

Можно ли сделать своими руками?
Стоимость рассматриваемого устройства промышленного образца достаточно велика, что связано с использованием дорогих материалов и современного оборудования при производстве. Сделать делительную головку можно и своими руками, для чего следует учесть несколько моментов. Для выполнения несложной работы многие решают сделать поворотный механизм своими руками.
Для создания рассматриваемого элемента нужны следующие компоненты:
для начала требуется червячный редуктор. Зачастую его забирают со старого технического оборудования, а также выточить самостоятельно. Червячный редуктор является важным элементом конструкции
Поэтому нужно обратить внимание на качество конструкции. Наличие даже малейших дефектов недопустимо;
также понадобится токарный патрон и лимб
Оптимальный диаметр токарного патрона составляет 65 миллиметров. Их можно взять из чертежного кульмана;
для того чтобы ограничить ход обработки устанавливается стопорящий винт.
Сама конструкция имеет достаточно много особенностей, которые следует учесть при изготовлении своими руками.
Делительные головки: виды, назначение, характеристики, расчетная таблица
Увеличение функциональных возможностей производственного оборудования возможно после установки делительной головки. Она необходима для производства сложных деталей и заготовок. Зачастую этот компонент входит в комплектацию по умолчанию. Если же он отсутствует – необходимо правильно подобрать оптимальную модель.
Назначение делительной головки
Для формирования детали нужной формы может потребоваться ее смещение относительно оси станка. Сделать это можно с помощью делительной головки. Она может быть как отдельной частью конструкции, так и ее составляющей.
Компонент крепится на станине оборудования. У него предусмотрены различные варианты фиксации изделия, которые зависят от типа насадки. Регулировка положения происходит с помощью нескольких рукоятей и диска. На последнем расположены отверстия, которые фиксируют положение делительного компонента.
Подобный инструмент может понадобиться для выполнения следующих процессов:
фрезерование канавок на поверхности. Для этого не понадобится большая точность
Важно контролировать глубину и ширину заготовки;
формирование граней на деталях. Это актуально для нестандартных гаек, инструментов, хвостовиков
Операция требует высокой точности;
фрезерование шлицев и пазов. Нередко для этого необходимы существенные смещения заготовки. Поэтому следует выбирать модели делительного диска с минимальным показателем погрешности.
Для увеличения скорости выполнения работы деталь не должна постоянно демонтироваться. Изменение ее положения относительно фрезы станка происходит с помощью вышеописанного инструмента. Особую сложность представляет собой формирование винтовых канавок. Эту операцию можно выполнить только с помощью точной модели.
Перед приобретением делительной головки для конкретного типа оборудования необходимо проверить ее совместимость со станком. Любая самостоятельная переделка монтажной части может отразиться на качестве продукции.
Виды делительной головки
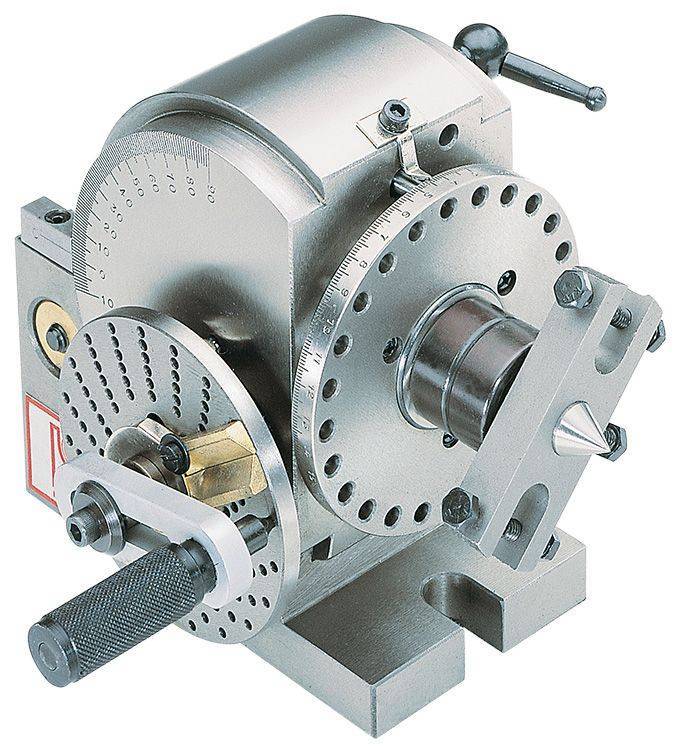
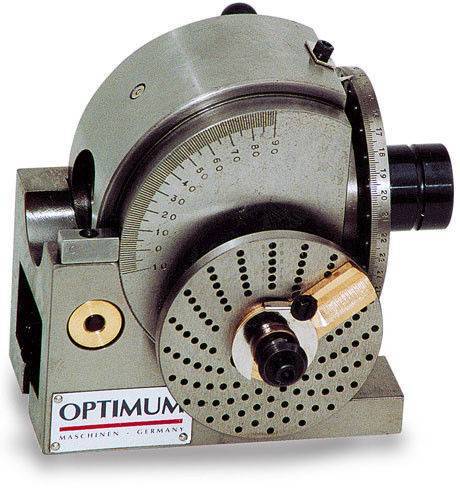
Многофункциональная делительная головка
Учитывая специфику применения, следует детально ознакомиться с типами и общей классификацией делительных головок. Они являются обязательными для универсальных фрезерных станков. Комплектация горизонтально-фрезерных выполняется только при надобности выполнения сложных работ.
Прежде всего необходимо определиться с типов проводимых работ на станке
Особое внимание уделяется точности их реализации. Следующим параметром является сложность и точность настройки оборудования для эксплуатации
В зависимости от этих факторов можно выбрать модели с высокой точностью, и допустимыми показателями погрешности. В некоторых случаях подобное устройство делают самостоятельно.




