

Проба и состав голубого золота
В основе голубых сплавов лежит золото 585 или 750 пробы. Получают их несколькими способами:
- соединение золота и стали в соотношении 2:1 или 3:1. Иногда в состав входит хром и другие лигатуры. После этого материал приобретает свойства не ржаветь, но при этом обрабатывать его довольно сложно;
- соединение с индием делает сплав от серо-голубого до насыщенного и синего цвета;
- при соединении с галлием получают бледно-голубой оттенок.
Небесный цвет золоту придает также родирование. Процесс представляет собой гальваническое нанесение на поверхность изделия тонкой пленки родия. Это позволяет усилить блеск украшений, защитить их от повреждений и химических воздействий.
Следы побежалости на металле
Опубликовал: Kirill B. Бытует мнение, что цвета побежалости при сварке углеродистых сталей являются дефектом. Мне лично пару раз приходилось такое слышать и однажды, увидев комментарии к фотографии шва с яркими цветами побежалости, что это явный дефект, решил разобраться в вопросе более подробно. Этакий MYTHBUSTERS предлагаю посмотреть под катом.
Начнем с определения.
Цвета побежалости — радужные цвета, образующиеся на гладкой поверхности металла или минерала в результате формирования тонкой прозрачной поверхностной оксидной плёнки (которую называют побежалостью) и интерференции света в ней.
Эти цвета ранее использовали для определения температуры при термообработке стали. Но это не очень точный индикатор. На окрас влияет скорость подъёма температуры, состав газовой среды, время выдержки стали при данной температуре, а также характер освещения и др. факторы.
Между толщиной плёнки и длиной волны отраженного ею света существует прямая зависимость: чем больше толщина пленки, тем более коротковолновый отраженный свет мы получаем. Например, синий цвет образуется, когда из белого «вычитаются» более длинные волны, например, красный и оранжевый, а жёлтый образуется при «вычитании» из спектра коротковолнового излучения, например, фиолетового и синего (закройте правую часть радуги, что показана выше). Получается, что синий цвет соответствует более высокой температуре нагрева, а жёлтый — более низкой.
Интересно про цвета побежалости написано здесь.
Рассмотрим схему участков сварного соединения и их термический цикл.
Нам интересен участок №7. Он также называется участком синеломкости и охватывает температурный диапазон от 200 до 400 °С. На этом участке наблюдаются синие цвета побежалости на поверхности металла (откуда и название). При сварке низкоуглеродистых сталей основной металл в этой зоне не имеет видимых структурных изменений, но наблюдается резкое падение ударной вязкости из-за снижения пластичности. Это происходит в тех случаях, когда в сталях содержится кислород, азот и водород в несколько избыточном количестве. Размеры отдельных участков ЗТВ и общая ширина ее зависят от условий нагрева, охлаждения и способов сварки.
При сварке нержавеющих сталей цвета побежалости также проявляют себя, но в других диапазонах температур. Для нержавеющих сталей изменение цвета при нагреве на воздухе наблюдается: светло-соломенный (300°C), соломенный (400°C), красно-коричневый (500°C), фиолетово-синий (600°C), синий (700°C).
Побежалость для коррозионностойких сталей является более критичной, т.к. является показателем того, что пассивный (защитный) слой поврежден, и в этом месте могут возникнуть очаги точечной (питтинговой) коррозии. Поэтому поврежденный слой необходимо зачищать либо лепестковыми кругами, либо щеткой с ворсом из нержавейки (не допускается зачистка стальной щеткой), либо травление.
Итак, получается, что цвета побежалости – неизбежное явление при сварке сталей. Кроме того, в Инструкции по визуальному и измерительному контролю (РД 03-606-03) такой дефект не определен. Они указаны там лишь только как загрязнение, препятствующее контролю и которое должно быть зачищено.
Вероятно, это считают дефектом по ошибке — путают со сваркой титана. Здесь должна обеспечиваться надежная газовая защита поверхности металла нагретой свыше 400°C. О хорошей газовой защите свидетельствует блестящая серебристая поверхность. Появление на шве желто-голубых цветов побежалости указывает на нарушение защиты, а серый налет свидетельствует о плохой защите.
Интересен тот факт, что цвет побежалости считается дефектом сварного соединения, появляется и в нормативных документах. Например, в СТО-ГК “Трансстрой” 005-2007 Стальные конструкции мостов. Технология монтажной сварки.
Также мне попалась интересная статья по разработке метода определения сварочных напряжений по цветам побежалости. Нюанс в том, что исследована модель однопроходного шва. Будет ли этот метод работать на многопроходных швах?
В следующей статье мы попытаемся выяснить, можно ли определить был или не был перегрет металл, исходя из ширины участка синеломкости. Что касается вопроса в заголовке статьи, то, я думаю, ответ очевиден — наличие цветов побежалости не является дефектом для углеродистых сталей.
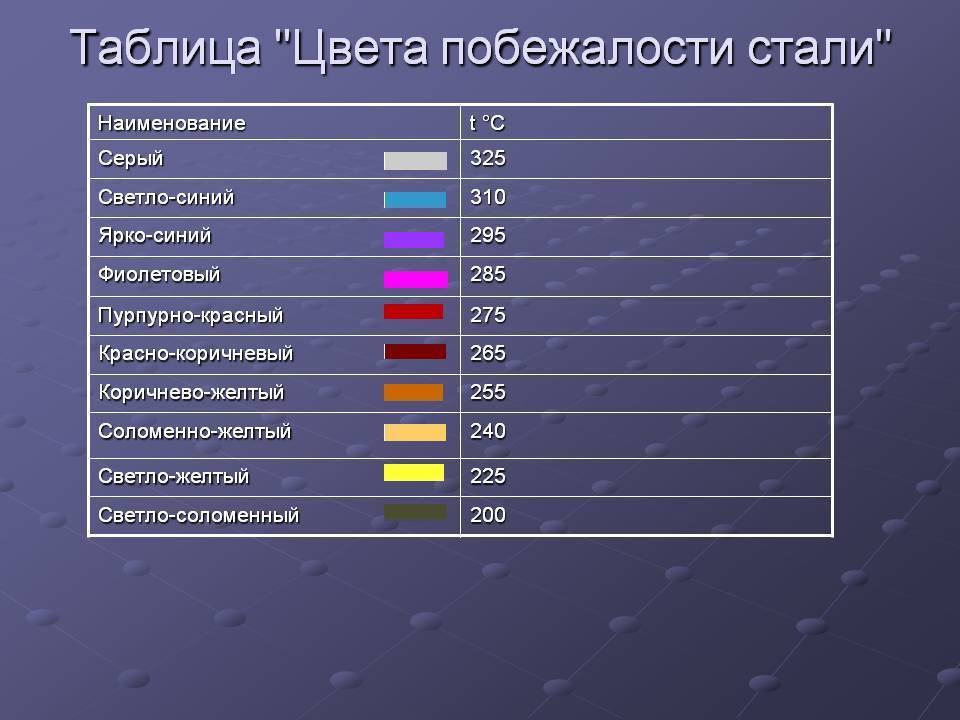
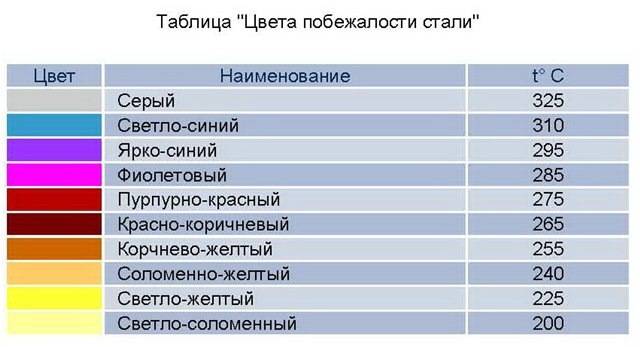
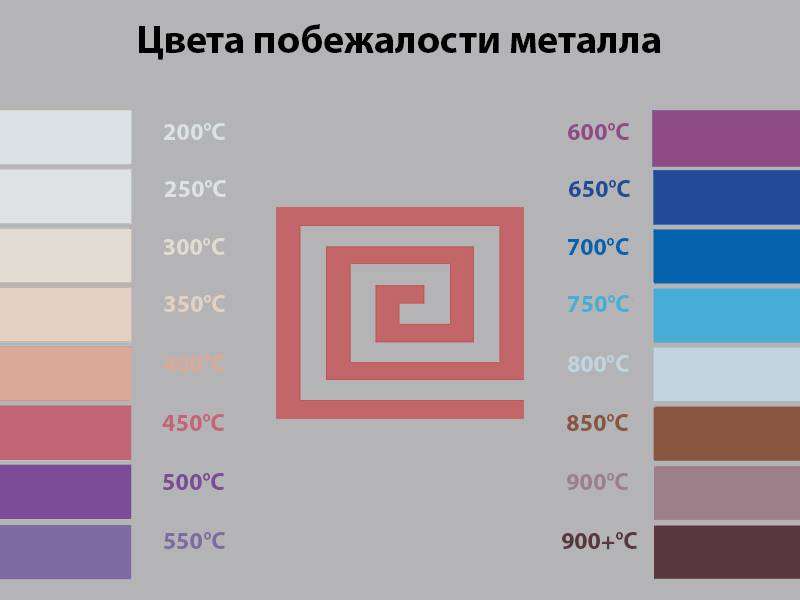
Шкала цветов побежалости
Толщина окисных пленок определяется температурой и временем нагрева, а существующие шкалы цветов побежалости носят довольно условный характер.
