

Установка ножей
Лезвия должны быть строго прямолинейными. Для проверки деталей этого параметра используются специальные приборы. Протестированные ножи укрепляют на валу последовательно, их кромки выступают над обрезом накладок просвета на 1-2 мм.
Для контроля параллельности ножей используется индикатор или проверочный параллелепипед. Первый дает меньшую погрешность при проверке параллельности. Нельзя допускать перекосов ножей при их фиксации.
Внимание! Категорически запрещается при установке лезвий применять какие-либо прокладки. Ножи, изношенные или получившие механические повреждения, должны быть заменены в кратчайшие сроки
Фуговальные ножи
При их подборе и применении требуется опираться на следующие факторы:
- Материал, из которого изготовлены применяемые ножи, зависит от породы обрабатываемой древесины. Например, для обработки сосновых брусков или деталей из других хвойных деревьев нужно применять ножи из сплава Р6М5. Для более мягких пород прекрасно подойдут ножи из HSS–стали.
- Если основной упор при работе делается на художественное столярное производство, то необходимостью станут прямые и фигурные ножи. При их высокой точности реза, они смогут обеспечивать на обрабатываемой плоскости детали создание уникальных узоров и контуров.
Вследствие длительного периода использования, ножи, естественно, подвергаются износу и требуют заточки. О наступлении данного момента будут свидетельствовать следующие признаки:
- В процессе работы станка электродвигатель сильно нагревается;
- По окончании обработки поверхность детали не приобретает плоский вид, а напротив, присутствует некая «мшистость»;
- Обработанная поверхность получилась с ярко выраженными неровностями.
Установка ножей на фуганок
Во время крепления ножей на строгальный вал необходимо руководствоваться некоторыми особенностями:
- После постановки ножей в пазы нужно их плотно зафиксировать;
- Только с помощью струбцины над строгальным валом возможно плотно прижать шаблоны к кромкам рабочего стола;
- Лезвие нужно приподнять до момента соприкосновения с деталью. В месте их касания требуется поставить особую метку;
- Во время фиксации болтов, ножи должны удерживаться в натянутом состоянии;
- По завершению настройки первого ножа, вал нужно провернуть и продолжить настройку остальных;
- Окончив установку, нужно убрать шаблон и поменять угол скоса по краю, а также изменить выступ по кромке стальных накладок и строгального вала. Далее рекомендуется провести тест лезвий при включенном электродвигателе.
Спец СРМ-2000 – 20990₽

Собранная на литом основании, рамная конструкция корпуса СРМ-2000, обеспечивает станку достаточную жесткость. Что полезно для эффективной калибровки бруса, обрезной и необрезной доски, шириной до 330 мм. Высота заготовки может находиться в пределах 6-160 мм. Минимум длины пиломатериалов ограничен расстоянием между краями обрезиненных роликов. Максимальный показатель ничем не ограничен. То есть данное оборудование способно удовлетворить любые потребности пользователя в строительстве, ремонте и отделке жилых и вспомогательных помещений.
Передача крутящего момента на рабочий вал от мощного коллекторного двигателя осуществляется посредством ременного привода. За счет чего снижается уровень шума и вероятность повреждения силового агрегата при увеличении нагрузки сверх расчетных показателей. Вспомогательные ролики на краях увеличителей стола и верхней поверхности станка, упрощают работу с длинномерами. За безопасность эксплуатации отвечают автоматическая защита от перегрузок и блок, предотвращающий включение оборудования после падения сетевого напряжения.
| Характеристики | Значения |
|---|---|
| Мощность, кВт | 2.0 |
| Частота вращения вала, об./мин | 8000 |
| Скорость автоматической подачи заготовки, м/мин | 8 |
| Глубина строгания (максимальная / рабочая), мм | 3 / 1.5 |
| Предельные габариты заготовки (H-высота / B-ширина), мм | H-6-160 / B-330 |
| Длина рейсмусового стола, мм | 350 |
| Конструкционные особенности | Стальная рама на литом основании, ручка регулировки глубины строгания, вспомогательные ролики для облегчения подачи заготовки |
| Доп. комплектация | Вытяжной патрубок, шаблон для установки ножей, монтажные инструменты |
| Вес, кг | 31 |
| Разработка / производство | Россия / КНР |
| Стоимость, руб. | 20990 |
Смотреть видеообзор Спец СРМ 2000:










Что важно знать о конструкции прибора
Независимо от выбранной модели, главные элементы у всех станков одинаковые. Различия заключаются только в их качестве и производительности. К основной конструкции относится:
станина, которая выполняется из прочных материалов;
рабочий стол, на котором размещается заготовка;
вал с ножами (важно проверить качество фиксации этого элемента);
электродвигатель;
кнопка пуска и рычаги управления.
