

Виды станков
Выделяют довольно большое количество различных станков, которые могут применяться для работы с деревом. Асинхронный двигатель защищен специальным кожухом. У оборудования с одновременной функцией строгания и рейсмуса есть несколько преимуществ:
- Выключает изготавливается в виде поворотного блока.
- Станина в большинстве случаев изготавливается с нанесением порошковой краски, которая существенно повышает защиту поверхности от воздействия окружающей среды.
- Подача материала может проводится в любое время.
- Предусмотрена защита от воздействия окружающей среды.
- Некоторые модели представлены двумя лезвиями.
В большинстве случаев классификация проводится по мощности двигателя, функциональности и некоторым другим признакам
Кроме этого, важное значение имеет популярность бренда
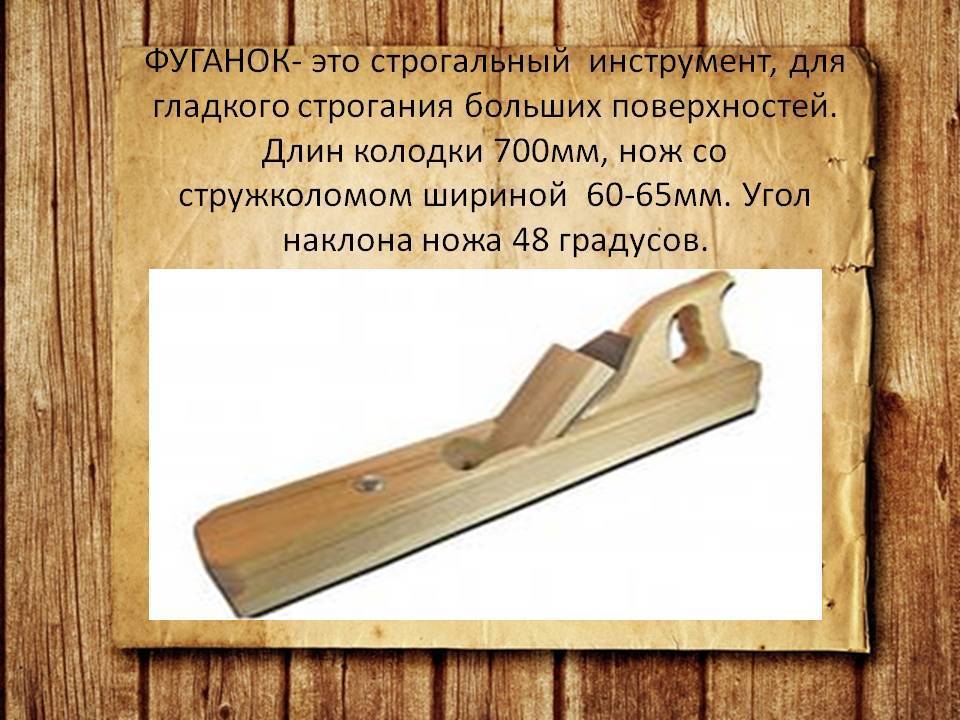
Фуганок
Фуганком принято называть одну из модифицированных версий механического рубанка с одним или двумя резцами, предназначенную для чистовой доработки деталей. Фуганок также используется в прифуговке кромок. За счёт удлинённой колодки фуганком удобнее работать с большими объёмами. Резец устройства (их может быть и два) обычно снабжается стружколомателем.
Особенности работы и устройства
Рассматриваемое оборудование характеризуется определенными особенностями в применении. Среди особенностей отметим следующее:
- Нижняя поверхность должна быть выровнена. Этого можно достигнуть при предварительном фуговании.
- Одновременная обработка возможна исключительно при применении станка, который обладает соответствующими свойствами.
- Станок идеально подходит для работы с ранее неподготовленными заготовками.
- Устройство предназначено сочетанием нескольких частей, все они отвечают за определенные функции.
В целом можно сказать, что подобный станок характеризуется высокой функциональностью. Устройство фуганка подобного типа может существенно отличаться.
Рекомендации при выборе оборудования
Проводя выбор, какой выбрать станок весьма распространенный вопрос, нужно уделить внимание нескольким основным моментам. Они следующие:
- Число ножей на рабочей части.
- Мощность установленного двигателя.
- Размеры и вес оборудования.
- Скорость перемещения заготовки на момент обработки.
Все параметры следует учитывать при рассмотрении наиболее подходящего варианта исполнения.
Виды станков
Выделяют довольно большое количество различных станков, которые могут применяться для работы с деревом. Асинхронный двигатель защищен специальным кожухом. У оборудования с одновременной функцией строгания и рейсмуса есть несколько преимуществ:
- Выключает изготавливается в виде поворотного блока.
- Станина в большинстве случаев изготавливается с нанесением порошковой краски, которая существенно повышает защиту поверхности от воздействия окружающей среды.
- Подача материала может проводится в любое время.
- Предусмотрена защита от воздействия окружающей среды.
- Некоторые модели представлены двумя лезвиями.
В большинстве случаев классификация проводится по мощности двигателя, функциональности и некоторым другим признакам
Кроме этого, важное значение имеет популярность бренда
Как работать ручным электрофуганком?
Следует отметить, что для успешного использования ручного электрического фуганка потребуются практические навыки. Подготовительными операциями являются:
- Настройка электрофуганка на необходимую глубину и ширину. В бытовых моделях возможна обработка плоскостей шириной 50…110 мм. Имеется зависимость между мощностью агрегата и допустимой шириной строгания. Например, электрические фуганки мощностью 450…600 Вт хорошо обрабатывают материал шириной до 80…85 мм, 600…1000 Вт – до 100…110 мм. Глубина строгания выставляется по упору, и зависит от параметров древесины. Из вала лезвия должны выступать не более, чем на 2 мм, а при первых опытах работы с агрегатом стоит устанавливать глубину не более 1…1,5 мм, постепенно увеличивая её до рекомендуемой (обычно не выше 2,5 мм за один проход);
- Проверка числа оборотов двигателя. Ручные электрические фуганки оснащаются приводом от 10000 мин-1. Бытует мнение, что с повышением оборотистости электромотора функциональность агрегата возрастает. Это не так. Чем больше число оборотов, тем меньше крутящий момент и усилие, что может оказать негативное влияние на обработку особо прочной древесины. Правильнее другая рекомендация. С увеличением числа оборотов уменьшается рабочая глубина, но возрастает скорость перемещения электрического фуганка по заготовке;
- Определение скорости подачи. При увеличении числа оборотов двигателя чистота поверхности однородной и сравнительно мягкой древесины увеличиваются. Поэтому практическая подача может составлять до 25…30 мм в секунду при глубине внедрения ножей до 1,5 мм, и 10…20 мм – свыше 1,5 мм.