Существует следующая классификация фрезерных делительных головок:
- простые. Особенностью является несложная настойка и легкость управления. Основным компонентом является шпиндель, на который с одной стороны крепится заготовка, а вторая соединена со специальным диском (лимбом). На поверхности последнего нанесены отверстия (от 2-х до 24-х). С их помощью происходите смещение детали относительно оси фрезерования;
- комбинированные. Управление происходит с помощью рукоятки. Чем больше число нажатий – тем значительнее удаление центральной оси заготовки от режущего инструмента. Применяется для изготовления сложных деталей;
- универсальные. Представляют собой сложный технологический комплекс, настройка которого выполняется как с помощью числа переключения рукояти, так и при движении самого диска. Это осуществляется системой зубчатых колес. Этот тип ДГ называют дифференциальными.
Также рекомендуется ознакомиться с принятой маркировкой. Она поможет определить оптимальную модель, узнать ее параметры. В качестве примера можно рассмотреть расшифровку наименования УДГ-40-Д250:
- УДГ. Это обозначение устройства – Универсальная Делительная Головка;
- 40 – значение передаточного числа. Оно показывает, за какое количество оборотов ручки шпиндель развернется на 360°;
- Д250 – максимально допустимый размер обрабатываемой заготовки.
Модели класса УДГ чаще всего применяются для формирования сложных кромок и поверхностей. Они изготавливаются по индивидуальному заказу или являются компонентами универсальных фрезерных станков.
Редко встречающиеся оптические виды имеют маркировку ОДГ-5, где 5 – цена одного деления в секундах.
Технические характеристики головки УДГ-250
| Наименование параметра | УДГ-160 | УДГ-200 | УДГ-250 | УДГ-320 |
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | П | П | П | П |
| Высота центров, мм | 85 | 105 | 130 | 165 |
| Наибольший диаметр обрабатываемой детали, мм | 160 | 200 | 250 | 320 |
| Расстояние от основания делительной головки до торца шпинделя в его вертикальном положении: не более, мм | 180 | 235 | 280 | 350 |
| Угол поворота шпинделя в вертикальной плоскости вниз от линии центров: не менее, град | 5 | 5 | 5 | 5 |
| Угол поворота шпинделя в вертикальной плоскости вверх от линии центров: не менее, град | 95 | 95 | 95 | 95 |
| Диаметр такарного патрона, мм | 100 | 125 | 160 | 160 |
| Конус шпинделя | Морзе №2 | Морзе №3 | Морзе №4 | Морзе №5 |
| Резьба рабочего конца шпинделя | М33 | М39 | М52 | М60 |
| Диаметр отверстия шпинделя, мм | 14,9 | 20,2 | 26,5 | 38,2 |
| Передаточное отношение червячной пары | 1 : 40 | 1 : 40 | 1 : 40 | 1 : 40 |
| Диапазон деления, включая простые числа | 2..400 | 2..400 | 2..400 | 2..400 |
| Диаметр отверстий сменных колес, мм | 20х19 | 20х19 | 20х19 | 32х19 |
| Число отверстий делительного диска | 16,19,23 30,33,39 49 | 16,17,19 21,23,29 30,31 | 16,17,19 21,23,29 30,31 | 16,17,19 21,23,29 30,31 |
| Число отверстий делительного диска на другой стороне | 17,21,29 31,37,41 54 | 33,37,39 41,43,47 49,54 | 33,37,39 41,43,47 49,54 | 33,37,39 41,43,47 49,54 |
| Цена деления лимба непосредственного деления, град | 15 | 15 | 15 | 15 |
| Модуль сменных шестерен | 1,5 | 1,5 | 1,5 | 2,5 |
| Ширина направляющих шпонок, мм | 12 | 14 | 18 | 18 |
| Габариты и масса делительной головки | ||||
| Габаритные размеры основания головки, мм | 212 х 156 | 260 х 180 | 260 х 180 | 290 х 234 |
| Масса делительной головки, кг | 35,5 | 50 | 53,5 | 101 |
Делительные головки: виды, назначение, характеристики, расчетная таблица
Увеличение функциональных возможностей производственного оборудования возможно после установки делительной головки. Она необходима для производства сложных деталей и заготовок. Зачастую этот компонент входит в комплектацию по умолчанию. Если же он отсутствует – необходимо правильно подобрать оптимальную модель.
Назначение делительной головки
Для формирования детали нужной формы может потребоваться ее смещение относительно оси станка. Сделать это можно с помощью делительной головки. Она может быть как отдельной частью конструкции, так и ее составляющей.
Компонент крепится на станине оборудования. У него предусмотрены различные варианты фиксации изделия, которые зависят от типа насадки. Регулировка положения происходит с помощью нескольких рукоятей и диска. На последнем расположены отверстия, которые фиксируют положение делительного компонента.
Подобный инструмент может понадобиться для выполнения следующих процессов:
фрезерование канавок на поверхности. Для этого не понадобится большая точность
Важно контролировать глубину и ширину заготовки; формирование граней на деталях. Это актуально для нестандартных гаек, инструментов, хвостовиков. Операция требует высокой точности; фрезерование шлицев и пазов
Нередко для этого необходимы существенные смещения заготовки. Поэтому следует выбирать модели делительного диска с минимальным показателем погрешности
Операция требует высокой точности; фрезерование шлицев и пазов. Нередко для этого необходимы существенные смещения заготовки. Поэтому следует выбирать модели делительного диска с минимальным показателем погрешности.
Для увеличения скорости выполнения работы деталь не должна постоянно демонтироваться. Изменение ее положения относительно фрезы станка происходит с помощью вышеописанного инструмента. Особую сложность представляет собой формирование винтовых канавок. Эту операцию можно выполнить только с помощью точной модели.
