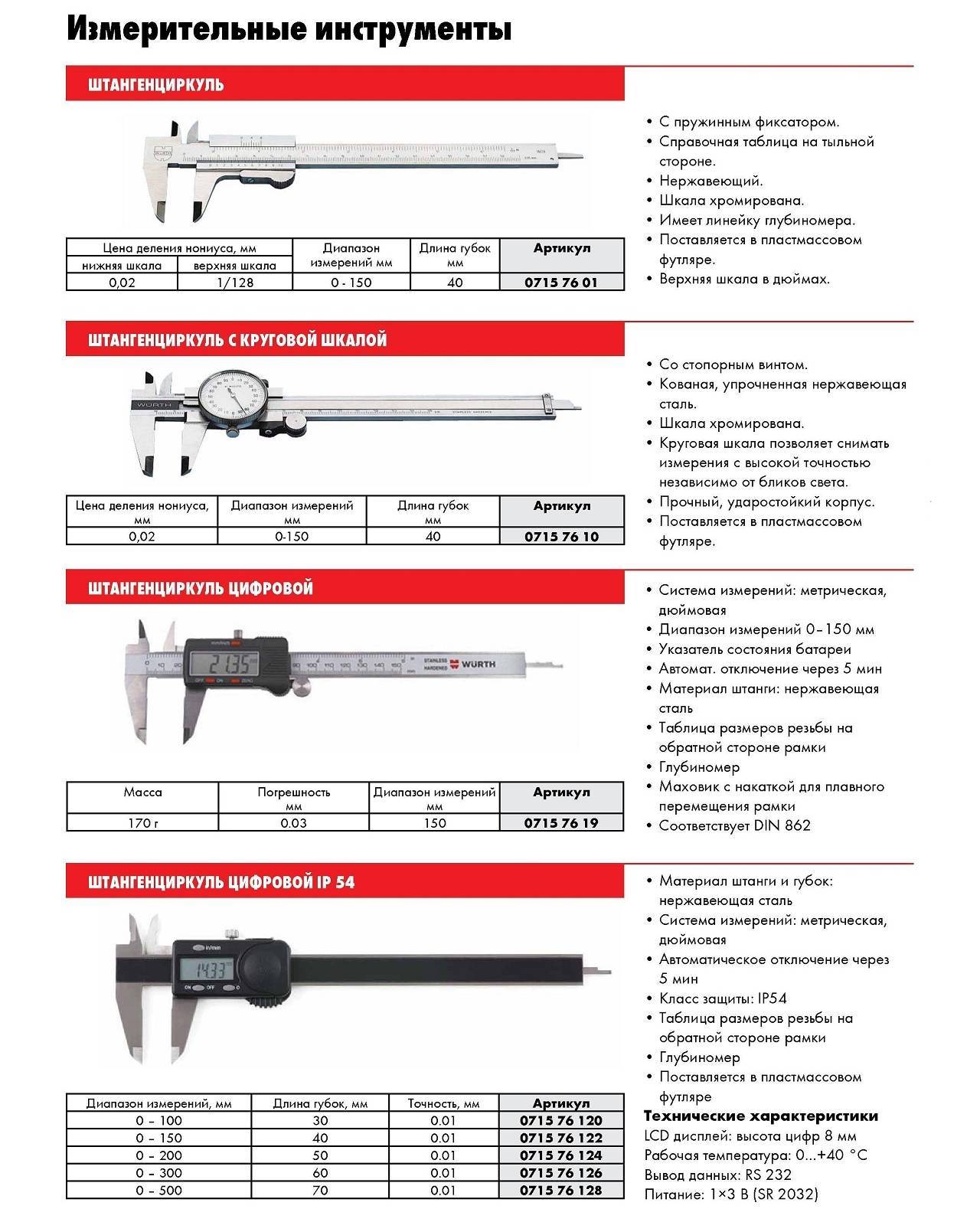
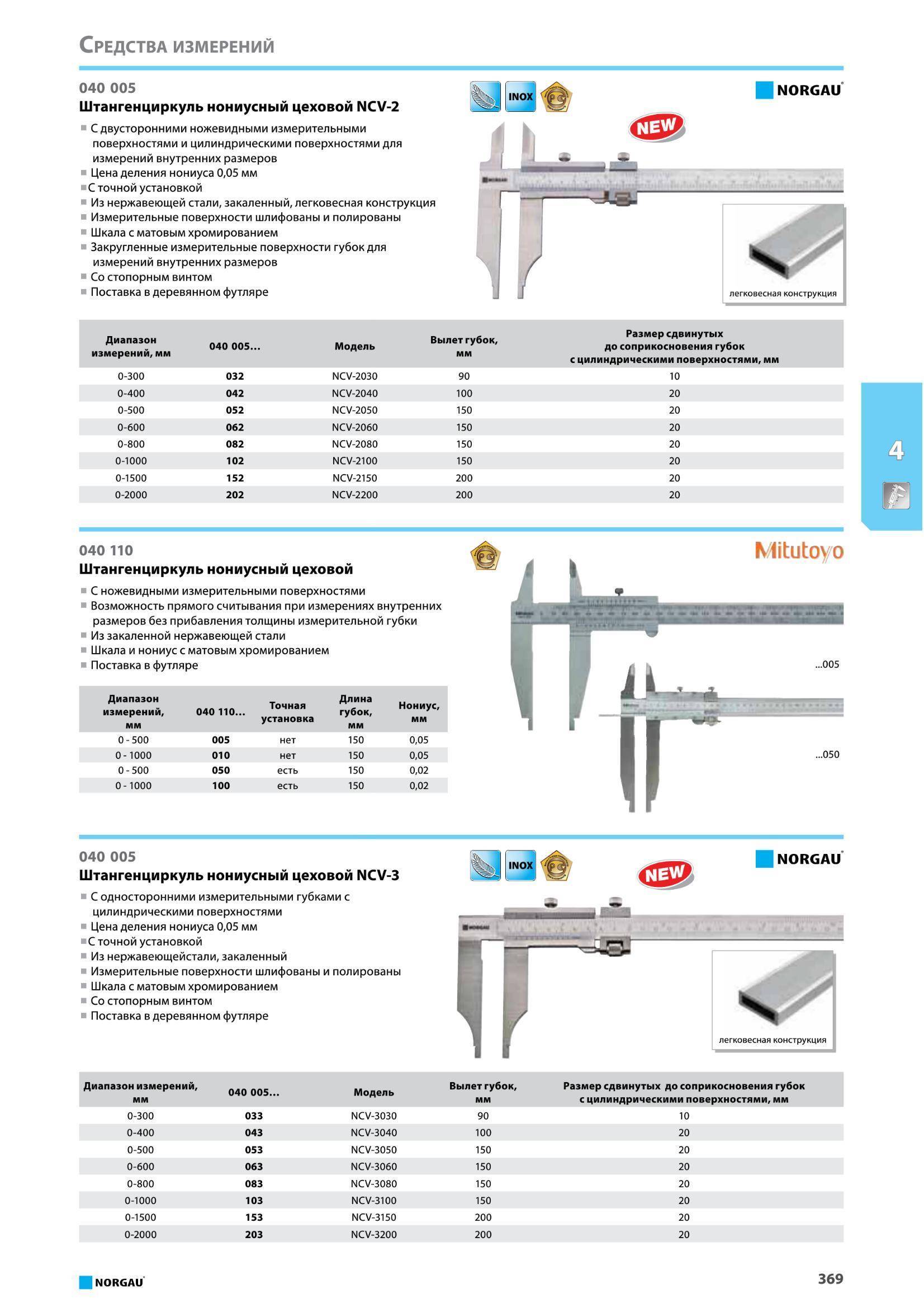
На следующих страницах подробно описаны различные измерительные инструменты.
Внутренняя резьбаОпределить внешнию резьбу гораздо просто, чего не скажешь о внутренних резьбах. Если хочется сохранить деталь в целости и определить резьбу не ломая её, то ничего другого не остаётся как грубо замерять и пробовать. Для этого Вам необходимо сделать следующее: при помощи штангенциркуля замерийте диаметр резьбы. Данный диаметр должен соответствовать исходному диаметру до нарезки резьбы. В примере мы рассмотрим диаметр 23 мм. Формула для определения исходного отверстия следующая:
dk = D – P (Ø-отверстия = Ø-резьбы – шаг резьбы)или: Ø-резьбы = Ø-отверстия + шаг резьбы
Теперь найдите на информационной резьбовой линейке подходящий диаметр отверстия. Здесь необходимо заметить, что отверстия под резьбу чаще всего сверлятся большим диаметром чем положено. После вычисления по данной формуле мы выходим на следующие метрические M 24 × 1 или M 25 × 2 и дюймовый размеры G 5/8 × 14 ниток на дюйм. Ну и наконец методом подбора пробуем вкрутить в данное отверстие болты с вычислинными размерами.
Download
Diesen Bereich können Sie inklusive detaillierter Produkttabellen komplett als PDF (3,6 MB) herunterladen (rechte Maustaste > „Speichern unter …“).
Определение размера крепежного изделия часто вызывает сложности. Без необходимых знаний и навыков потребуется много времени, чтобы выбрать подходящий метиз. На первый взгляд достаточно найти показатели толщины, длины и диаметра изделия. Но даже при выборе простых болтов и гаек возникают различные вопросы.
Главными параметрами, с помощью которых определяется вид и размер крепежного элемента, считаются длина, толщина и диаметр (в некоторых случаях высота).
Перейдем к некоторым особенностям, которые встречаются при измерении основных видов метизов.