Для производства станины используют инструментальную сталь особой прочности. Этот элемент является самым важным, так как к нему крепятся все основные узлы, а также дополнительное оборудование. Сверху располагается рабочий стол, который разделен на 2 части. Первая – подающая, на нее размещается деревянная заготовка, которая направляется к валу с режущими элементами. Вторая – принимающая, куда выходит обработанный материал.
Некоторые производители фуговально-рейсмусовых станков устанавливают вертикальную пластину, которая фиксируется сбоку от рабочей поверхности. Благодаря ей оператор может точно направить заготовку.
На валу устанавливается один или ножей. Есть 2 варианта исполнения этого элемента:
- Однокромочный.
- Двухкромочный.
При использовании первого варианта необходимо помнить, что режущая часть требует постоянной заточки, поэтому количество операций ограничено. Станки с двухкромочными ножами отличаются длительным сроком службы и эффективностью. Это связано с тем, что элемент изготавливается из прочной стали и затачивается с двух сторон.
Электродвигатель выбирается исходя из области применения станка, мощности и частоты вращения вала. Для питания может использоваться, как стандартная сеть – 220 В, так и производственная – 380 В. Для включения устройства предусматриваются пусковые кнопки. Управление осуществляется при помощи специального блока.
Чтобы повысить качество обработки и сделать работу безопаснее, в современных моделях устанавливают вспомогательное оборудование. Каждый станок рассчитан на выполнение заданного числа операций, которое рассчитывается исходя из частоты вращения и количества установленных ножей. Обработка выполняется как за 1, так и за 2-3 прохода.
Рейсмусовый станок Ryobi RAP1500G
 Фото: Фото: market.yandex.ru
Фото: Фото: market.yandex.ru
Рейсмусовый станок Ryobi RAP1500G используется в столярном деле для строгания древесины. Данная модель оснащена защитным реле — в случае перегрузки произойдет остановка двигателя, через несколько минут можно снова запустить станок. Агрегат оснащается откидными столами для удобства работы. Станок отвечает всем требованиям безопасности и надежности.
Рейсмусовый станок Ryobi RAP1500G
Достоинства:
- Откидные столы
- Наличие лотка для сбора пыли
- Шкала глубины реза
- Наличие стопорных винтов и пластины
- Безопасность
- Яркий дизайн
- Простота эксплуатации
Конструкция
Конструкция рассматриваемого станка включает в себя следующие части:
- Двигатель, работающий от сети под напряжением 220 Вольт. Электрический мотор создает и транслирует «крутящий момент» на строгальный вал с ножами.
- Рабочий стол, состоящий из передней и задней плит (выполняются из чугуна и имеют особые ребра жесткости, за счет которых обеспечивается устойчивость рабочей поверхности). Края плиток обеспечены особыми накладками из «нержавейки», которые защищают рабочую поверхность от механических повреждений. Задняя плита устанавливается на одном и том же уровне, что и режущие лезвия. Передняя плита располагается на 2 мм ниже задней. Расстояние между ними варьируется, что зависит от того, какой слой материала требуется снять с обрабатываемой заготовки.
- Станина, которая изготавливается из очень прочных сплавов. Данный элемент поддерживает всю массу станка, а также должен выдерживать усилия, которые оператор прикладывает к нажиму на заготовку. На ней же расположены валы с ножами, направляющие части и другие крепления.
- Строгальный вал, установленный между передней и задней плитками. К этому валу прикреплены лезвия, одинаковые по толщине, изготовленные из быстрорежущей инструментальной стали. В случае, когда на станке необходимо обработать материал из твердых пород древесины, вал нужно дополнительно оснастить твердосплавными напайками.
- Направляющая – этот элемент представляет собой узел, который отвечает за перемещение подвижных частей оборудования и самой заготовки. Направляющая прикреплена к станине посредством болтовых соединений и может двигаться в направлении поперек.
- Ограждение круговое размещается на передней плитке и должно плотно прилегать к направляющей. Данное ограждение выполняется из листового металла и обеспечивает защиту ножевого вала.