Перед приобретением делительной головки для конкретного типа оборудования необходимо проверить ее совместимость со станком. Любая самостоятельная переделка монтажной части может отразиться на качестве продукции.









Виды делительной головки
Учитывая специфику применения, следует детально ознакомиться с типами и общей классификацией делительных головок. Они являются обязательными для универсальных фрезерных станков. Комплектация горизонтально-фрезерных выполняется только при надобности выполнения сложных работ.
Прежде всего необходимо определиться с типов проводимых работ на станке
Особое внимание уделяется точности их реализации
Достоинства
С помощью делительной головки, при работах по металлу на фрезерном станке, можно выделить следующие дополнительные функциональные возможности:
- значительно расширить спектр рабочих операций;
- обрабатывать заготовку, которая расположена в удобном или нужном положении относительно плоскости стола, как по вертикали, так и по горизонтали;
- упростить работы по металлу с заготовками различных размеров.
к меню
Классификация
Универсальные делительные головки имеют свое обозначение, по которому можно определить их основные рабочие параметры:
- УДГ 100 — обрабатываются заготовки диаметром 100 мм, размеры по основанию — 260×180 мм, вес — 25 кг;
- УДГ 125 — с ее помощью можно обрабатывать заготовки, максимальный диаметр которых не превышает 125 мм. Размеры основания — 260×180 мм. Вес — 28 кг;
- УДГ 250 — максимально допустимый диаметр обрабатываемой заготовки — 250 мм, габариты — 260×180 мм, вес — 53,6 кг;
- УДГ 320 — заготовка не должна превышать по диаметру 320 мм, размеры по основанию — 290×234 мм, вес — 101 кг;
- УДГ 400 — самая большая делительная головка, которая позволяет работать с заготовками сечением до 400 мм. Габаритные размеры основания — 290×234 мм, вес — 106 кг.
Все вышеперечисленные приспособления имеют цену деления на лимбе 15º.
Универсальная делительная головка УДГ-250
Многие параметры являются одинаковыми, так как использование данных устройств рассчитано на стандартное оборудование. Различие в основном — по диаметрам обрабатываемых деталей — чем он больше, тем крупнее и тяжелее устройство.