- Во-первых, визуальная оценка — очень субъективный процесс, результаты которого определяются освещенностью и практическим опытом.
- Во-вторых, плотность окисной пленки определяется и химсоставом сплава.
Поэтому таблицы соответствия разнятся (шкалы для углеродистых, жаростойких, нержавеющих сталей), и можно говорить только об ориентировочном соответствии. Но усредненная таблица цветов побежалости выглядит следующим образом
| Цвета | Температура нагрева, °С |
| бледно-желтый | 220 |
| бледно-соломенно-желтый | 230 |
| золотисто -желтый | 246 |
| коричнево-желтый до бурого | 256 |
| пурпурно-красный | 265 |
| пурпурный | 275 |
| лиловый | 280 |
| голубой | 290 |
| васильковый | 295 |
| индиго | 300 |
| светло-синий | 310 |
| цвет морской воды | 320 |
Например, при продолжительном нагреве при 220 °С можно вызвать посинение стали. Или желаемый цвет получается при кратковременном нагреве до температуры, более высокой, чем указанная в таблице. Но для каждого цвета побежалости существует температурный минимум, ниже которого нужный цвет не получится.






Цвета побежалости
При нагревании некоторых металлосплавов до определенных температур окисные пленки на их поверхностях могут приобретать различные цвета.

Такие цвета и их оттенки характерны для температур, вызвавших их появление, называют цветами побежалости.
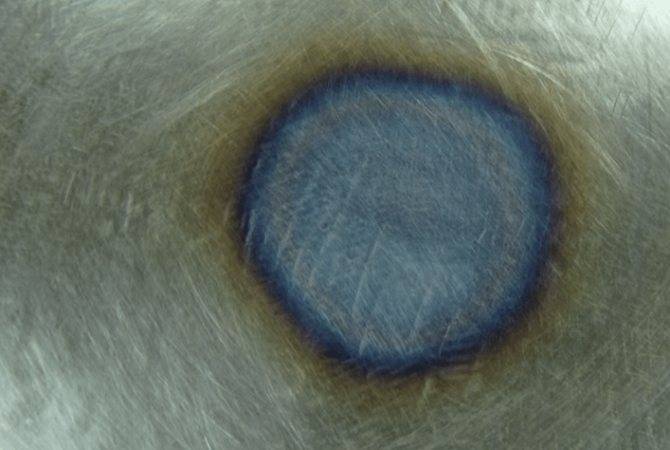
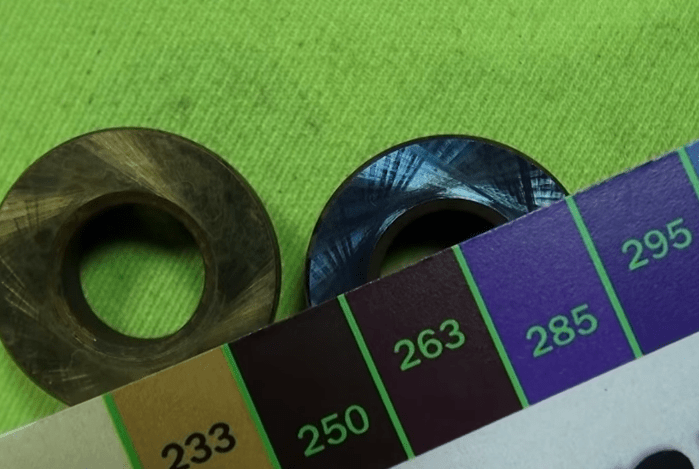
Более выразительно цвета побежалости проявляются на сталях: углеродистых, легированных и нержавеющих. Мы понаблюдаем за возникновением цветов побежалости при нагреве газовым пламенем листа из низкоуглеродистой стали. Обозначенное место на поверхности листа, под которым находится источник нагрева, я буду называть точкой нагревания. Заметно, что естественный цвет стали в точке нагревания изменился на светло желтый.