Как штангенциркулем измерить поршень
Не решенным остается вопрос о том, как измерить поршень штангенциркулем. Для начала выясним, для чего же необходимо проводить измерения этой детали. Поршень — это одна из важнейших деталей двигателей внутреннего сгорания. В процессе работы поршень нагревается до предельно высоких температур, а при нагреве металлам свойственно увеличивать — температурное расширение. Это увеличение является незначительным, но оно играет очень важную роль.
Измерять штангенциркулем диаметр поршня нужно для того, чтобы узнать его конусную часть. Конусной зоной называется часть, которая располагается от пальца и до верха. Именно эта часть должна иметь конусную конструкцию, что позволит поршню эффективно работать в системе ДВС. Если поршень имеет одинаковый диаметр по всей длине, то его следует расточить. Зазор между поршнем и стенками цилиндра должен составлять не более 0,045-0,05 мм. Конусность поршня должна составлять 0,3 мм.
Измерить такие показатели при помощи штангенциркуля практически невозможно, так как требуется высокая точность и низкая погрешность. Для таких целей применяется микрометр, который отличается от штангенциркуля тем, что позволяет измерить размеры с высокой точностью. Если необходимо измерить длину, глубину канавки и прочие параметры, то для этого используется штангенциркуль. Как измерить поршень, используя для этого микрометр, показано на видео ниже.
https://youtube.com/watch?v=JBgePO4gRpw%3F
Измерения линейных размеров
Как измерить линейные размеры с помощью штангенциркуля? Всё зависит от материала детали/заготовки. Для жёстких элементов изделие плотно прижимается к какой-нибудь опорной плите, после чего внешними измерительными губками инструмента производят измерение. Предварительно следует установить пригодность имеющегося типа штангенциркуля работе. Например, основная измерительная шкала на штанге должна быть длиннее детали на менее, чем на 25…30 мм (с учётом собственной ширины губок). При использовании глубиномера эта величина ещё меньше, поскольку в расчёт следует принимать и длину рамки (для наиболее часто встречающихся инструментов 0-150 мм и точностью от 0,05 до 0,1 мм этот параметр принимается не менее 50 мм).


Читать также: Резьбонарезные станки а г ничков
Как измерить штангенциркулем сечение провода? Неметаллические изделия гибки, а потому существенно искажают результат, полученный обычным способом. Поэтому в кембрик следует ввести жёсткую стальную деталь (винт, гвоздь, кусок прутка), после чего внешними губками определить диаметр сечения провода. Аналогично поступают, если требуется узнать внутренний размер провода.
Измерение диаметра провода
Вопрос – как измерить цепь штангенциркулем – часто задают велосипедисты, поскольку износ цепи, определяемый как расстояние между её смежными звеньями, позволяет принять решение о замене изделия. Наружное губки устанавливают на расстояние 119 мм и вводят в звено, после чего растягивают их в стороны, пока дальнейшее увеличение размера окажется невозможным (для облегчения работ цепь можно предварительно нагрузить растягивающим усилием). Отклонение от первоначального размера покажет фактический износ, который далее необходимо сравнить с максимально допустимым.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
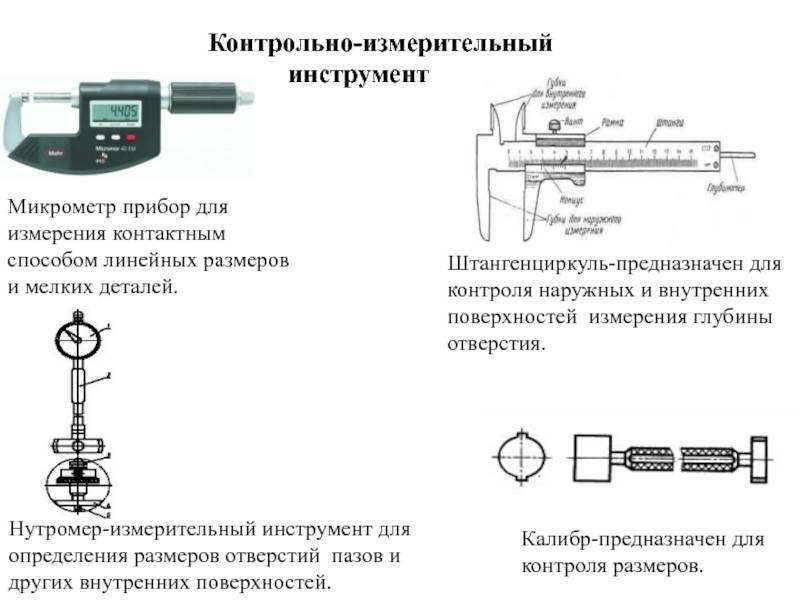
Штангенциркуль относится к классу универсальных измерительных приборов высокой точности. Данное устройство предназначено для определения наружных и внутренних размеров небольших деталей, глубины отверстий и прочих параметров. Зная, как измерять штангенциркулем, можно легко установить линейные величины любых предметов, в том числе и резьбовых соединений на метизах.
Замеры при конструировании и изготовлении резьбовых соединений
Соединение типа «болт-гайка» — одно из наиболее распространённых в механике. При разработке и изготовлении конструкций задача – как измерить болт штангенциркулем – часто представляет трудности.
Перед работами стоит вспомнить, что главными размерами болта /гайки являются длина изделия и диаметр резьбы. Стандартный болт любого исполнения в проведении таких измерений не нуждается. Иное дело, когда болт изготовлен в кустарных условиях, либо требуется замерить крепёжную деталь без демонтажа соединения. Здесь возможны следующие ситуации:
- Между головкой и противоположным торцом стержня имеется плоскость или деталь/плита, размеры которой не позволяют ввести измерительные губки штангенциркуля. В этом случае, используя основную измерительную шкалу и глубиномер (иногда именуемый «колумбиком»), определяют последовательно высоту головки, толщину шайбы (если есть), толщину промежуточного элемента и высоту выступающей с противоположной стороны соединения части детали. Полученный результат складывают, а затем по таблицам соответствия длин стержня и размеров «под ключ», которыми обладает болт, устанавливают типоразмер крепёжной детали.

Измерение внутренний резьбы и оттиск ниток резьбы
Измерение шага резьбы
Устройство штангенциркуля
Выше уже показаны основные элементы инструмента с названиями, однако давайте разберемся подробнее. В этом видео удачно показаны различные модели и примеры работы с ними, а также разобрано, из чего состоит штангенциркуль.
Механические модели
Они отличаются тем, что все замеры производятся ручным перемещением элементов и визуальным определением показаний по измерительной разметке.
В зависимости от конструкции изделия шкала может иметь различную длину (см. таблицу выше) и, соответственно допустимый диапазон измерения. Эти цифры не совпадают. Так, если длина разметки штанги инструмента составляет 14,5 см (цифровые обозначения могут быть проставлены не полностью, что видно на фото), то замерить с его помощью можно деталь или отверстие с шириной/диаметром/глубиной до 13…13,3 см.