Используется еще один тип обозначений. К примеру — УДГ 40 Д250. Это означает, что делительная головка является универсальной, для полного оборота шпинделя требуется повернуть рукоятку 40 раз, максимальный диаметр обрабатываемой детали не должен превышать 250 мм. к меню
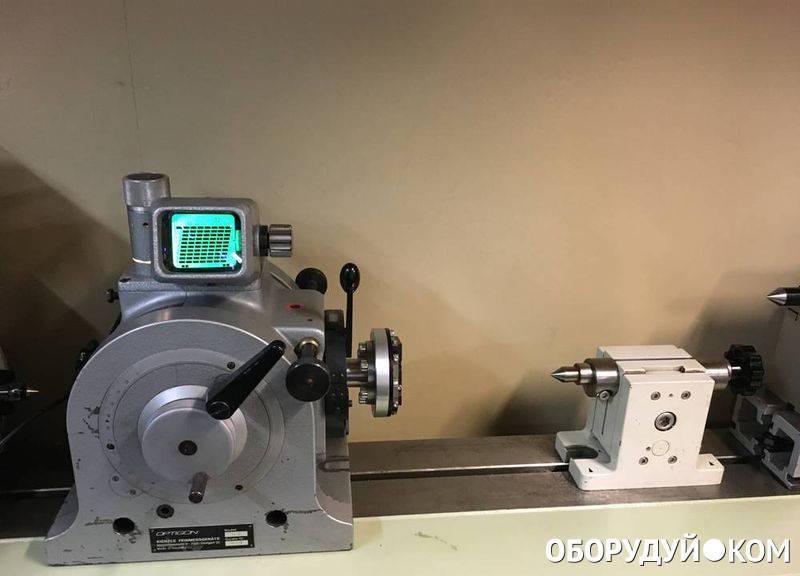
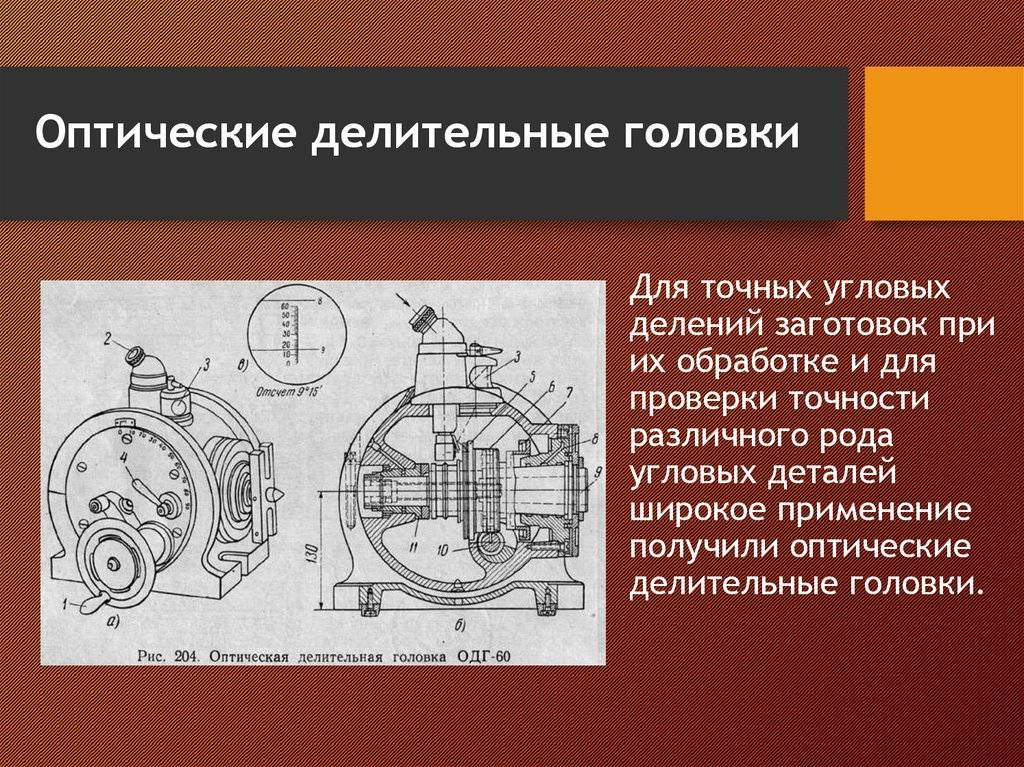
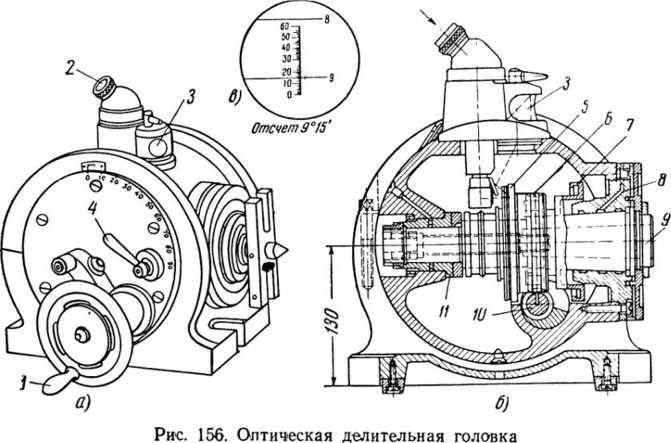
Оптическая делительная головка
Такое устройство используются для выполнения особо точных делений, и в некоторых случаях, для проверки правильности выполненного деления на другом устройстве.
Наверху головки имеется окуляр микроскопа, в оптическую систему которого помещена неподвижная шкала. Цена деления в ней равна 1′, а общее количество частей 60-ти. Деления просматриваются настолько четко, что отсчитать долю в ¼ минуты не представляет никакой сложности.
Рассчитывается угол поворота шпинделя также как и для механической головки. Но следует учесть, что необходимо составлять таблицу всех последовательных углов, так как они суммируются. к меню
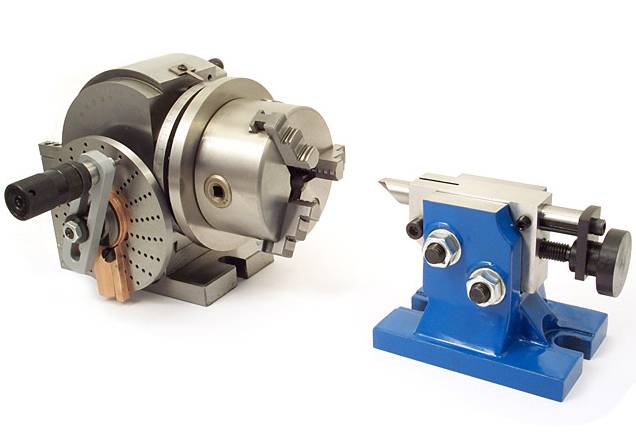
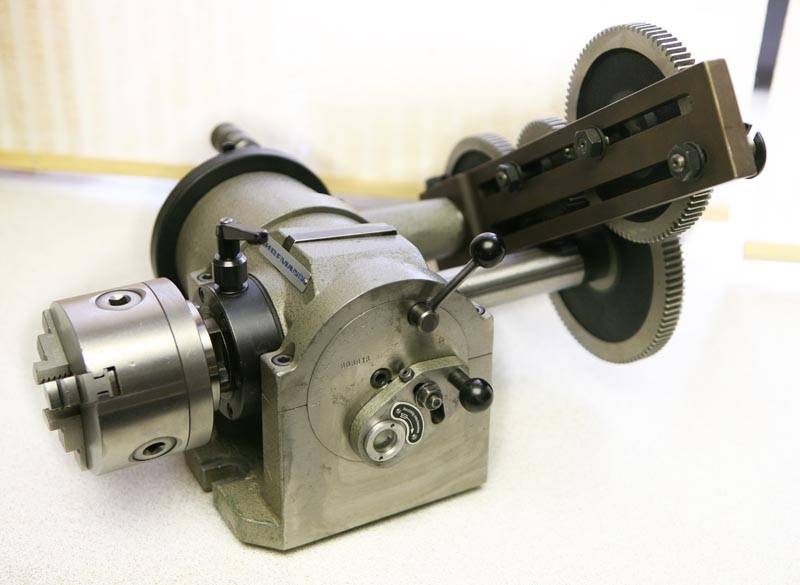
Самодельная делительная головка
При небольших объемах работ по металлу проводимых своими руками, покупать дорогостоящее дополнительное оборудование не имеет смысла, так как затраченные вложения никогда не окупятся.
Самодельная делительная головка
Но домашним мастерам, имеющим в своем распоряжении фрезерный станок, такое приспособление, как делительная головка, все же необходимо. Для ее создания понадобится червячный редуктор, токарный патрон, диаметром в пределах 65 мм, и диск (лимб).








Компоновка этих элементов является стандартной, ничего нового придумывать не нужно. Деления (отверстия) на диске делаются под свои индивидуальные потребности. Все остальное аналогично промышленным вариантам.
После сборки самодельной конструкции необходимо провести ее юстировку. Это делается после того, как деталь сделанная на фрезерном станке при использовании самодельной делительной головки, сравнивается по параметрам с заводским образцом. к меню
Дополнительная информация
Использование различного вида фрезерных головок позволяет выполнять обработку деталей на одном станке, в то время как без их применения, необходимо задействовать несколько. Существует дополнительное оборудование для фрезерных станков в виде таких типов головок:
- угловая;
- расточная;
- долбежная.