Это означает, что температура материала в этом месте достигла примерно 205 С. По мере дальнейшего повышения температуры, светло желтая область от точки нагревания, как видно, отдалилась. А ее место приобрело темно желтый цвет, с присущей ему температурой 240 С. Пятно общего прогрева расширяется. Цвета побежалости выстраиваются вокруг точки нагревания в характерном порядке, указывая до какой температуры нагрелся материал, в занимаемой каждым из них области. При более плавном нагревании цветотемпературные области будут расширенными. Как на данном образце среднеуглеродистой стали, на котором их осмотр и продолжим
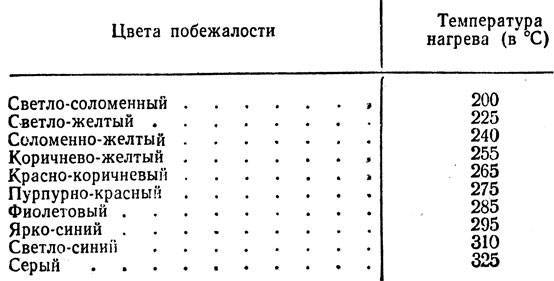
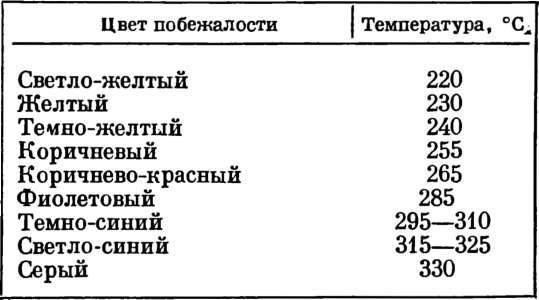
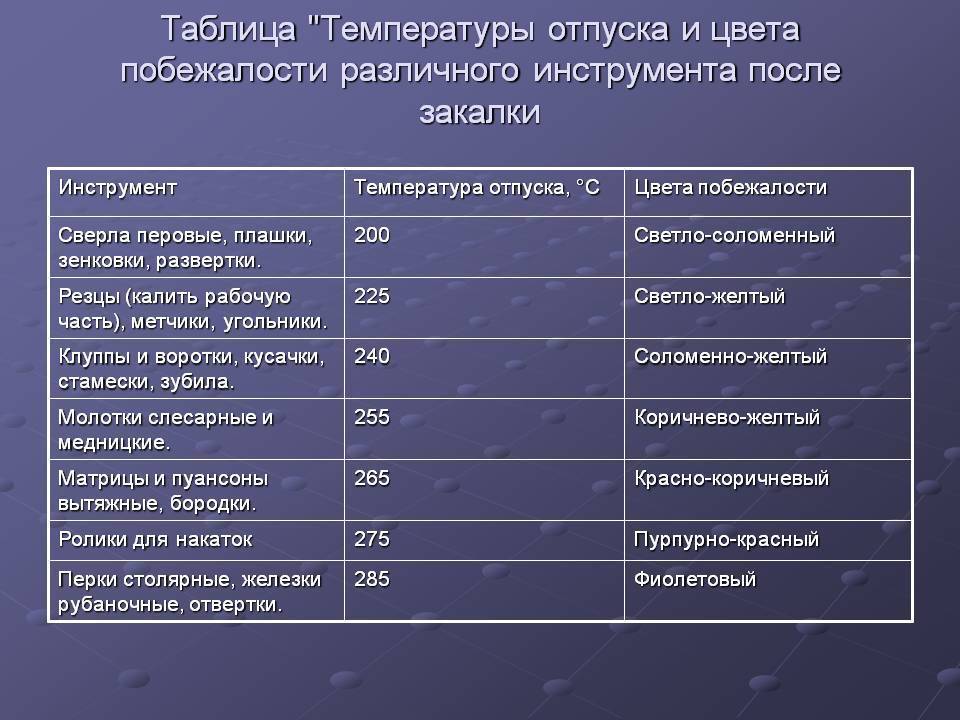
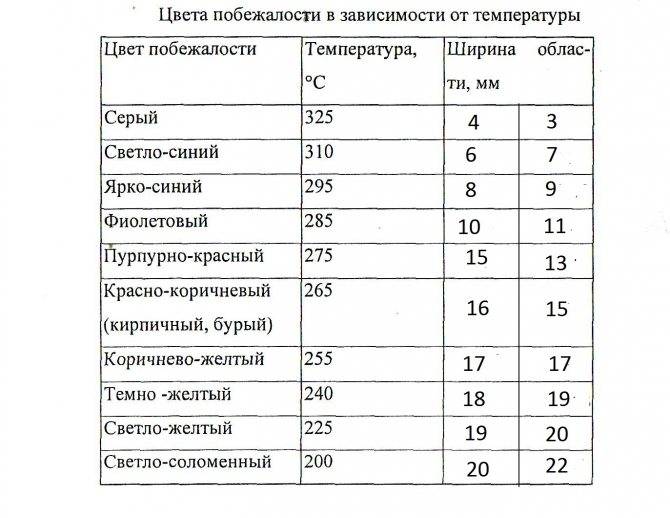
Если не принимать во внимание цветовые оттенки, наблюдаемые в очень узком расположении, насчитываются девять убедительно выраженных цветотемпературных областей, в число которых область с естественным цветом стали не входит. Далее, поочередно к каждой из девяти цветотемпературных областей будет подводиться шаблон, цвет и оттенок которого наиболее сходен с цветом этой области
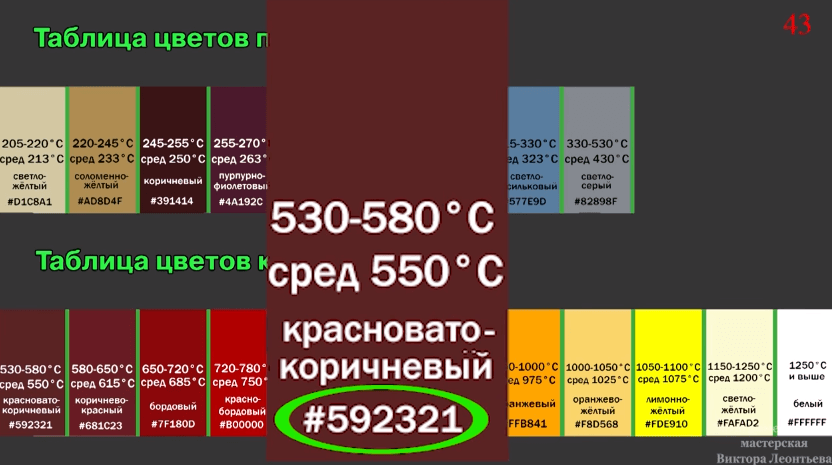
На шаблоне указан диапазон температур и среднее значение, которое присуще данному цвету побежалости на поверхности углеродистой стали.
Однажды появившись, цвета побежалости после охлаждения не исчезают. По их наличию можно, например, определить что деталь или инструмент эксплуатировались с некими нарушениями, что и привело к их перегреву. Цвета побежалости на легированных, нержавеющих и жаропрочных сталей такие же. Однако, они проявляются при более высоких температурах, значения которых зависят от содержания легирующих элементов.
От чего зависит цвет побежалости
Многие люди, которые нагревали металл до высокой температуры, могли наблюдать изменение цвета поверхности. При этом он может быть разных оттенков и захватывать не весь металлический предмет.
Места, изменяющие окраску, называют побежалостями. Людям, которые занимаются обработкой металлов, необходимо знать, что это такое и как оно проявляется при различных видах нагревания.
Также желательно различать цвета побежалости.
Чем вызвано
Изменение цвета при нагреве говорит о том, что на поверхности нагреваемого материала образуется оксидная пленка толщиной в несколько молекул. Окраска изменяется в зависимости от ее плотности, толщины. Чем больше размер и плотность окислов, тем значительнее будет отличаться цветовой тон от изначального.
Некоторые люди считают, что цветовой тон побежалостей может точно сказать о градусе разогрева. Однако это ошибочное утверждение. На появление разных оттенков влияет время нагрева, скорость разогревания, содержание различных примесей, характер освещения. Если говорить про легированные стали, то их нужно разогреть сильнее.
Цвета побежалости на металле. Как сделать радужные цвета на стали
Происхождение
Цветовой тон побежалостей относится к интерференционным цветам. Визуально они изменяются при различном освещении и угле обзора. Также на изменение расцветки материала влияют физические и химические свойства металла.