Перед началом работ следует надёжно и удобно закрепить заготовку на верстаке. Работы рекомендуется начинать с торцевой части доски, и на минимальной глубине внедрения. Убедившись в положительном результате первого прохода (отсутствие вырывов древесины, рывков агрегата при его перемещении и т. д.) подачу и глубину можно увеличить. Перед этим агрегат отключают от электропитания, и дожидаются полной остановки ножевого барабана. Обязателен также предварительный осмотр доски, чтобы исключить наличие в ней гвоздей и иных металлических предметов.
Для прямолинейности перемещения стоит выполнять разметку доски сплошной линией (например, цветными мелками). Кроме дополнительной гарантии прямолинейности перемещения подошвы, это определяет равномерность обработки: там, где разметка сохранилась, глубина внедрения ножей оказалась меньше требуемой.
https://youtube.com/watch?v=_CKO70kWFhE%3F
Регулировка ножей фуганка

Есть ножи, которые после износа подлежат замене, некоторые варианты позволяют затачивать их и использовать повторно.
Шаг регулировки выбирается при покупке и определяется категорией отделочных работ, которые следует произвести. Некоторые модели предусматривают переключение по ступеням, другие дают возможность регулировать глубину плавно, от 0,1 до 3,5 мм.









Перед началом ответственной конечной обработки проверяют качество среза на пробном образце. Различные выемки, неравномерные срезы, косые поверхности говорят о неправильной установке и регулировке ножей. Лучшим в таком случае является обращение в специализированную мастерскую, но иногда можно отрегулировать настройку ножей собственноручно.
Для этого при помощи ключа-шестигранника ослабляют крепёж ножей на барабане и выставляют их в требуемой плоскости и на нужную глубину. Не всегда это происходит с первого раза, для точной установки следует использовать штангенциркуль и линейку.
После окончания выравнивания затягивают все крепёжные болты и проверяют, чтобы ножи при работе не задевали по корпусу фуганка.
Правила безопасности работы на электрическом фуганке
Для того чтобы электрический инструмент не стал причиной получения небольших и серьёзных травм, нужно выполнять стандартные требования техники безопасности:
- До того как начать выполнять обработку детали, следует дать время фуганку набрать положенное количество оборотов и только потом производить соприкосновение инструмента с деревянной поверхностью.
- Если нужно отложить фуганок во время работы в сторону, его кладут набок.
- Следить за целостностью электрических проводов, изоляция не должна иметь скручиваний и перегибов, все части прибора, проводящие ток, тщательно изолируют.
- Перед началом строгания закрепить обрабатываемую деталь так, чтобы она не имела даже небольшого люфта. Тщательное крепление не только влияет на качество обработки, но и позволяет шлифовать поверхность с максимальной безопасностью для мастера или стоящих рядом людей.
Все операции по настройке глубины ножей, осмотре их рабочей кромки, перестройке режимов работы проводят только при отключённом питании фуганка, чтобы не допустить поражение человека электрическим током.
Многие умельцы в домашних мастерских создают красивые изделия из деревянного материала, использование электрического рубанка поможет сделать это без излишних усилий, легко и с пользой для дела.
Как правильно фуговать доски
Фугование – это обработка поверхности деревянной заготовки фуганком любой разновидности.
Для работы ручным инструментом обрабатываемую деталь фиксируют на верстаке. Волокна древесины должны располагаться по направлению движения.
Фуганок нужно взять обеими руками: левой рукой – за ручку, правой – за колодку. Для левшей порядок противоположный. Инструментом ведут по поверхности вдоль волокон, нажимая собственным весом на приспособление, подталкивая его вперед. Поначалу стружка будет разного размера, по мере готовности изделия она станет длинной и ровной по толщине.