В свою очередь они могут быть изготовлены в нескольких вариантах, например — со сменными ножами или пластинами.
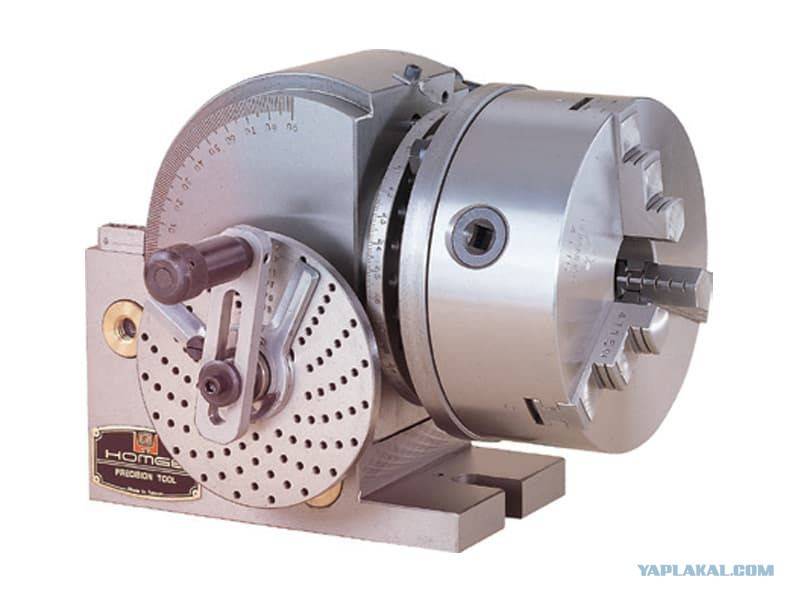
Головка делительная полууниверсальная HOMGE BS-0
Угловая головка также имеет несколько вариантов исполнения:
- головка 90º:
- модульного типа;
- универсальная.
Все эти дополнительные приспособления (угловая, расточная, долбежная головки) значительно повышают точность и увеличивают производительность фрезерного оборудования, так как позволяют осуществлять вертикальную и горизонтальную обработку, а также проведение работ под углом, без переустановки заготовки.
data-full-width-responsive=»true» data-ad-client=»ca-pub-8514915293567855″data-ad-slot=»8040443333″>
Это интересно: Делительные головки для фрезерных станков — виды, инструкции
Почему делают своими руками?
При рассмотрении самодельного варианта исполнения следует учесть нижеприведенные моменты:
- Устройство имеет малую стоимость благодаря использованию элементов б/у.
- Все работы можно выполнить самостоятельно без использования услуг квалифицированного специалиста.
- Надежность устройства может зависеть от многого. При выполнении работы следует контролировать качество сборки на каждом этапе
- Использовать самодельный вариант исполнения можно только при производстве малого количества деталей, точность которых меньше.
- Ремонтопригодность можно назвать достоинством устройства.
Особенности конструкции
Созданный для фрезерного станка, механизм может применяться и на других видах оборудования. Устройство осуществляет поворот и фиксацию заготовки без её изъятия из зажимного устройства до полного окончания обработки.
Разделить окружность детали с обеспечением точности непосредственно в рабочей зоне станка без применения делительного механизма, технически не представляется возможным. (Конкурентными являются только зажимные системы обрабатывающих центров с ЧПУ).
Особенностями устройства также являются:
- Поворот заготовки выполняется на любую величину угла с минимально допустимой погрешностью.
- На порядок повышаются возможности металлообработки.
- Длинномерные заготовки крепятся с применением задней бабки.
- Режущий инструмент постоянно настроен на размер.
- Заготовка крепится с наименьшей погрешностью отклонения от параметра базы.

https://youtube.com/watch?v=k2Q1tWncKhg
Универсальные делительные головки: применение, таблицы и принцип работы
Универсальные делительные головки (УДГ) представляют собой вид приспособлений, применяемых преимущественно в мелкосерийном, единичном производствах. За счёт использования таких станочных универсальных приспособлений удаётся существенно повысить производительность и облегчить условия труда. Кроме того, их применение повышает безопасность работы, расширяет технологические возможности производственного оборудования.
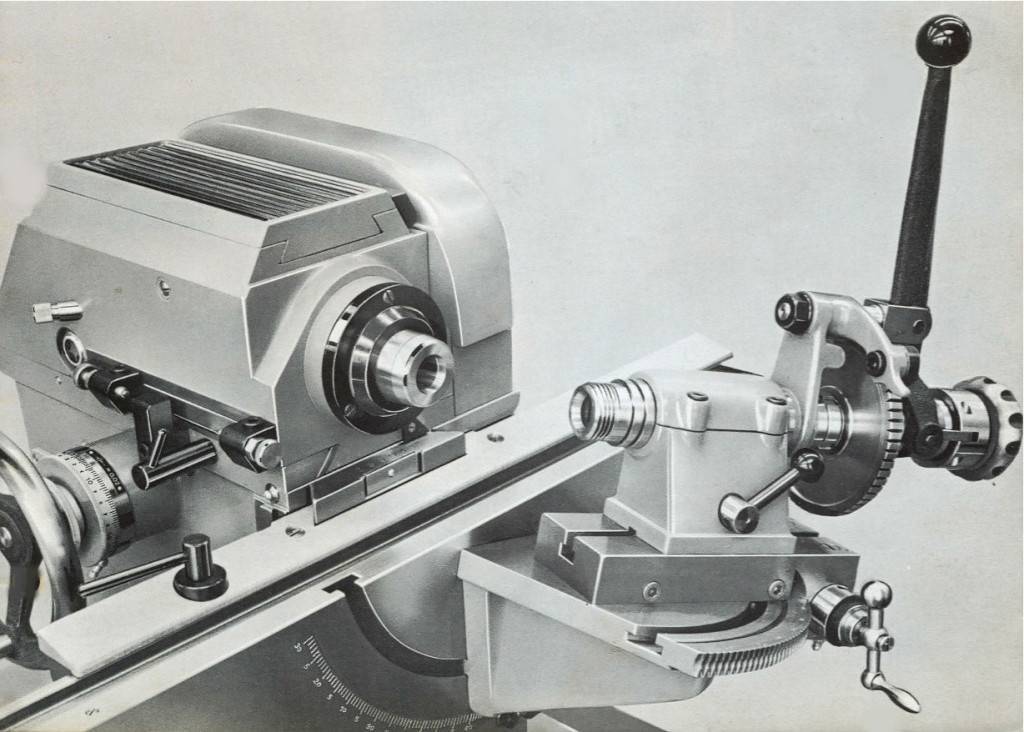
В конструктивном исполнении делительные головки – это горизонтальные станочные приспособления. Ими оснащают фрезерные, координатно-расточные станки (полуавтоматы). С их помощью осуществляют периодические повороты обрабатываемых заготовок на заданные углы (деления). Сама обрабатываемая заготовка устанавливается в патрон. Использование УДГ гарантирует получение заданных геометрических форм, точных размеров обрабатываемых деталей.