Принцип функционирования
Полный порядок работы оборудования состоит из следующих этапов:
- Задняя плитка на протяжения всего производственного процесса остается в неподвижном состоянии. Местоположение передней плитки настраивается оператором до необходимой высоты.
- После включения станка, электромотор передает обороты на ножевой вал, в результате чего режущие части начинают вращаться.
- Деревянная заготовка прикладывается к направляющему элементу (линейке) двумя руками и направляется на резаки (ножи). Если станок принадлежит к бюджетным моделям, то подача на нем осуществляется только вручную, а это травмоопасно. Впрочем, большинство современных станков уже оборудованы устройством автоподачи, что увеличивает скорость досылки деталей и обеспечивает общую безопасность производственного процесса.
- При попадании заготовки под ножи, они снимают определенную оператором толщину слоя с древесины, при этом устраняются неровности и создается чистая и плоская базовая поверхность. Скорость выполнения будет напрямую зависеть от технологии строгания. Большинство фуганков-станков могут обрабатывать только одну поверхность за один проход, но уже существует фуговальное оборудование, способное обрабатывать две стороны одновременно.
В случае, когда по завершению обработки на поверхности образуются мелкие неровности или волокна, то это говорит о том, что нужно заново заточить лезвия ножей. Если неровности крупные, то необходимо надлежащим образом отрегулировать расстояние между плитками и строгальным валом.











Технические характеристики фуговального станка СФ4-1
| Наименование параметра | СФ4-1 | СФ6-1 |
|---|---|---|
| Основные параметры станка | ||
| Наибольшая ширина обрабатываемого материала, мм | 400 | 630 |
| Наибольшая глубина снимаемого слоя, мм: | 6 | 6 |
| Размер, мм | 1504 х 412 | 1504 х 650 |
| Размер заднего стола, мм | 1004 х 412 | 1004 х 650 |
| Скорость резания, м/с | 34 | 34 |
| Наименьшая длина обрабатываемого материала, мм | 400 | 400 |
| Высота подъема переднего стола, мм | 6 | 6 |
| Высота подъема заднего стола, мм | 2 | 2 |
| Цена деления лимба подъема заднего-переднего стола, мм | 1 | 1 |
| Количество ножевых валов | 1 | 1 |
| Диаметр корпуса ножевого вала, мм | 125 | 125 |
| Диаметр окружности резания ножевого вала, мм | 128 | 128 |
| Количество ножей ножевого вала, мм | 2/ 4 | 2/ 4 |
| Число оборотов ножевого вала, об/мин | 5100 | 5100 |
| Способ торможения | электромех | электромех |
| Время торможения ножевого вала, с, не более | 6 | 6 |
| Количество стружкоприемников | 1 | 1 |
| Диаметр стружкоприемника, мм | 175 | 175 |
| Электрооборудование станка | ||
| Род тока питающей сети | 380В 50Гц | 380В 50Гц |
| Количество электродвигателей на станке, шт | 1 | 1 |
| Электродвигатель — номинальная мощность, кВт | 3 | 5,5 |
| Габарит и масса станка | ||
| Габарит станка (длна х ширина х высота), мм | 2564 х 1385 х 1250 | 2564 х 1715 х 1250 |
| Масса станка, кг | 705 | 950 |
Список литературы:
Станки фуговальные односторонние СФ4-1, СФ6-1. Руководство по эксплуатации СФ.00.01 АРЭ, 1977, Курган
Амалицкий В.В. Деревообрабатывающие станки и инструменты, 2002
Афанасьев А.Ф. Резьба по дереву, Техника, Инструменты, Изделия, 2014
Бобиков П.Д. Мебель своими руками, 2004
Борисов И.Б. Обработка дерева, 1999
Джексон А., Дэй Д. Библия работ по дереву, 2015
Золотая книга работ по дереву для владельца загородного участка, 2015
Ильяев М.Д. Резьба по дереву, Уроки мастера, 2015
Комаров Г.А. Четырехсторонние продольно-фрезерные станки для обработки древесины, 1983
Кондратьев Ю.Н., Питухин А.В… Технология изделий из древесины, Конструирование изделий и расчет материалов, 2014
Коротков В. И. Деревообрабатывающие станки, 2007
Лявданская О.А., Любчич В.А., Бастаева Г.Т. Основы деревообработки, 2011
Любченко В.И. Рейсмусовые станки для обработки древесины, 1983
Манжос Ф.М. Дереворежущие станки, 1974
Расев А.И., Косарин А.А. Гидротермическая обработка и консервирование древесины, учебное пособие, 2010
Рыженко В.И. Полная энциклопедия художественных работ по дереву, 2010
Рыкунин С.Н., Кандалина Л.Н. Технология деревообработки, 2005
Симонов М.Н., Торговников Г.И. Окорочные станки, 1990
Соловьев А.А., Коротков В.И. Наладка деревообрабатывающего оборудования, 1987
Суханов В.Г. Круглопильные станки для распиловки древесины, 1984
Фокин С.В., Шпортько О.Н. Деревообработка, Технологии и оборудование, 2017
Хилтон Билл Работы по дереву, Полное руководство по изготовлению стильной мебели для дома, 2017
Связанные ссылки. Дополнительная информация
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители
Как выбрать фуговальный станок
Чтобы правильно подобрать фуговальный станок по дереву, необходимо учитывать следующие факторы:
- Материал рабочего пространства. Столы стационарного фуганка изготавливаются из стали, чугуна, алюминиевых сплавов и силумин. Наивысшей прочностью обладают столешницы из чугуна. Самыми дешевыми являются столы из силумина. Они легко деформируются в процессе эксплуатации.