Физика процесса
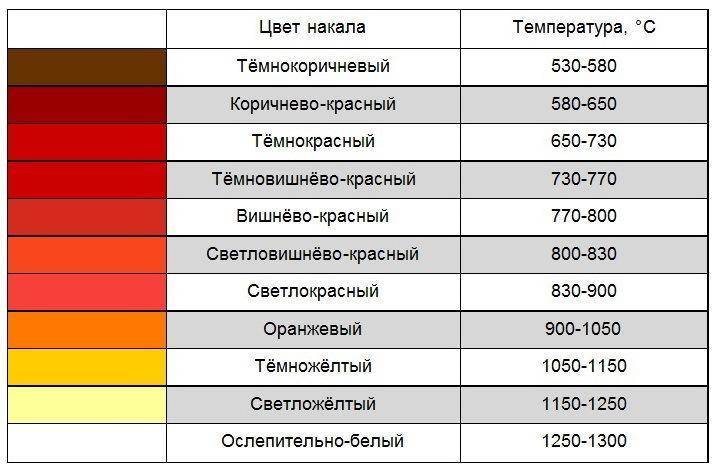
После начала нагревания стальной поверхности появляются побежалости, которые быстро изменяют окрас, начиная от желтого и заканчивая серым. В зависимости от температуры (более 500 градусов) появляются первые тона каления, заметные только при полной темноте.






Если температура превышает 650 градусов, металл раскаляется до темно-красного оттенка. При высокой температуре окрас оксидной пленки может изменяться с вишневого до белого (при 1100–1200 градусах). При дальнейшем нагревании белый будет становиться только ярче, но не изменится. Как говорилось выше, окрас нагрева поверхности металла не является точным индикатором температуры.
Оптические эффекты
Цветовой тон напрямую зависит от толщины оксидной пленки. Когда она увеличивается, гасятся цвета с коротким диапазоном волны. При увеличении градуса нагрева нарастает толщина пленки. Таким образом начинают исчезать определенные оттенки оксидов. Сначала пропадает фиолетовый, затем желтый, после них исчезает зеленый, красный. Это так называемая интерференция света.
Где появляются
Изменение окраски происходит при окислении, которое возникает благодаря разогреванию металла. В процессе нагрева цветовые тона меняются в одной последовательности, но с разными скоростями (в зависимости от увеличения температуры и длительности нагрева).
Благодаря тому, что известна закономерность изменения окраски, в прошлом кузнецы ориентировались на этот факт, чтобы знать, как меняется температура. С развитием технологий появился пирометр.
Цветовые тона для стали
Если смысл описать закономерность изменения окраса побежалостей для углеродистой стали в зависимости от градуса нагрева:
- соломенный — после 220;
- коричневый — до 240–250;
- малиновый — 250–270;
- фиолетово-синий — от 300;
- серый — от 350.
Если используется легированная сталь, изменения окраса необходимо ждать при дальнейшем повышении градуса нагрева. 9-1 Измерение температуры по цветам побежалости и каления — перезагрузка с исправлениями
В природе
Помимо стали, в условиях дикой природы встречаются минералы, на которых образуется тонкий слой оксидной пленки. Цвет побежалостей в этом случае может быть золотистым, красным, синим, зеленоватым.
Красный цвет побежалости у природных минералов может быть вызван большим количеством хромофоров, содержащихся в его составе.
Из-за оттенка оксидной пленки природный окрас минерала не видно. Если стекло или монета долго пролежит под слоем грунта, на их поверхности образуется пленка, которая может изменить цвет поверхности предмета.
Радужные оттенки возникают из-за наличия жировой пленки. Также окрас поверхности стали изменяется из-за высохшей на нем воды с минералами.
Окрас изменяется по определенной закономерности, однако, это не является точным индикатором температуры. Проводя работу по обработке металла, нужно использовать пирометр.
Можно ли повысить твердость металлов и их сплавов?
Технологии придания большей твердости металлам и сплавам совершенствовались в течение долгих веков. Современное оборудование позволяет проводить термическую обработку таким образом, чтобы значительно улучшать свойства изделий даже из недорогих материалов.
Закалка стали и сплавов
Закалка (мартенситное превращение) — основной способ придания большей твердости сталям. В этом процессе изделие нагревают до такой температуры, что железо меняет кристаллическую решетку и может дополнительно насытиться углеродом. После выдержки в течение определенного времени, сталь охлаждают.
Это нужно сделать с большой скоростью, чтобы не допустить образования промежуточных форм железа.В результате быстрого превращения получается перенасыщенный углеродом твердый раствор с искаженной кристаллической структурой. Оба эти фактора отвечают за его высокую твердость (до HRC 65) и хрупкость.
Большинство углеродистых и инструментальных сталей при закаливании нагревают до температуры от 800 до 900С, а вот быстрорежущие стали Р9 и Р18 калятся при 1200-1300С.
Микроструктура быстрорежущей стали Р6М5: а) литое состояние; б) после ковки и отжига; в) после закалки; г) после отпуска. ×500.
Режимы закалки
Нагретое изделие опускают в охлаждающую среду, где оно остается до полного остывания Это самый простой по исполнению метод закалки, но его можно применять только для сталей с небольшим (до 0,8%) содержанием углерода либо для деталей простой формы. Эти ограничения связаны с термическими напряжениями, которые возникают при быстром охлаждении — детали сложной формы могут покоробиться или даже получить трещины.
При таком способе закалки изделие охлаждают до 250-300С в соляном растворе с выдержкой 2-3 минуты для снятия термических напряжений, а затем завершают охлаждение на воздухе. Это позволяет не допускать появления трещин или коробления деталей. Минус этого метода в сравнительно небольшой скорости охлаждения, поэтому его применяют для мелких (до 10 мм в поперечнике) деталей из углеродистых или более крупных — из легированных сталей, для которых скорость закалки не столь критична.
Начинается быстрым охлаждением в воде и завершается медленным — в масле. Обычно такую закалку используют для изделий из инструментальных сталей. Основная сложность заключается в расчете времени охлаждения в первой среде.