Особенно эффективно применение таких приспособлений в технологиях нарезания зубьев шестерёнчатых колёс, фрезерования впадин между зубьями, в обработке многогранников, в производстве многих видов инструментов (свёрла, зенкеры, специальные инструменты). При нарезании спиралевидных канавок с помощью таких делительных головок осуществляется непрерывное вращение и одновременная осевая подача заготовок.
В машиностроении (металлообработке) применяются различные типы головок делительных универсальных (УДГ). Наиболее распространены лимбовые делительные головки. Этот тип оснастки может настраиваться на дифференциальное, простое деление, на фрезерование спиралевидных деталей. Этих технологических возможностей в большинстве случаев достаточно для высокоточной обработки сложных поверхностей.
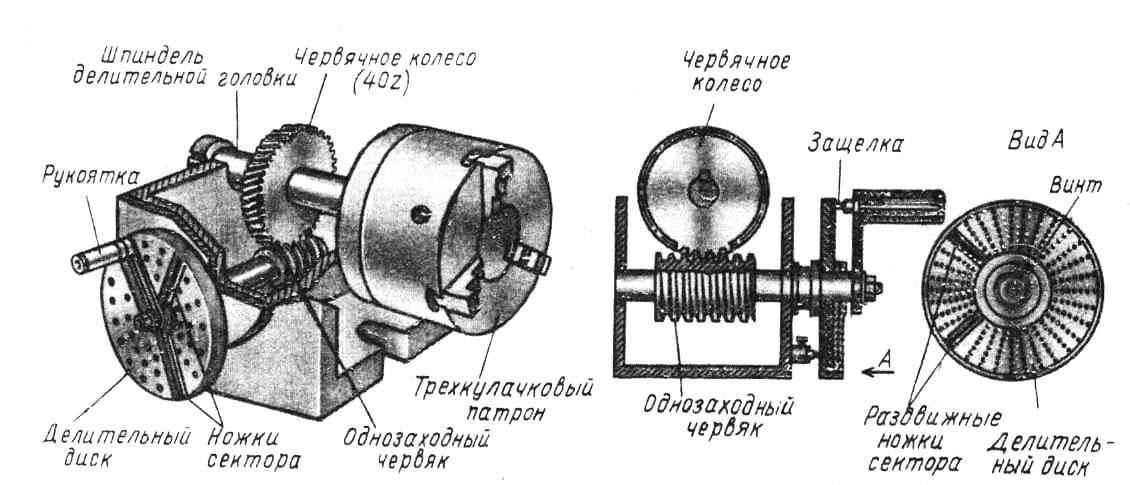
Методы деления
Чаще всего посредством универсальных делительных головок реализуются два способа деления: простое и дифференциальное. При простом делении производят отсчёт по неподвижному делительному диску. Управление поворотом детали осуществляется рукояткой, связанной через червячную передачу со шпинделем головки.
При дифференциальном делении поворот шпинделя осуществляется как рукояткой (аналогично простому), так и за счёт принудительного поворота самого делительного диска от шпинделя (через систему шестерёнок).
Таблица 1. Настройка делительных головок по методу простого деления
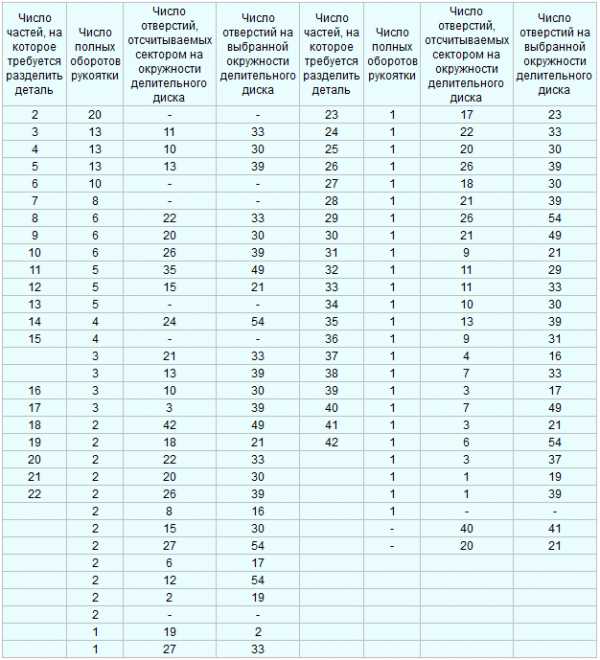
Таблица 2. Настройка делительных головок при дифференциальном делении

Преимущества использования УДГ
Применение головок делительных универсальных позволяет получить ряд существенных преимуществ. Основные из них следующие:
значительно расширяется спектр технологических операций фрезерного станка; возможность работы с заготовками разных размеров; возможность обработки поверхностей в любом положении относительно вертикали. Универсальные делительные головки просты в установке и в работе. Стоимость дополнительного приспособления доступная. Поэтому его можно использовать в единичном производстве, в том числе в частном применении.