- Ширина и длина рабочего стола. Эти показатели определяются размеры обрабатываемых заготовок. Станки с шириной до 15 см и длиной до 140 см применяются в домашних мастерских. Они способны обрабатывать заготовки небольшого размера. Устройства с шириной до 63 см и длиной до 200 см используются в крупных деревообрабатывающих цехах.
- Количество ножей. Чем больше режущих элементов закреплено на строгальном вале, тем реже необходимо осуществлять их заточку. При низкой интенсивности использования инструмента можно приобрести модели с 2 ножами. Для частой обработки большого количества брусков требуются приборы с 4 ножами.
- Разновидность и мощность силового агрегата. Фуганки оборудуются коллекторным или асинхронным электродвигателем. Они отличаются конструкцией и мощностью. Коллекторные моторы устанавливаются в бытовых фуганках. Они издают множество шумов. Асинхронные двигатели устанавливаются в промышленных инструментах и отличаются высокой производительностью.
- Частота оборотов ножевого вала. Чем быстрее вращаются режущие элементы, тем точнее рез. Средняя частота оборотов ножевого вала составляет 4,7 – 5 тыс. об/мин.
Ножи для фуговального станка
Выбирая ножи для фуганка, необходимо учитывать следующие особенности:
- Порода древесины определяет материал изготовления ножей. Для обработки изделий из сосны и иных хвойных деревьев рекомендуется использовать лезвия из сплава P6M5. При строгании брусков из мягких пород древесины требуются ножи, изготовленные из сплава HSS-стали.
- Для столярных работ необходимо оборудовать станок фигурными или прямыми ножами. Они обеспечивают высокую точность реза и позволяют создавать на обрабатываемой поверхности уникальные контуры.
- Устройства с затупленными ножами не смогут аккуратно обработать деревянную заготовку.

Лезвия ножей при длительной эксплуатации станка изнашиваются и требуют заточки. Об износе ножей свидетельствуют следующие факторы:
- При работе фуганка сильно нагревается электродвигатель.
- После обработки на поверхности бруска образуется мшистость.
- Обработанная заготовка получилась неровной.
Если лезвия невозможно заточить, то их нужно полностью заменить.
Существующие виды фуганков
Всего существует два главных вида фуговальных станков:
- Ручной фуговальный станок – данное оборудование чаще всего применяется в домашних мастерских, его отличают низкая цена и простота конструкции;
- Автоматический (электрический) фуганок – он характеризуется большей массой и повышенным электропотреблением. Главные его достоинства – увеличенная производительность и высокая точность реза, однако, стоит он немало.
Также, фуговальные устройства могут быть классифицированы по сфере применения:
- Строгально-фуговальные – на них выполняется исключительно функция строгания;
- Фуговально-рейсмусовые – на них возможно и строгание и калибровка;
- Фуговально-циркулярные – используются для поперечного/продольного распила брусков и фрезеровки заготовок;
- Многофункциональные (универсальные) – на них выполняются и фугование, и распил, и калибровка досок, а также сверлильно-пазовые работы.
В домашних мастерских используются обычно переносные мини-фуговальные устройства. Они легко поддаются транспортировке благодаря своему небольшому весу, но обладают пониженными функциональными и эксплуатационными свойствами.