Обрабатывается поверхность послойно, чтобы избежать перепадов высот и образования ненужных ям.
Как фуговать электрическим фуганком:
- Зафиксируйте прибор на верстаке с упором для доски.
- Включите питание и заведите доску на лезвие по упору.
- Проведите столько раз, сколько необходимо для получения результата.

При работе с оборудованием необходимо соблюдать меры безопасности:
- Держите руки подальше от лезвия.
- Используйте защитную одежду.
- Для перемещения доски используйте прижимные держатели. Они защитят пальцы от ножа.
Чтобы не срезать лишнего, нанесите на обрабатываемую поверхность меловую линию. Плавность ее исчезновения расскажет о равномерности обтесывания. Линия исчезла – значит, поверхность стала гладкой.
Обработка кромки выполняется так же, как шлифовка основной плоскости. Достаточно перевернуть заготовку нужной стороной к лезвию и повторить действия.
Как обойтись?
Если нет специального инструмента, можно приспособить обычную фрезу. На видео представлен один из способов фугования фрезером.
Для этого нам нужен ручной фрезер.
- Измерьте расстояние до лезвия на инструменте.
- Закрепите доску на верстаке.
- Прикрепите металлическую или ровную деревянную направляющую к доске с верстаком так, чтобы расстояние до кромки совпадало с расстоянием до лезвия. Нужно оставить небольшой припуск 2–3 мм для обработки.
- Запустите фрезер, уверенно возьмите его двумя руками, расположите перпендикулярно кромке, уперев в направляющий профиль.
- Обработайте поверхность. Достаточного одного прохода.
По такому же принципу используется приспособление для выравнивания горизонтальных плоскостей. На видео демонстрируется прием горизонтальной обработки.
Фуговально-рейсмусовый станок
 Представляет собой комбинированный агрегат, в котором органично сочетаются функции рейсмусового и фуговального станка. Его преимущество и заключается в этом функциональном объединении.
Представляет собой комбинированный агрегат, в котором органично сочетаются функции рейсмусового и фуговального станка. Его преимущество и заключается в этом функциональном объединении.
После первоначального распила и предварительной обработки досок они поступают для обработки рейсмусом и фугованием. Задача спаренного оборудования заключается в устранении всех неровностей. Станок состоит из рабочего стола, закрепленного со станиной. На станину подают заготовку, а для приема предназначен рабочий стол, между ними располагается ножевой вал с лезвиями.
Заготовка подается на станину и посредством автоматической или ручной подачи передвигается в сторону рабочего стола. При этом она вступает во взаимодействие с лезвиями ножей, которые вращаются и очищают плоскость детали. Отличие этого типа станка от фуговального оборудования заключается в возможности строгать на заданную глубину. Нож у рейсмусового оборудования располагается сверху, но некоторые модели предусматривают нахождение ножей на поверхности рабочего стола и под ним. Для высоты выставления лезвия служит линейка, располагающаяся на корпусе.