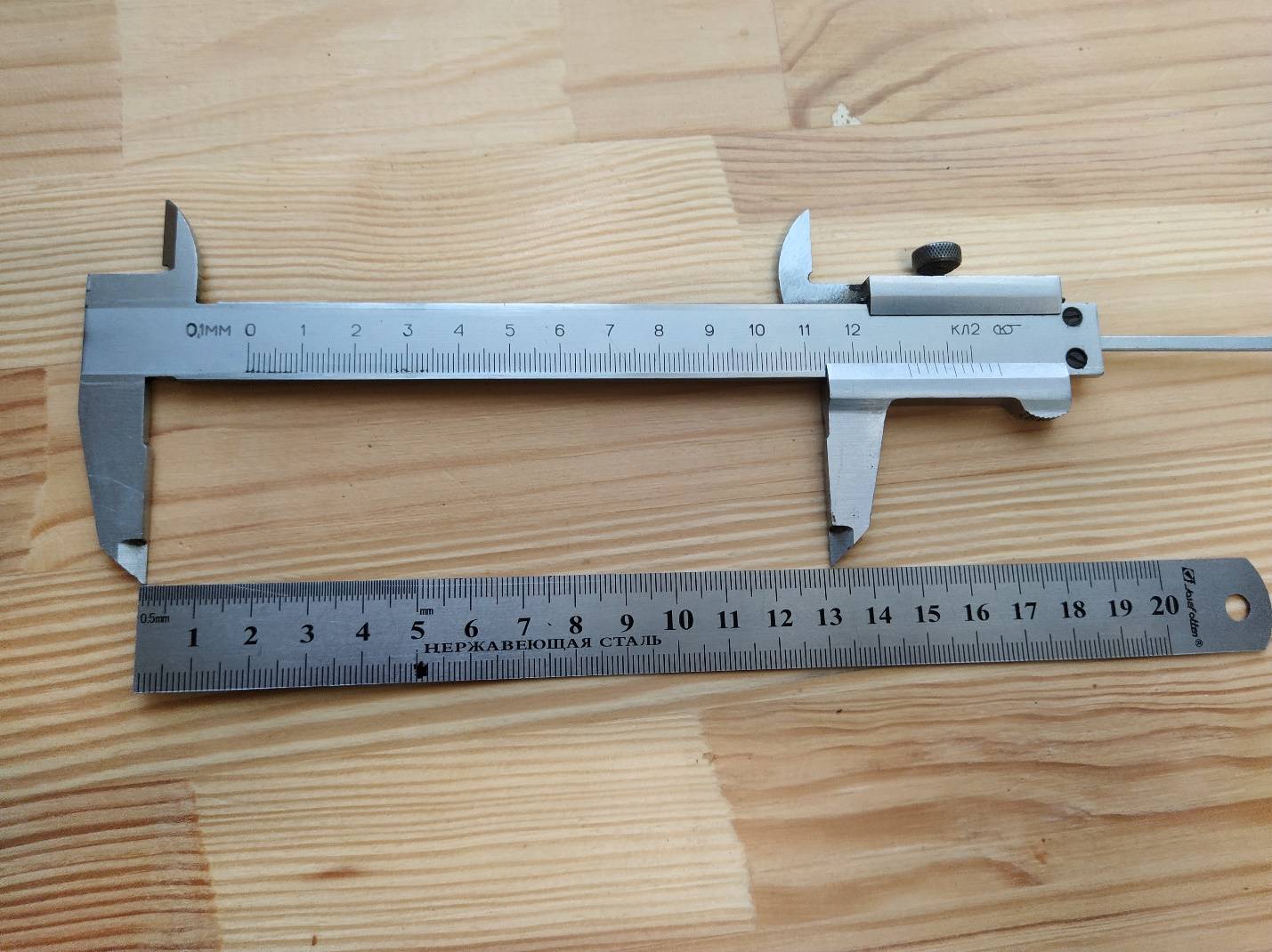
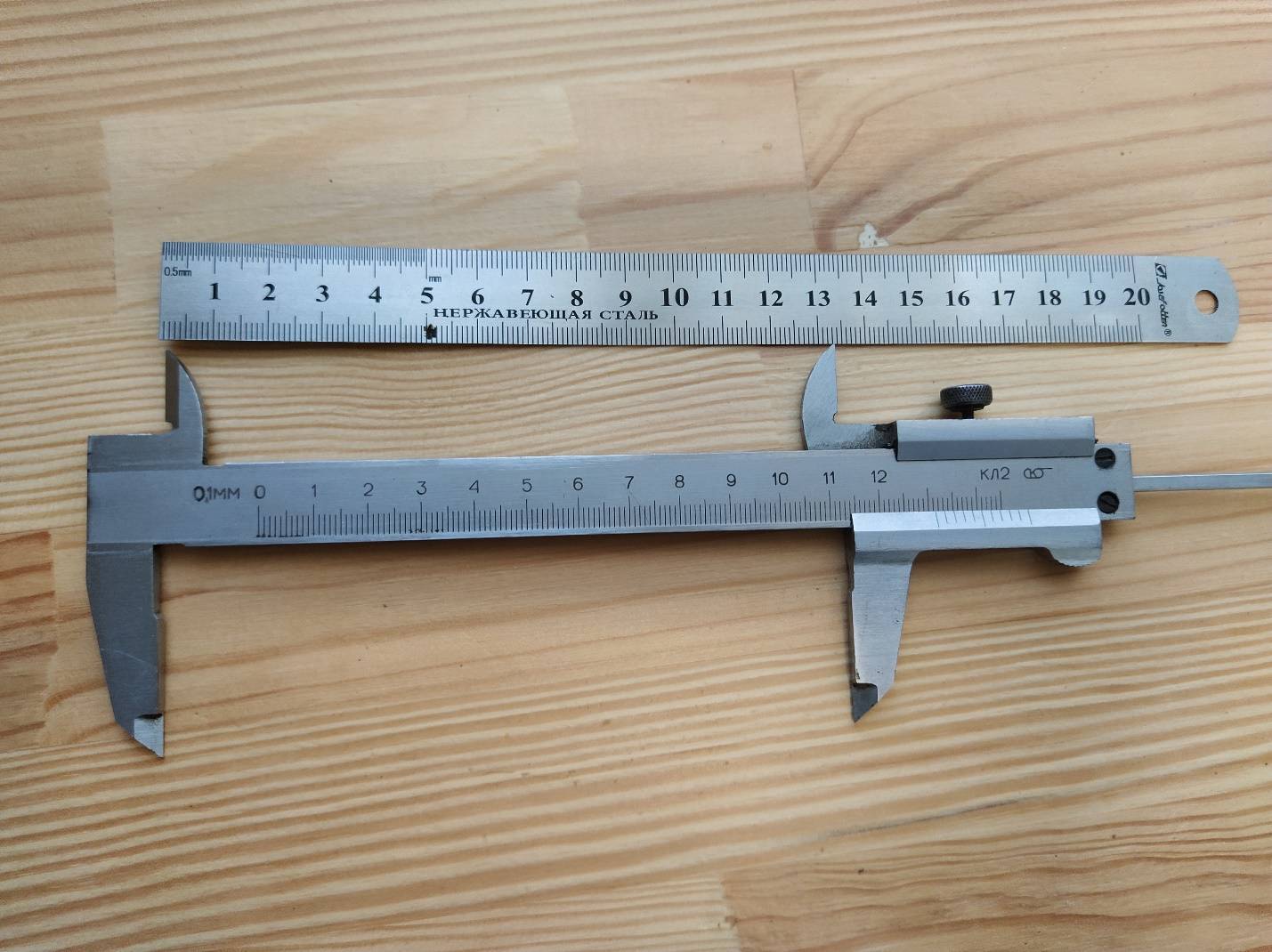
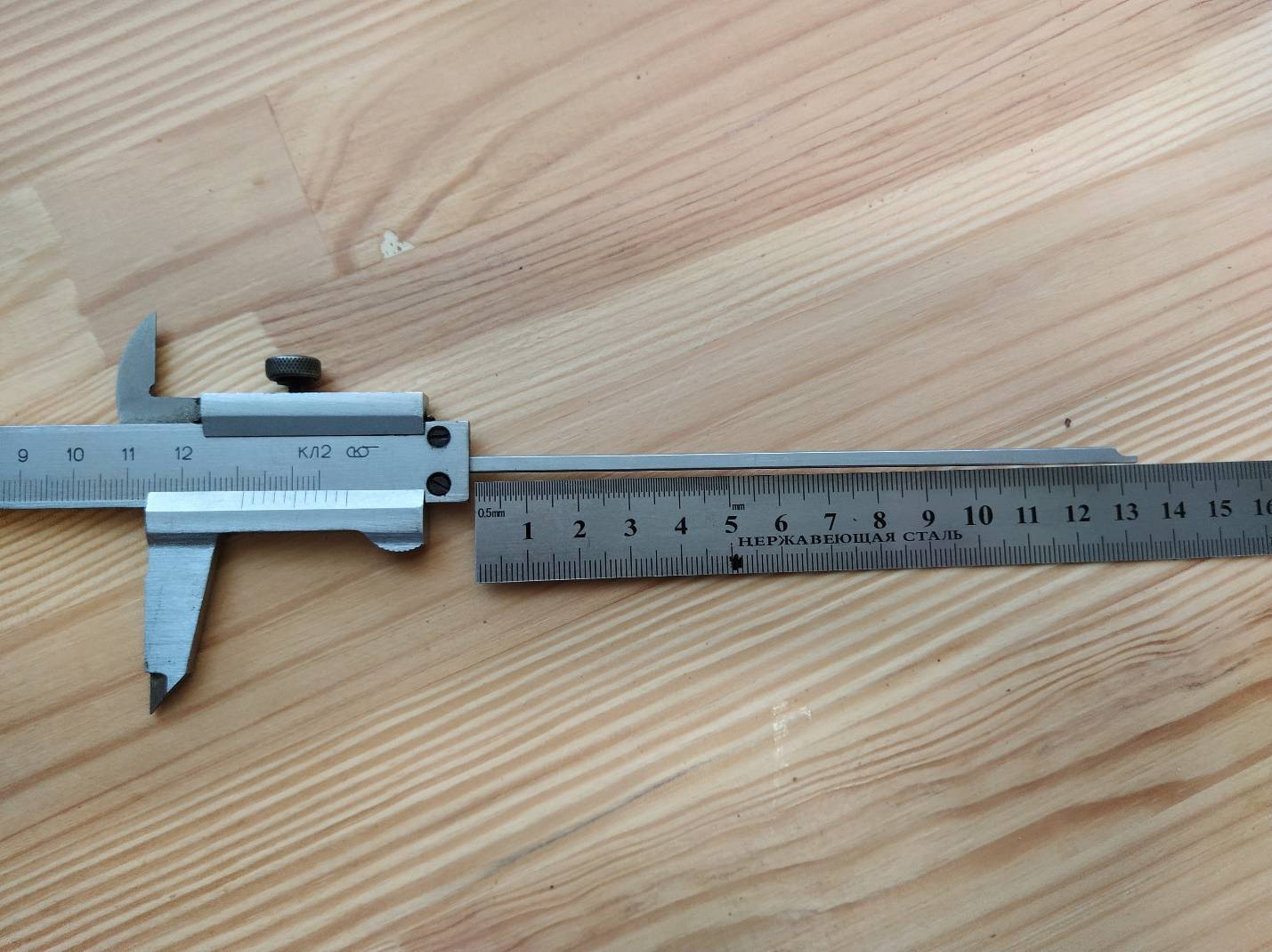
Точность измерений определяется разметкой нониуса – до десятых или сотых долей миллиметра. Эта же цифра указывается на самом приборе в виде вот такой маркировки.

Каждый производитель, особенно зарубежный, может давать свою маркировку, поэтому при покупке изделия лучше уточнять у продавца, где именно эта маркировка проставлена и что она означает.
При работе с изделиями, производимыми в странах, где принята дюймовая система измерений (английская), может быть более удобен штангенциркуль с дюймовой разметкой нониуса в дополнение к миллиметровой.