Профессиональными считаются стационарные станки, которые подразделяются на:
- Односторонние – они оснащаются единственным рабочим валом и за один проход обрабатывают лишь нижнюю часть детали. В них отсутствует система автоподачи брусков. Производительность работы (т. е. скорость строгания) не превышает 10 метров в минуту;
- Двухсторонние – они имеют несколько строгальных валов, отчего могут обрабатывать все плоскости изделия одновременно, что конкретно повышает производительность. Они обладают системой автоподачи заготовок, что означает повышенную безопасность труда для оператора.
Особенности выбора фуганков
Для того, что правильно выбрать для себя фуговальной устройство, следует руководствоваться следующими критериями:
- Материал изготовления рабочего стола – обычно это силумин, алюминиевые сплавы или чугун. Последний считается самым прочным, а вот столешницы из силумина могут легко деформироваться при эксплуатации, поэтому и стоят дешевле остальных.
- Габариты рабочего пространства (стола) – это показатель нужно выбирать, основываясь на том, заготовки какого размера придется чаще всего обрабатывать. Для бытовых нужд подойдет стол с шириной до 15 см и длиной не боле 140 см. Промышленными размерами считаются ширина до 63 см и длина до 2 метров – такие приобретаются для крупных деревообрабатывающих цехов.
- Число ножей – чем больше их будет закреплено на строгальном вале, тем реже возникнет необходимость их заточки. Если не предполагается интенсивно нагружать устройство, то 2-х ножей вполне хватит. Для ежедневной работы луче выбрать модель с 4-мя ножами.
- Мощность и тип двигателя – стандартно, фуговальные устройства оборудуются асинхронным либо коллекторным электрическим двигателем. Они отличаются по конструктивным особенностям и мощностям. Коллекторные силовые агрегаты подойдут для домашних моделей, но они характеризуются излишней шумливостью. Асинхронные выдают самую высокую производительность, но требуют больших площадей для размещения.
- Обороты ножевого вала и частота их вращения – чем выше данный показатель, тем точнее происходит рез. Средние цифры для данного критерия – 4,7 – 5 тысяч оборотов в минуту.
Также стоит обратить внимание и на марку производителя – профессиональные и качественные инструменты изготавливаются в странах Западной Европы
Рейсмусовый станок PATRIOT TP 255 1.8 кВт

Фото: market.yandex.ru










Рейсмусовый станок PATRIOT TP 255 представляет собой мобильное оборудование, которое служит для строгания деревянных заготовок под заданную толщину. Откидное исполнение удлинителей рабочей стола способствует компактности конструкции. В случае чрезвычайной ситуации остановка агрегата осуществляется максимально быстро, достаточно нажать на красную кнопку. Мерная шкала, которая располагается на передней панели, гарантирует точность выполнения операций.
Рейсмусовый станок PATRIOT TP 255 1.8 кВт
Достоинства:
- Высокая производительность
- Мощный электродвигатель, устойчивый к перегрузкам
- Простота и удобство эксплуатации
- Надежная и прочная станина с возможностью фиксации
- Долгий срок службы
- Не требует сложного технического обслуживания
Принцип работы
Принцип работы фуговального станка заключается в следующем:
- Задняя плита в процессе обработки деталей всегда остается неподвижной. Местоположение передней части рабочего стола настраивается оператором до требуемой высоты.
- После включения станка электродвигатель направляет обороты к ножевому валу. В результате режущие элементы начинают вращаться.
- Деревянная деталь прикладывается к направляющей линейке двумя руками и направляется на ножи. При работе с недорогими устройствами подавать заготовку необходимо вручную, что может привести к травмам. Современные станки оснащаются системой автоподачи заготовок. Она обеспечивает безопасность работы и увеличивает скорость подачи брусков.
- После подачи заготовки вращающиеся лезвия снимают слой древесины, устраняя неровности, и создают плоскую чистовую базовую поверхность. Скорость обработки зависит от технологии строгания заготовки. Большая часть инструментов состругивает поверхности заготовок по-отдельности. Существуют приборы, способные обрабатывать 2 стороны деревянной детали одновременно.
Если в процесс обработки на бруске появляются волокна или мелкие частицы древесины, то нужно заточить лезвия. Если на обструганной плоскости присутствуют неровности, то рекомендуется отрегулировать расстояние между плитами и строгальным валом.