Поверхностная закалка (лазерная, токами высокой частоты)
Применяется для деталей, которые должны быть твердыми на поверхности, но иметь при этом вязкую сердцевину, например, зубья шестеренок. При поверхностной закалке внешний слой металла разогревается до закритических значений, а затем охлаждается либо в процессе теплоотвода (при лазерной закалке), либо жидкостью, циркулирующей в специальном контуре индуктора (при закалке током высокой частоты)
Таблица температур закалки и отпуска сталей
| № п/п | Марка стали | Твёрдость (HRCэ) | Температ. закалки, град.С | Температ. отпуска, град.С | Температ. зак. ТВЧ, град.С | Температ. цемент., град.С | Температ. отжига, град.С | Закал. среда | Прим. |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 1 | Сталь 20 | 57…63 | 790…820 | 160…200 | 920…950 | Вода | |||
| 2 | Сталь 35 | 30…34 | 830…840 | 490…510 | Вода | ||||
| 33…35 | 450…500 | ||||||||
| 42…48 | 180…200 | 860…880 | |||||||
| 3 | Сталь 45 | 20…25 | 820…840 | 550…600 | Вода | ||||
| 20…28 | 550…580 | ||||||||
| 24…28 | 500…550 | ||||||||
| 30…34 | 490…520 | ||||||||
| 42…51 | 180…220 | Сеч. до 40 мм | |||||||
| 49…57 | 200…220 | 840…880 |
Применение[править | править код]
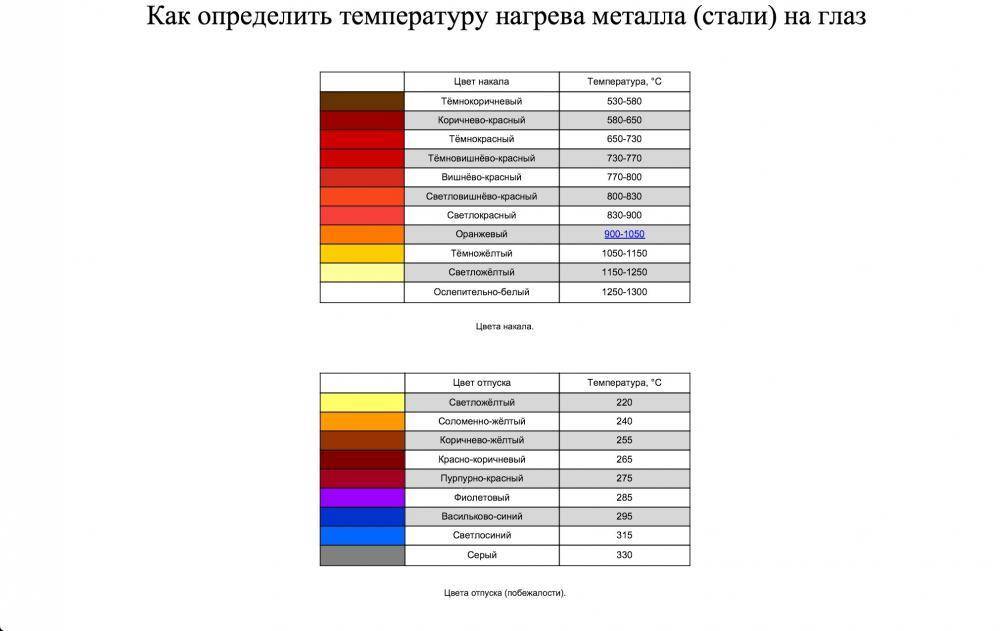
Цвета побежалости возникают чаще всего при окислении, в результате термической обработки металлов. Обычно, при быстром нагреве, они быстро сменяют друг друга, в типичной последовательности: светло-соломенный, золотистый, пурпурный, фиолетовый, синий, и затем, по мере роста толщины плёнки, вновь проявляются, но в несколько приглушённом виде: коричневато-жёлтый, красный…
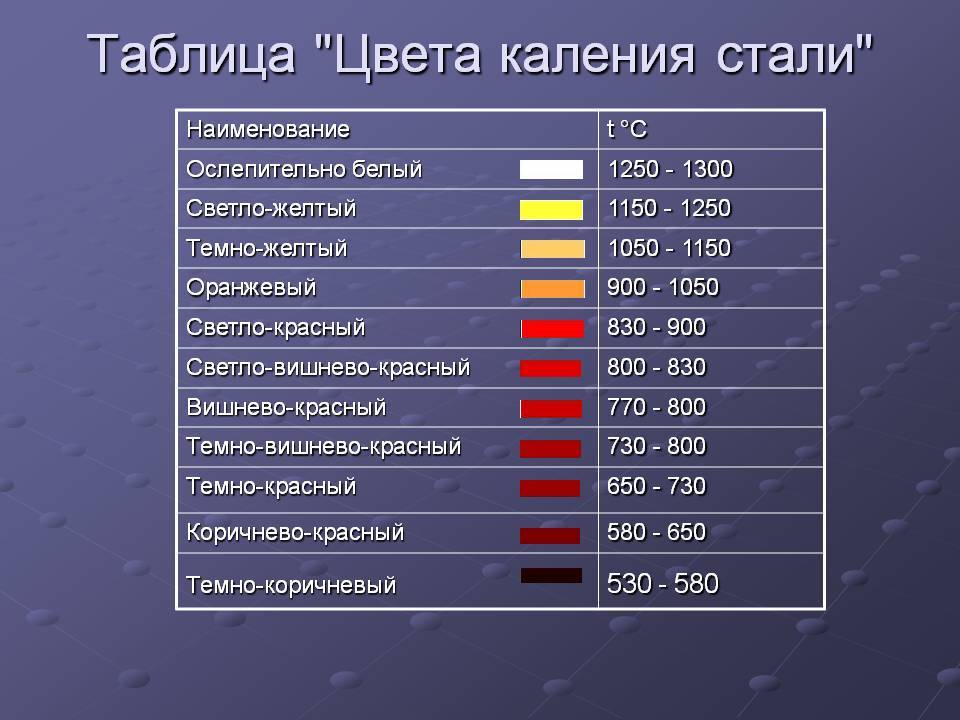
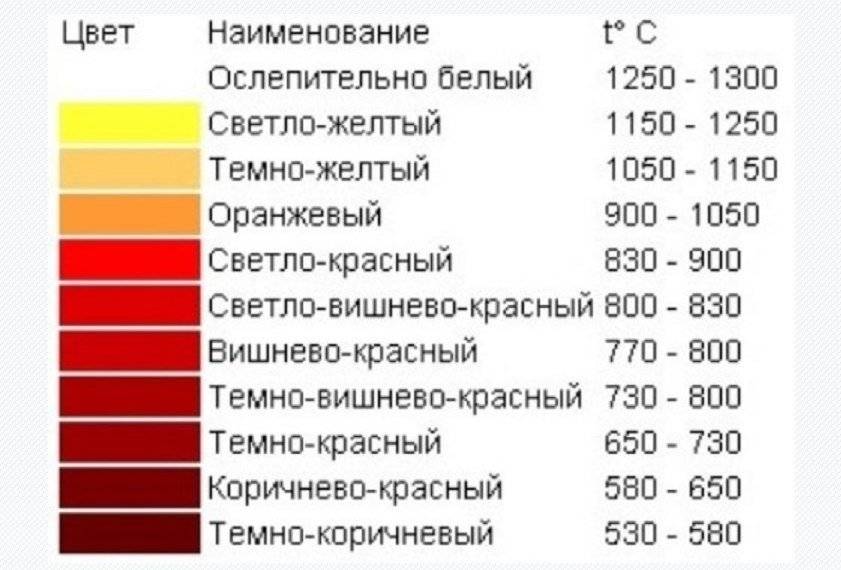
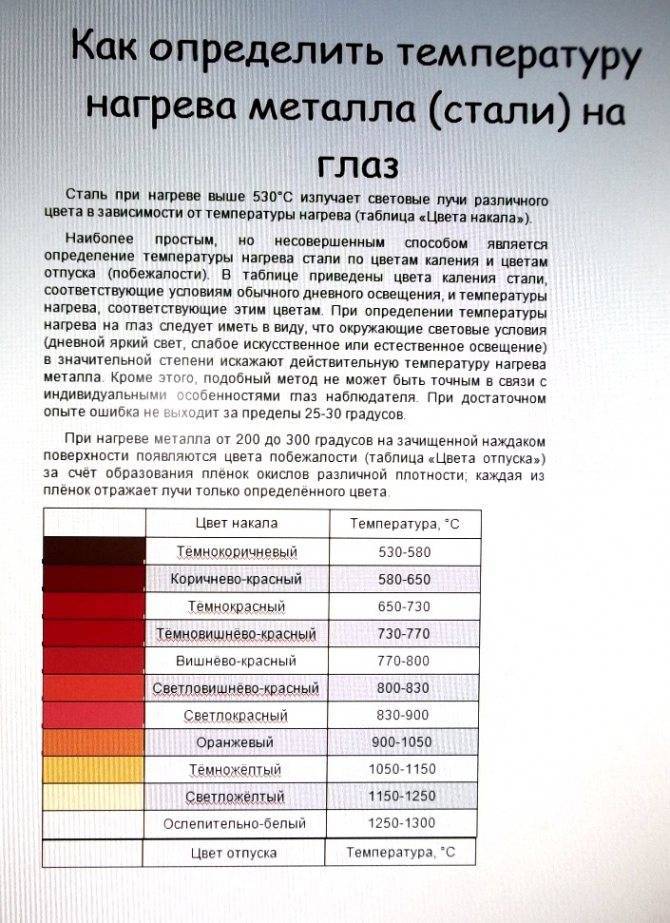
Цвет побежалости, а также цвета каления — свечения металла, нагретого до высоких температур (например для стали от темнокоричневого цвета при 550°С до белого при 1300°С) в прошлом, до появления пирометров, широко использовали в качестве индикатора температуры нагрева железа и стали при термообработке. По цветам побежалости также судили о температуре нагрева стальной стружки, и, следовательно, резца при операциях точения, сверления, резания.