Фуговальный и одновременно рейсмусовый станок делает две операции одновременно, поэтому его применение оправдано в условиях промышленного производства больших масштабов. Его можно применять на стройке многоэтажек. Качественная обработка гарантирована, да и поступающий первичный пиломатериал может быть исправлен на месте без особых проблем.
Особенности работы и устройства
Если в работе будет только фуговальный или рейсмусовый агрегат, то достичь правильно обработанной поверхности не удастся:
- нижняя поверхность для обработки на рейсмусовом оборудовании должна быть выровнена, чего можно достичь предварительным фугованием;
- при необходимости можно обрабатывать две поверхности — одну фугованием, другую окончательно — рейсмусом;
- рейсмусовая и фуговальная одновременная обработка возможна только на станке с этими совмещенными функциями;
- рейсмусово-фуговальный станок отлично справляется с заготовками, на которых была проведена не очень качественная первоначальная обработка;
- ФРС состоит из двух частей, каждая из которых отвечает за определенные функции.
Рекомендации при выборе оборудования
На деревообрабатывающем рынке представлен большой ассортимент ФРС
При выборе достойного агрегата обращают внимание на такие параметры и характеристики:
- число ножей на рабочем валу;
- размеры и вес станка в комплекте;
- мощность двигателя;
- скорость передвижения заготовки в процессе обработки.
Виды станков
Станки представляют собой единую систему строгания и обработки рейсмусом. Мощный асинхронный двигатель защищен посредством ременной передачи от повышенных перегрузок и работает с пониженным выделением шума.
Если во время работы произошел сбой в электрическом питании, то повторное самопроизвольное включение невозможно из-за использования в конструкции магнитного пускателя. Для уменьшения трения поверхность станины и рабочего стола выполнены из шлифованного чугуна. Для удобства работы приемный стол и для подачи сделаны довольно длинными. Переключение со строгания на рейсмус и обратно происходит быстро, для каждого режима у патрубка есть два положения. Работа станка происходит без вибрации.
У станков с одновременным строганием и рейсмусовой обработкой есть неоспоримые преимущества и усовершенствования:
- выключатель выполнен в виде поворотного блока;
- при покрытии станины применяется порошковая окраска;
- долговечность станины и ее защита от коррозии обусловлена применяющимся материалом — чугуном;
- подачу можно отключить любое время;
- предусмотрена защита человека от древесной пыли;
- для удобства установки высоты предусмотрена удобная рукоятка;
- на некоторых моделях применяются ножи с двойными лезвиями.
Популярные модели
КРАТОН 01 ptwm оснащен жесткой станиной, предусмотрена автоматическая подача деталей, магнитный пускатель служит защитой от произвольного включения, встроенная турбина собирает отходы стружки и пыли, мощность двигателя — 1,6 кВт, предельный размер захвата — 2,5 мм, обороты составляют 8 тыс. в минуту.
STARK 1700 PWJ разработан немецкими конструкторами, модель отличается высокими качественными характеристиками. На валу расположено 2 ножа, ширина строгальной полосы составляет 203 мм, скорость движения детали — 6 м за минуту, мощность двигателя — 1,7 кВт, частота оборотов вала — 9 тыс. оборотов за минуту.
Виды электрорубанков
Электрорубанки делятся по классам на бытовые и профессиональные (промышленные).
Главное отличие – конструктивно заложенный срок службы (ресурс).
Бытовые
Бытовые варианты предназначены для кратковременного использования в домашних мастерских при ремонте, изготовлении различных изделий. Для таких целей электрорубанок не используется в режиме непрерывной работы в течение, например, 8 часов и ежедневно.
На практике бытовой электрорубанок может ненадолго включаться всего один или несколько раз в месяц. Поэтому у многих мастеров такой инструмент может служить десять лет и более, несмотря на то, что он бытовой.
Профессиональные
Такие электрорубанки рассчитаны на ежедневную многочасовую работу в течение многих лет. На это рассчитана сама конструкция, запас прочности каждого узла, материалы и сплавы, из которых сделана каждая деталь, высококачественные подшипники и прочие детали.
Профессиональные и бытовые модели могут быть сопоставимы по мощности и числу оборотов на рабочем валу. Поэтому четкой границы между бытовыми и профессиональными моделями нет. Безусловно, к бытовым относятся самые недорогие электрорубанки, к профессиональным – самые дорогие. Но между ними есть средний сегмент, которые можно условно отнести к обоим классам.
Иногда производители прямо указывают в названии модели принадлежность к классу. Например, BOSCH GHO 26-82 D Professional. Если это модель известного бренда, этой классификации можно доверять.
Разница в цене между бытовыми и профессиональными моделями может быть огромной. Например, около 2900 руб. за бюджетный HAMMER RNK710C PREMIUM и более 130 000 тыс. руб. за некоторые модели, например, Makita KP312S.
Также есть модели, которые представлены производителями и продавцами как полупрофессиональные.
Аккумуляторные
Такой вид инструмента выполняет те же задачи, что и сетевые электрорубанки. Понятное отличие: независимость от наличия поблизости электророзетки, возможность работать в труднодоступных местах, отсутствие электрического провода, который иногда мешает работать.
Тем не менее, все аккумуляторные модели имеют минимальную ширину ножей – 82 мм, что снижает нагрузку на аккумуляторный электродвигатель.
Стоимость аккумуляторных моделей заметно выше, чем сетевых. Вес сопоставим.