Обратите внимание: в этом случае дюймовая разметка есть не только на нониусе, но и на штанге, а точность замеров указана отдельно для обеих систем измерения
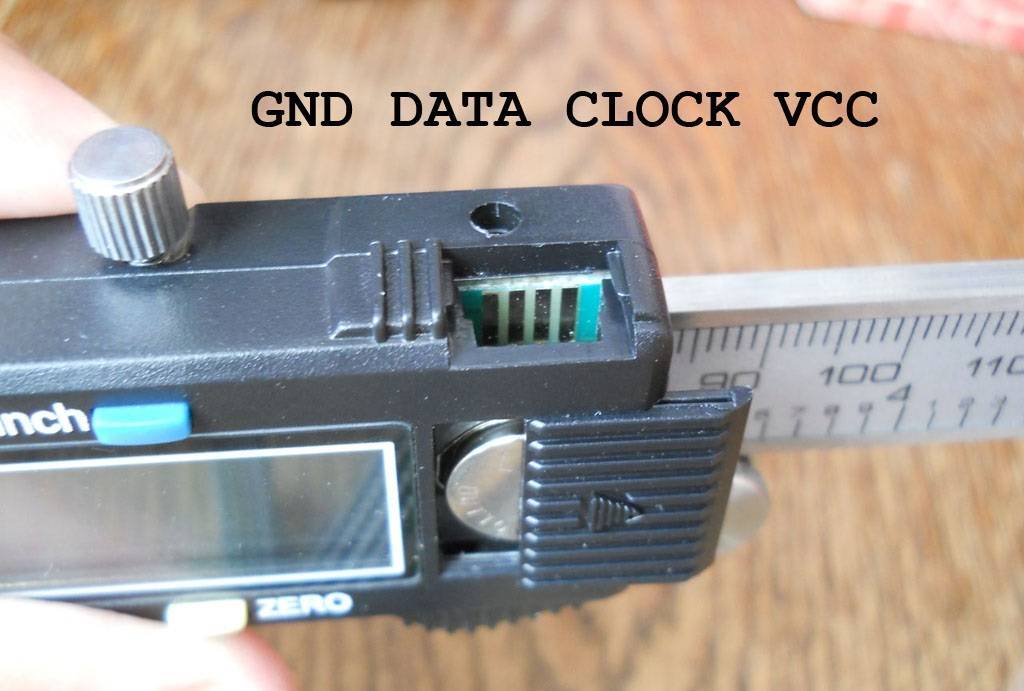
Электронные (цифровые) штангенциркули
В этих устройствах перемещение губок по штанге также выполняется вручную, но совмещение шкал и выдача замеров производится автоматически, с помощью отслеживания перемещения нониуса по магнитным меткам.
От частоты расположения меток и точности отслеживания зависит точность замеров.
Вот так может выглядеть «внутренность» цифрового штангенциркуля.
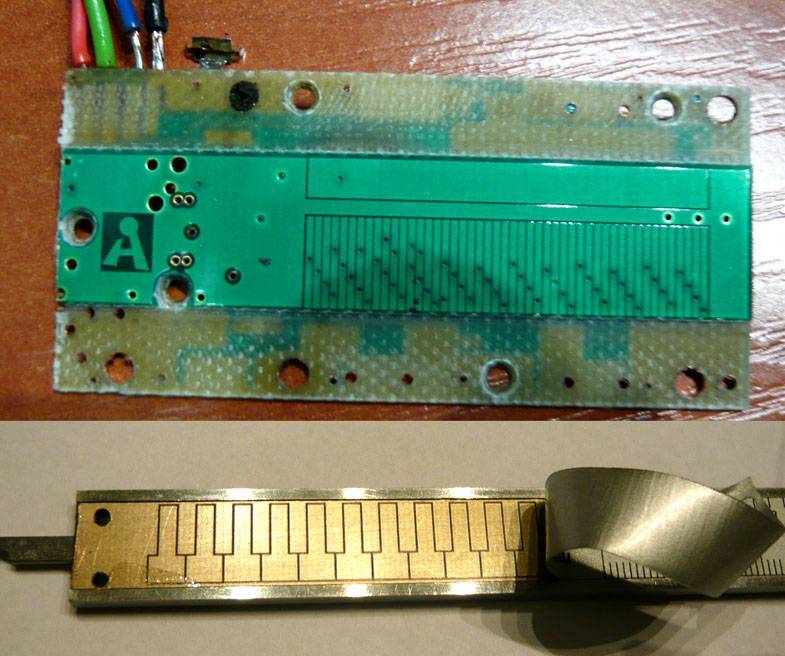
(Нижнее фото представлено в сильном увеличении)
Вот так выглядит вблизи основная часть электронного устройства.

Здесь тоже, как Вы видите, есть переключение с метрической системы измерений на дюймовую.
Стоит отметить, что при работе с такой моделью удобнее смотреть именно на показания на дисплее, отследить должным образом положение бегунка относительно разметки штанги труднее, чем в механическом устройстве.
Разметочные штангенциркули
Их стоит выделить в отдельную группу, поскольку с помощью этого инструмента можно не только замерить необходимый элемент изделия, но и перенести размер на другую деталь. Их особенностью является жесткая фиксация элементов инструментов относительно друг друга после выполнения замера – только в этом случае можно разметить деталь с необходимой точностью.







На этом фото представлена модель ШЦРТИ 200 — 0,1 с иглами. Напомним, что буква «Т» в маркировке означает изготовление губок или, в данном случае, игл, из твердого сплава.
Модель ШЦКТ-I- 150 — 0,02 с круговым нониусом, применяется в основном для замеров, но и для разметки также.

Модель ШЦР 150 — 0,1 с циркульной системой разведения губок.

Цифровой инструмент ШЦЦРТ 300 — 0,01 с циркульным разведением губок и точностью до сотых долей миллиметра.
Что такое штангенциркуль ?
ТОЧНОСТЬ ИЗМЕРЕНИЙ ИНСТРУМЕНТОМ
ЛИНЕЙКИ, КРОНЦИРКУЛИ, НУТРОМЕРЫ.
ПОВЕРОЧНЫЕ ИНСТРУМЕНТЫ
Щупы
Угольники
Поверочные плиты
Линейка поверочная с широкой поверхностью
При выполнении измерений плитки соединяют в блоки. С этой целью их промывают в чистом бензине и притирают одну к другой, начиная с самой большой и кончая самой малой. Желательно, чтобы блок не состоял более чем из пяти плиток (с увеличением числа плиток возрастает погрешность измерений). Плитки часто применяют совместно с каким-либо приспособлением — струбцинами, боковинами, основаниями, разметочными чертилками и т. д. (рис. 41)




Обращаться с плитками следует предельно осторожно, чтобы не повредить рабочие плоскости. Брать плитки из набора рекомендуется мягкими тканевыми салфетками
НОНИУС
Но́ниус (шкала́-но́ниус, шкала́ Но́ниуса, вернье́р) — вспомогательная шкала, устанавливаемая на различных измерительных приборах и инструментах, служащая для более точного определения количества долей делений основной шкалы.
Принцип работы шкалы основан на том факте, что человек гораздо точнее замечает совпадение делений, чем определяет относительное расположение одного деления между другими.
Шкала-нониус имеет деления, длина которых на определенную величину меньше, чем у делений основной шкалы. Одно деление нониуса может соответствовать как одному делению основной шкалы, так и нескольким.
ШТАНГЕНЦИРКУЛЬ
Другой пример: фиг. 79,б
ИНФОРМАЦИОННЫЙ РАЗДЕЛ
( для чтения)
Измерение линейных величин
Что такое штангенциркуль ?
Штангенциркуль (нем. Stangenzirkel) — это универсальный измерительный инструмент, который предназначается для высокоточного измерения наружных и внутренних линейных размеров, а в некоторых случаях — глубин отверстий.
Штангенциркуль является самым распространенным инструментом измерения, поскольку удобен в обращении, имеет простую конструкцию, и способен проводить измерения с максимальной скоростью.
Название штангенциркуля, также, как и других
штангенинструментов (штангенглубиномера, штангенрейсмаса),
связано с конструктивными особенностями этого инструмента.
Он имеет измерительную штангу с основной шкалой и нониус – вспомогательную шкалу, применяемую для отсчета долей делений.
Максимальная точность измерений варьируется, в зависимости от модели, в пределах от десятых до сотых долей миллиметра. Более точные показания можно получить только при помощи микрометра, который может снимать показания с точностью до тысячных долей миллиметра.
Исторически, период появления и развития штангенциркуля относят к началу XVII века, ведь именно тогда появился первый деревянный штангенциркуль.
Однако, первый настоящий штангенциркуль с нониусом в современном понимании появился в работе всего триста лет назад – в конце XVIII века, в Лондоне.
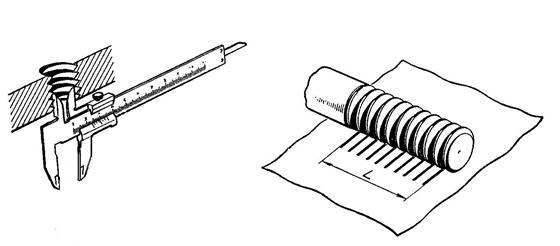
Замеры размеров рисунка на протекторах
Как измерить протектор шин, если необходимо оценить степень износа? Поможет глубиномер, которым выполняются измерения по всей образующей протектора шины. Следует учесть, что износ практически всегда неравномерен, и количество замеров должно быть не менее 3…5, причём на равномерно принятых для оценки участках протектора шины. Перед измерениями покрышку следует тщательно очистить от грязи, пыли и фрагментов мелких камней, застрявших внутри.