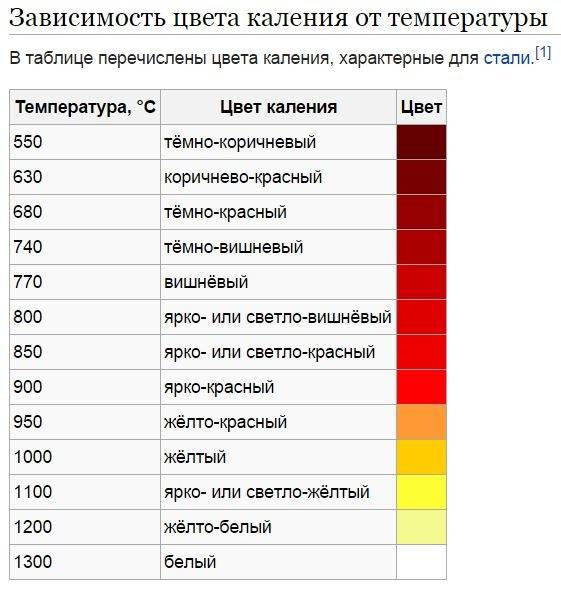
Цвета побежалости — не очень точный индикатор. На них заметно влияет состав сплава, скорость подъёма температуры, состав газовой среды, время выдержки стали при данной температуре, а также характер освещения и др. факторы.
На легированных сталях цвета побежалости обычно появляются при более высоких температурах, так как легирование обычно повышает стойкость стали к окислению на воздухе.
Цвета побежалости применяются при декоративной отделке стальных изделий, а также при их лазерной маркировке.
Примерные цвета побежалости для сталиправить | править код
Для углеродистой стали характерны следующие переходы цвета: соломенный (220 °C), коричневый (240 °C), пурпурный (260 °C), синий (300 °C), светло-серый (330—350 °С).
| Температуpa, °С | Цвета побежалости |
| 200 | Светло-соломенный |
| 220 | Соломенный |
| 225 | Светло-жёлтый |
| 230 | Золотистый |
| 240 | Коричнево-жёлтый |
| 255 | Коричневый |
| 260 | Красно-коричневый |
| 270 | Пурпурно-красный |
| 280-285 | Фиолетовый |
| 295-300 | Ярко-синий (васильковый) |
| 310 | Светло-синий |
| 320-325 | Светло-голубой |
| 330-350 | Светло-серый |
На легированных сталях эти цвета побежалости появляются при более высоких температурах.
Три способа изготовления патины в домашних условиях
Дикая патина на статуе Свободы
Первый способ – аммиачное патинирование. Для этого нужно взять пластиковый контейнер. На дно положить пару бумажных или обычных полотенец. Смочить их аммиаком. Затем посыпать крупной поваренной солью. Положить медный предмет изделие и посыпать его солью. А потом накрыть еще несколькими полотенцами, и полить все аммиаком.
Срок выдерживания изделия в контейнере зависит от желаемого результата. Первые изменения будут заметны спустя две минуты. Но благородный зеленый цвет будет хорошо виден только через 2 дня. После чего следует промыть изделие и высушить его.
Второй способ – запекание. Нужно взять 5 частей уксуса на 1 часть соли и смешать их. От габаритов изделия будет зависеть количество раствора. Нужно чтобы металл полностью был погружен в жидкость. Выдерживать изделие в растворе нужно час. По истечении времени вынуть его и положить на противень, который предварительно нужно застелить фольгой.
И запекать изделие при температуре 200 градусов до зеленоватого цвета. После нужно опять окунуть металл в раствор и выдержать его там час. Повторить запекание. Такую процедуру нужно повторить 3 раза, если нужен глубокий цвет или 2 раза, если нужен легкий налет старины. После вымыть и высушить металл.
Третий способ – патинирование с помощью яйца. Сварить его нужно вкрутую, очистить и разрезать напополам. Положить половинки яйца и изделие, которое нуждается в патинировании, в целлофановый пакет и завязать его. Яйцо выделяет серный газ, который входя в реакцию с медью, дает зеленый налет изделию. Нужно держать яйцо и изделие в пакете до тех пор, пока результат не станет удовлетворительным. Обычно это требует 1–2 дня.
Выбор светового оборудования по значению Тс
Функциональный подход к определению необходимой температуры света отличается от дизайнерских и специальных задач. В первом случае мы учитываем требования технических стандартов и опыт, накопленный в медицине, на производстве, в дизайне, архитектуре. Во втором — опираемся на эстетические предпочтения и логику декоративных решений. В третьем — выполняем проектные требования.
Температура света в функциональном освещении
2 основных вида функционального освещения — общее и местное. В зависимости от назначения помещения/зоны/объекта/ рекомендуется использовать оборудование со значениями Tc в диапазоне 2400… 7000 К.
| Рекомендуемая цветовая температура искусственного освещения, К | ||
| Пространство | Общее осв-ние | Местное осв-ние |
| Гостиные комнаты | 2800… 4200 | 2400… 4200 |
| Спальни | 2400… 3200 | 2400… 3500 |
| Детские | 2800… 3200 | 2800… 3500 |
| Зоны общего пользования | 3200… 5500 | 3500… 5500 |
| Кухни в квартирах | 2800… 3200 | 3500… 5500 |
| Классы учебных заведений | 3200… 4500 | |
| Офисы | 4000… 6500 | 4000… 6500 |
| Зоны отдыха | 2200… 3200 | 2200… 3000 |
| Склады | 3200… 5500 | 3200… 7000 |
| Цеха, мастерские | 4000… 7000 | 4000… 7000 |
| Типографии | 6500 | 6500 |
| Рекламные агентства | 4000… 5500 | 4000… 6500 |
| Автомобильные трассы | 3500… 5000 | |
| Парки, бульвары | 5000… 7000 | 5000… 7000 |
Цветовая температура светодиодных ламп может соответствовать любому, обозначенному в таблице диапазону. Поэтому актуальный выбор между LED и ИС другого типа будет зависеть не от Tc, но от других технических, либо экономических параметров.
 Рис. 7. Лампы Эдисона — одно из немногих направлений, где светодиоды пока проигрывают
Рис. 7. Лампы Эдисона — одно из немногих направлений, где светодиоды пока проигрывают
Температура света и задачи дизайна
С помощью выбора ламп определенной спектральной характеристики дизайнер может:
- подчеркнуть достоинства и смягчить недостатки помещения — например, ядовито зеленые стены станут нежно-салатными, если залить их оранжевым (2200 К) потоком; вульгарный кричащий красный смягчится от подсветки обычным желтым (3200 К); комната прибавит в габаритах, если подчеркнуть вертикали и горизонтали голубыми (7000 К) софитами;
- сформировать особую эмоциональную атмосферу — лампы Эдисона (2000 К) помогут подчеркнуть интимность, уют бара, кафе, лаунж-зоны; холодная голубоватая подсветка добавит романтизма и пафоса залу античной скульптуры в музее; UV светильники (7000… 9000 К) в ночном клубе подчеркнут графичность поз танцующих, придадут фигурам инопланетной загадочности;
- эффектно передать цветовые особенности товара на витрине магазина, поместив — мясо — под ИС 2800… 3500 К; рыбу — под металогалогенные или светодиодные лампы с цветовой температурой 4000… 6500 К; ювелирные украшения — под освещение 5500… 6500 К; мебель — под теплые светильники, а шторы и текстиль — под холодные белые.