Специальные
Кроме обычных рубанков, в продаже есть узкоспециализированный инструмент для выборки четвертей. Их отличие:
- специальные ножи с большим интервалом регулировки выпуска для выборки четвертей, способные вырезать древесину на большую глубину;
- специальная конструкция и оснастка – направляющие, которые не дают инструменту уходить в сторону во время выборки пазов и четвертей.
Такой инструмент встречается редко, так как есть множество других способов и инструментов для эффективной выборки четвертей. Тем не менее, в продаже эти модели есть.
Виды и специфика применения строгальных станков по металлу
Для придания стальной заготовке нужной формы используют несколько видов строгальных станков. Чаще всего перед обработкой деталь проходит цикл на фуговальном станке. Это оборудование позволяет достичь высокой точности изготовления во время выполнения производственного процесса.
Виды строгальных станков по металлу
Классический строгальный станок по металлу выполняет контролируемое удаление материала определенной толщины с поверхности заготовки. Отличается не только точностью выполнения процесса, но и технологическими схемами.
Основным отличием строгальных станков от фрезерных или токарных является конфигурация заготовки и принцип работы. Она не имеет формы вращения – ее стороны зачастую плоские. Резец обрабатывает одну или несколько сторон детали, которая жестко фиксируется на рабочем столе.
В зависимости от технологии изготовления различают следующие виды оборудования:
- продольно-строгальные. Рабочий стол имеет функцию смещения относительно фрезы, за счет чего происходит обработка поверхностей детали;
- поперечно-строгальные. Движется режущая часть, а заготовка остается неподвижной. Применяется для изготовления деталей больших размеров.
Помимо этого, для увеличения скорости производства одновременно может осуществляться несколько типов операций. Это зависит от количества резцов, установленных в шпиндельные пазы резца – от одного до четырех. В результате обработки происходит формирование выемок, канавок и выборок заданной формы.
Кроме этого, существуют станки специального назначения. Они выполняют схожие операции, но отличаются формой воздействия на обрабатываемую деталь:
- долбежные. С их помощью происходит формирование отверстий, выемок или канавок в результате механического воздействия «долбяка». Он перемещается только в вертикальной плоскости;
- протяжные. Предназначены для снятия стружки с заготовки. Бывают горизонтальные, вертикальные или комбинированные;
- фасонно-строгальные. Нужны для формирования криволинейных поверхностей.
Продольно-строгальные работы относятся к разряду черновой обработки заготовок. Поэтому к станкам и их элементам не предъявляются высокие требования, как и к их аналогам – фрезерным или токарным.
Чем больше режущих компонентов предусмотрено в конструкции продольно-строгального оборудования – тем выше его производительность. Однако при этом повышается время настройки.
Резцы для строгальных станков по металлу
Ручной строгальный станок Строгальные станки по обработке металла применяются для комплектации технологических линий с большой производительностью и ремонтных мастерских. Их преимуществом является относительно простая настройка и обслуживание.
Главным фактором правильной обработки заготовки является выбор соответствующего резца. Он должен быть предназначен для выполнения конкретной операции или иметь универсальную область применения. Для этого в процессе производства резцов применяют болванки из быстрорежущей стали или делают твердосплавные напайки.
Основные критерии выбора модели резца:
- тип оборудования – для продольных или поперечных операций;
- материал режущей кромки. Влияет на скорость и точность работы;
- форма резца. В зависимости от этого параметра будет происходить формирование канавок, отверстий или выборок на поверхности детали.
Существует несколько типов операций, которые можно осуществлять на продольно-строгальном станке. Они могут быть проходные, чистовые, фасонные, подрезные или отрезные. Для увеличения срока службы резцов рекомендуется использовать оборудование с откидной фиксирующей головкой. После первичной обработки резец возвращается в исходное положение. Во время обратного хода он не должен контактировать с поверхностью заготовки.
Наиболее распространенными являются продольно-строгальные станки. Они характеризуются относительно небольшими габаритами и простотой в эксплуатации
Особое внимание следует уделять качеству режущих инструментов. Для обеспечения бесперебойного технологического процесса необходимо иметь небольшой запас
В видеоматериале можно ознакомиться с примером эксплуатации строгального станка по металлу:
Обзор и сравнение моделей
| Модель станка | 7305Т | 7307ГТ | ОД61-5 | ОД61-7 |
| Ход ползуна строгания, мм | 500 | 710 | 500 | 710 |
| Ход ползуна долбления, мм | 200 | 250 | 200 | 200 |
| Частота ходов ползуна, дв. ход/мин | 13,2 — 150 | 10,6 — 118 | 13,2-150 | 10,6- 118 |
| Горизонтальная подача стола, мм/дв.ход | 0,2 — 5,0 | |||
| Вертикальная подача стола, мм/дв.ход | 0,04 — 1,0 | |||
| Масса, кг | 1980 | 2770 | 2200 | 3000 |
| Габариты, мм | 2380х1085х1560 | 2790х1375х1665 | 2410x1300x1560 | 2820x1575x1665 |
| Цена, руб | 671000 | 742500 | 660000 | 660000 |
7305Т / 7307ГТ ОД61-5 / ОД61-7 stanokgid.ru
Назначение
Фуговальный станок предназначен для проведения следующих операций:
- Выравнивание крупных фрагментов деревянных брусков.
- Черновое выравнивание плоскости заготовок.
- Отборка пазов под углом.
- Снятие кромки.
По сравнению с другими деревообрабатывающими инструментами, фуганок обладает следующими преимуществами:
- Подходит для строгания мелких заготовок и крупных брусков.
- Высокое качество реза.
- Способен обрабатывать поверхности и края деревянных брусьев криволинейно.
- При наличии дополнительных насадок можно распиливать детали с помощью фуганка.
- Низкая стоимость инструмента. Фуговальный станок стоит 10–14 тыс. руб.