Как выбрать фуговальный станок?
При покупке деревообрабатывающего оборудования требуется учитывать все опции, которые могут пригодиться в работе. Желательно привлечь на помощь столяров со стажем, ознакомиться с отзывами. Приведем главные критерии при выборе электрического фуганка для дома:
- Малогабаритные и маломощные станки не подходят для больших объемов работы.
- Мощность мотора, ширину и длину строгальной поверхности лучше подбирать с запасом.
- Дополнительные опции делают фуговальный станок более практичным и универсальным.
- При большой загрузке лучше покупать устройство с автоматической подачей древесины.
- Приобретая строгально-фуговальный станок, всегда проводите пробный пуск механизмов, осматривайте изоляцию и основные узлы на наличие видимых дефектов.
Ножи для фуговального станка
На строгальном оборудовании лезвия часто выходит из строя, и периодически требуют заточки.
- По типоразмеру стандартные ножи выпускают от 200х20 мм до 810х40 мм. Учитывайте сталь, из которой сделан важнейший инструмент. Например, для ольхи или сосны подходит сплав P6M5, а для твердой древесины лучше использовать HSS 18%.
- В столярном деле применяются фигурные и прямые ножи. Прямое лезвие обеспечивает ровный срез, фигурная кромка разрешает получать оригинальные контуры.
- Даже профессиональный фуговальный станок с тупыми ножами не сможет нормально обработать заготовку.
Основные признаки плохой заточки режущей кромки:
- Поверхность строганной детали неровная.
- Материал после обработки имеет ворсистый вид.
- Сильный перегрев двигателя.
Рейсмусовый станок Спец СРМ-2000
 Фото: Фото: market.yandex.ru
Фото: Фото: market.yandex.ru
Рейсмусовый станок с механической подачей СПЕЦ СРМ-2000 служит для работы на небольших строительных участках или в мелкосерийном производстве. Два ножа из быстрорежущей стали обеспечивают оптимальный результат обработки. Для точной настройки толщины стружки, а также для быстрого и точного строгания имеется хорошо читаемая шкала. Идеально гладкая поверхность стола облегчает процесс подачи заготовки благодаря хорошему скольжению.
Рейсмусовый станок Спец СРМ-2000
Достоинства:
- Мощный двигатель
- Литая платформа
- Безопасность в использовании
- Удобен в использовании
- Долгий срок службы
- Не требует специального обслуживания
Принцип работы на фуговальном станке
 направляющая линейка из ДСП
направляющая линейка из ДСП
Для работы на одностороннем фуговальном оборудовании дома достаточно одного человека. Он исследует состояние заготовки, кладет ее выпуклой плоскостью вверх на переднюю плиту. Двумя руками придавливает к линейке и направляет на резаки. Далее, уже отфугованную сторону левой рукой прижимает к поверхности задней плиты. Обработанную заготовку мастер осматривает: если она недостаточно простругана, отправляет на ножи. Желательно избегать обработки очень покоробленных заготовок, так как снимается слишком толстый слой стружки. Оставшаяся заготовка может получиться недопустимо тонкой.
При обработке двух перпендикулярных плоскостей первой идет в работу большая по площади. Потом ее прикладывают к направляющей и строгают вторую. Двусторонний станок позволяет провести обработку одновременно обеих сторон.










- Если при обработке на плоскости появляются «поджоги» или «мшистость» — пришло время заточить резаки;
- При работе с деталями короче 40 см и уже 3 см их удерживают только специальными толкателями, а детали сложной формы шаблонами;
- Если обструганная плоскость кривая или имеет форму крыльчатки, следует проверить уровень плит столешницы и вала ножей.
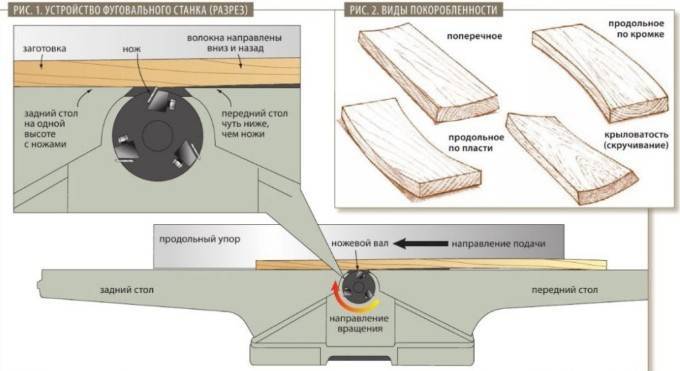
Конструкция и особенности

Фуговальный станок имеет несложную конструкцию. Однако, простота имеет оборотную сторону — для качественной работы все элементы должны быть тщательно настроены. Это условие, обеспечивающее точность, наличие ровной плоскости, прямой кромки.