Tc специальных ИС
Для выполнения отдельных технологических задач предусмотрено использование ИС с узким диапазоном световых волн. В установках обеззараживания воды и светильниках для дезинфекции воздуха стоят бактерицидные лампы с температурой света 12000 К и более. Источники 10000… 15000 К используют также для отверждения композитных клеев и конструкционных композитов в инжиниринге, стоматологии.
 Рис. 8. Дезинфекция вагонов метро бактерицидными UV лампами
Рис. 8. Дезинфекция вагонов метро бактерицидными UV лампами
В растениеводстве применяют натриевые, металогалогенные и светодиодные источники узкого спектра. Необходимые значения их световой температуры зависят от стадии вегетации растений.
Закалка стальных деталей
Закалка придаёт стальной детали большую твердость и износоустойчивость.
Для этого деталь нагревают до определенной температуры, выдерживают некоторое время, чтобы весь объём материала прогрелся, а затем быстро охлаждают в масле (конструкционные и инструментальные стали) или в воде (углеродистые стали).
Обычно детали из конструкционных сталей нагревают до 880–900°C (цвет каления светло-красный), из инструментальных – до 750–760°С (цвет темно-вишнево-красный), а из нержавеющей стали – до 1050–1100°С (цвет темно-желтый).
Нагревают детали вначале медленно (примерно до 500°С), а затем быстро. Это необходимо для того, чтобы в детали не возникли внутренние напряжения, что может привести к появлению трещин и деформации материала.





В ремонтной практике применяют в основном охлаждение в одной среде (масле или воде), оставляя в ней деталь до полного остывания. Однако этот способ охлаждения непригоден для деталей сложной формы, в которых при таком охлаждении возникают большие внутренние напряжения.
Детали сложной формы сначала охлаждают в воде до 300–400°С, а затем быстро переносят в масло, где и оставляют до полного охлаждения. Время пребывания детали в воде определяют из расчета: 1с на каждые 5–6 мм сечения детали. В каждом отдельном случае это время подбирают опытным путём в зависимости от формы и массы детали.
Качество закалки в значительной степени зависит от количества охлаждающей жидкости
Важно, чтобы в процессе охлаждения детали температура охлаждающей жидкости оставалась почти неизменной, а для этого масса ее должна быть в 30–50 раз больше массы закаливаемой детали. Кроме того, перед погружением раскаленной детали жидкость необходимо тщательно перемешать, чтобы выровнять ее температуру по всему объему. В процессе охлаждения вокруг детали образуется слой газов, который затрудняет теплообмен между деталью и охлаждающей жидкостью
Для более интенсивного охлаждения деталь необходимо постоянно перемещать в жидкости во всех направления
В процессе охлаждения вокруг детали образуется слой газов, который затрудняет теплообмен между деталью и охлаждающей жидкостью. Для более интенсивного охлаждения деталь необходимо постоянно перемещать в жидкости во всех направления.
Общие условия использования
Характеристики марок холодной сварки, приведенные в их документации, будут выполняться только в том случае, когда соблюдается технология нанесения холодной сварки и основные условия ее применения, которые обычно приведены в инструкции по использованию.
В частности, для соединения двух деталей необходимо:
- зачистить поверхности соединяемых деталей;
- обезжирить поверхности с помощью ацетона или другого растворителя;
- отрезать от двухкомпонентного бруска необходимый для использования кусок;
- размять сварку до получения пластичной массы;
- нанести состав на поверхности и соединить их;
- оставить соединение неподвижным до полного затвердения;
- после полного отвердевания обработать шов наждачной бумагой и окрасить.
Для улучшения свойств холодной сварки в ее состав вводят наполнитель. Тип такого наполнителя зависит от того материала, на сварку которого рассчитана данная марка. Например, для сварки стали в качестве наполнителя используется железный порошок, а для сварки алюминия – пудра из алюминия. Поэтому для качественного соединения деталей необходимо подбирать соответствующую марку.
Недостатки
К недостаткам холодной сварки необходимо отнести:
- малая прочность на разрыв, что не позволяет использовать эту сварку в ответственных соединениях;
- неэстетичный вид шва, что требует его последующей обработки;
- невозможность применения в капитальных работах.
Типы холодной сварки по температуре применения
По температуре применения марки холодной сварки можно разделить на два типа – общего назначения и термостойкие.
При ремонте автомобиля часто требуется восстановить структуру металла. Это могут быть трещины, скол, износ из-за трения, раковины. Если восстанавливать металл с помощью обычной сварки, то это потребует демонтажа деталей, наличия сварочного аппарата, соответствующих условий, опыта сварщика. Во многих случаях задачи ремонта решаются с помощью холодной сварки.
В автомобиле существует большое количество систем, работающих при повышенных температурах. Такие температуры присутствуют не только в глушителях и выхлопных коллекторах, но в двигателе, в масляной и охлаждающей системах, системе торможения, а также в некоторых электрических частях автомобиля.
Примерная стоимость холодной термостойкой сварки на Яндекс.маркет
Для рабочих температур свыше + 200 °С в автомобилях рекомендуется применять составы высокотемпературной холодной сварки.