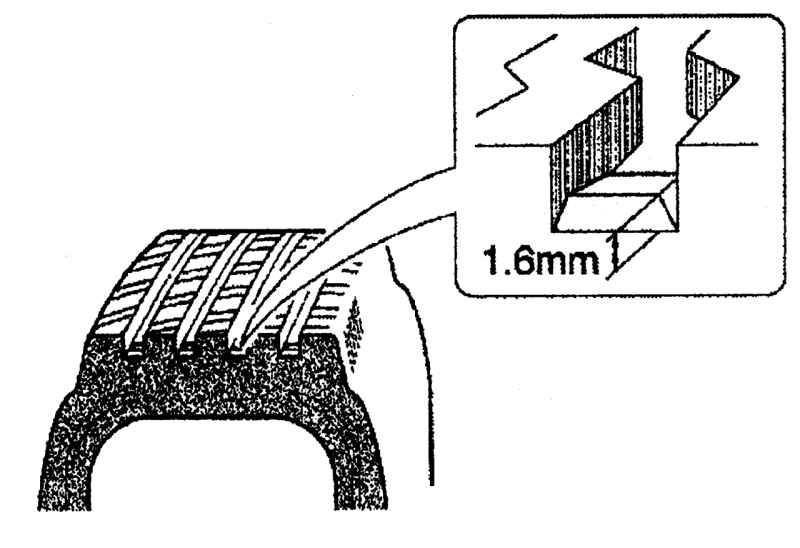


Иногда требуется решить задачу – как измерить протектор шин штангенциркулем, чтобы определить степень равномерности износа. Этим устанавливается износ шин протектора не только по глубине, но и по радиусу перехода от окружности выступов к окружности впадин. Поступают так. Измеряют глубину рисунка на новом протекторе шины, а затем — линейный размер визуально изменённой зоны на эксплуатировавшейся детали. Разница определит степень износа и поможет принять верное решение о замене колеса.
Все измерения производят глубиномером, который должен быть установлен строго перпендикулярно образующей протектора шины.
Измерение износ протектора колумбиком
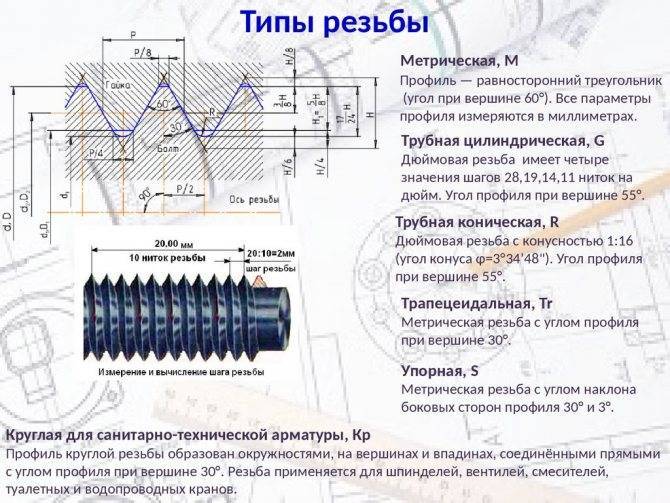
Метрическая резьба
Главное отличие резьбы данного типа от подобных ей в том, что только в метрической резьбе угол профиля равняется 60° (существует еще резьба с углом 55° и 47°).
Метрическая резьба используется повсеместно, в том числе в метрическом крепеже. Из-за ее широчайшего применения потребовалось создать внушительное количество разновидностей, чтобы приспособить данную универсальную резьбу под различные ситуации.
Измерительный инструмент Штангенциркуль,инструкция по применению.
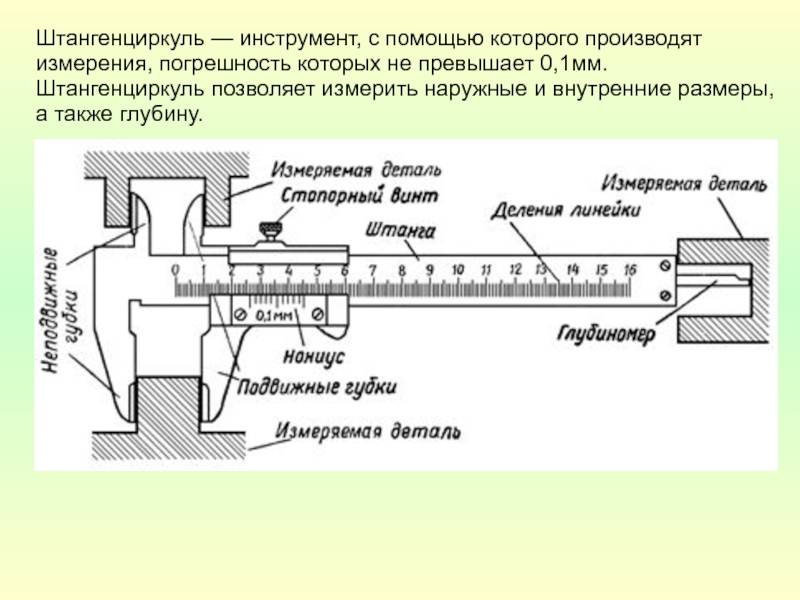
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов.
Измерить диаметр сверла или отверстия , размеры других небольших деталей с достаточной точностью линейкой не получится.В таких случаях нужно использовать штангенциркуль, который позволяет измерять линейные размеры с точностью до 0,1 мм. С помощью штангенциркуля можно выполнить измерение толщины листового металла, внутреннего и внешнего диаметров стальной трубы, диаметр высверленного отверстия, его глубину и другие измерения.
Существует несколько подвидов различных штангенциркулей в зависимости от размеров, конструктивных особенностей и принципа действия.

Это наиболее простая и популярная модель прибора, которая широко используется в промышленном производстве. Его называют «колумбиком» по названию фирмы изготовителя, которая производила инструмент в военное время (Columbus).Для промышленности СССР одно время массово поставлялись штангенциркули . Отсюда и закрепившееся «обиходное» колумбус или «коламбик».
Прибором можно измерить внутренние, наружные размеры, глубину. Интервал измерений составляет от 0 до 150 мм. Точность измерений достигает 0,02 мм.

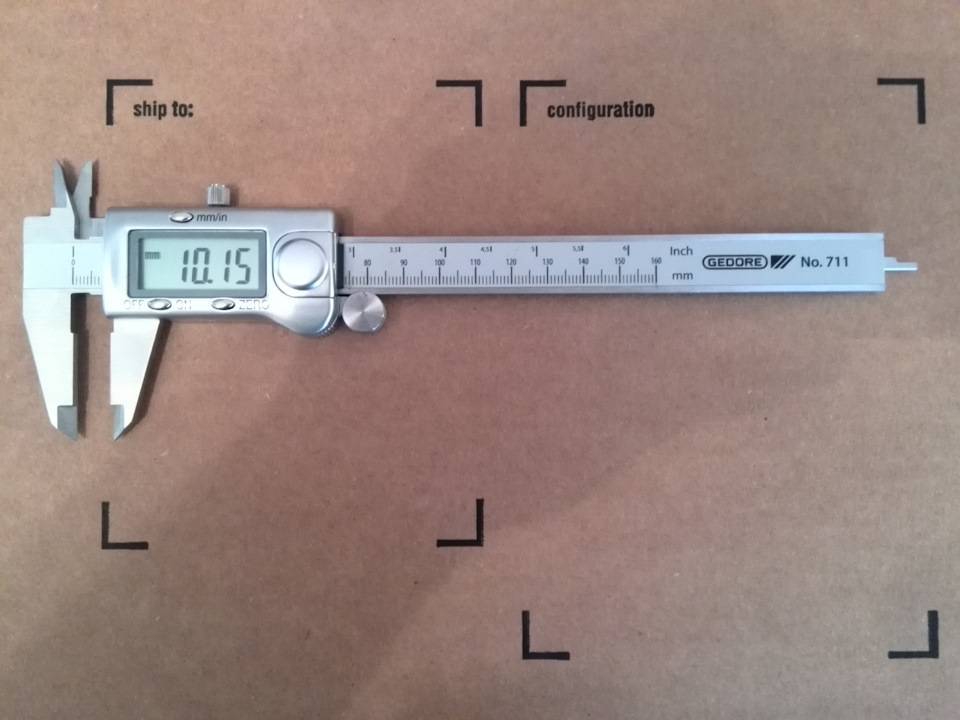
Эта цифровая модель измерительного инструмента имеет аналогичную конструкцию классического штангенциркуля. Интервал измерений 0-150 мм. Одним из его преимуществ можно назвать более высокую точность при измерении за счет наличия цифрового индикатора.
Удобство использования такого цифрового прибора заключается в том, что в любой точке измерения можно обнулить индикатор. Также легко одной кнопкой можно переключать метрическую систему на дюймовую.