Основным элементом станка является ножевой вал. Это массивный металлический цилиндр с продольными проточками, в которые вставляются режущие кромки (ножи) и клиновидные прижимы. Для настройки вылета ножей в пазах имеются специальные винты, которыми регулируют высоту ножа по отношению к касательной.
Вал приводится в движение электродвигателем через ременную передачу. Как правило, частота вращения находится в диапазоне 5-10 тыс. об/мин. Поскольку вал имеет большую массу, вращение на таких скоростях требует тщательной балансировки, иначе станок во время работы будет сильно бить.
Для обеспечения чистоты обработки и увеличения промежутка между заточкой режущих кромок создана новая конструкция ножевого вала — спиральная. В ней отсутствуют длинные ножи, которые заменили на множество коротких (2-3 см) режущих инструментов. 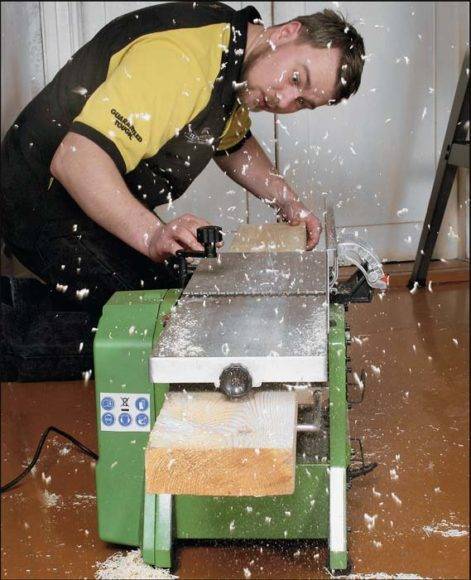 Они расположены на поверхности вала по спирали, что исключает возможность резкого удара ножом по заготовке, придает обработке мягкость, устраняет характерные поперечные полоски на остроганной заготовке.
Они расположены на поверхности вала по спирали, что исключает возможность резкого удара ножом по заготовке, придает обработке мягкость, устраняет характерные поперечные полоски на остроганной заготовке.
Кроме этого, важными элементами конструкции являются столы. Один из них неподвижный, он находится позади ножевого вала (если смотреть по направлению подачи, т.е навстречу вращению вала).
Ножи (и сам стол) настраиваются так, чтобы его поверхность проходила по касательной к окружности вращения режущих кромок. Если это условие не выполняется, на конце каждой заготовки будет появляться небольшая «ступенька». Ее высота равна разнице между уровнем ножа и плоскости стола.
Передний стол — подвижный. Его высоту можно регулировать. Это удобно, когда черновая заготовка имеет неровную поверхность с массой дефектов. Стол опускают, изменяют разницу высот его плоскости и высоты кромок ножей. Регулировка стола производится с помощью специального рычага, который приводит во вращение несколько эксцентриков. Как правило, максимальная толщина стружки (согласно инструкции, к станкам) не должна превышать 3 мм, но многие модели позволяют опускать стол на 5 мм и больше.
Еще один элемент — упор. Это вертикальная (обычно) плоская пластина, к которой прижимают заготовку для получения кромки под прямым углом к пласти детали. Большинство упоров имеют способность изменять наклон, что позволяет снимать фаску под заданным углом.
Размеры рабочей площади
Важным критерием выбора станка промышленного изготовления является ширина стола. В зависимости от размеров деталей, которые намечено обрабатывать, можно разделить модификации строгальных агрегатов на такие виды:
- Тяжелые, у которых ширина фрезерования достигает 63 см.
- Средние, для которых этот показатель составляет 40 см.
- Легкие, с шириной стола 25 см.

Стол имеет гладкую поверхность. Приемная часть его располагается на уровне образовываемого при кручении ножей контура. Передняя плита регулируемая, с помощью настройки она устанавливается ниже приемной половины рабочего стола на толщину слоя, который требуется снять за один проход доски.