Выбор универсальных делительных головок
При выборе делительной головки УДГ вначале определяются с её типом. Чаще всего используют головки делительные универсальные. Они, в свою очередь, отличаются между собой значением наибольших диаметров обрабатываемых заготовок. К примеру, отечественной промышленностью выпускаются следующие типы делительных головок: от УДГ-Д-160 до УДГ-Д-400 (под диаметры 160, 200, 250, 320, 400 мм).
Все типы приспособлений унифицированы, отличаются, в основном, высотой центров. Для головок делительных универсальных составлены специальные таблицы расчётов простого/дифференциального деления. При выборе приспособления подбирают его рабочий диаметр соответственно размерам закрепляемых деталей. То есть, если обрабатываются заготовки с небольшими диаметрами, лучше установить УДГ такого же типоразмера.
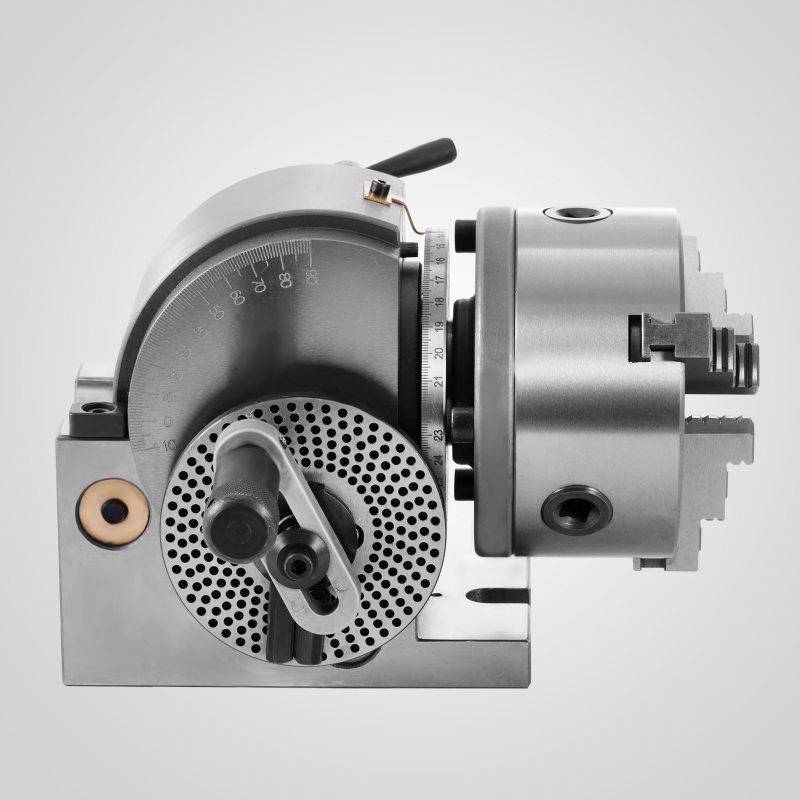
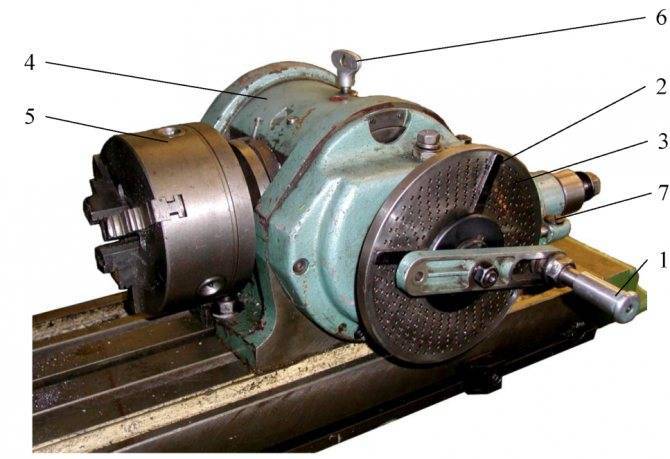
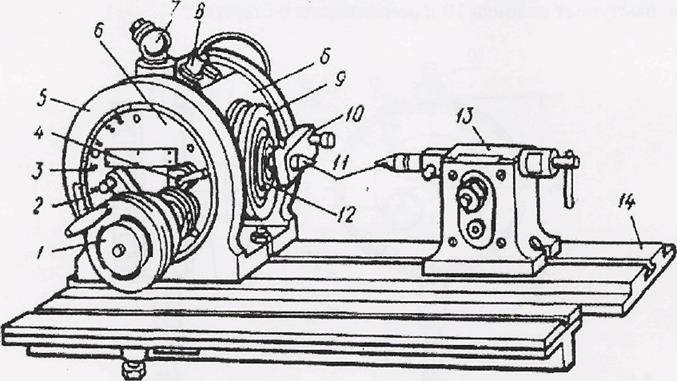
Конструкция делительной головки
Для обработки элементов деталей, расположенных на конических поверхностях, например при фрезеровании впадин для образования зубьев конических колес, зенкеров, зенковок и т. п., корпус поворачивается вокруг горизонтальной оси в вертикальной плоскости на заданный угол относительно основания головки.
Делительные головки обычно выпускаются для установки на левом конце рабочего стола. Однако отечественные станкостроительные заводы выпускают делительные головки, рассчитанные на установку с правой стороны стола.