Чаще всего фуганки используются в деревообрабатывающем секторе, в строительстве и для столярных работ. Они также могут применяться в домашних мастерских.

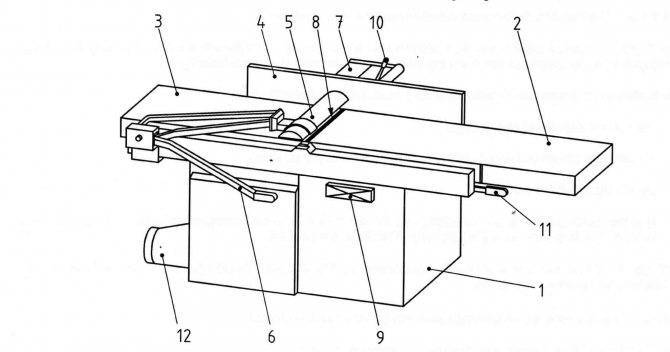







Устройство
Фуговальный станок состоит из следующих элементов:
- Двигатель. Он работает от сети с напряжением 220 В. Электромотор создает и передает крутящий момент строгальному валу с ножами.
- Рабочий стол. Данный элемент состоит из задней и передней плит. Они изготавливаются из чугуна и оснащаются ребрами жесткости, обеспечивающими устойчивость рабочей поверхности. Края плит оборудованы накладками из нержавеющей стали. Они защищают рабочий стол от разрушения. Задняя плита находится на одном уровне с верхней точкой режущих лезвий. Передняя плита находится под задней, на расстоянии до 2 мм. Расстояние между уровнями зависит от того, сколько материала нужно снять при обработке деревянного изделия.
- Станина. Она изготавливается из прочных сплавов металлов. Эта деталь выдерживает вес станка и все усилия, возникающие при воздействии режущих элементов на поверхность заготовки. На станине располагаются валы с ножами, направляющие и крепления.
- Строгальный вал. Он располагается между задней и передней плитами. К валу крепятся лезвия одинаковой толщины. Они изготавливаются из инструментальной быстрорежущей стали. Для обработки брусков из плотных пород дерева рекомендуется оснащать вал резаками с твердосплавными напайками.
- Направляющая. Она представляет собой узел, предназначенный для перемещения подвижных элементов станка и обрабатываемой заготовки. Направляющая крепится к станине при помощи болтов. Она может передвигаться в поперечном направлении.
- Круговое ограждение. Оно размещено на передней плите и плотно прилегает к направляющей. Круговое ограждение изготавливается из листовых материалов и защищает ножевой вал.
С помощью фуговального станка рекомендуется обрабатывать детали длиной от 1 до 1,5. Более длинные заготовки плохо закрепляются на рабочем столе и деформируются, что снижает точность реза и создает неудобства в процессе работы. Обрабатывать заготовки длиной меньше 1 м травмоопасно.
Сборка фуговального станка своими руками
Вал с режущими элементами крепят к верху станины посередине, точное расположение зависит от размеров рабочих столов, между которых он должен находиться. Вал и столешница должны располагаться в одной плоскости так, чтобы верхняя точка ножей режущего инструмента совпадала с верхней поверхностью принимающего стола.
Подающий стол монтируют в одной плоскости с принимающим, но на 1–2 мм ниже. Это расстояние определяет толщину снимаемой стружки за один проход. От того, насколько точно будут совпадать плоскости поверхностей, зависит качество строгания, а именно — насколько ровной будет строганая заготовка.