ТЕХНОЛОГИЯ
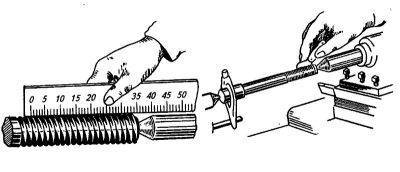
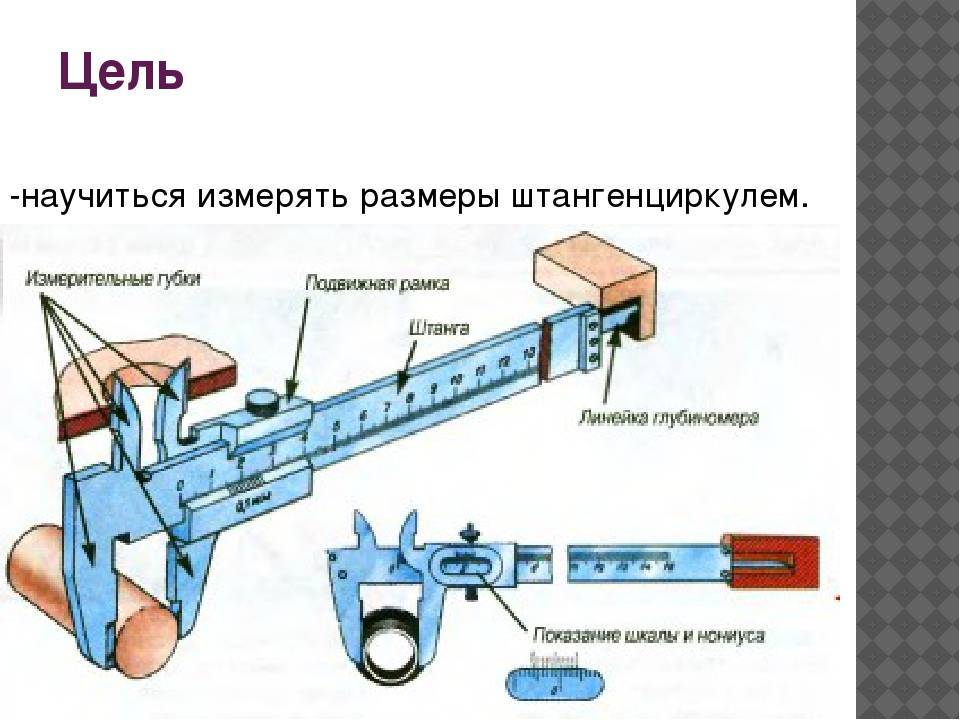
§ 17. Измерение размеров деталей с помощью штангенциркуля
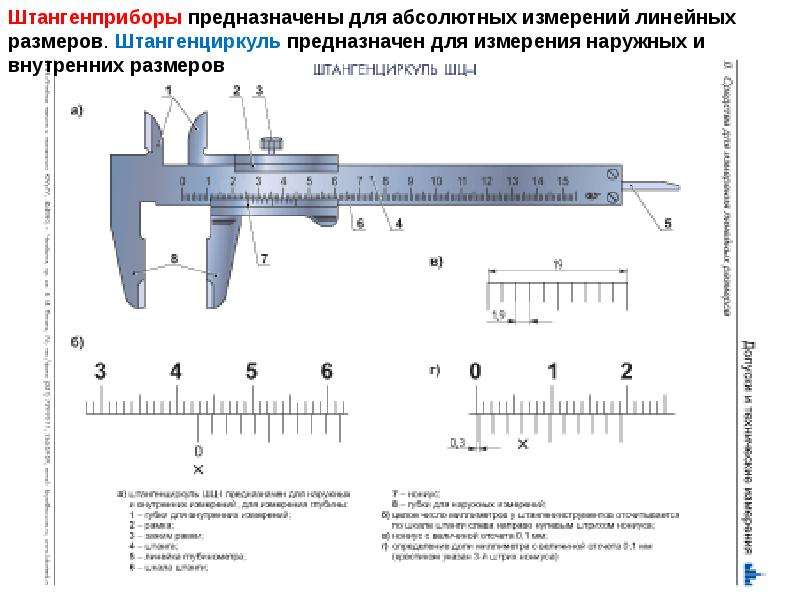
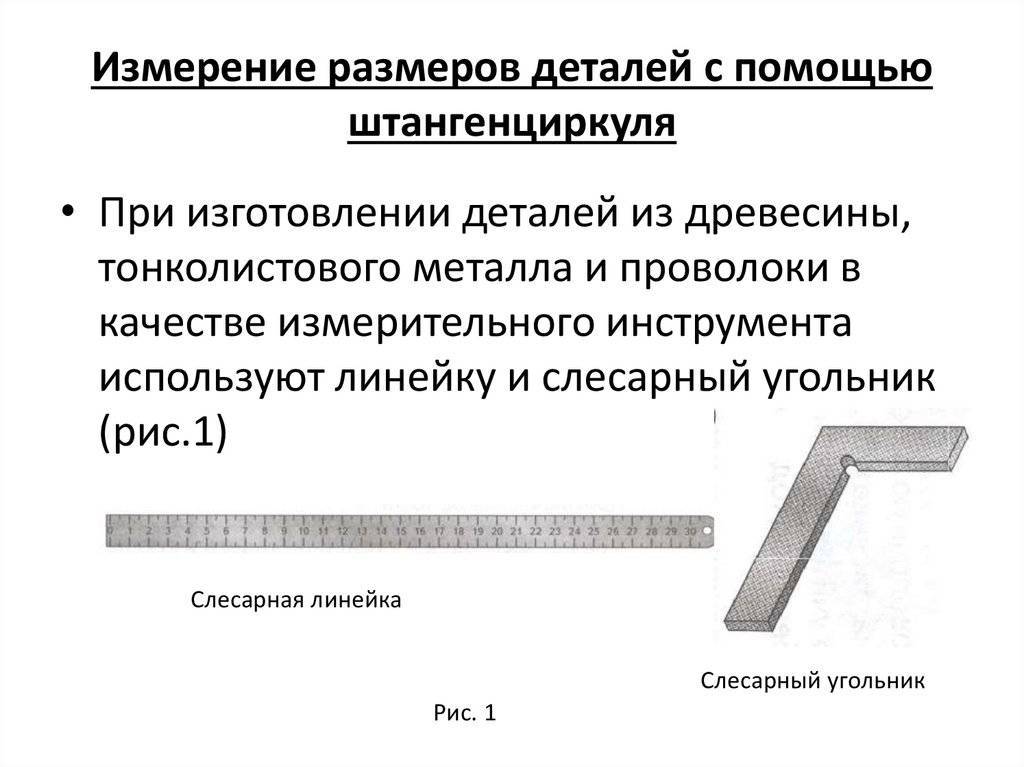
При изготовлении деталей из тонколистового металла и проволоки можно воспользоваться простейшими контрольно-измерительными инструментами: линейкой, слесарным угольником и др. Для измерения и контроля деталей с большей точностью применяют штангенциркули. Они предназначены для измерения наружных и внутренних размеров деталей и глубины отверстий, пазов, канавок. Штангенциркули бывают разных типов и отличаются пределами и точностью измерения.
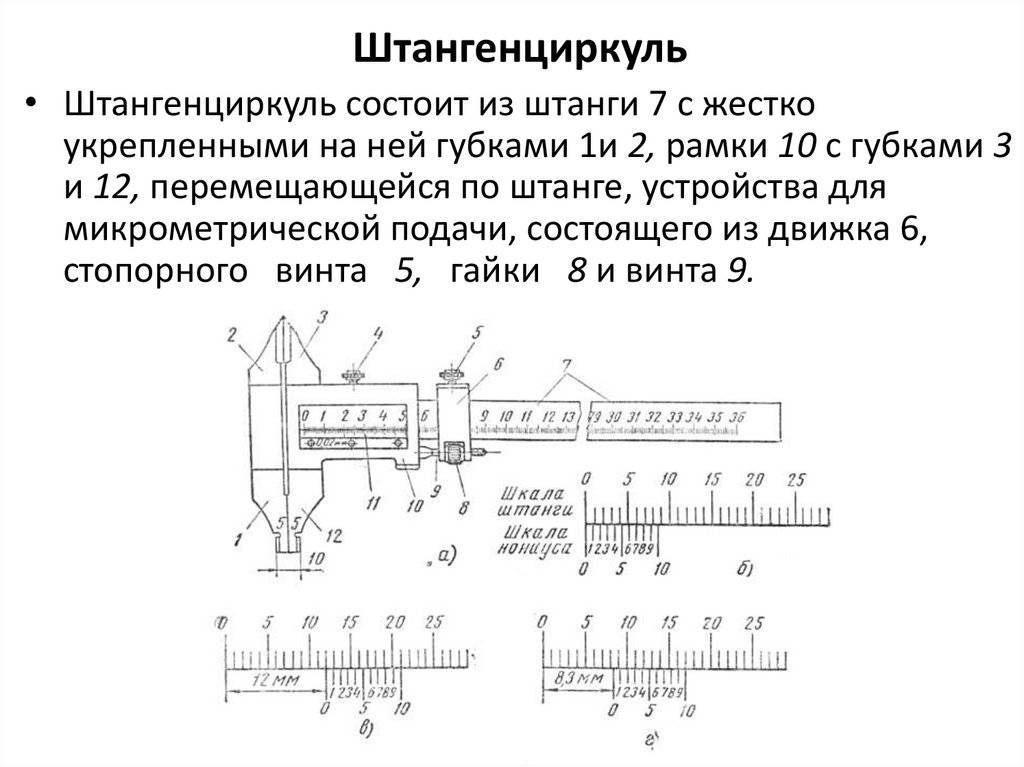
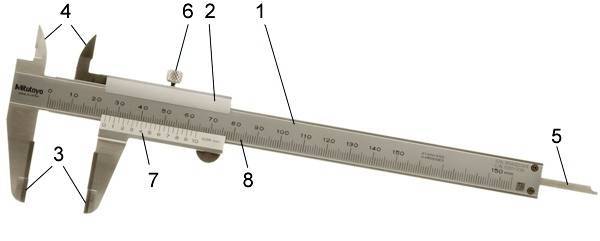
На рисунке 63 показан штангенциркуль ШЦ-1 с пределами измерения от 0 до 125 мм и точностью — 0,1 мм. Он состоит из штанги 1, имеющей шкалу 6 с миллиметровыми делениями. По штанге перемещается подвижная рамка 4, которая может быть закреплена в нужном положении зажимным винтом 3. К рамке прикреплён глубиномер 5.