Делительная головка УДГ-Д-200 имеет чугунное основание 16 со стяжными дугами 17, на котором установлен корпус 18. Ослабив гайки 19 (рис. 3), можно поворачивать корпус на определенный угол. Отсчет угла поворота производится по шкале и нониусу 20 (см. рис. 2).
На опорной плоскости основания делительной головки имеются две точно пригнанных параллельно шпинделю шпонки, которые служат для установки головки в пазу стола фрезерного станка. В корпусе расположен шпиндель со сквозным отверстием. Концы шпинделя расточены на конус Морзе. На одном конце устанавливается центр 21, на другом — оправка 13 (см. рис. 1) для дифференциального деления. Передний конец шпинделя имеет резьбу и центрирующий поясок 22 (см. рис. 2) для установки и крепления фланца с самоцентрирующим патроном или поводка. На буртике шпинделя установлен лимб 9 непосредственного деления, имеющий двадцать четыре отверстия.
На шпинделе, в средней его части, сидит червячное колесо с круговой выточкой на торце, в которую входит конец зажима 23, смонтированного в корпусе 18. Червячное колесо получает вращение от червяка, расположенного в эксцентрической втулке. Червяк может быть введен в зацепление или выведен из него поворотом эксцентрической втулки с помощью рукоятки 24 (см. рис. 3) с сектором 25.






Делительный диск посажен на вал, смонтированный в подшипниках скольжения в крышке 26 (см. рис. 2). Крышка фиксируется на корпусе 18 центрирующей расточкой и крепится неподвижно к основанию.
На валу делительного диска установлены коническая и цилиндрическая шестерни, а также приводная планка, имеющая рукоятку с фиксатором, перемещающуюся по требуемому ряду отверстий на делительном диске. К делительному диску с помощью пружины прижат раздвижной сектор 27, состоящий из линеек 28 и зажимного винта 29, с помощью которого линейки устанавливаются под требуемым углом. Пружинная шайба предотвращает самопроизвольный поворот сектора.
Вал 30 механического привода от станка смонтирован в подшипниках скольжения и расположен во втулке 31 с фланцем. Втулка крепится к крышке 26. На конце вала расположена коническая шестерня, которая находится в постоянном зацеплении с конической шестерней, сидящей на валу делительного диска. Делительный диск фиксируется в требуемом положении стопором 7.
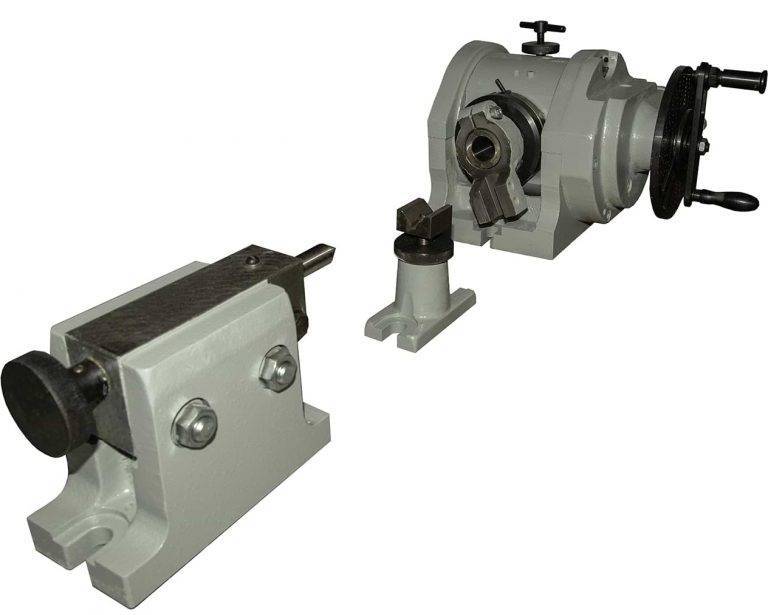
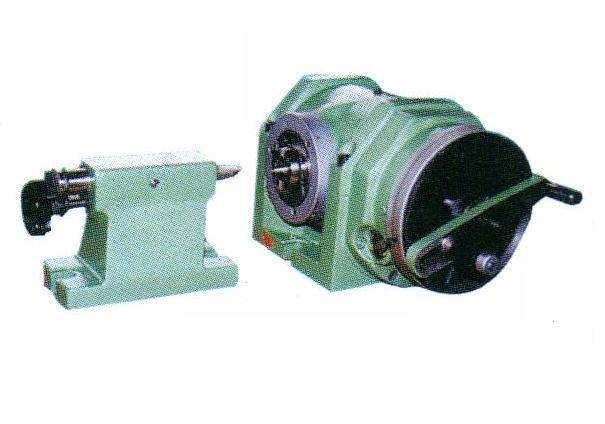
Задняя бабка
Задняя бабка служит для поддержания второго конца обрабатываемой детали при установке ее в центрах или патроне делительной головки. Центр бабки можно перемещать в горизонтальном и вертикальном направлениях. В основании 32 расположен корпус 33, который штифтом соединен с рейкой. Вращением головки зубчатого вала корпус можно поднимать, опускать и поворачивать относительно оси штифта. В требуемом положении задняя бабка крепится на столе станка с помощью болтов и гаек.
Перемещение пиноли 34 с полуцентром 35 осуществляется вращением маховичка 36, укрепленного на винте.
На опорной плоскости основания имеются две направляющие шпонки, выверенные относительно оси пиноли; шпонки обеспечивают совпадение центров делительной головки и задней бабки при установке их на стол станка.
Люнет
Люнет является дополнительной опорой при обработке длинных и тонких деталей. В его корпусе 37 расположен винт, перемещающийся с помощью гайки 38. Винт имеет призматическую головку 39, с помощью стопорного винта 40 головку можно закреплять на требуемой высоте.