Схема сборки станка
Существуют варианты регулируемой высоты подающей плоскости посредством эксцентриков или винтового механизма.
При сборке фуговального станка своими руками в домашних условиях качественно реализовать подобный механизм очень сложно. Можно считать невероятным достижением, если это оборудование будет ровно строгать с фиксированными столешницами.
Электропривод крепят на нижней площадке станины. Желательно для установки двигателя использовать регулируемую платформу, чтобы обеспечить более удобное натяжение ремней. Натяжной механизм может быть реализован при помощи технологического отверстия в платформе и винта с гайкой в качестве регулирующих элементов.
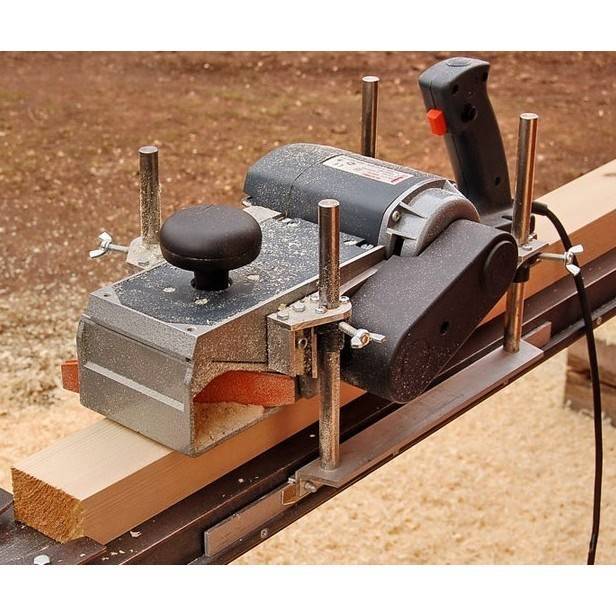
Электрический фуганок стационарного типа
Такие стационарные агрегаты стоят намного дороже переносных вариантов, но их функциональность значительно шире. Операции, которые можно выполнять на стационарном фуганке:
- брус строгается довольно длинный, обрабатывается поперечное сечение;
- торцы выполняются под любым углом, делается выборка в теле доски фигурных элементов или сквозных желобов (на ручном электрическом инструменте такие операции не делаются);
- производится обтачивание массива с шириной 600 мм, длина допускается до 3 м, а толщина поступающей детали не должна быть менее 13−15 мм;
- для обработки допускается твердое и прочное дерево, которые не могут быть обработаны переносным инструментом небольшой мощности.
На фуговальных станках обороты ножевого вала составляют до 6 тыс. в минуту, высокая производительность получается из-за большой мощности оборудования (6 кВт). Другие характеристики и параметры фуговального станка выглядят так:
- несколько рабочих ножей, их диаметр различный;
- есть в конструкции установленная стационарно направляющая рейка, называемая линейкой;
- рабочий стол-станина регулируется по высоте;
- защитные кожухи при необходимости можно откинуть;
- ножевой вал передвигается по оси и фиксирует глубину резания.
Принцип работы
 Ножевой вал стационарного станка располагается перпендикулярно оси станины в радиальных подшипниках качения, что ведет к компенсации всех возможных сдвигов детали при работе и равномерному распределению рабочих усилий двух лезвий. Рабочий стол состоит их двух частей, где задняя выполнена стационарно и стоит на валовой оси, а передняя часть поднимается или опускается на высоту строгаемого слоя.
Ножевой вал стационарного станка располагается перпендикулярно оси станины в радиальных подшипниках качения, что ведет к компенсации всех возможных сдвигов детали при работе и равномерному распределению рабочих усилий двух лезвий. Рабочий стол состоит их двух частей, где задняя выполнена стационарно и стоит на валовой оси, а передняя часть поднимается или опускается на высоту строгаемого слоя.
Подача детали ведется вручную или автоматически, причем в памяти такого станка с программным обеспечением есть несколько вариантов для обработки различных категорий древесины. В некоторых моделях предусмотрено строгание двух поверхностей одновременно.
Чтобы произвести настройку в рабочий режиме, опускают стол, ставят на вал требуемое число ножей и регулируют по индикатору их параллельное расположение. После этого все части закрепляются и включается механизм подачи. Перед работой станок проверяют на холостом ходу.
Устройство фуганка, стационарного или ручного, принципиально одинаковое. Электрический двигатель через редуктор понижения крутит ножевой барабан с несколькими съемными лезвиями. При вращении головке инструмента сообщается вертикальная подача. В комплекте к оборудованию продают несколько разновидностей лезвий для строгания твердого и мягкого дерева, их количество составляет от 1 до 3.
Фуганок Makita
Модель Makita kp 312 s используется для окончательной обработки и выравнивания древесного материала с большой площадью. Его электродвигатель имеет мощность в 2200 Вт, который дает большое количество оборотов (12000 в минуту). Особенности модели — это нож из твердой стали и патрубок подключения к пылесосу для сбора мусора и пыли. А также возможность плавной регулировки глубины строгания до 3,2 мм и теплореле для автоматического отключения при перегреве. Весит 18,4 кг.