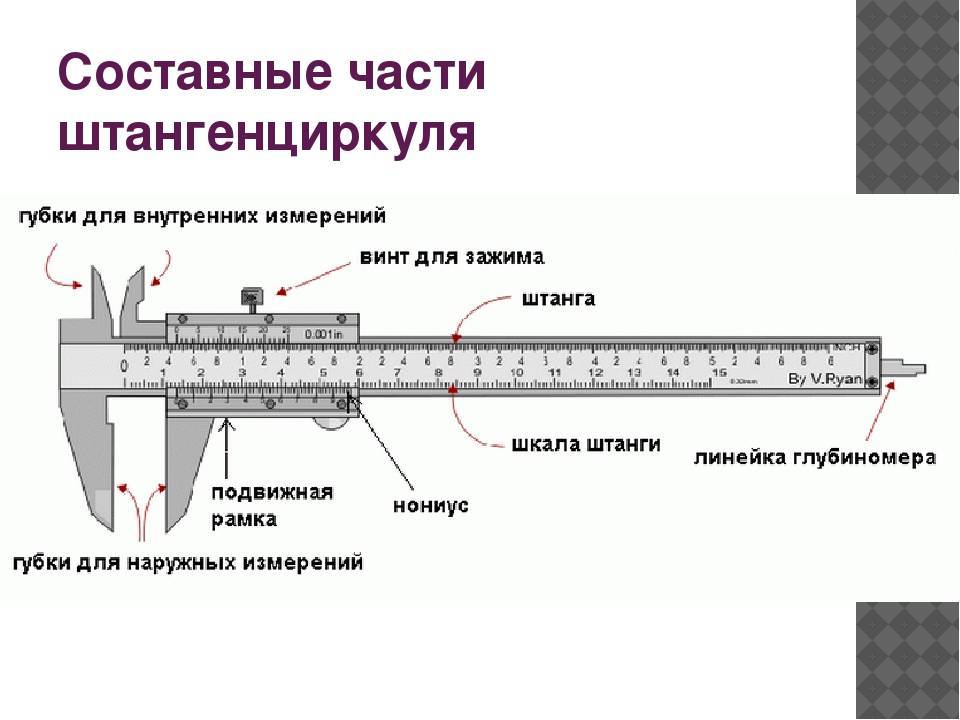
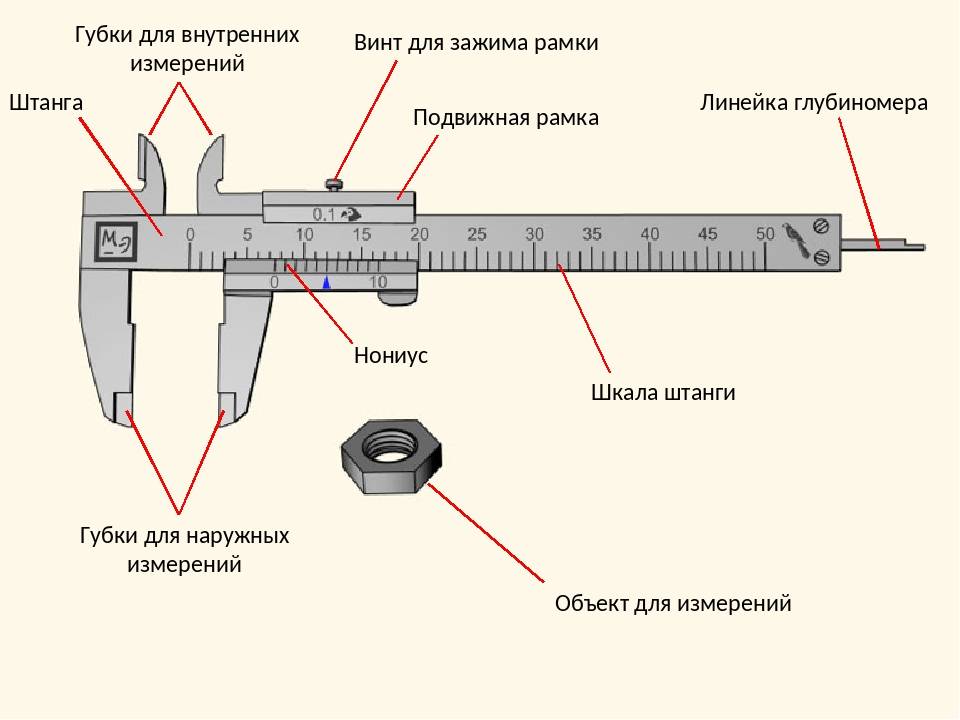
Рис. 63. Штангенциркуль ШЦ-1: 1 — штанга; 2 — губки для внутренних измерений: 3 — зажимный винт для фиксации рамки; 4 — подвижная рамка; 5 — глубиномер; 6 — шкала штанги; 7 — нониус; 8 — губки для наружных измерений; 9 — измеряемые детали
Нижние губки 8 служат для измерения наружных размеров, верхние 2 — для измерения внутренних размеров. Глубиномером измеряют глубину пазов и отверстий.
Каким же образом удаётся измерять десятые доли миллиметра, если шкала штангенциркуля имеет миллиметровые деления? Для этой цели служит вспомогательная шкала, называемая нониусом 7. Длина нониуса 19 мм. Нониус поделён на 10 равных частей, следовательно, цена каждого деления равна 1,9 мм.
При сомкнутых губках нулевые штрихи шкалы штанги и нониуса совпадают (рис. 64), а десятый штрих нониуса совмещается с девятнадцатым штрихом миллиметровой шкалы.
Рис. 64. Шкала штанги и нониус
Обратите внимание на то, что первый штрих нониуса не доходит до второго штриха шкалы штанги ровно на 0,1 мм (2 — 1,9 = 0,1). Это и позволяет производить замеры с точностью до 0,1 мм
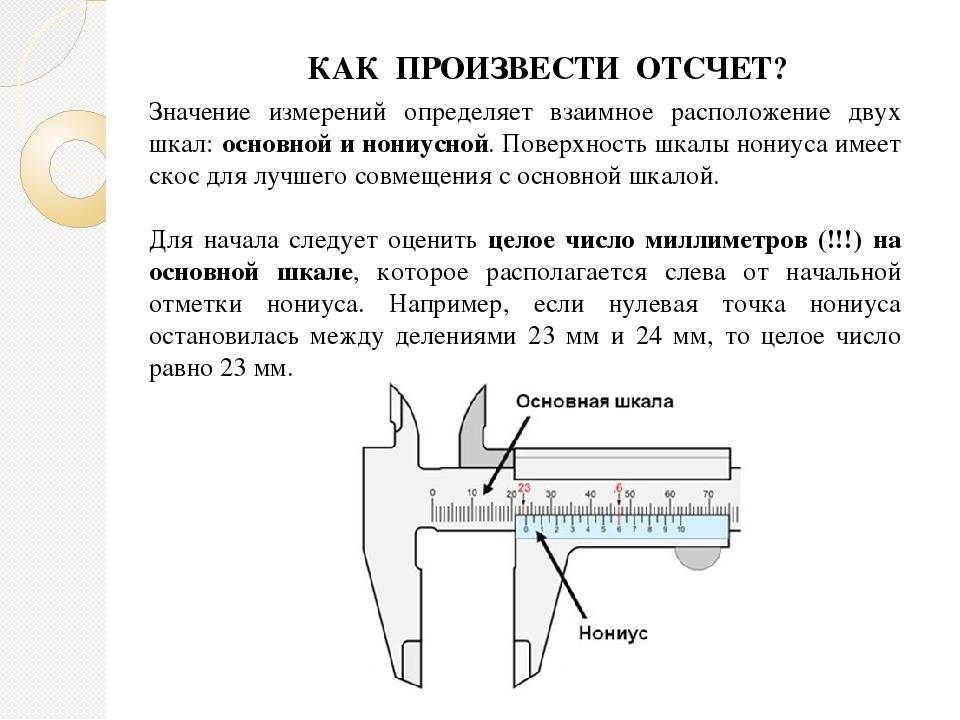
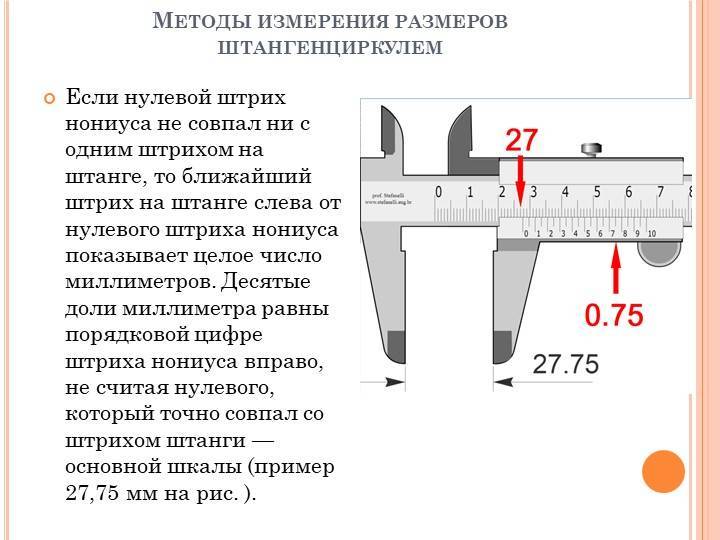
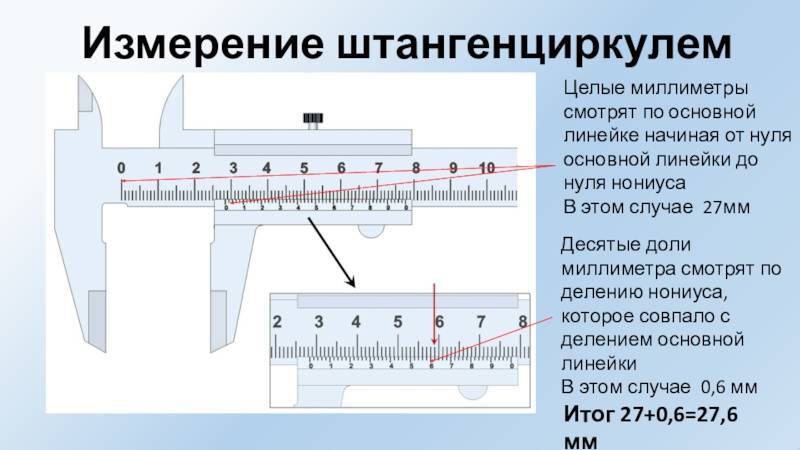
При измерении штангенциркулем целое число миллиметров отсчитывают по миллиметровой шкале штанги до нулевого штриха нониуса. Десятые доли миллиметра — по шкале нониуса от нулевой отметки до того штриха нониуса, который совпадает с каким-либо штрихом миллиметровой шкалы (рис. 65).