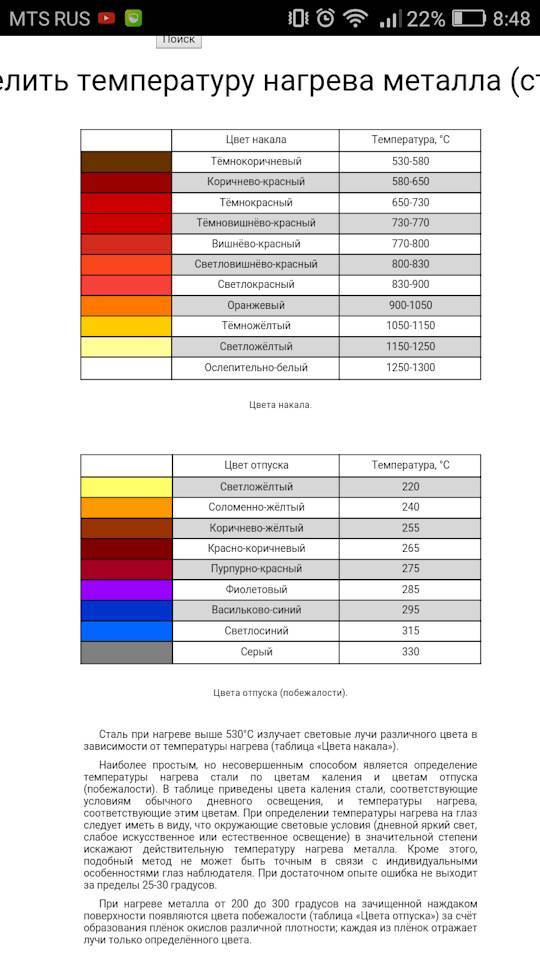
Метод измерения температур по цветам побежалости и каления
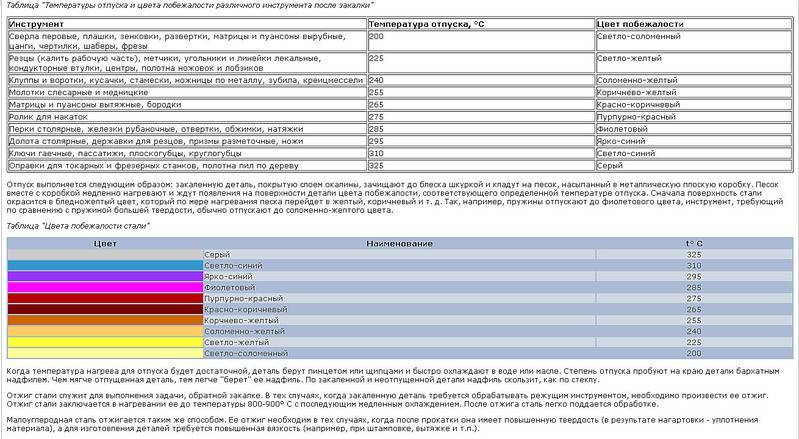
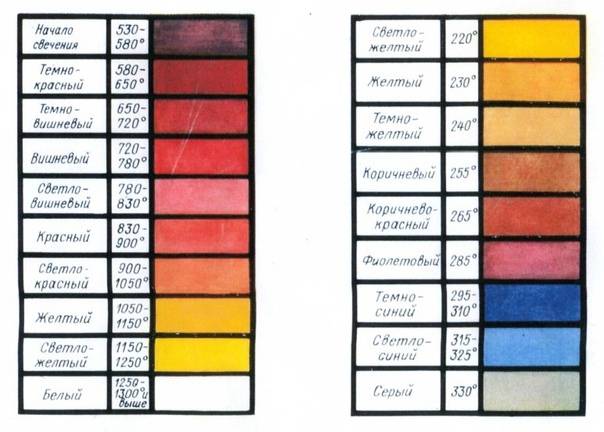
Методом измерения температур по цветам побежалости и каления с давних времен успешно пользовались металлурги, кузнецы, термисты, а так же представители других профессий, включая станочников. Для измерения температуры этим методом, используются таблицы, в которых собраны шаблоны цветов побежалости и каления с описанием их оттенков и указанием значения температур, приводящих к появлению каждого из них.

Имеющие постоянную практику мастеровые и специалисты, таблицами, обычно не пользуются. Поскольку все цветовые оттенки и значения температур, связанные с их проявлениями, они знают на память. Когда же постоянной практики в этой области нет, полагаться на память, особенно на цветовую, пожалуй, не стоит. Путем визуального сравнения из той или иной таблицы, выбирается шаблон, цвет которого более похож на цвет контролируемой области объекта








Акцентирую ваше внимание на том, что при сравнении цветов шаблона и объекта, ожидать их полного, до идентичности совпадения, не следует
Достаточно именно похожести их цветовых оттенков. И тогда можно считать, что температура равномерно прогретого объекта, находится в диапазоне значений, указанных на цветовом шаблоне.
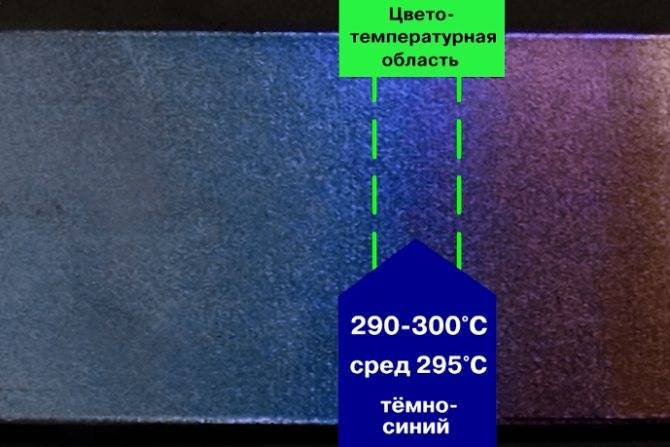
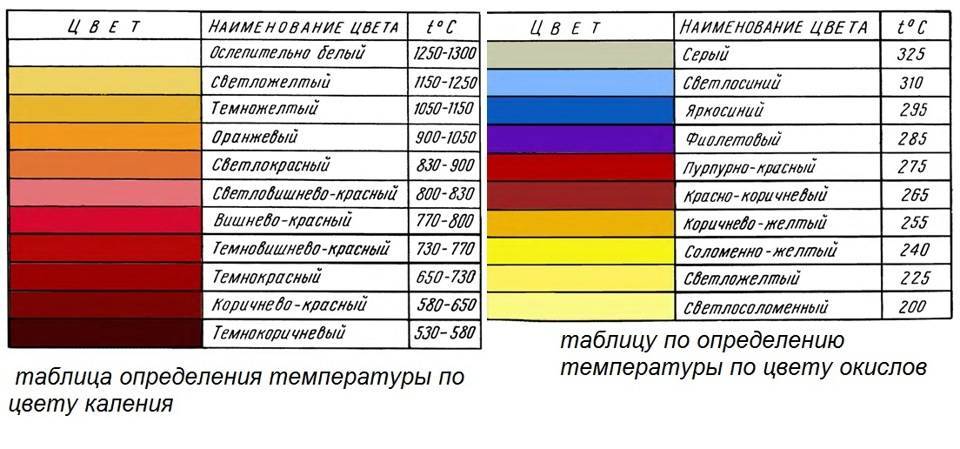
Часто на поверхности объекта проявляются сразу два смежных цвета. Не сложно догадаться, что температура этого объекта находится между средними значениями температур, указанными на обоих шаблонах. В сравнении с приборными измерениями, точность этого метода, конечно, меньшая. И все же, во многих случаях применения, например, при выполнении не особо ответственной закалки или отпуска, точности цветового метода вполне хватает. Что же касается обработки резанием, когда по цветам побежалости на движущейся стружке контролируется расстояние режущей кромки, причем, в разных ее точках, замены этому старому методу, пожалуй, не найти. Таблиц с цветами побежалости и каления в литературе и интернете опубликовано достаточно. Их интерпретации отличаются по форме и по содержанию, к сожалению, тоже. В отличие от большинства из них цвета, используемые в этом видео уроке шаблонов, выверены с помощью компьютера по реальным цветам каления и по цветам побежалости углеродистых сталей. Указанные на шаблонах названия цветовых оттенков условные. А их точная идентификация осуществима по указанному ниже так называемому цветовому коду html.
По этому коду, введенному в поиск, цвет любого их шаблонов легко найти в интернете. Готовые таблицы с цветовыми шаблонами для загрузки в мобильное устройство или для печати, можно скачать с сайта проекта. Возможные причины погрешностей при измерении температур Надо учитывать, что на цветовосприятие влияет общая освещенность помещения, а так же ее цвет, который может быть естественным, белым или желтоватым, исходящим от ламп накаливания. Это касается тех случаев, когда пытаются оценить цвета, полагаясь на память. При измерении температур по цветам побежалости, надо понимать, что ими отражается температура именно на контролируемой поверхности. А это не всегда соответствует температуре всей массы нагретого предмета. Если стоит задача нагреть предмет до определенной температуры, с контролем по цвету побежалости, его надо прогревать не через одну какую-то точку или поверхность, а равномерно, со всех сторон. Равномерность прогрева контролируется так же и по цветам каления. Одинаковый цвет накала в разных точках какой-либо области объекта свидетельствует о ее равномерном прогреве. И наоборот. Отслаивающаяся от раскаленной основы окалина охлаждается и нагревается быстрее, чем массив основы, что вносит искажение в реальный цвет поверхности. Это надо учитывать.
Источник