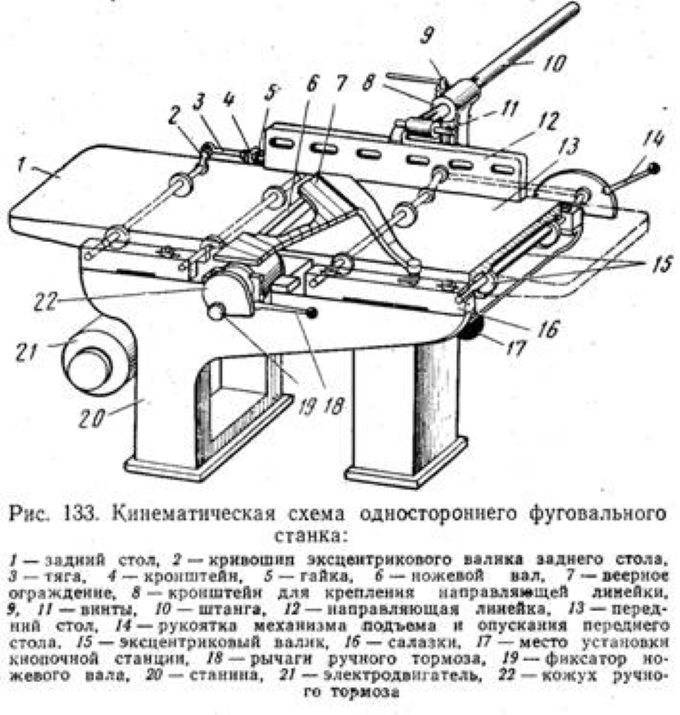
Устройство
Фуговальный станок состоит из следующих элементов:
- Двигатель. Он работает от сети с напряжением 220 В. Электромотор создает и передает крутящий момент строгальному валу с ножами.
- Рабочий стол. Данный элемент состоит из задней и передней плит. Они изготавливаются из чугуна и оснащаются ребрами жесткости, обеспечивающими устойчивость рабочей поверхности. Края плит оборудованы накладками из нержавеющей стали. Они защищают рабочий стол от разрушения. Задняя плита находится на одном уровне с верхней точкой режущих лезвий. Передняя плита находится под задней, на расстоянии до 2 мм. Расстояние между уровнями зависит от того, сколько материала нужно снять при обработке деревянного изделия.
- Станина. Она изготавливается из прочных сплавов металлов. Эта деталь выдерживает вес станка и все усилия, возникающие при воздействии режущих элементов на поверхность заготовки. На станине располагаются валы с ножами, направляющие и крепления.
- Строгальный вал. Он располагается между задней и передней плитами. К валу крепятся лезвия одинаковой толщины. Они изготавливаются из инструментальной быстрорежущей стали. Для обработки брусков из плотных пород дерева рекомендуется оснащать вал резаками с твердосплавными напайками.
- Направляющая. Она представляет собой узел, предназначенный для перемещения подвижных элементов станка и обрабатываемой заготовки. Направляющая крепится к станине при помощи болтов. Она может передвигаться в поперечном направлении.
- Круговое ограждение. Оно размещено на передней плите и плотно прилегает к направляющей. Круговое ограждение изготавливается из листовых материалов и защищает ножевой вал.
С помощью фуговального станка рекомендуется обрабатывать детали длиной от 1 до 1,5. Более длинные заготовки плохо закрепляются на рабочем столе и деформируются, что снижает точность реза и создает неудобства в процессе работы. Обрабатывать заготовки длиной меньше 1 м травмоопасно.










Установка ножей на фуговальный станок
При установке ножей на строгальный вал необходимо учитывать следующие особенности:
- В процессе работы используются несколько профилей из алюминия.
- После вставки ножей в пазы их необходимо плотно зажать.
- Прижимать шаблоны к краям рабочей столешницы над строгальным валом нужно при помощи струбцины.
- Лезвие необходимо приподнять до касания с бруском. В месте соприкосновения 2 поверхностей требуется поставить метку.
- При зажатии болтов ножи нужно удерживать в натянутом положении.
- После настройки 1 ножа необходимо провернуть вал и продолжить настройку следующих режущих элементов.
- После установки снять шаблон и измерить угол скоса по краю, выступ за кромку стальных накладок и строгального вала. Рекомендуется проверить ножи при включенном электромоторе.

Крепление лезвий к ножевому валу осуществляется при помощи гаечных ключей. Чтобы заточить ножи, требуется выкрутить все болты и извлечь лезвия.