Рис. 65. Примеры измерения штангенциркулем. Положение шкалы штанги и нониуса при измерении размерон: а — 0,4 мм; 6 — 6,9 мм; в — 34,3 мм
Помните! Штангенциркуль — это дорогостоящий измерительный инструмент, требующий бережного обращения.
Правила обращения со штангенциркулем
Перед началом работы протереть штангенциркуль чистой тканью, удалив смазку и пыль
Нельзя очищать инструмент шлифовальной шкуркой или ножом.
Нельзя класть инструмент на нагревательные приборы.
Измерять можно только чистые детали без задиров, заусенцев, царапин.
Губки штангенциркуля имеют острые концы, поэтому при измерении нужно соблюдать осторожность.
Не допускать перекоса губок штангенциркуля. Фиксировать их положение зажимным винтом.
При чтении показаний на измерительных шкалах держать штангенциркуль прямо перед глазами.
На предприятиях штангенциркуль является одним из основных измерительных инструментов. Им пользуются рабочие различных специальностей и контролёры станочных и слесарных работ. В настоящее время всё чаще применяют штангенциркули с цифровыми индикаторами (на батарейках), позволяющие измерять детали с точностью до 0,01 мм.






Знакомимся с профессиями
Контролёр отдела технического контроля (ОТК) — специалист, который на предприятии отвечает за качество выпускаемых деталей. Он следит за тем. чтобы изготовленные детали в точности соответствовали чертежам. Это очень ответственная работа, так как если в изделие попадёт бракованная деталь, не соответствующая чертежу, то изделие быстро выйдет из строя. Контролёры ОТК должны знать правила настройки и регулирования контрольно-измерительных инструментов и приборов, методы проверки качества поверхностей, правила приёмки деталей и т. д.
Лабораторно-практическая работа № 17
Измерение размеров деталей штангенциркулем
Выполните в рабочей тетради эскиз выданного учителем ступенчатого валика (рис. 66).
- Измерьте каждый размер валика штангенциркулем и запишите результаты в миллиметрах в таблицу.
- Проставьте полученные размеры на эскизе, выполненном в рабочей тетради.
Рис. 66. Эскиз детали «ступенчатый валик» (к пп. 1-3)
Проверяем свои знания
Из каких основных частей состоит штангенциркуль?
Сколько измерительных шкал имеет штангенциркуль?
Какие измерения можно выполнять с помощью штангенциркуля?
Во сколько раз точность измерения штангенциркулем превышает точность измерения линейкой?
- Как по штангенциркулю производят отсчёт целых и десятых долей миллиметра?
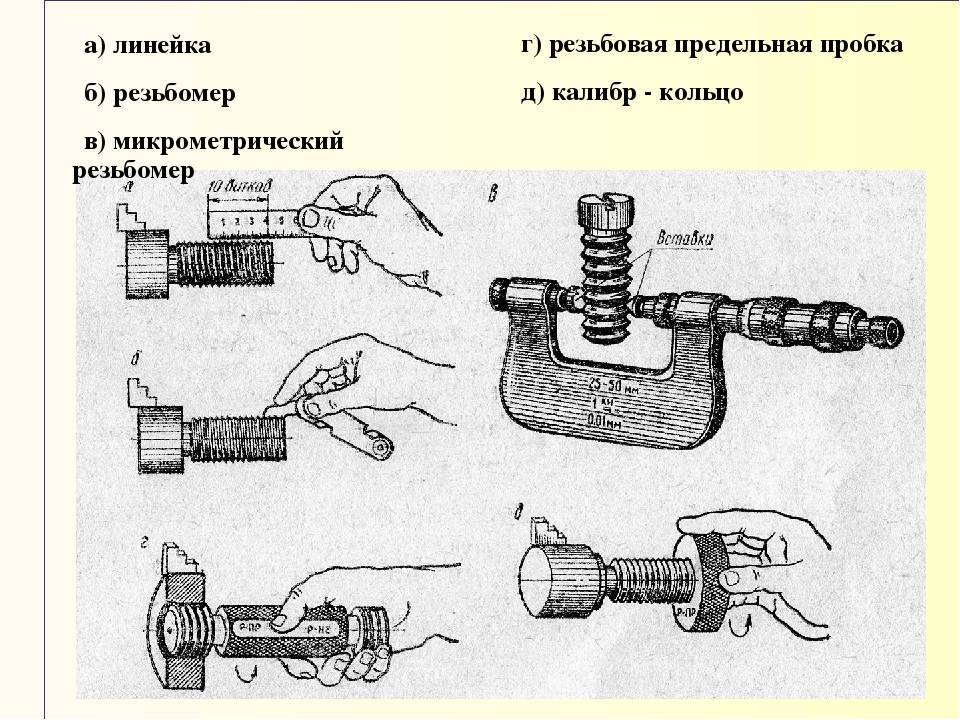
Измерение резьбы методом трех проволочек
Метод трех проволочек применяется главным образом для контроля среднего диаметра резьбы. Определение значений диаметра происходит путём накладывания проволок одинакового диаметра на впадины резьбовых соединений. Размер полученной конструкции измеряется микрометром. На конечные результат вычислений может очень сильно повлиять погрешность профиля. Для устранения этой погрешности необходимо наложить проволочки на профиль таким образом, чтобы они соединялись на том уровне, где ширина впадин будет эквивалента ширине выступов. Проволочки обязаны лежать следующим образом: 1 проволока размещена на впадине с левой стороны, а 2 другие – на впадинах с противоположной стороны
Важно, что во время измерений деталь не деформировалась, а проволоки не перегибались
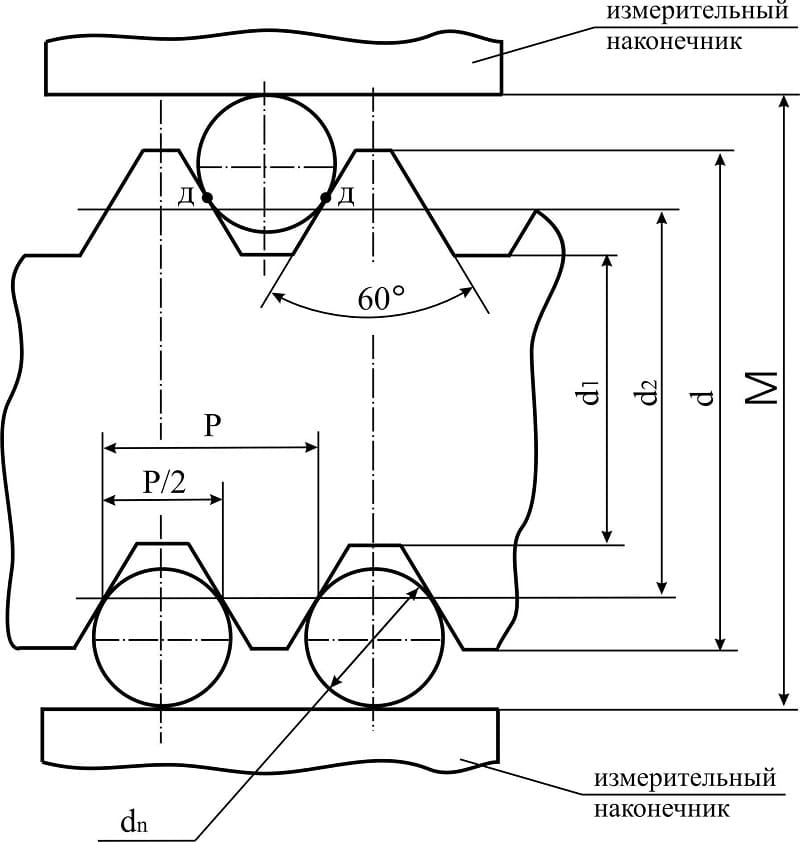
Помимо этого, сферой применения метода трёх проволочек является контроль диаметра трапецеидальной резьбы. Только в этом случае проверка детали проводится при помощи трех специальных роликов.