Фуганок Makita1806 b предназначен для обстругивания больших участков, прифуговки и пригонки мелких деталей и финишной обработки древесины. Он имеет максимальную глубину строгания 2 мм, а ширину – 170 мм. Мощность электромотора 1200 Вт позволяют барабану вращаться со скоростью 1500 оборотов в минуту. Весит фуганок 9 кг.
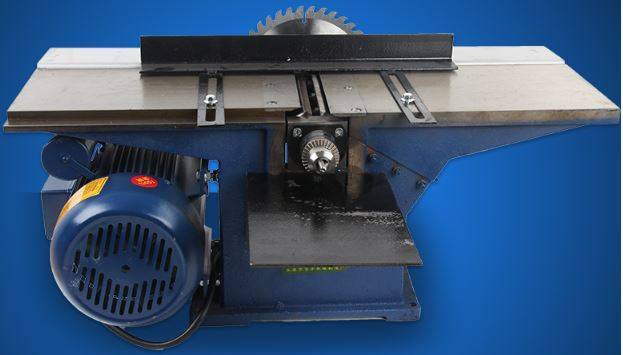
Стационарный электрический фуганок
Такие агрегаты существенно дороже ручных. Цена самого простого варианта составляет 12000…15000 руб., впрочем, и функциональные возможности их заметно выше. При помощи стационарного электрического фуганка можно выполнять следующие операции:
Строгание бруса значительной длины и поперечного сечения.
Получение торцов (под любым углом), выборку сквозных пазов и иных фигурных элементов, которые затруднительно получить при помощи ручного электрофуганка или фрезера.
Обработку массива шириной до 600…650 мм при длине до 3000 мм. Толщина исходной заготовки при этом не должна быть менее 12…15 мм.
Обработку особо прочной древесины (дуб, граб) для которой мощности ручного агрегата недостаточно. При этом стационарные электрические фуганки отличаются пониженным числом оборотов ножевого вала (до 6000 мин-1), однако за счёт большой мощности – до 6 кВт – позволяют вести высокопроизводительную обработку заготовок.

- увеличенное количество рабочих ножей и их диаметр;
- наличие стационарно установленной направляющей линейки;
- возможность регулировки стола по высоте;
- откидные защитные кожухи;
- механизм выдвижения оси ножевого вала, определяющий глубину внедрения инструмента в заготовку.
Ножевой вал стационарного электрического фуганка размещается перпендикулярно оси стола в радиальных подшипниках качения, что компенсирует возможные перекосы заготовки при фуговании, и более равномерно распределяет усилие между отдельными лезвиями. Стол агрегата, установленный на станине, состоит из двух частей. Задняя (неподвижная) устанавливается на линии оси вала, а регулируемая передняя – по высоте снимаемого слоя древесины.

Подача заготовки к валу производится либо вручную (для моделей с меньшей ценой), либо автоматически, причём в памяти стационарного электрического фуганка имеется несколько программ, учитывающих физико-механические характеристики древесины. В особо дорогих моделях возможна одновременная обработка двух плоскостей.









При настройке стационарного электрофуганка опускают обе части стола, набирают на вал необходимое количество ножей, и регулируют по индикатору часового типа их параллельность. После этого устанавливаются обе части стола с направляющими, и механизм подачи. Непосредственно перед работой установка проверяется в режиме холостого хода.
Как правильно фуговать доски
Фугование – это обработка поверхности деревянной заготовки фуганком любой разновидности.
Для работы ручным инструментом обрабатываемую деталь фиксируют на верстаке. Волокна древесины должны располагаться по направлению движения.
Фуганок нужно взять обеими руками: левой рукой – за ручку, правой – за колодку. Для левшей порядок противоположный. Инструментом ведут по поверхности вдоль волокон, нажимая собственным весом на приспособление, подталкивая его вперед. Поначалу стружка будет разного размера, по мере готовности изделия она станет длинной и ровной по толщине.
Обрабатывается поверхность послойно, чтобы избежать перепадов высот и образования ненужных ям.
Как фуговать электрическим фуганком:
- Зафиксируйте прибор на верстаке с упором для доски.
- Включите питание и заведите доску на лезвие по упору.
- Проведите столько раз, сколько необходимо для получения результата.
При работе с оборудованием необходимо соблюдать меры безопасности:
- Держите руки подальше от лезвия.
- Используйте защитную одежду.
- Для перемещения доски используйте прижимные держатели. Они защитят пальцы от ножа.
Чтобы не срезать лишнего, нанесите на обрабатываемую поверхность меловую линию. Плавность ее исчезновения расскажет о равномерности обтесывания. Линия исчезла – значит, поверхность стала гладкой.
Обработка кромки выполняется так же, как шлифовка основной плоскости. Достаточно перевернуть заготовку нужной стороной к лезвию и повторить действия.
Как обойтись?
Если нет специального инструмента, можно приспособить обычную фрезу. На видео представлен один из способов фугования фрезером.
Для этого нам нужен ручной фрезер.
- Измерьте расстояние до лезвия на инструменте.
- Закрепите доску на верстаке.
- Прикрепите металлическую или ровную деревянную направляющую к доске с верстаком так, чтобы расстояние до кромки совпадало с расстоянием до лезвия. Нужно оставить небольшой припуск 2–3 мм для обработки.
- Запустите фрезер, уверенно возьмите его двумя руками, расположите перпендикулярно кромке, уперев в направляющий профиль.
- Обработайте поверхность. Достаточного одного прохода.
По такому же принципу используется приспособление для выравнивания горизонтальных плоскостей. На видео демонстрируется прием горизонтальной обработки.





